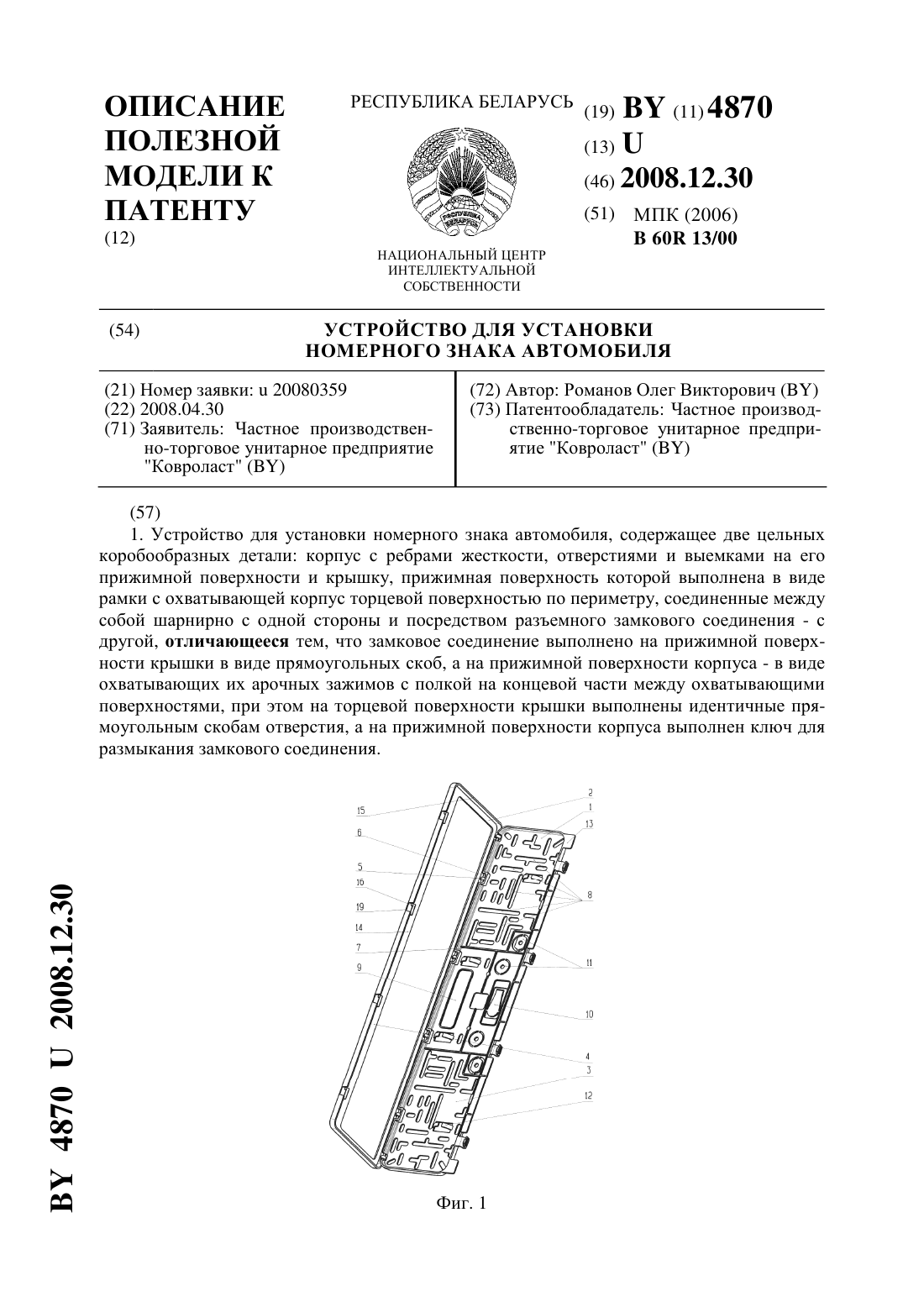
Устройство для установки и закрепления обрабатываемых деталей
Номер патента: U 5380
Опубликовано: 30.06.2009
Авторы: Андросенко Александр Павлович, Хилькевич Николай Иванович, Алампиев Олег Александрович, Молчанов Александр Николаевич
Текст
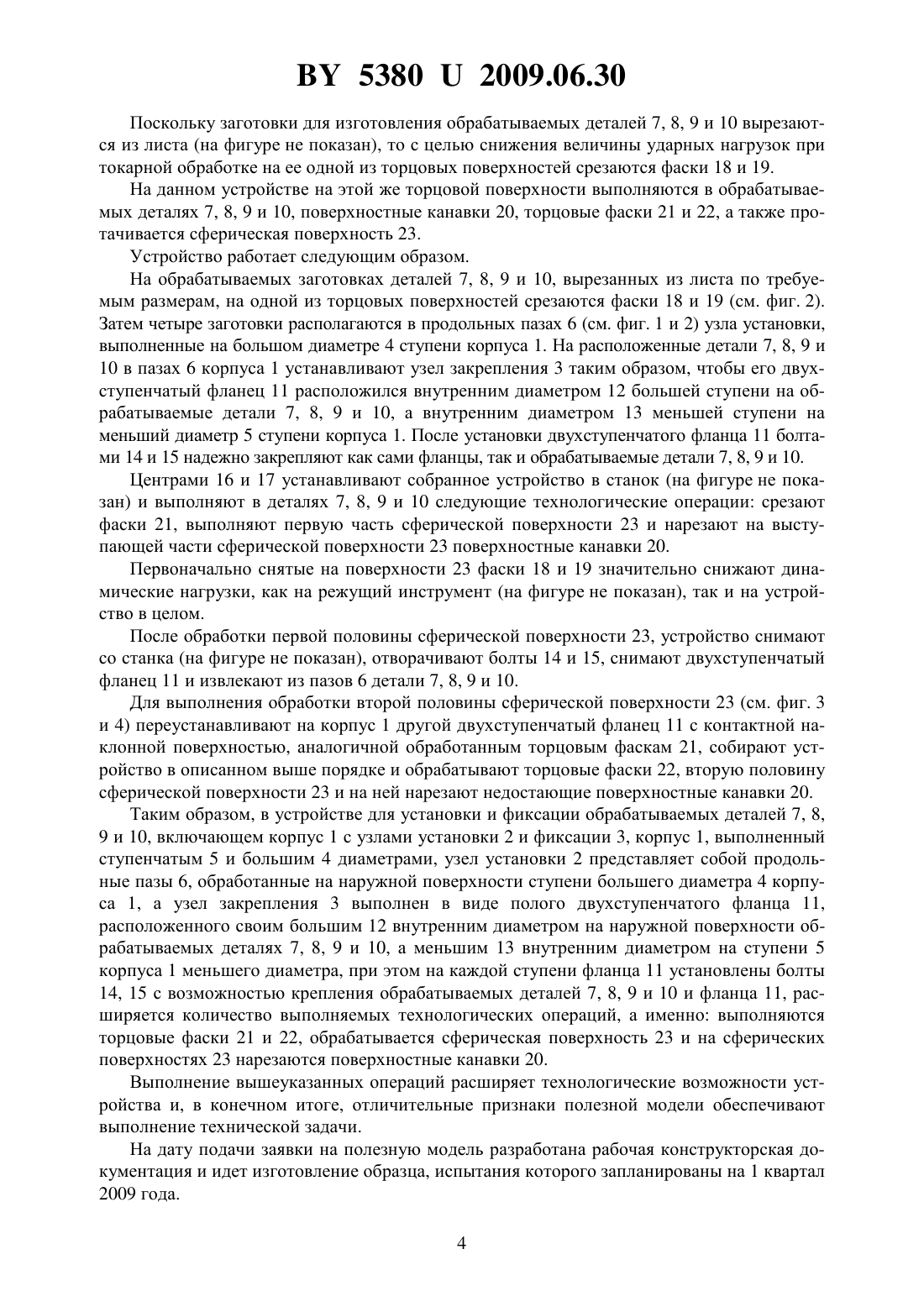
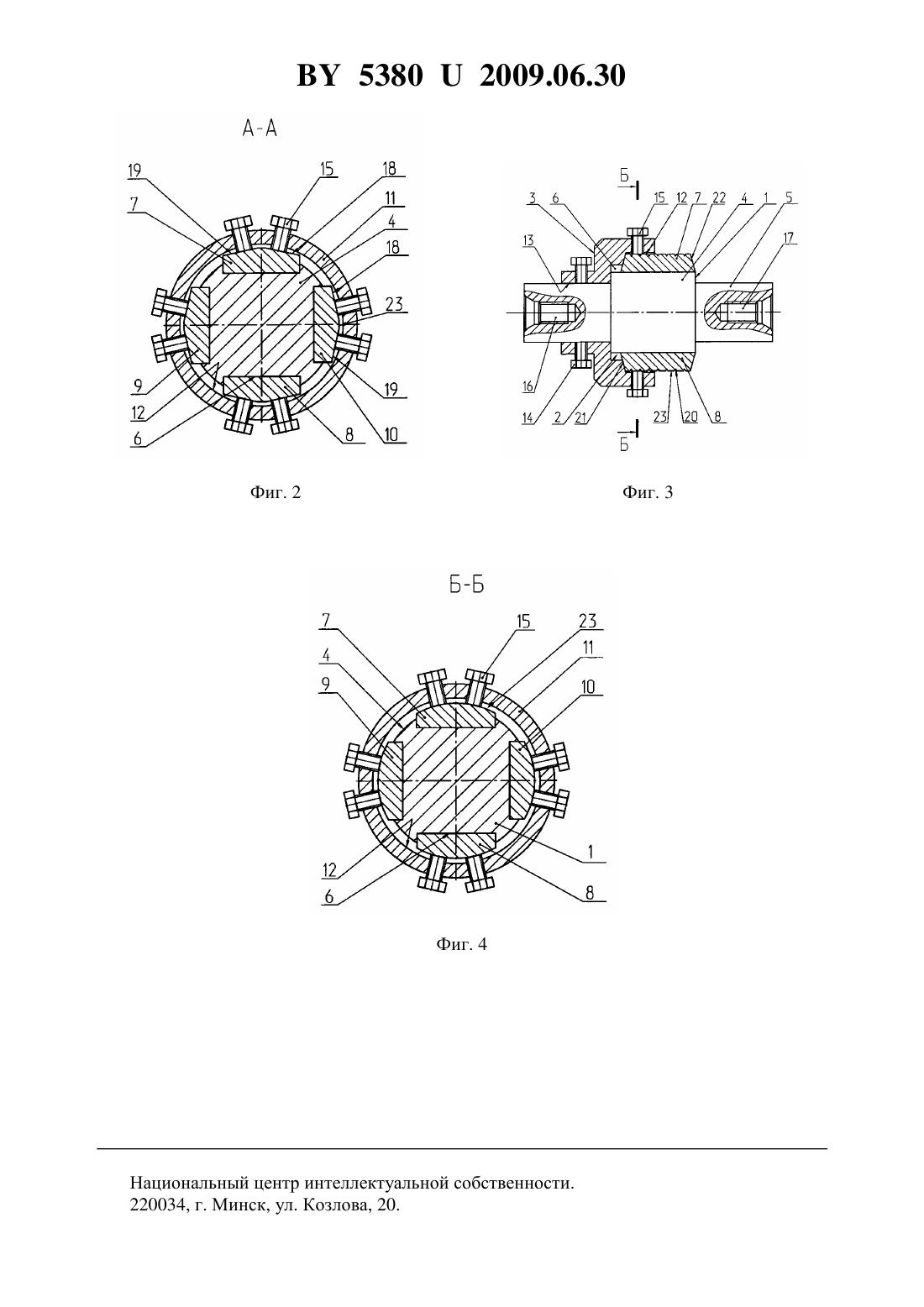
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ(71) Заявитель Открытое акционерное общество Сейсмотехника(72) Авторы Алампиев Олег Александрович Андросенко Александр Павлович Хилькевич Николай Иванович Молчанов Александр Николаевич(73) Патентообладатель Открытое акционерное общество Сейсмотехника(57) Устройство для установки и закрепления обрабатываемых деталей, включающее корпус с узлами установки и закрепления, отличающееся тем, что корпус выполнен ступенчатым с меньшим и большим диаметрами, узел установки представляет собой продольные пазы, обработанные на наружной поверхности ступени большего диаметра корпуса, а узел закрепления выполнен в виде полого двухступенчатого фланца, расположенного своим большим внутренним диаметром на наружной поверхности обрабатываемых деталях, а меньшим внутренним диаметром на ступени корпуса меньшего диаметра, при этом на каждой ступени фланца установлены болты с возможностью крепления обрабатываемых деталей и фланца. 53802009.06.30 Полезная модель относится к обработке материалов резанием, а именно к устройствам для установки и закрепления на металлорежущих станках деталей со сферической поверхностью, типа плашек для спайдеров и ключей, относящихся к нефтепромысловому и буровому оборудованию. Известно устройство для установки и закрепления обрабатываемых деталей 1, включающее корпус с устройством установки и закрепления деталей. Устройство установки содержит опорные губки-планки, закрепленные на наклонных поверхностях корпуса. На концах губок-планок со стороны расположения режущего инструмента выполнены скосы для улучшения доступа последнего. На планках имеются риски, а на корпусе - шкалы для указания значения наименьшего диаметра заготовок, которые допускается устанавливать при данном положении планок. Устройство работает следующим образом. Ослабив винты, раздвигают обе планки так, чтобы риски планок указывали на шкалах корпуса значения диаметра устанавливаемой детали или несколько меньшие значения, а затем винты снова затягивают. Устройство крепят на столе станка. Вставляют обрабатываемую деталь и перемещением зажимного элемента поджимают ее к рабочим поверхностям планок. Недостатком данного устройства является то, что при обработке закрепленных деталей выполняются технологические операции в узкой открытой между губками-планками зоне, что сужает его технологические возможности. Известно также устройство для установки и закрепления обрабатываемых деталей 2,включающее корпус с основаниями, на которых размещены два подвижных самоцентрирующих элемента с зажимными призматическими губками. В каждой паре основание самоцентрирующий элемент выполнены цилиндрические пазы типа ласточкина хвоста,один паз выполнен с горизонтальным направлением поворота, а другой паз - с вертикальным направлением поворота. Самоцентрирующие элементы обеспечивают постоянное перпендикулярное положение плоскостей симметрии при помощи винтовой передачи и ее привода закрепления. Деталь размещается между губками. Устройство работает следующим образом. В процессе загрузки обрабатываемая деталь в состоянии предварительной ориентации подается загрузочным устройством между губками после чего включается привод винтовой передачи. Самоцентрирующие элементы получают встречное перемещение и касаются отдельными точками поверхностей детали. Захватный орган загрузочного устройства разжимается, освобождает деталь и удаляется из зоны загрузки. При схождении губок под действием сил их зажима и возможности самоустановки самоцентрирующих подвижных элементов, деталь занимает однозначную установку с последующим ее закреплением и выполнением механической обработки. Недостатком данного устройства является то, что при установке и закреплении детали происходит механическая обработка с небольшим количеством технологических операций, что в конечном итоге сужает технологические возможности. Наиболее близким техническим решением является устройство для установки и закрепления обрабатываемых деталей 3, включающее корпус с устройством для установки и закрепления обрабатываемых деталей. Устройство для установки обрабатываемых деталей выполнено в виде пазов с призматическими поверхностями, а устройство для закрепления выполнено в виде двух двуплечих прижимных планок, причем меньшая прижимная планка расположена внутри большой прижимной планки. В каждой планке выполнен паз и в пазу каждой планки расположена своя ступенька оси. Ось в свою очередь соединена тягой, установленной в отверстии корпуса, при этом тяга кинематически соединена с ее приводом. 2 53802009.06.30 Тяга со ступенчатой осью и двуплечие прижимные планки образуют шарнирное соединение. Ступеньки оси расположены с эксцентриситетом относительно геометрической оси тяги, а каждая прижимная планка на одном плече имеет криволинейную рабочую поверхность, а на другом плече - дополнительную прямолинейную поверхность. Устройство работает следующим образом. Закрепляемые детали устанавливаются в призматических пазах корпуса и к тягам приводом прикладывается тянущее усилие. Передвигаясь, тяга прижимает двуплечие прижимные планки к обрабатываемым деталям, при этом сначала одна из прижимных планок прижимается к зажимаемым деталям и зажимает своей криволинейной поверхностью две детали, а дополнительной прямолинейной поверхностью - одну деталь, а ступенчатая ось за счет того, что усилие приложено к ее ступенькам эксцентрично с определенным эксцентриситетом продолжает разворачиваться в пазу до тех пор, пока не прижмет вторую прижимную планку таким образом, что все шесть деталей будут закреплены. Недостатком данного устройства для установки и закрепления обрабатываемых деталей является также то, что при закреплении деталей выполняется небольшое количество технологических операций, что в конечном итоге снижает технологические возможности. Техническая задача, на решение которой направлена заявляемая полезная модель является расширение технологических возможностей устройства для установки и закрепления обрабатываемых деталей за счет обеспечения возможности выполнения большого количества технологических операций. Решение технической задачи достигается тем, что устройство для установки и закрепления обрабатываемых деталей, включающее корпус с узлами установки и закрепления,корпус выполнен ступенчатым с меньшим и большим диаметрами, узел установки представляет собой продольные пазы, обработанные на наружной поверхности ступени большего диаметра корпуса, а узел закрепления выполнен в виде полого двухступенчатого фланца, расположенного своим большим внутренним диаметром на наружной поверхности обрабатываемых деталях, а меньшим внутренним диаметром на ступени корпуса меньшего диаметра, при этом на каждой ступени фланца установлены болты с возможностью крепления обрабатываемых деталей и фланца. Сущность полезной модели поясняется чертежами, где на фиг. 1 показана установка и закрепление деталей при обработке их первой половины на фиг. 2 сечение по - на фиг. 1 на фиг. 3 установка и закрепление деталей при обработке их второй половины, а на фиг. 4 сечение по Б-Б на фиг. 3. Устройство для установки и закрепления обрабатываемых деталей, например плашек ключей или спайдеров нефтепромыслового оборудования, у которых верхняя поверхность с зубьями выполнена сферической, включает (фиг. 1, 2, 3 и 4) корпус 1 с узлами установки 2 и закрепления 3. Корпус 1 выполнен ступенчатым с большим диаметром 4 первой ступени и меньшим диаметром 5 второй ступени. На наружной поверхности ступени с большим диаметром 4 выполнен узел установки 2 в виде продольных пазов 6, в которых устанавливаются обрабатываемые детали 7, 8, 9 и 10. Для закрепления обрабатываемых деталей 7, 8, 9 и 10 в данном устройстве служат узел фиксации 3, выполненный в виде полого двухступенчатого фланца 11, с внутренним диаметром большой ступени 12 и внутренним диаметром меньшей ступени 13. На каждой ступени 12 и 13 двухступенчатого фланца 11 установлены болты 14 и 15, обеспечивающие надежное закрепление, как самого двухступенчатого фланца 11 на меньшем диаметре 5 ступени корпуса 1, так и обрабатываемых деталей 7, 8,9 и 10. С торцов корпуса 1 на меньшем диаметре выполнены центровые отверстия 16 и 17. 53802009.06.30 Поскольку заготовки для изготовления обрабатываемых деталей 7, 8, 9 и 10 вырезаются из листа (на фигуре не показан), то с целью снижения величины ударных нагрузок при токарной обработке на ее одной из торцовых поверхностей срезаются фаски 18 и 19. На данном устройстве на этой же торцовой поверхности выполняются в обрабатываемых деталях 7, 8, 9 и 10, поверхностные канавки 20, торцовые фаски 21 и 22, а также протачивается сферическая поверхность 23. Устройство работает следующим образом. На обрабатываемых заготовках деталей 7, 8, 9 и 10, вырезанных из листа по требуемым размерам, на одной из торцовых поверхностей срезаются фаски 18 и 19 (см. фиг. 2). Затем четыре заготовки располагаются в продольных пазах 6 (см. фиг. 1 и 2) узла установки,выполненные на большом диаметре 4 ступени корпуса 1. На расположенные детали 7, 8, 9 и 10 в пазах 6 корпуса 1 устанавливают узел закрепления 3 таким образом, чтобы его двухступенчатый фланец 11 расположился внутренним диаметром 12 большей ступени на обрабатываемые детали 7, 8, 9 и 10, а внутренним диаметром 13 меньшей ступени на меньший диаметр 5 ступени корпуса 1. После установки двухступенчатого фланца 11 болтами 14 и 15 надежно закрепляют как сами фланцы, так и обрабатываемые детали 7, 8, 9 и 10. Центрами 16 и 17 устанавливают собранное устройство в станок (на фигуре не показан) и выполняют в деталях 7, 8, 9 и 10 следующие технологические операции срезают фаски 21, выполняют первую часть сферической поверхности 23 и нарезают на выступающей части сферической поверхности 23 поверхностные канавки 20. Первоначально снятые на поверхности 23 фаски 18 и 19 значительно снижают динамические нагрузки, как на режущий инструмент (на фигуре не показан), так и на устройство в целом. После обработки первой половины сферической поверхности 23, устройство снимают со станка (на фигуре не показан), отворачивают болты 14 и 15, снимают двухступенчатый фланец 11 и извлекают из пазов 6 детали 7, 8, 9 и 10. Для выполнения обработки второй половины сферической поверхности 23 (см. фиг. 3 и 4) переустанавливают на корпус 1 другой двухступенчатый фланец 11 с контактной наклонной поверхностью, аналогичной обработанным торцовым фаскам 21, собирают устройство в описанном выше порядке и обрабатывают торцовые фаски 22, вторую половину сферической поверхности 23 и на ней нарезают недостающие поверхностные канавки 20. Таким образом, в устройстве для установки и фиксации обрабатываемых деталей 7, 8,9 и 10, включающем корпус 1 с узлами установки 2 и фиксации 3, корпус 1, выполненный ступенчатым 5 и большим 4 диаметрами, узел установки 2 представляет собой продольные пазы 6, обработанные на наружной поверхности ступени большего диаметра 4 корпуса 1, а узел закрепления 3 выполнен в виде полого двухступенчатого фланца 11,расположенного своим большим 12 внутренним диаметром на наружной поверхности обрабатываемых деталях 7, 8, 9 и 10, а меньшим 13 внутренним диаметром на ступени 5 корпуса 1 меньшего диаметра, при этом на каждой ступени фланца 11 установлены болты 14, 15 с возможностью крепления обрабатываемых деталей 7, 8, 9 и 10 и фланца 11, расширяется количество выполняемых технологических операций, а именно выполняются торцовые фаски 21 и 22, обрабатывается сферическая поверхность 23 и на сферических поверхностях 23 нарезаются поверхностные канавки 20. Выполнение вышеуказанных операций расширяет технологические возможности устройства и, в конечном итоге, отличительные признаки полезной модели обеспечивают выполнение технической задачи. На дату подачи заявки на полезную модель разработана рабочая конструкторская документация и идет изготовление образца, испытания которого запланированы на 1 квартал 2009 года. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: обрабатываемых, устройство, деталей, закрепления, установки
Код ссылки
<a href="https://by.patents.su/5-u5380-ustrojjstvo-dlya-ustanovki-i-zakrepleniya-obrabatyvaemyh-detalejj.html" rel="bookmark" title="База патентов Беларуси">Устройство для установки и закрепления обрабатываемых деталей</a>
Устройство для разъемного соединения деталей и разъемное соединение деталей

Номер патента: U 3264
Опубликовано: 30.12.2006
Авторы: Буцкевич Николай Николаевич, Филипчик Виктор Константинович, КАЙРОВИЧ Чеслав Альбинович
МПК: F16B 2/00
Метки: устройство, соединения, соединение, разъемное, разъемного, деталей
Текст:
...для разъемного соединения деталей, за счет того, что в качестве устройства для разъемного соединения содержит устройство для соединения,деталей описанной выше конструкции, при этом отверстие в одной из соединяемых деталей, расположенной со стороны установки гайки устройства для разъемного соединения имеет диаметр го, где ггоК, на кромке отверстия другой скрепляемой детали, расположенной со стороны установки наконечника осевого элемента...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Миронов Алексей Михайлович, Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: поверхностью, деталей, сложнопрофильной, универсальное, поверхностей, обработки, цилиндрических, магнитно-абразивной, устройство
Текст:
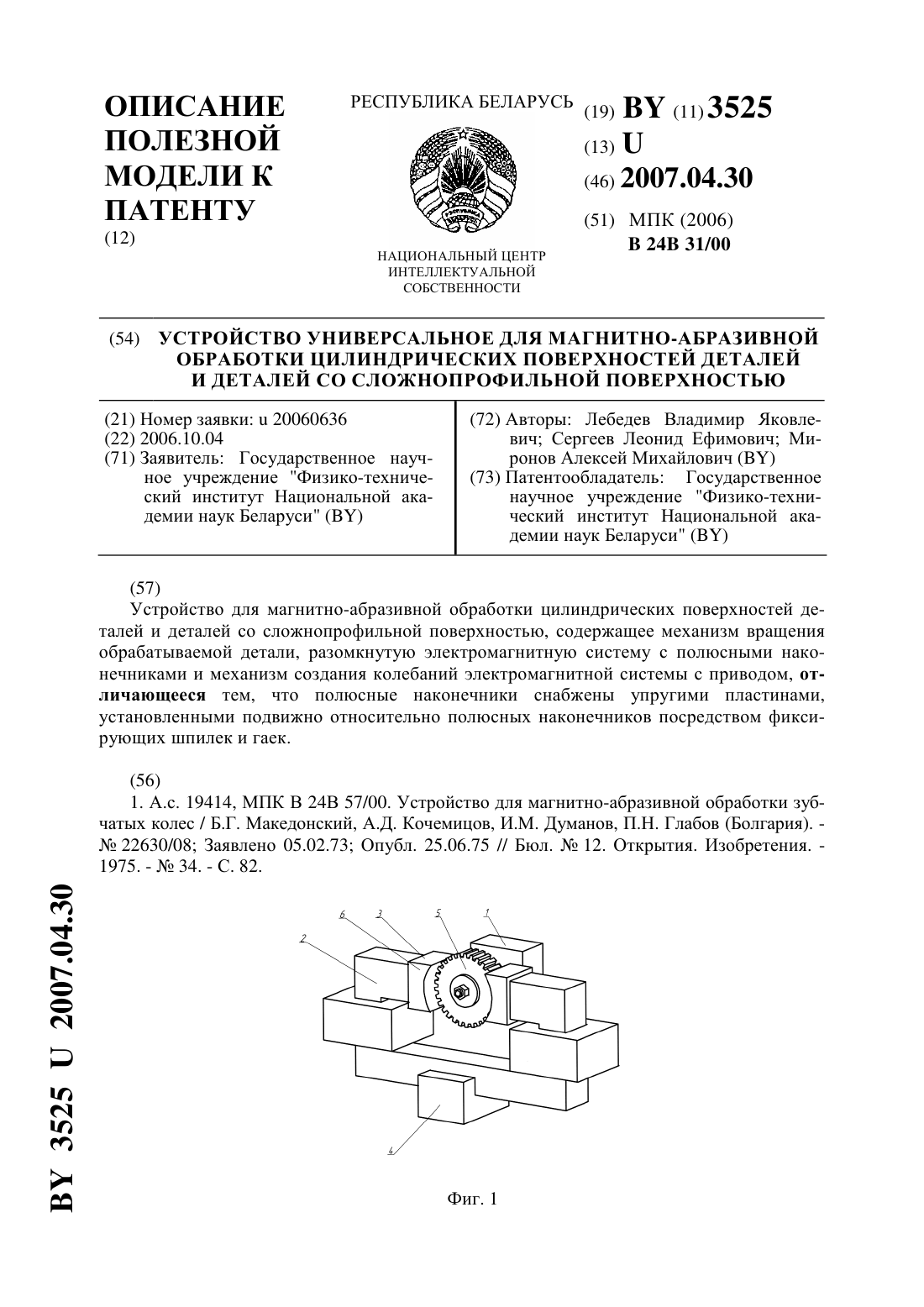
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Устройство для электроконтактной наплавки внутренних цилиндрических поверхностей деталей
Номер патента: U 943
Опубликовано: 30.09.2003
Авторы: Кашицин Леонид Павлович, Гафо Юрий Натанович, Сосновский Алексей Валерьевич, Широкий Игорь Владимирович
МПК: B23K 11/06
Метки: наплавки, деталей, поверхностей, цилиндрических, внутренних, электроконтактной, устройство
Текст:
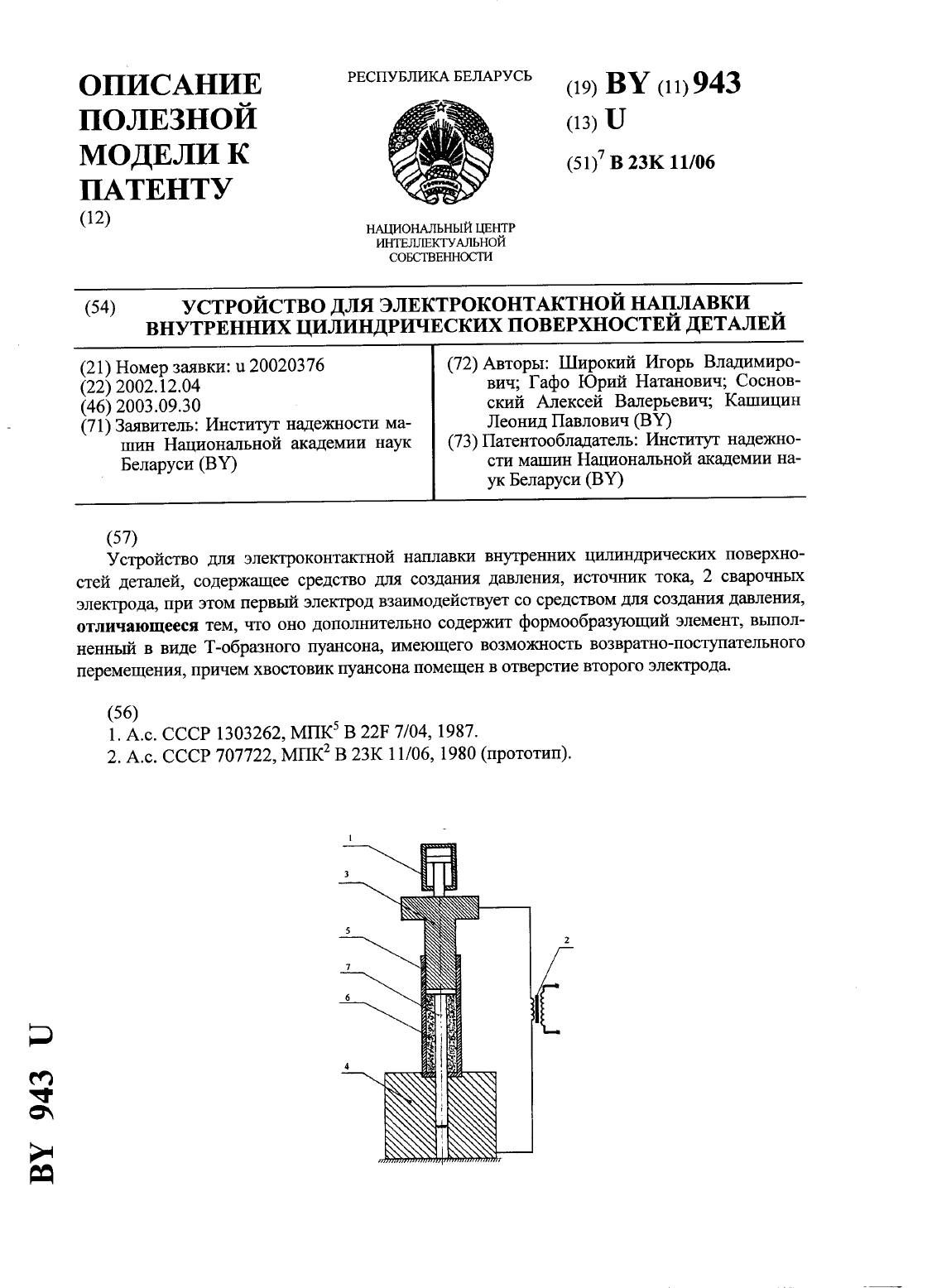
...средство для создания давления, источник тока, 2 сварочных электрода, при этом первый электрод взаимодействует со средством для создания давления, отличающееся тем, что оно дополнительно содержит формообразующий элемент, выполненный в виде Т - образного пуансона,имеющего возможность возвратно-поступательного перемещения. Причем хвостовик пуансона помещен в отверстие второго электрода. На чертеже представлена схема предлагаемого...
Запорное устройство для электрошкафа наружной установки
Номер патента: U 2063
Опубликовано: 30.09.2005
Автор: Берхин Владимир Ильич
МПК: H02B 1/015
Метки: устройство, запорное, электрошкафа, наружной, установки
Текст:
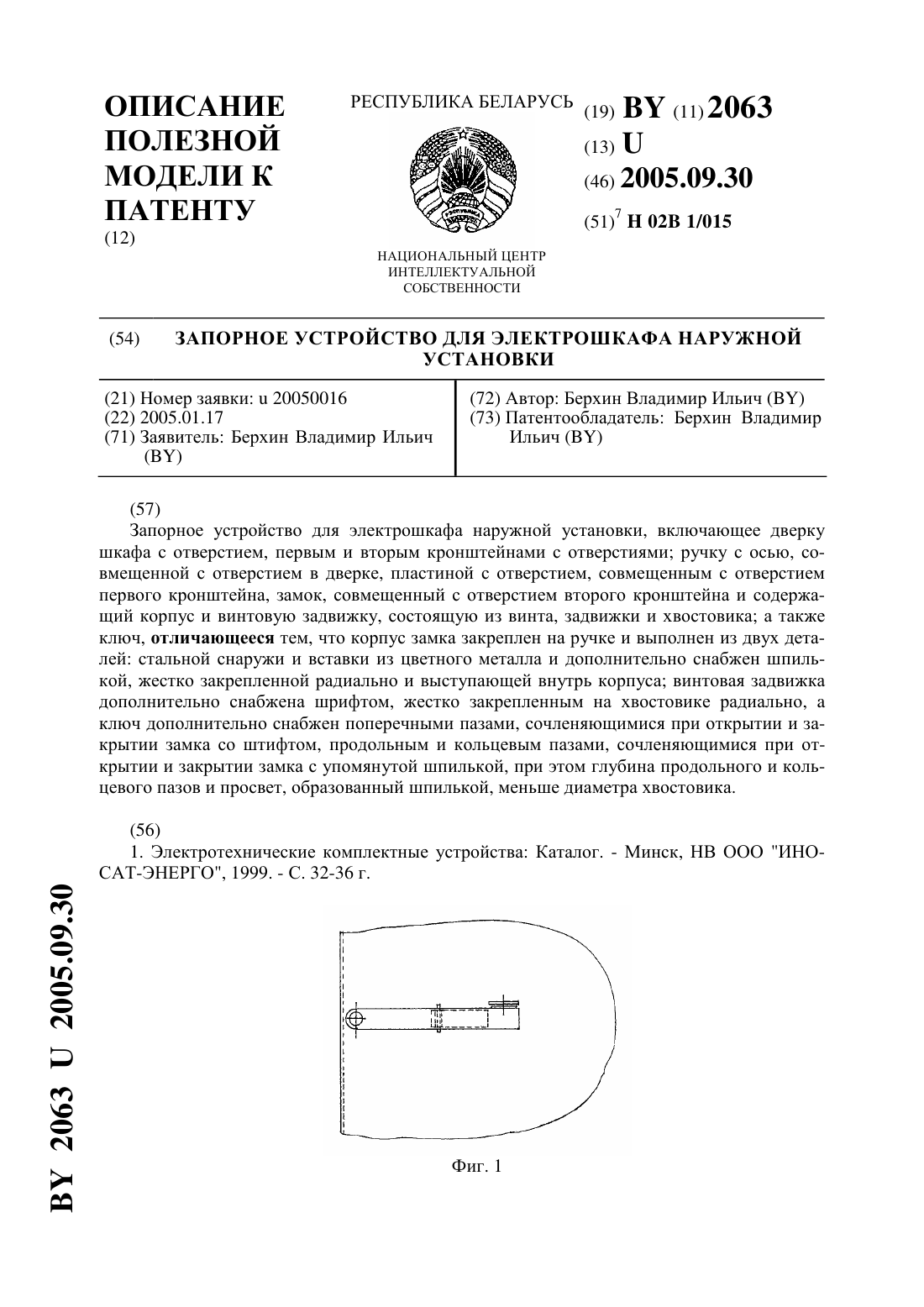
...с осью, совмещенной с отверстием в дверке, пластиной с отверстием, совмещенным с отверстием первого кронштейна, замок, совмещенный с отверстием второго кронштейна и содержащий корпус и винтовую задвижку, состоящую из винта, задвижки и хвостовика ключ при этом корпус замка закреплен на ручке и выполнен из двух деталей стальной снаружи и вставки из цветного металла и дополнительно снабжен шпилькой, жестко закрепленной радиально и выступающей...
Устройство для установки номерного знака автомобиля
Номер патента: U 4870
Опубликовано: 30.12.2008
Автор: Романов Олег Викторович
МПК: B60R 13/00
Метки: устройство, номерного, автомобиля, знака, установки
Текст:
...содержит поле для размещения рекламной информации. Крышка выполнена из сополимера акрилонитрила, бутадиена и стирола - АБС-пластика,а корпус - из полистирола. Выполнение замкового соединения на прижимной поверхности крышки в виде прямоугольных скоб, а на прижимной поверхности корпуса в виде охватывающих их арочных зажимов с полкой на концевой части, между охватывающими поверхностями, при этом на прижимной поверхности корпуса выполнен ключ...
Предыдущий патент: Микропроцессорный измеритель температуры
Следующий патент: Каток для трамбовки силоса
Случайный патент: Гидравлическая система привода рабочего органа мобильной машины