Устройство для установки и закрепления обрабатываемых деталей
Номер патента: U 5482
Опубликовано: 30.08.2009
Авторы: Андросенко Александр Павлович, Алампиев Олег Александрович, Молчанов Александр Николаевич, Козусева Тамара Ивановна, Хилькевич Николай Иванович
Текст
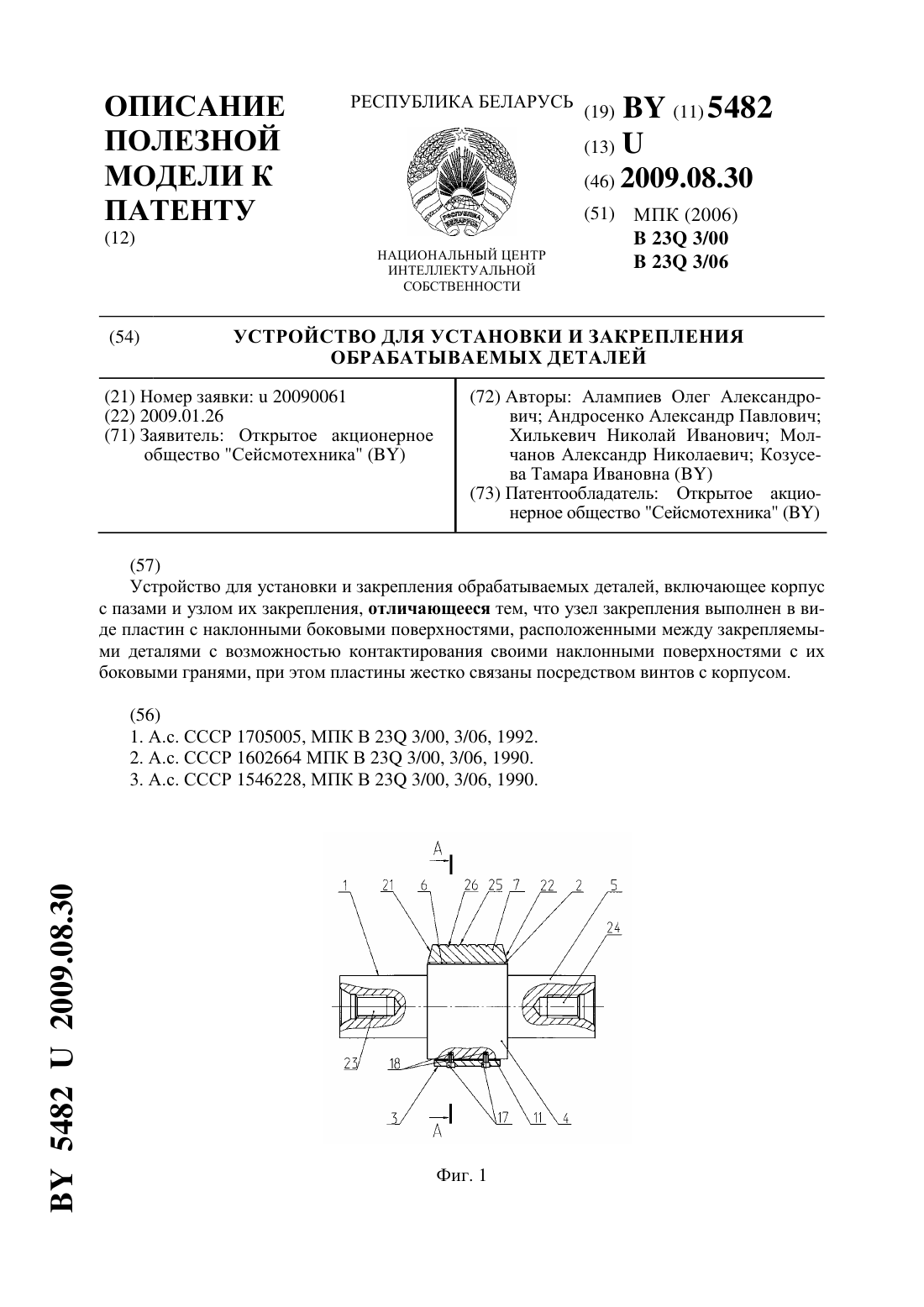
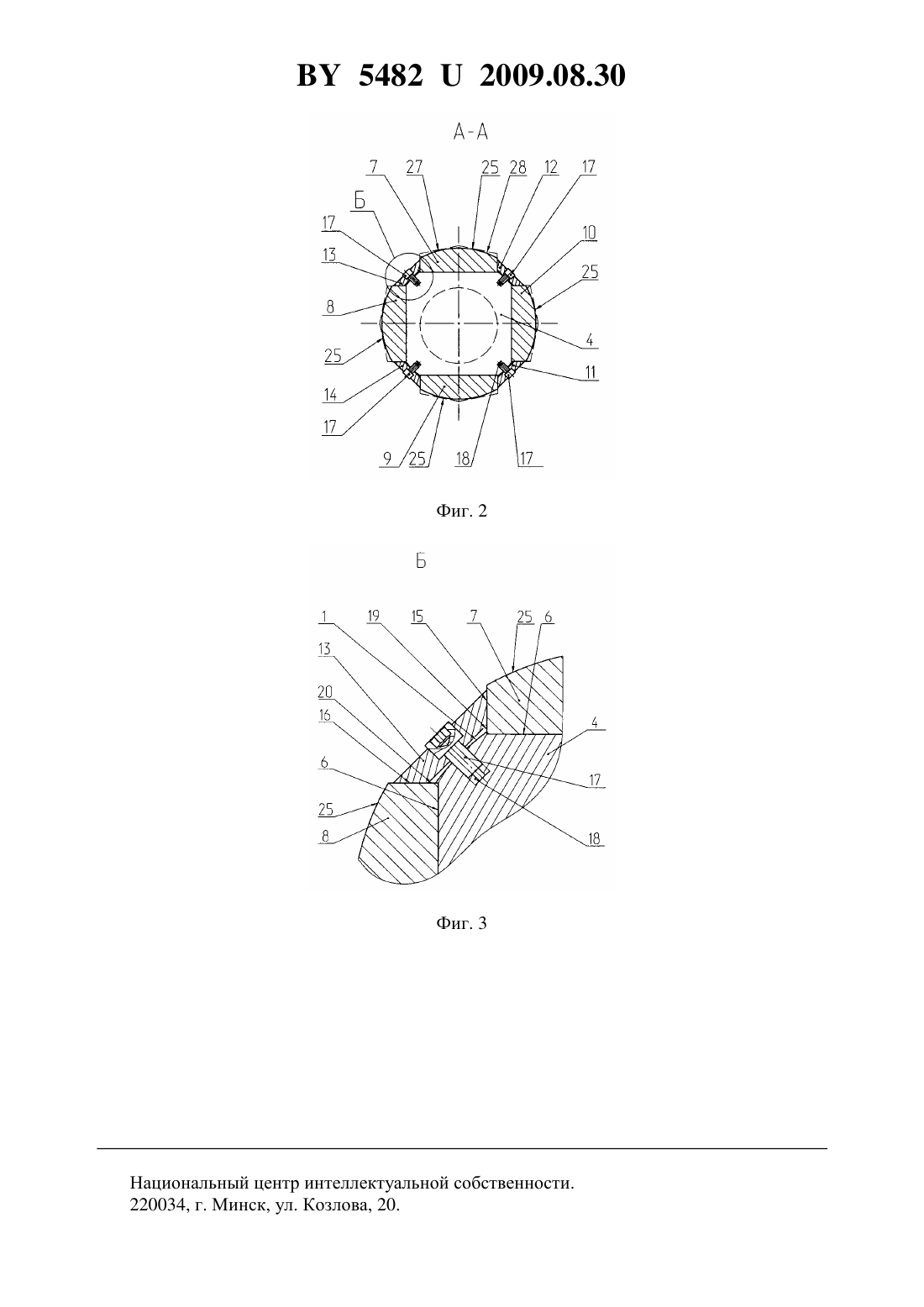
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Андросенко Александр Павлович Хилькевич Николай Иванович Молчанов Александр Николаевич Козусева Тамара Ивановна(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) Устройство для установки и закрепления обрабатываемых деталей, включающее корпус с пазами и узлом их закрепления, отличающееся тем, что узел закрепления выполнен в виде пластин с наклонными боковыми поверхностями, расположенными между закрепляемыми деталями с возможностью контактирования своими наклонными поверхностями с их боковыми гранями, при этом пластины жестко связаны посредством винтов с корпусом. 54822009.08.30 Полезная модель относится к обработке материалов резанием, а именно к устройствам для установки и закрепления на металлорежущих станках деталей со сферической поверхностью типа плашек для слайдеров и ключей, относящихся к нефтепромысловому и буровому оборудованию. Известно устройство для установки и закрепления обрабатываемых деталей 1, включающее корпус с устройством установки и закрепления деталей. Устройство установки содержит опорные губки-планки, закрепленные на наклонных поверхностях корпуса. На концах губок-планок со стороны расположения режущего инструмента выполнены скосы для улучшения доступа последнего. На планках имеются риски, а на корпусе - шкалы для указания значения наименьшего диаметра заготовок, которые допускается устанавливать при данном положении планок. Устройство работает следующим образом. Ослабив винты, раздвигают обе планки так, чтобы риски планок указывали на шкалах корпуса значения диаметра устанавливаемой детали или несколько меньшие значения, а затем винты снова затягивают. Устройство крепят на столе станка. Вставляют обрабатываемую деталь и перемещением зажимного элемента поджимают ее к рабочим поверхностям планок. Недостатком данного устройства является то, что при обработке закрепленных деталей выполняются технологические операции в узкой, открытой между губками-планками зоне, что сужает его технологические возможности. Известно также устройство для установки и закрепления обрабатываемых деталей 2,включающее корпус с основаниями, на которых размещены два подвижных самоцентрирующих элемента с зажимными призматическими губками. В каждой паре основание самоцентрирующий элемент выполнены цилиндрические пазы типа ласточкина хвоста,один паз выполнен с горизонтальным направлением поворота, а другой паз - с вертикальным направлением поворота. Самоцентрирующие элементы обеспечивают постоянное перпендикулярное положение плоскостей симметрии при помощи винтовой передачи и ее привода закрепления. Деталь размещается между губками. Устройство работает следующим образом. В процессе загрузки обрабатываемая деталь в состоянии предварительной ориентации подается загрузочным устройством между губками, после чего включается привод винтовой передачи. Самоцентрирующие элементы получают встречное перемещение и касаются отдельными точками поверхностей детали. Захватный орган загрузочного устройства разжимается, освобождает деталь и удаляется из зоны загрузки. При схождении губок под действием сил их зажима и возможности самоустановки самоцентрирующих подвижных элементов деталь занимает однозначную установки с последующим ее закреплением и выполнением механической обработки. Недостатком данного устройства является то, что при установке и закреплении детали происходит механическая обработка с небольшим количеством технологических операций, что в конечном итоге сужает технологические возможности. Наиболее близким техническим решением является устройство для установки и закрепления обрабатываемых деталей 3, включающее корпус с устройством для установки и закрепления обрабатываемых деталей. Устройство для установки обрабатываемых деталей выполнено в виде пазов с призматическими поверхностями, а устройство для закрепления выполнено в виде двух двуплечих прижимных планок, причем меньшая прижимная планка расположена внутри большей прижимной планки. В каждой планке выполнен паз, и в пазу каждой планки расположена своя ступенька оси. Ось, в свою очередь, соединена тягой, установленной в отверстии корпуса, при этом тяга кинематически соединена с ее приводом. Тяга со ступенчатой осью и двуплечие прижимные планки образуют шарнирное соединение. 2 54822009.08.30 Ступеньки оси расположены с эксцентриситетом относительно геометрической оси тяги, а каждая прижимная планка на одном плече имеет криволинейную рабочую поверхность, а на другом плече - дополнительную прямолинейную поверхность. Устройство работает следующим образом. Закрепляемые детали устанавливаются в призматических пазах корпуса, и к тягам приводом прикладывается тянущее усилие. Передвигаясь, тяга прижимает двуплечие прижимные планки к обрабатываемым деталям, при этом сначала одна из прижимных планок прижимается к зажимаемым деталям и зажимает своей криволинейной поверхностью две детали, а дополнительной прямолинейной поверхностью - одну деталь, а ступенчатая ось за счет того, что усилие приложено к ее ступенькам эксцентрично с определенным эксцентриситетом, продолжает разворачиваться в пазу до тех пор, пока не прижмет вторую прижимную планку таким образом, что все шесть деталей будут закреплены. Недостатком данного устройства для установки и закрепления обрабатываемых деталей является также то, что при закреплении деталей выполняется небольшое количество технологических операций, что в конечном итоге снижает технологические возможности. Технической задачей, на решение которой направлена заявляемая полезная модель,является расширение технологических возможностей устройства для установки и закрепления обрабатываемых деталей за счет обеспечения возможности выполнения значительного количества технологических операций. Решение технической задачи достигается тем, что устройство для установки и закрепления обрабатываемых деталей, включающее корпус с пазами и узлом их закрепления,при этом узел выполнен из пластин с наклонными боковыми поверхностями, расположенными между закрепляемыми деталями с возможностью контактирования своими наклонными поверхностями с их боковыми гранями, при этом пластины жестко связаны посредством винтов с корпусом. Сущность полезной модели поясняется чертежами, где на фиг. 1 показано устройство для установки и закрепления обрабатываемых деталей на фиг. 2 - сечение по А-А на фиг. 1 на фиг. 3 - выноска Б в увеличенном масштабе. Устройство для установки и закрепления обрабатываемых деталей, например плашек ключей или спайдеров нефтепромыслового оборудования, у которых верхняя поверхность с зубьями выполнена сферической, включает (фиг. 1, 2 и 3) корпус 1 с узлами установки 2 и закрепления 3. Корпус 1 выполнен ступенчатым с большим диаметром 4 первой ступени и меньшим диаметром 5 второй ступени. На наружной поверхности ступени с большим диаметром 4 выполнен узел установки 2 в виде продольных пазов 6, в которых устанавливаются обрабатываемые детали 7, 8, 9 и 10. Для закрепления обрабатываемых деталей 7, 8, 9 и 10 в данном устройстве служит узел закрепления 3, выполненный в виде пластин 11, 12, 13 и 14, каждая из которых имеет наклонные боковые поверхности 15 и 16, при этом каждая пластина 11, 12, 13 и 14 жестко прикреплена к большему диаметру 4 корпуса 1 посредством винтов 17. Винты 17 своей резьбовой частью ввернуты в резьбовые отверстия 18, выполненные на большом диаметре 4 корпуса 1. При ввернутых винтах 17 пластины 11, 12,13 и 14 своими наклонными боковыми поверхностями 15 и 16 контактируют с боковыми гранями 19 и 20 обрабатываемых деталей 7, 8, 9 и 10, надежно их фиксируя в требуемом положении. Длина большего диаметра 4 корпуса 1 выполнена равной длине обрабатываемых деталей 7, 8, 9 и 10, что позволяет возможность обработки их торцевых поверхностей 21 и 22. На меньшем диаметре 5 корпуса 1 выполнены центровые отверстия 23 и 24, обеспечивающие их установку в станке (на фигурах не показан). Обрабатываемые детали 7, 8, 9 и 10 имеют сферическую поверхность 25, на которой прорезаются канавки 26. 54822009.08.30 Поскольку заготовки для обрабатываемых деталей 7, 8, 9 и 10 вырезаются из листа, то с целью снижения величины ударных нагрузок при токарной обработке на верхней поверхности деталей 7, 8, 9 и 10 предварительно перед их установкой срезаются фаски 27 и 28 (на фиг. 1 показано штрихпунктирной линией). Устройство для установки и закрепления обрабатываемых деталей работает следующим образом. В вырезанных из листового материала обрабатываемых деталях 7, 8, 9 и 10 фрезеруются в определенный размер боковые грани 19 и 20, после чего детали 7, 8, 9 и 10 устанавливаются в продольные пазы 6, выполненные на наружной поверхности большего диаметра 4 корпуса 1. К установленным деталям попарно прикладываются пластины 11,12, 13 и 14 таким образом, чтобы их наклонные боковые поверхности 15 и 16 контактировали с боковыми гранями 19 и 20, после чего вворачиваются последовательно в резьбовые отверстия 18 винты 17. Вворачивая винты 17, производят последовательный прижим пластин 11, 12, 13 и 14 до жесткого контакта их наклонных боковых поверхностей 15 и 16 с боковыми гранями 19 и 20 обрабатываемых деталей 7, 8, 9 и 10, обеспечивая тем самым их надежное крепление. После закрепления корпус 1 вместе с деталями 7, 8, 9 и 10 центровыми отверстиями 23 и 24 устанавливают в токарный станок (на фиг не показан) и производят обработку сферических поверхностей 25 нарезают канавки 26 производят обработку торцевых поверхностей 21 и 22. Выполнив вышеуказанную обработку, корпус 1 вместе с обрабатываемыми деталями 7, 8, 9 и 10 снимают со станка и производят разборку. Таким образом, в устройстве для установки и закрепления обрабатываемых деталей 7, 8, 9 и 10, включающем корпус 1 с большим 4 и меньшим 5 диаметрами и выполненными на большем его диаметре 4 пазами 6, выполняющими роль узла установки 2, и узел закрепления 3, последний выполнен в виде пластин 11, 12, 13 и 14 с наклонными боковыми поверхностями 15 и 16, расположенными между закрепляемыми деталями 7,8, 9 и 10, с возможностью контактирования своими наклонными боковыми поверхностями 15 и 16 с их боковыми гранями 19 и 20, при этом пластины 11, 12, 13 и 14 жестко связаны посредством винтов 17 с корпусом 1, позволяет выполнить следующие технологические операции обработку сферических поверхностей 25 нарезку на сферических поверхностях 25 канавок 26 обработку торцевых поверхностей 21 и 22. Выполнение вышеуказанных технологических операций расширяет технологические возможности устройства, что в конечном итоге, отличительные признаки полезной модели обеспечивают выполнение технической задачи. На дату подачи заявки на полезную модель разработана рабочая конструкторская документация и идет изготовление образца, испытания которого запланированы наквартал 2009 года. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: установки, деталей, устройство, обрабатываемых, закрепления
Код ссылки
<a href="https://by.patents.su/5-u5482-ustrojjstvo-dlya-ustanovki-i-zakrepleniya-obrabatyvaemyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для установки и закрепления обрабатываемых деталей</a>
Устройство для установки и закрепления обрабатываемых деталей
Номер патента: U 5380
Опубликовано: 30.06.2009
Авторы: Андросенко Александр Павлович, Хилькевич Николай Иванович, Молчанов Александр Николаевич, Алампиев Олег Александрович
Метки: обрабатываемых, закрепления, деталей, устройство, установки
Текст:
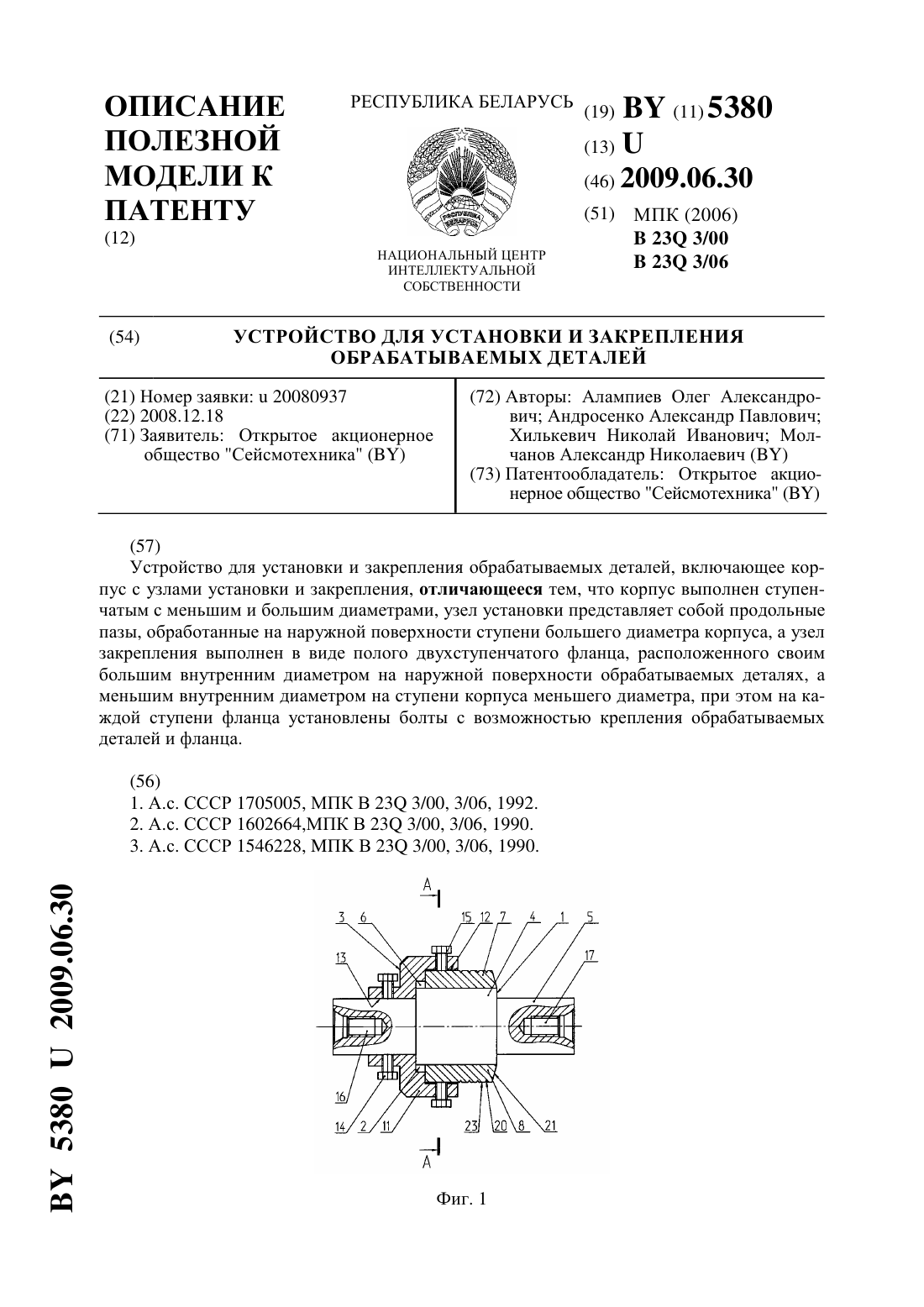
...операций, что в конечном итоге снижает технологические возможности. Техническая задача, на решение которой направлена заявляемая полезная модель является расширение технологических возможностей устройства для установки и закрепления обрабатываемых деталей за счет обеспечения возможности выполнения большого количества технологических операций. Решение технической задачи достигается тем, что устройство для установки и закрепления...
Устройство для разъемного соединения деталей и разъемное соединение деталей

Номер патента: U 3264
Опубликовано: 30.12.2006
Авторы: Буцкевич Николай Николаевич, КАЙРОВИЧ Чеслав Альбинович, Филипчик Виктор Константинович
МПК: F16B 2/00
Метки: устройство, разъемного, разъемное, соединения, соединение, деталей
Текст:
...для разъемного соединения деталей, за счет того, что в качестве устройства для разъемного соединения содержит устройство для соединения,деталей описанной выше конструкции, при этом отверстие в одной из соединяемых деталей, расположенной со стороны установки гайки устройства для разъемного соединения имеет диаметр го, где ггоК, на кромке отверстия другой скрепляемой детали, расположенной со стороны установки наконечника осевого элемента...
Устройство для установки номерного знака автомобиля
Номер патента: U 4870
Опубликовано: 30.12.2008
Автор: Романов Олег Викторович
МПК: B60R 13/00
Метки: знака, автомобиля, номерного, устройство, установки
Текст:
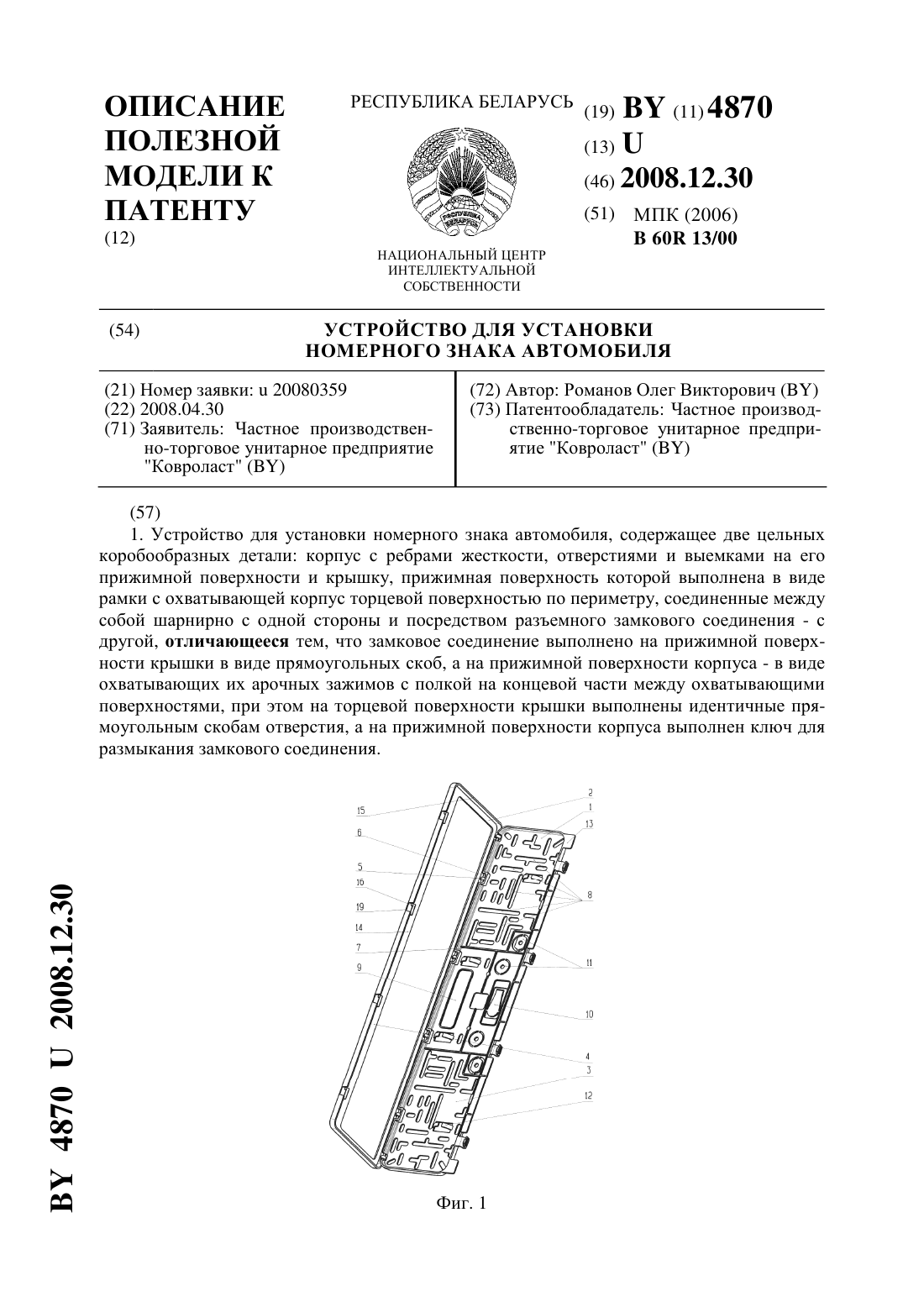
...содержит поле для размещения рекламной информации. Крышка выполнена из сополимера акрилонитрила, бутадиена и стирола - АБС-пластика,а корпус - из полистирола. Выполнение замкового соединения на прижимной поверхности крышки в виде прямоугольных скоб, а на прижимной поверхности корпуса в виде охватывающих их арочных зажимов с полкой на концевой части, между охватывающими поверхностями, при этом на прижимной поверхности корпуса выполнен ключ...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: деталей, цилиндрических, поверхностей, сложнопрофильной, магнитно-абразивной, обработки, устройство, универсальное, поверхностью
Текст:
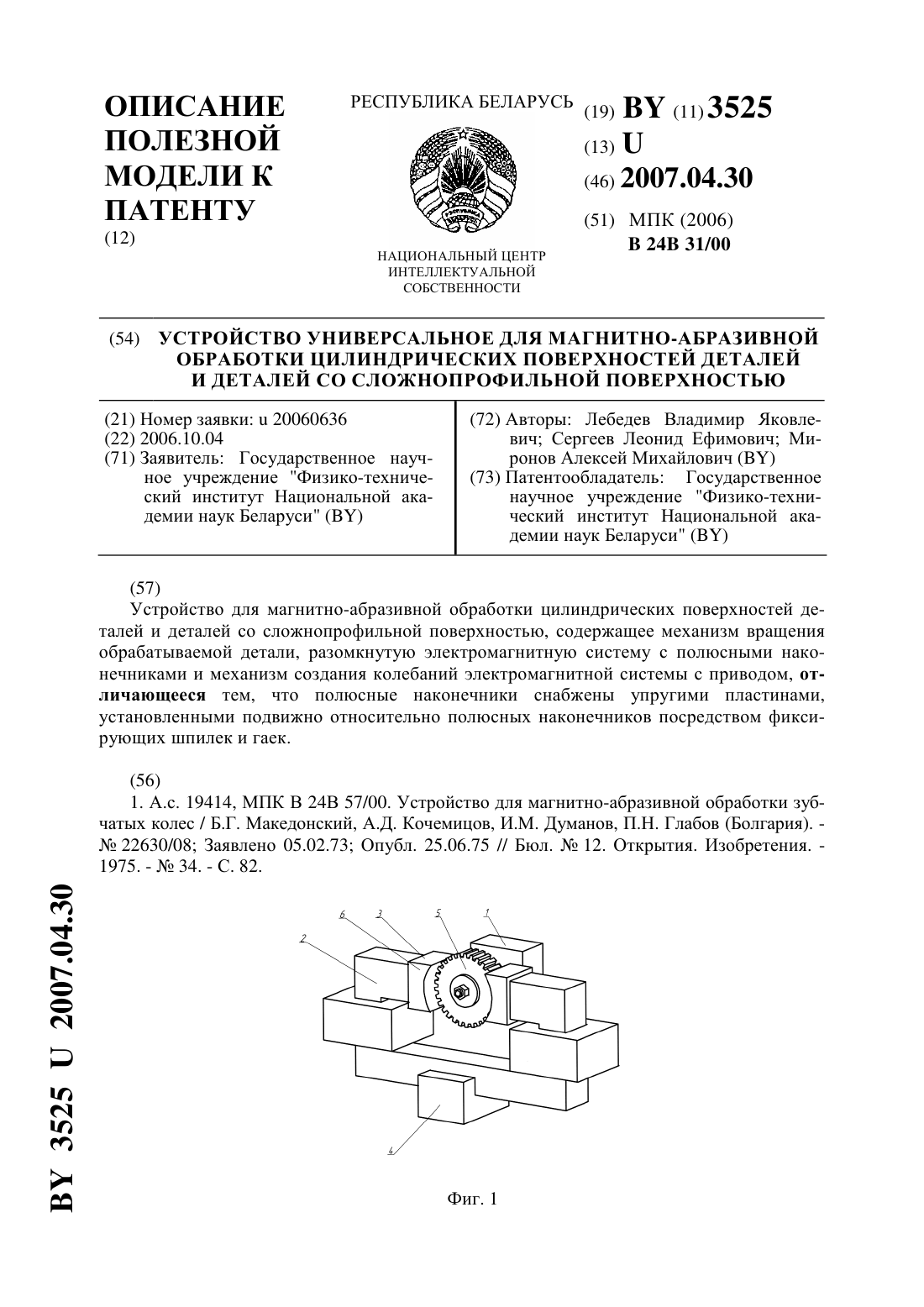
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Запорное устройство для электрошкафа наружной установки
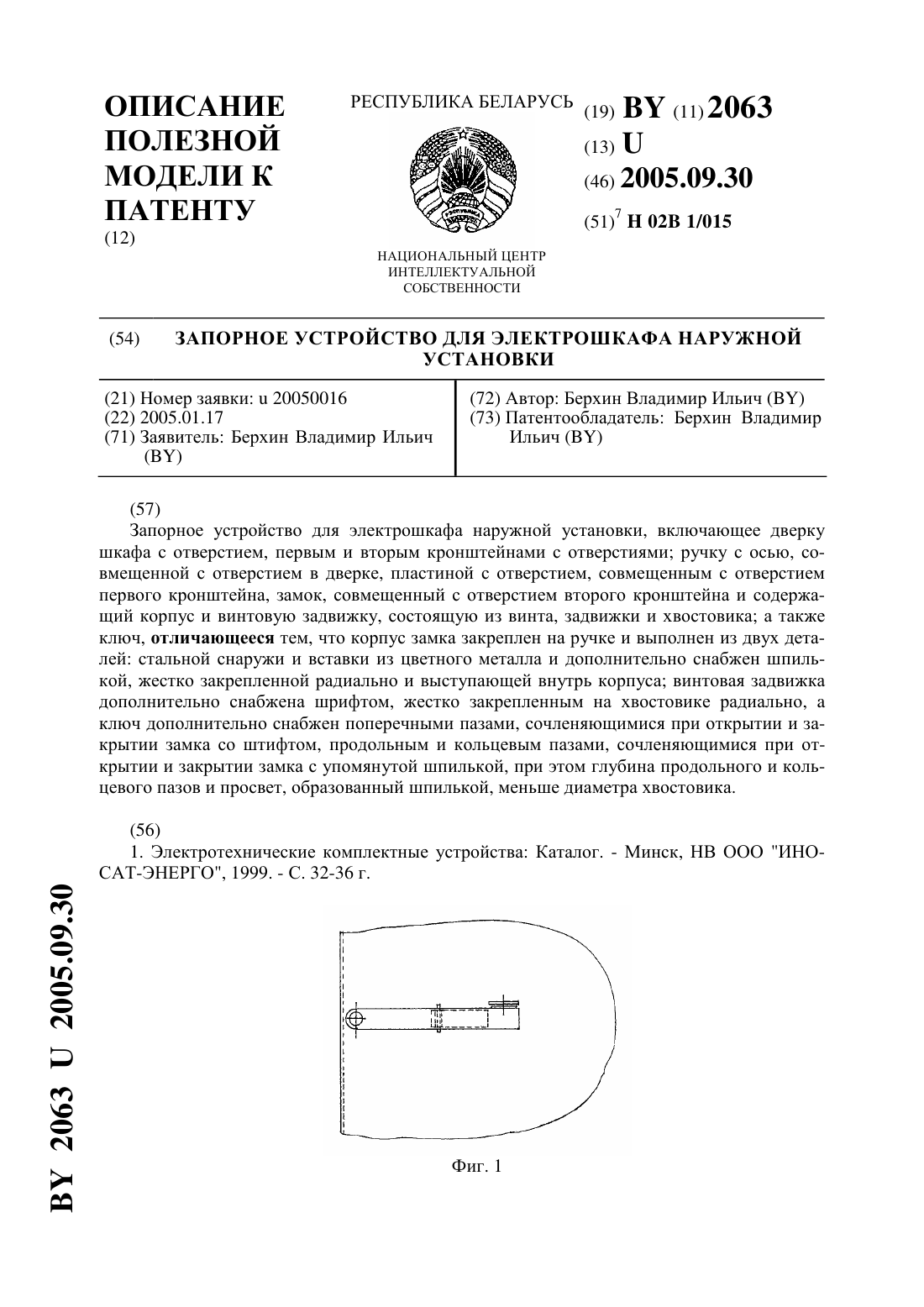
Номер патента: U 2063
Опубликовано: 30.09.2005
Автор: Берхин Владимир Ильич
МПК: H02B 1/015
Метки: наружной, устройство, запорное, установки, электрошкафа
Текст:
...с осью, совмещенной с отверстием в дверке, пластиной с отверстием, совмещенным с отверстием первого кронштейна, замок, совмещенный с отверстием второго кронштейна и содержащий корпус и винтовую задвижку, состоящую из винта, задвижки и хвостовика ключ при этом корпус замка закреплен на ручке и выполнен из двух деталей стальной снаружи и вставки из цветного металла и дополнительно снабжен шпилькой, жестко закрепленной радиально и выступающей...
Предыдущий патент: Устройство для контролируемого осеменения пчелиных маток
Следующий патент: Установка для герметизации тепловых труб
Случайный патент: Способ получения полимерного электретного волокнистого материала