Установка для герметизации тепловых труб
Номер патента: U 5513
Опубликовано: 30.08.2009
Авторы: Конев Сергей Владимирович, Олехнович Валерий Адамович, Домород Леонид Семенович, Корсеко Аркадий Леонидович
Текст
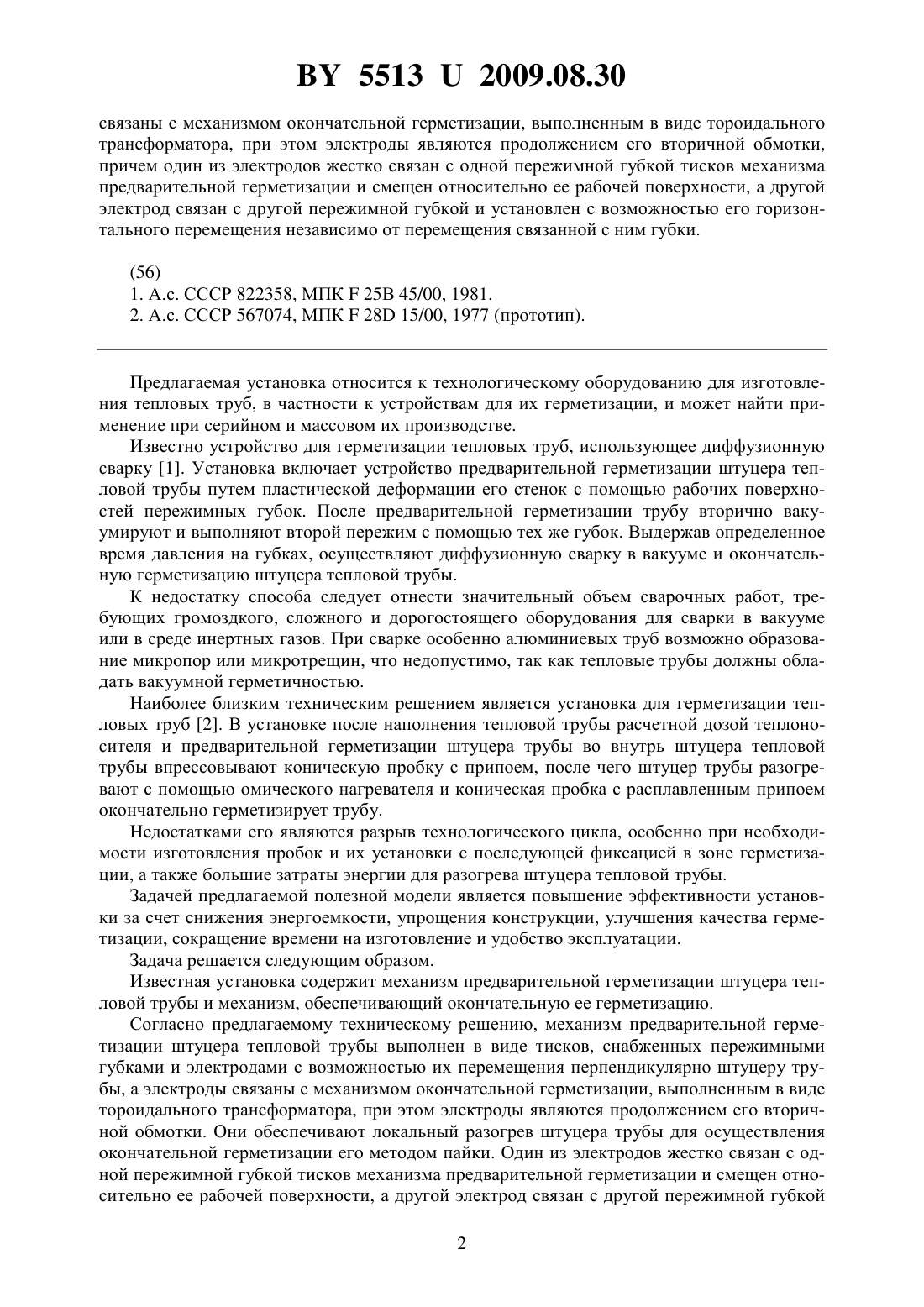
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫХ ТРУБ(71) Заявитель Государственное научное учреждение Институт тепло- и массообмена им. А.В. Лыкова Национальной академии наук Беларуси(72) Авторы Конев Сергей Владимирович Корсеко Аркадий Леонидович Домород Леонид Семенович Олехнович Валерий Адамович(73) Патентообладатель Государственное научное учреждение Институт теплои массообмена им. А.В. Лыкова Национальной академии наук Беларуси(57) Установка для герметизации тепловых труб, содержащая механизм предварительной герметизации штуцера тепловой трубы и механизм, обеспечивающий ее окончательную герметизацию, отличающаяся тем, что механизм предварительной герметизации штуцера тепловой трубы выполнен в виде тисков, снабженных пережимными губками и электродами с возможностью их перемещения перпендикулярно штуцеру трубы, а электроды 55132009.08.30 связаны с механизмом окончательной герметизации, выполненным в виде тороидального трансформатора, при этом электроды являются продолжением его вторичной обмотки,причем один из электродов жестко связан с одной пережимной губкой тисков механизма предварительной герметизации и смещен относительно ее рабочей поверхности, а другой электрод связан с другой пережимной губкой и установлен с возможностью его горизонтального перемещения независимо от перемещения связанной с ним губки.(56) 1. А.с. СССР 822358, МПК 25 В 45/00, 1981. 2. А.с. СССР 567074, МПК 28 15/00, 1977 (прототип). Предлагаемая установка относится к технологическому оборудованию для изготовления тепловых труб, в частности к устройствам для их герметизации, и может найти применение при серийном и массовом их производстве. Известно устройство для герметизации тепловых труб, использующее диффузионную сварку 1. Установка включает устройство предварительной герметизации штуцера тепловой трубы путем пластической деформации его стенок с помощью рабочих поверхностей пережимных губок. После предварительной герметизации трубу вторично вакуумируют и выполняют второй пережим с помощью тех же губок. Выдержав определенное время давления на губках, осуществляют диффузионную сварку в вакууме и окончательную герметизацию штуцера тепловой трубы. К недостатку способа следует отнести значительный объем сварочных работ, требующих громоздкого, сложного и дорогостоящего оборудования для сварки в вакууме или в среде инертных газов. При сварке особенно алюминиевых труб возможно образование микропор или микротрещин, что недопустимо, так как тепловые трубы должны обладать вакуумной герметичностью. Наиболее близким техническим решением является установка для герметизации тепловых труб 2. В установке после наполнения тепловой трубы расчетной дозой теплоносителя и предварительной герметизации штуцера трубы во внутрь штуцера тепловой трубы впрессовывают коническую пробку с припоем, после чего штуцер трубы разогревают с помощью омического нагревателя и коническая пробка с расплавленным припоем окончательно герметизирует трубу. Недостатками его являются разрыв технологического цикла, особенно при необходимости изготовления пробок и их установки с последующей фиксацией в зоне герметизации, а также большие затраты энергии для разогрева штуцера тепловой трубы. Задачей предлагаемой полезной модели является повышение эффективности установки за счет снижения энергоемкости, упрощения конструкции, улучшения качества герметизации, сокращение времени на изготовление и удобство эксплуатации. Задача решается следующим образом. Известная установка содержит механизм предварительной герметизации штуцера тепловой трубы и механизм, обеспечивающий окончательную ее герметизацию. Согласно предлагаемому техническому решению, механизм предварительной герметизации штуцера тепловой трубы выполнен в виде тисков, снабженных пережимными губками и электродами с возможностью их перемещения перпендикулярно штуцеру трубы, а электроды связаны с механизмом окончательной герметизации, выполненным в виде тороидального трансформатора, при этом электроды являются продолжением его вторичной обмотки. Они обеспечивают локальный разогрев штуцера трубы для осуществления окончательной герметизации его методом пайки. Один из электродов жестко связан с одной пережимной губкой тисков механизма предварительной герметизации и смещен относительно ее рабочей поверхности, а другой электрод связан с другой пережимной губкой 2 55132009.08.30 и установлен с возможностью его горизонтального перемещения независимо от перемещения связанной с ним губки. Это позволяет быстро и эффективно осуществлять герметизацию тепловых труб методом пайки, исключая разрыв в технологическом процессе герметизации, что намного упрощает сам процесс изготовления тепловых труб. На фигуре изображен общий вид предлагаемого устройства для герметизации тепловых труб. Установка включает механизм 1 предварительной герметизации штуцера 2 тепловой трубы 3, представляющий собой тиски 4, рабочая часть которых оснащена металлическими пережимными губками 5, жестко связанными с рабочей частью тисков и электродами 6. Механизм 7 окончательной герметизации штуцера 2 тепловой трубы 3, предназначенный для локального его разогрева и осуществления окончательной герметизации его методом пайки, установлен на опоре 8 стойки 9, на которой с возможностью перемещения и фиксации установлены оба механизма 1 и 7. Механизм 1 установлен, в свою очередь, на площадке 10, которая связана со стойкой 9 с возможностью его перемещения вдоль этой стойки. На площадке 10 выполнено отверстие 11, предназначенное для установки и фиксации тепловой трубы 3 и штуцера 2 относительно тисков 4 с пережимными губками 5 и электродами 6. Механизм 7 окончательной герметизации штуцера 2 тепловой трубы 3 представляет собой тороидальный трансформатор. Его первичная обмотка 11, имеющая 36 витков, рассчитана на напряжение 60-80 В переменного тока и выполнена из медной шины сечением провода 6 мм 2. Вторичная обмотка 12 тороидального трансформатора выполнена из медной шины большого сечения, концы ее с помощью зажимов 13 соединены с электродами 6, выполненными из нержавеющей стали. Таким образом, электроды 6, связанные со вторичной обмоткой 12 тороидального трансформатора, являются его продолжением. Каждый из электродов 6 через электроизоляционную пластинку 14 связан с соответствующей пережимной губкой 7 тисков 4, причем один из электродов 6 (левый) имеет жесткую связь с губкой 7 и частично смещен относително ее рабочей плоскости. Другой электрод 6 (правый) связан с другой губкой 7 с возможностью его горизонтального перемещения независимо от перемещения связанной с ним губки. Перемещение правого электрода 6 относительно правой губки 7 осуществляется вручную с помощью ручки 15, прикрепленной к вторичной обмотке 12 трансформатора, которая является продолжением электрода 6. С левой стороны вторичная обмотка 12 жестко закреплена на опоре 16. Пульт 17 предназначен для управления и включения механизма 7. Установка работает следующим образом. Механизмы 1 и 7 устанавливают относительно опоры 8 на высоту в соответствии с длиной тепловой трубы 3. Для этого фиксаторы механизмов 1 и 7 (на фигуре не показаны) ослабляют, что позволяет перемещать механизмы 1 и 7, т.е. поднимать или опускать их вдоль стойки 9. При этом опора 16 перемещается вместе с механизмами 1 и 7 вдоль стойки 9, обеспечивая устойчивость всей конструкции. После установки на нужную высоту механизмов 1 и 7 они фиксируются. Затем тепловую трубу 3 устанавливают в отверстие 11 площадки 10 так, чтобы штуцер 2 тепловой трубы 3 находился в плоскости рабочей части механизмов 1 и 7, т.е. перпендикулярно пережимным губкам 5 и электродам 6. После чего определяют место пережима и с помощью механизма 1, вращая ручку 15, производят частичное сжатие штуцера 2 трубы 3 с целью удержания ее в рабочем положении. Затем штуцер 2 трубы 3 соединяют с заправочным стендом, при помощи которого производятся дегазация и заправка тепловой трубы 3 теплоносителем. После заправки тепловой трубы 3 с помощью тисков 4 и губок 5 производят сжатие штуцера 2 тепловой трубы 3,вращая ручку 15 тисков 4 до тех пор, пока внутренние стенки штуцера 2 трубы 3 не сомкнутся. После чего отсоединяют привод заправочного стенда от штуцера 2 тепловой трубы 3 и визуально или другими известными способами проверяют качество предварительной герметизации штуцера 2 тепловой трубы 3. Если штуцер 2 пережат недостаточно герметично, его продолжают сжимать до достижения полной герметизации. Затем, не снимая 3 55132009.08.30 усилие пережима, в открытую часть штуцера 2 тепловой трубы 3 закладывают соответствующий флюс и припой. После закладки флюса и припоя с помощью ручки 15, установленной на вторичной обмотке 12, обеспечивают поступательное движение правого электрода 6, так как обмотка 12 является продолжением электрода 6. При нажатии на ручку 15 правый электрод 6 сдвигается относительно электроизоляционной пластинки 14 в сторону штуцера 2 тепловой трубы 3 и деформирует штуцер тепловой трубы в зоне закладки припоя. Сжатие производят до тех пор, пока внутренние стенки штуцера не соприкоснутся с припоем. Этим самым накоротко замыкают вторичный виток 12 трансформатора и обеспечивают контакт припоя с внутренней стенкой штуцера 2 тепловой трубы 3. Далее, не снимая усилия, приложенного на ручку 15, с помощью пульта 17 на первичную обмотку 11 трансформатора механизма 7 подают напряжение от источника питания. При этом за счет прохождения тока через вторичную обмотку 12 и штуцер 2 трубы 3 в зоне сжатия его электродами 6 выделяется тепло, достаточное для расплавления припоя. После расплавления припоя питание первичной обмотки 11 трансформатора выключают и снимают приложенное усилие с ручки 15, с помощью которой отводят правый электрод 6 от штуцера 2 тепловой трубы 3 и отжимают тиски 4, освобождая штуцер 2 тепловой трубы 3 от пережимных губок 5. Готовая загерметизированная тепловая труба 3 снимается с установки. Таким образом, предлагаемая установка позволяет производить герметизацию тепловых труб методом пайки, исключив разрыв технологического цикла, что обеспечивает надежную герметизацию тепловых труб, упрощение процесса их изготовления, а также сокращение времени герметизации тепловых труб. Установка особенно эффективна для герметизации труб из алюминия, так как при герметизации таких труб другими способами, например сваркой в аргоне или сваркой лучом, требуется проведение большого объема работ, не гарантируется качество окончательной герметизации. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: F25B 45/00, F28F 11/00
Метки: труб, установка, герметизации, тепловых
Код ссылки
<a href="https://by.patents.su/4-u5513-ustanovka-dlya-germetizacii-teplovyh-trub.html" rel="bookmark" title="База патентов Беларуси">Установка для герметизации тепловых труб</a>
Мобильная установка для бурения с применением длинномерных труб
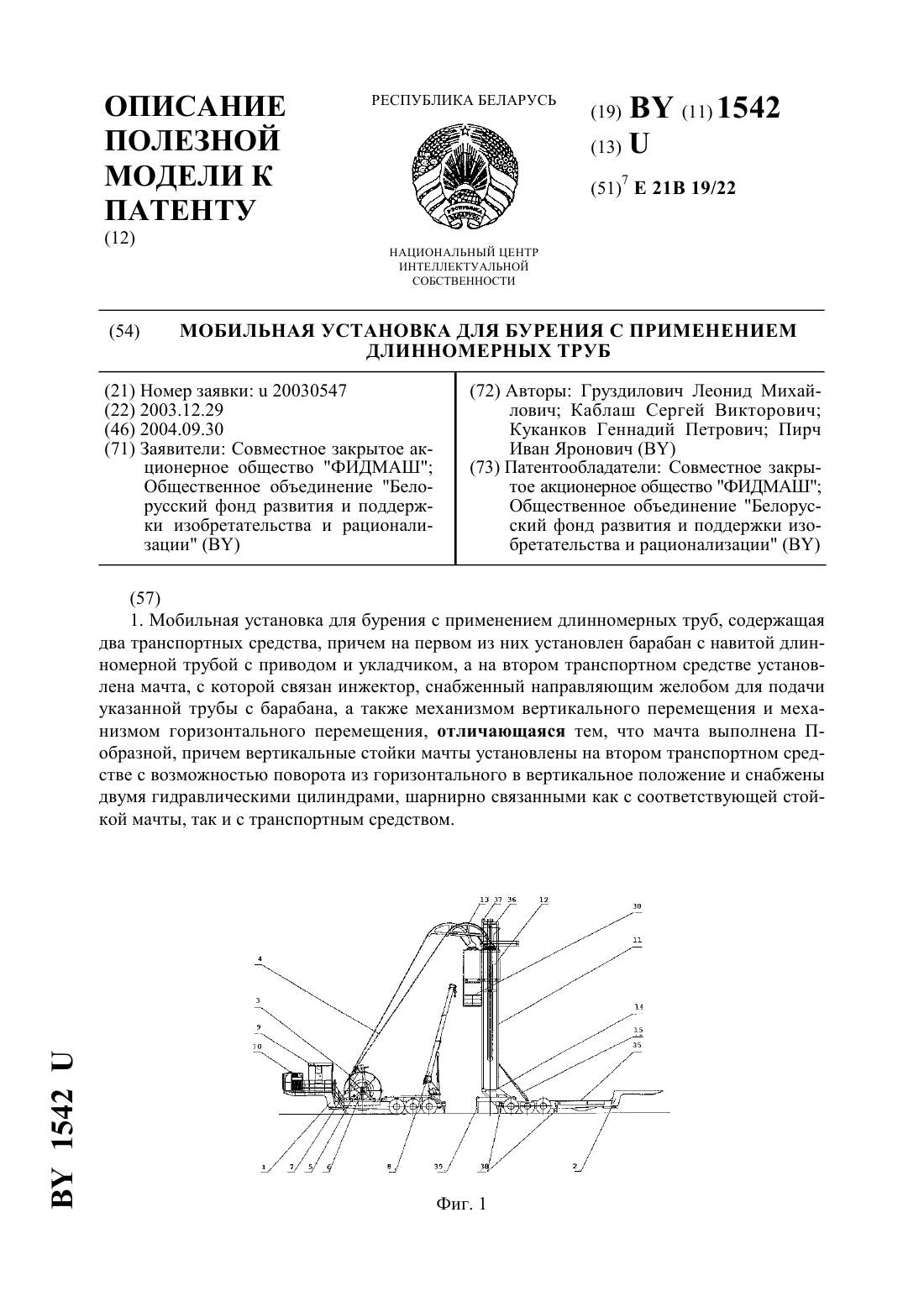
Номер патента: U 1542
Опубликовано: 30.09.2004
Авторы: Пирч Иван Яронович, Груздилович Леонид Михайлович, Каблаш Сергей Викторович, Куканков Геннадий Петрович
МПК: E21B 19/22
Метки: бурения, мобильная, труб, применением, длинномерных, установка
Текст:
...первой каретки горизонтальные направляющие для движения по ним второй каретки. Установка снабжена механизмом перемещения в поперечном направлении, установленным на второй каретке и связанным с инжектором, причем механизм перемещения в поперечном направлении выполнен в виде горизонтальных направляющих для движения по ним третьей каретки и хотя бы одного четвертого гидравлического цилиндра, шток которого непосредственно соединен с третьей...
Устройство контроля функционирования тепловых пожарных извещателей
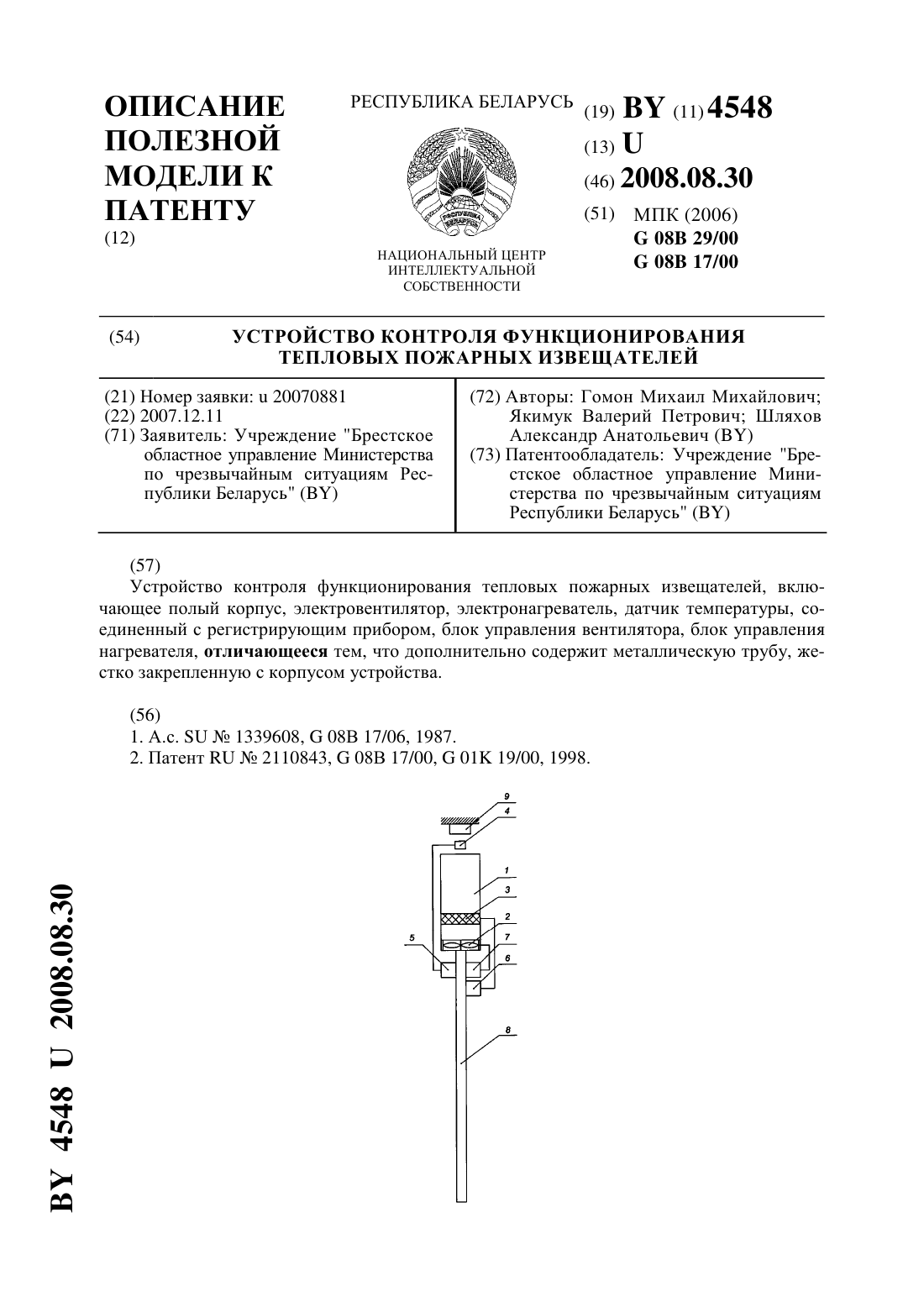
Номер патента: U 4548
Опубликовано: 30.08.2008
Авторы: Шляхов Александр Анатольевич, Якимук Валерий Петрович, Гомон Михаил Михайлович
МПК: G08B 29/00, G08B 17/00
Метки: функционирования, тепловых, устройство, пожарных, извещателей, контроля
Текст:
...электровентилятор, электронагреватель, датчик температуры,соединенный с регистрирующим прибором, а также блок управления вентилятора и блок управления нагревателя, принят за прототип 2. Недостатком прототипа является то, что он не имеет возможности контроля тепловых пожарных извещателей в местах их установки без демонтажа. Задача, на решение которой направлена полезная модель, состоит в том, чтобы обеспечить экспресс-контроль тепловых...
Устройство для герметизации устья скважины
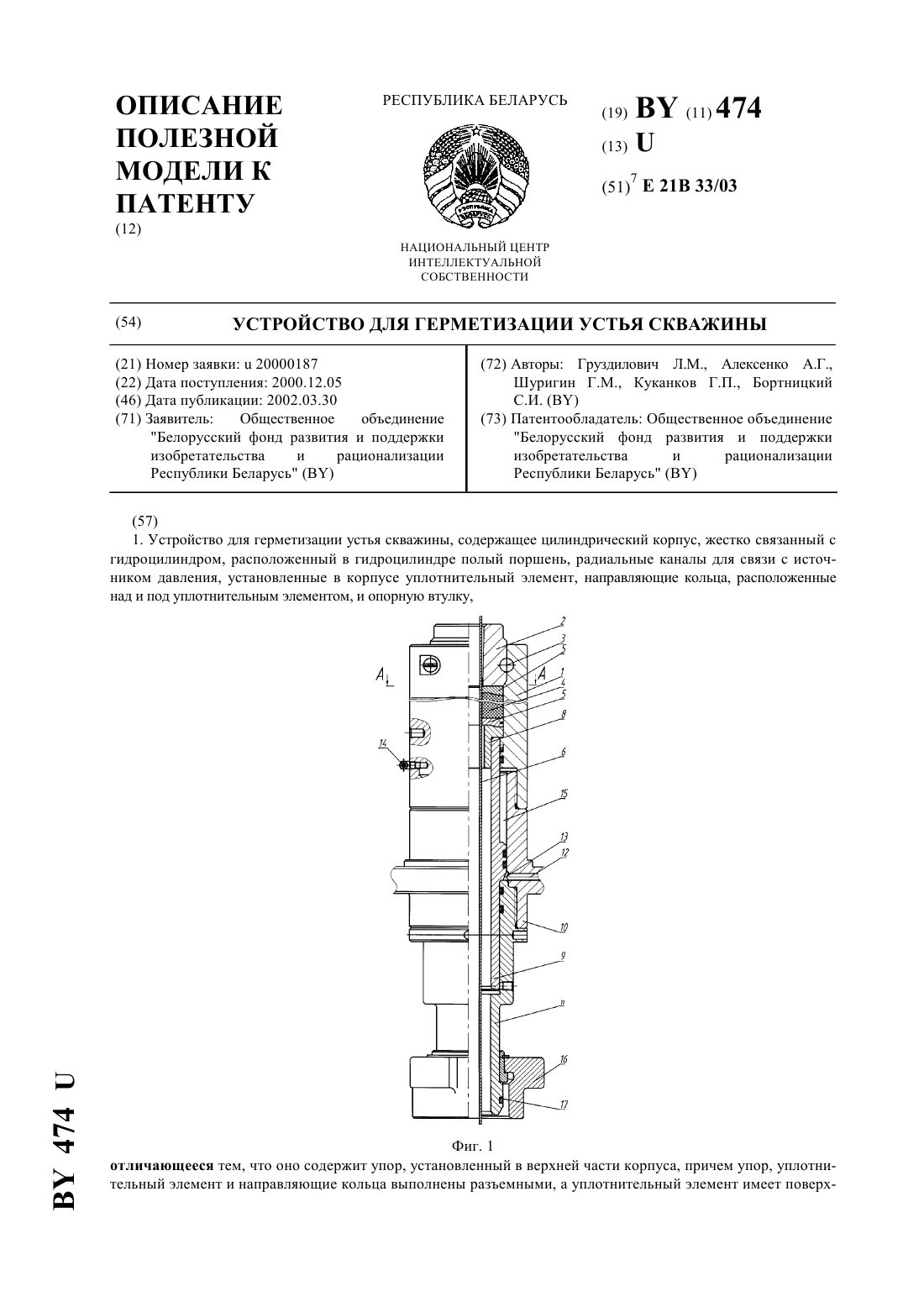
Номер патента: U 474
Опубликовано: 30.03.2002
Авторы: Куканков Геннадий Петрович, Шуригин Геннадий Михайлович, Бортницкий Святослав Иванович, Груздилович Леонид Михайлович, Алексенко Анатолий Григорьевич
МПК: E21B 33/03
Метки: устья, устройство, герметизации, скважины
Текст:
...и опорную втулку, упор 2 474 установлен в верхней части корпуса, причем упор, направляющие кольца и уплотнительный элемент выполнены разъемными. Поверхности разъема уплотнительного элемента выполнены в форме эллипса. Направляющие кольца в разъеме имеют косой срез. Выполнение в верхней части корпуса разъемного упора, выполненного из 2-х половин, и расположенного на верхнем направляющем разъемном кольце позволяет осуществлять смену...
Конструкция паяного соединения труб
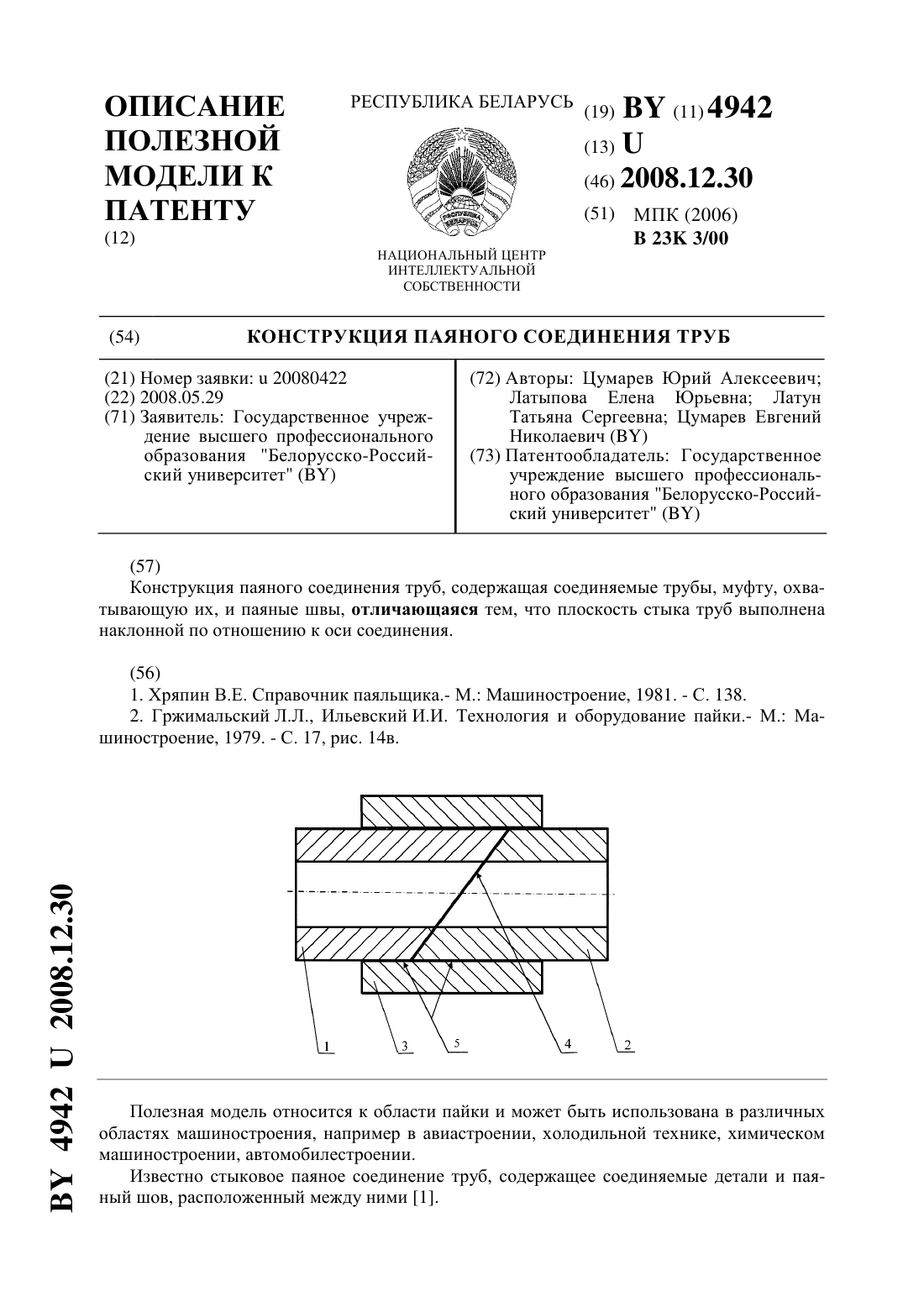
Номер патента: U 4942
Опубликовано: 30.12.2008
Авторы: Латун Татьяна Сергеевна, Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна
МПК: B23K 3/00
Метки: труб, соединения, паяного, конструкция
Текст:
...каждой трубы проходит перпендикулярно оси соединения 2. Это паяное соединение имеет низкую прочность при испытании на кручение, что обусловлено возможностью поворота труб относительно муфты при разрушении паяных швов. Задачей полезной модели является повышение прочности при кручении. Поставленная задача достигается тем, что в конструкции паяного соединения труб,содержащей соединяемые трубы, муфту, охватывающую их, и паяные швы,...
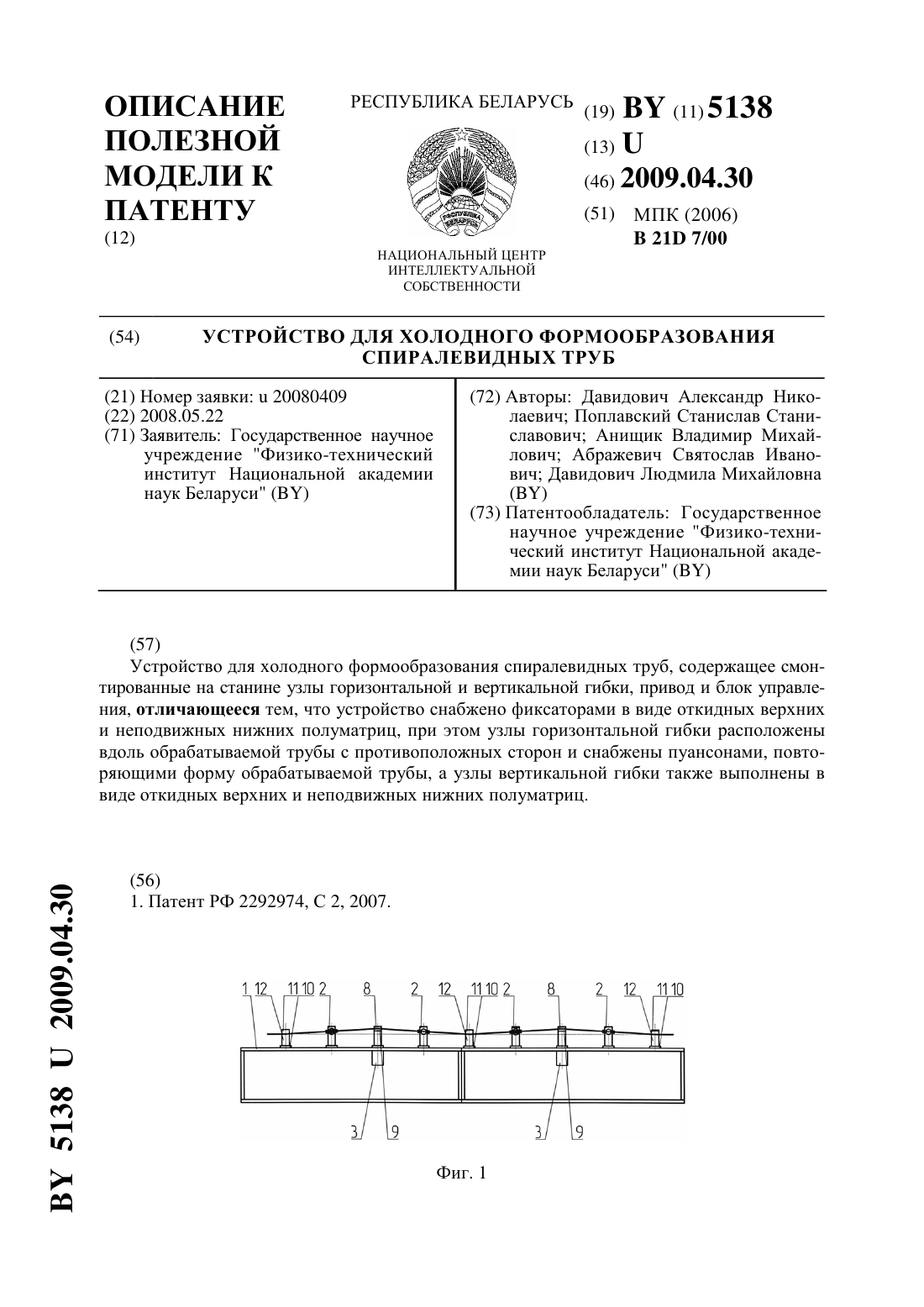
Устройство для холодного формообразования спиралевидных труб
Номер патента: U 5138
Опубликовано: 30.04.2009
Авторы: Абражевич Святослав Иванович, Давидович Александр Николаевич, Давидович Людмила Михайловна, Анищик Владимир Михайлович, Поплавский Станислав Станиславович
МПК: B21D 7/00
Метки: формообразования, спиралевидных, холодного, труб, устройство
Текст:
...чертежами, где на фиг. 1 изображен общий вид устройства на фиг. 2 изображен вид устройства сбоку на фиг. 3 изображен вид сверху станины с расположенными на ней узлами гибки на фиг. 4 изображен фиксатор в разрезе. Устройство для холодного формообразования спиралевидных труб содержит станину 1,на которой установлены узлы горизонтальной 2 и вертикальной 3 гибки, а также гидропривод 4 и блок управления 5. Узлы горизонтальной 2 гибки...
Предыдущий патент: Устройство для установки и закрепления обрабатываемых деталей
Следующий патент: Устройство для получения градиентных материалов из порошков
Случайный патент: Устройство определения изменения коэффициента трения фрикционных муфт в процессе переключения передач гидромеханической трансмиссии