Инструмент для обработки растачиванием
Номер патента: U 5407
Опубликовано: 30.08.2009
Авторы: Киселев Руслан Анатольевич, Попок Николай Николаевич, Черневич Михаил Владимирович


Текст
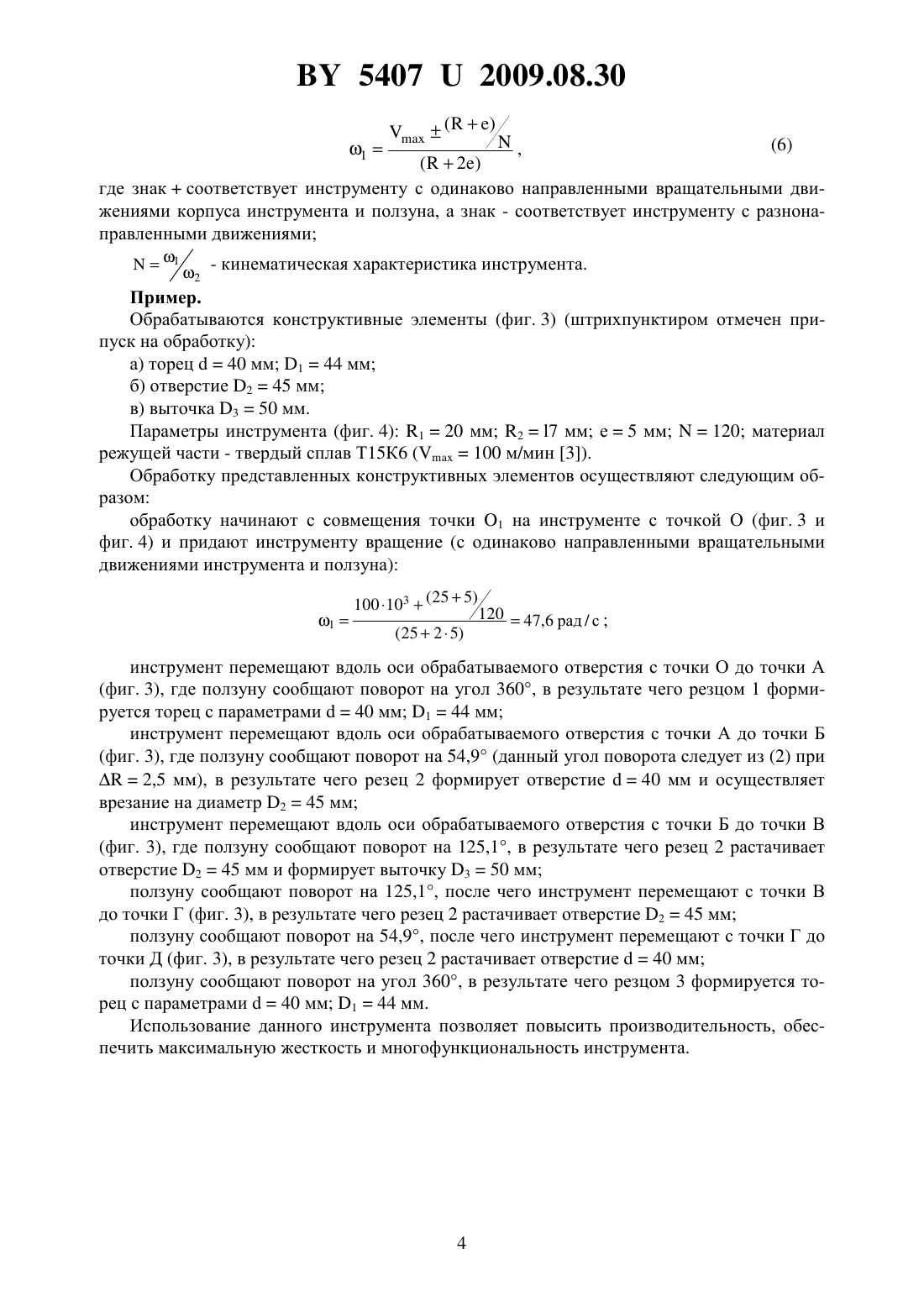
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ РАСТАЧИВАНИЕМ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Попок Николай Николаевич Киселев Руслан Анатольевич Черневич Михаил Владимирович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Инструмент для обработки растачиванием, содержащий корпус-патрон с направляющими, на которых установлен ползун с закрепленным на нем резцом, отличающийся тем, что направляющие выполнены круговыми, смещенными относительно оси вращения инструмента на эксцентриситет е, ползун с резцом установлен на направляющих с возможностью движения по ним, обеспечивая радиальное перемещение резца по круговой замкнутой траектории, перпендикулярной к оси вращения инструмента по зависимости где- радиус инструмента е - эксцентриситет посадочного места под ползун- угол поворота ползуна от точки, соответствующей минимальной величине радиального перемещения резца.(56) 1. Смирнов В.К. Руководство для обучения токаря-расточника Учеб. пособие. М. Высшая школа, 1990. - 288 с. 2. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ Справочник. - 2-е изд., перераб. и доп. - М. Машиностроение, 1990. - 512 с. 3. Обработка металлов резанием Справочник технолога. Изд. 3-е / Под ред. Г.А.Монахова. - М. Машиностроение, 1974. Полезная модель относится к области обработки резанием и найдет применение в машиностроении при растачивании отверстий, подрезке торцов и обработке выточек в корпусных деталях, например в корпусах коробок скоростей, корпусах трубной арматуры и т.п. Известен инструмент в виде патрона со звездочкой 1, имеющего ползун с закрепленным резцом, которому сообщается автоматическая радиальная подача по прямолинейной траектории. Недостатком этого инструмента является незамкнутость траектории движения резца,что обуславливает необходимость реверса при подрезке торцов и, следовательно, пониженную производительность. Кроме того, следует отметить зависимость величины перемещения ползуна с резцом от свободной зоны корпусных элементов, что понижает жесткость инструмента. Наиболее близким к заявляемому является инструмент в виде расточной оправки, содержащей корпус, в котором ползун с резцом перемещается с помощью эксцентрика по дуговым направляющим 2. Расточные оправки с эксцентриковой подачей резца используют для подналадки положения резца с целью компенсации его размерного износа, причем эксцентрик поворачивается на угол до 90, что обеспечивает перемещение резца по дуговой траектории. Недостатком этого инструмента является незамкнутость траектории движения резца,что обуславливает необходимость реверса для возвращения резца в исходную точку, следовательно, приводит к пониженной производительности. К недостаткам следует также отнести зависимость величины перемещения ползуна с резцом от свободной зоны корпусных элементов, что понижает жесткость инструмента при обработке глубоких отверстий,следовательно, и точность обработки. Кроме того, известный инструмент не позволяет при растачивании отверстий осуществлять подрезку торцов и обработку выточек в корпусных деталях. Задачей настоящего предложения является повышение производительности за счет обеспечения многофункциональности и жесткости инструмента. Указанная задача решается за счет того, что инструмент для обработки растачиванием содержит корпус-патрон с направляющими, на которых установлен ползун с закрепленным на нем резцом. Согласно предлагаемому решению, направляющие выполнены круговыми, смещенными относительно оси вращения инструмента на эксцентриситет е, ползун с резцом установлен на направляющих с возможностью движения по ним, обеспечивая радиальное перемещение резца по круговой замкнутой траектории, перпендикулярной к оси вращения инструмента по зависимости 222,где- радиус инструмента е - эксцентриситет посадочного места под ползун- угол поворота ползуна от точки, соответствующей минимальной величине радиального перемещения резца. 54072009.08.30 Заявляемая полезная модель отличается формой выполнения отдельных элементов, их взаиморасположением и параметрами их взаимосвязи. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности, жесткости и многофункциональности инструмента. Указанный эффект достигается за счет того, что конструкция инструмента обеспечивает перемещение ползуна с резцом по замкнутой круговой траектории с минимальным радиальным перемещением,соответствующим размеру державки патрона. Сущность предложения поясняется чертежом, содержащим 4 фигуры. На фиг. 1 представлена конструктивная схема инструмента на фиг. 2 - схема радиального перемещения резца на фиг. 3 - схема снятия припусков на обработку расточным инструментом на фиг. 4 - общий вид инструмента для обработки припусков по фиг. 3. Инструмент представляет собой корпус-патрон 1 с эксцентрично расположенными круговыми направляющими 2, на которых установлен ползун 3 с закрепленным на нем резцом 4 (фиг. 1). Величина эксцентриситета е расположения направляющих относительно оси вращения инструмента определяет максимальную величину радиального перемещения резца 2 е. Инструмент работает следующим образом. При сообщении вращения корпусу-патрону 1 относительно оси вращения инструмента О (фиг. 2) одновременно сообщается перемещение ползуну 3 с резцом 4 по круговым направляющим 2 относительно оси 1 с помощью специального червячного механизма или встроенного привода. В результате,вершина резца 4 совершает радиальное перемещениеотносительно оси вращения инструмента, описывая замкнутую траекторию, обозначенную точками А, А 1, А 2, А 3, А (фиг. 2),по зависимости 222,где- радиус инструмента е - эксцентриситет посадочного места под ползун- угол поворота ползуна от точки, соответствующей минимальной величине радиального перемещения резца. Соотношение частот вращения корпуса инструмента 1 1 и ползуна 3 2, с учетом эксцентриситета расположения посадочного места под ползун, определяет подачу на оборот, которая изменяется в процессе радиального перемещения резца 4 и имеет максимальное значение при , равном 90 и 270. Максимальная скорость резанияпри обработке предлагаемым инструментом равна геометрической сумме скоростей инструмента 1 и ползуна 2. При одинаково направленных вращательных движениях при разнонаправленных вращательных движениях Поэтому частоту вращения инструмента для заданной скорости резания настраивают по зависимости(2) где знаксоответствует инструменту с одинаково направленными вращательными движениями корпуса инструмента и ползуна, а знак - соответствует инструменту с разнонаправленными движениями 1 Пример. Обрабатываются конструктивные элементы (фиг. 3) (штрихпунктиром отмечен припуск на обработку) а) торец 40 мм 144 мм б) отверстие 245 мм в) выточка 350 мм. Параметры инструмента (фиг. 4) 120 мм 27 мм е 5 мм 120 материал режущей части - твердый сплав Т 15 К 6 (100 м/мин 3). Обработку представленных конструктивных элементов осуществляют следующим образом обработку начинают с совмещения точки 1 на инструменте с точкой О (фиг. 3 и фиг. 4) и придают инструменту вращение (с одинаково направленными вращательными движениями инструмента и ползуна) 1 инструмент перемещают вдоль оси обрабатываемого отверстия с точки О до точки А(фиг. 3), где ползуну сообщают поворот на угол 360, в результате чего резцом 1 формируется торец с параметрами 40 мм 144 мм инструмент перемещают вдоль оси обрабатываемого отверстия с точки А до точки Б(фиг. 3), где ползуну сообщают поворот на 54,9 (данный угол поворота следует из (2) при 2,5 мм), в результате чего резец 2 формирует отверстие 40 мм и осуществляет врезание на диаметр 245 мм инструмент перемещают вдоль оси обрабатываемого отверстия с точки Б до точки В(фиг. 3), где ползуну сообщают поворот на 125,1, в результате чего резец 2 растачивает отверстие 245 мм и формирует выточку 350 мм ползуну сообщают поворот на 125,1, после чего инструмент перемещают с точки В до точки Г (фиг. 3), в результате чего резец 2 растачивает отверстие 245 мм ползуну сообщают поворот на 54,9, после чего инструмент перемещают с точки Г до точки Д (фиг. 3), в результате чего резец 2 растачивает отверстие 40 мм ползуну сообщают поворот на угол 360, в результате чего резцом 3 формируется торец с параметрами 40 мм 144 мм. Использование данного инструмента позволяет повысить производительность, обеспечить максимальную жесткость и многофункциональность инструмента. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23C 3/00
Метки: растачиванием, обработки, инструмент
Код ссылки
<a href="https://by.patents.su/5-u5407-instrument-dlya-obrabotki-rastachivaniem.html" rel="bookmark" title="База патентов Беларуси">Инструмент для обработки растачиванием</a>
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: деталей, торцах, пазов, инструмент, обработки
Текст:
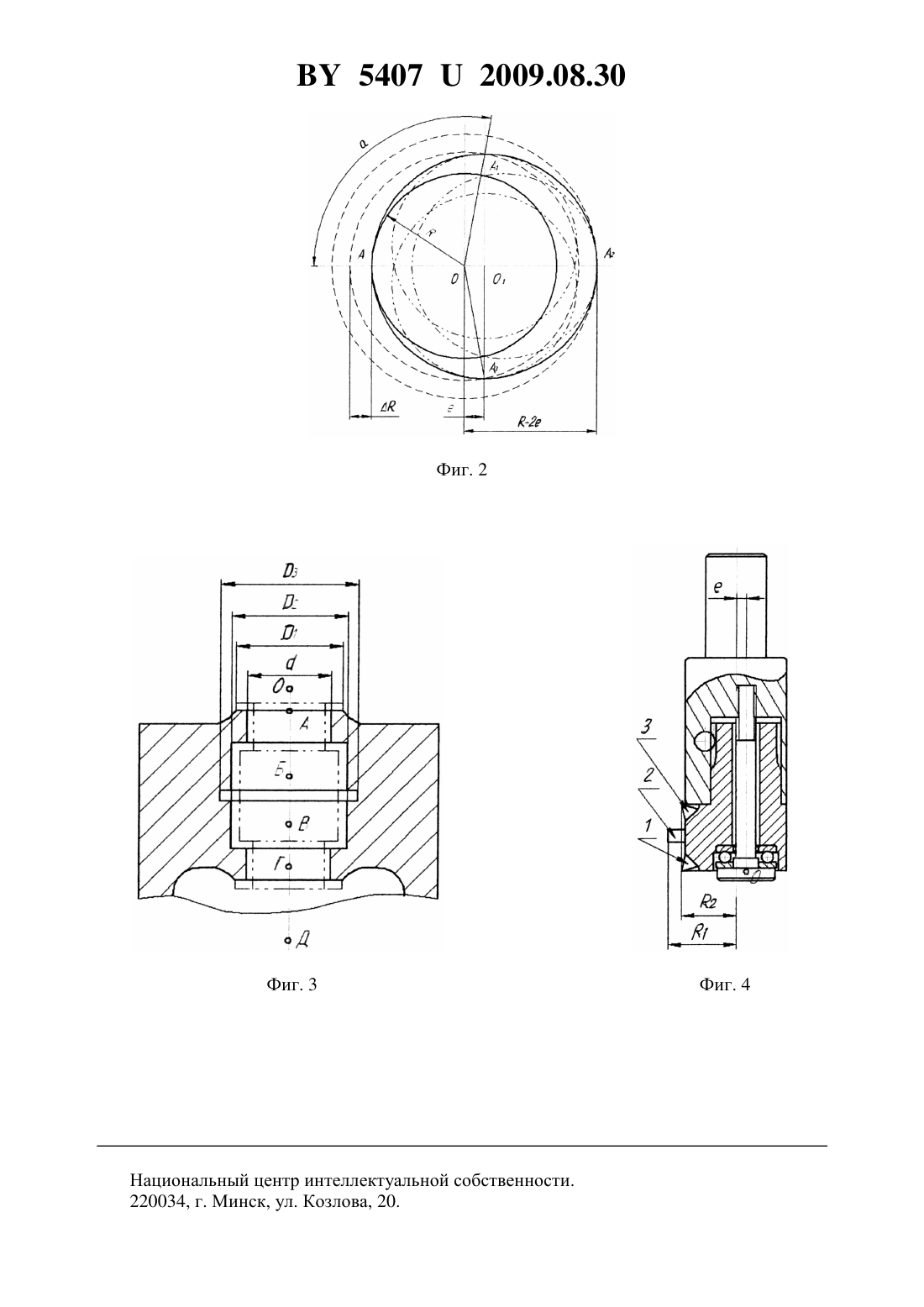
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Режущий инструмент для горной машины
Номер патента: U 1337
Опубликовано: 30.03.2004
Авторы: Старовойтов Вячеслав Савельевич, Барановский Анатолий Леонидович, Ращеня Геннадий Николаевич, Старовойтов Юрий Вячеславович, Прушак Виктор Яковлевич
МПК: E21C 25/00
Метки: горной, режущий, инструмент, машины
Текст:
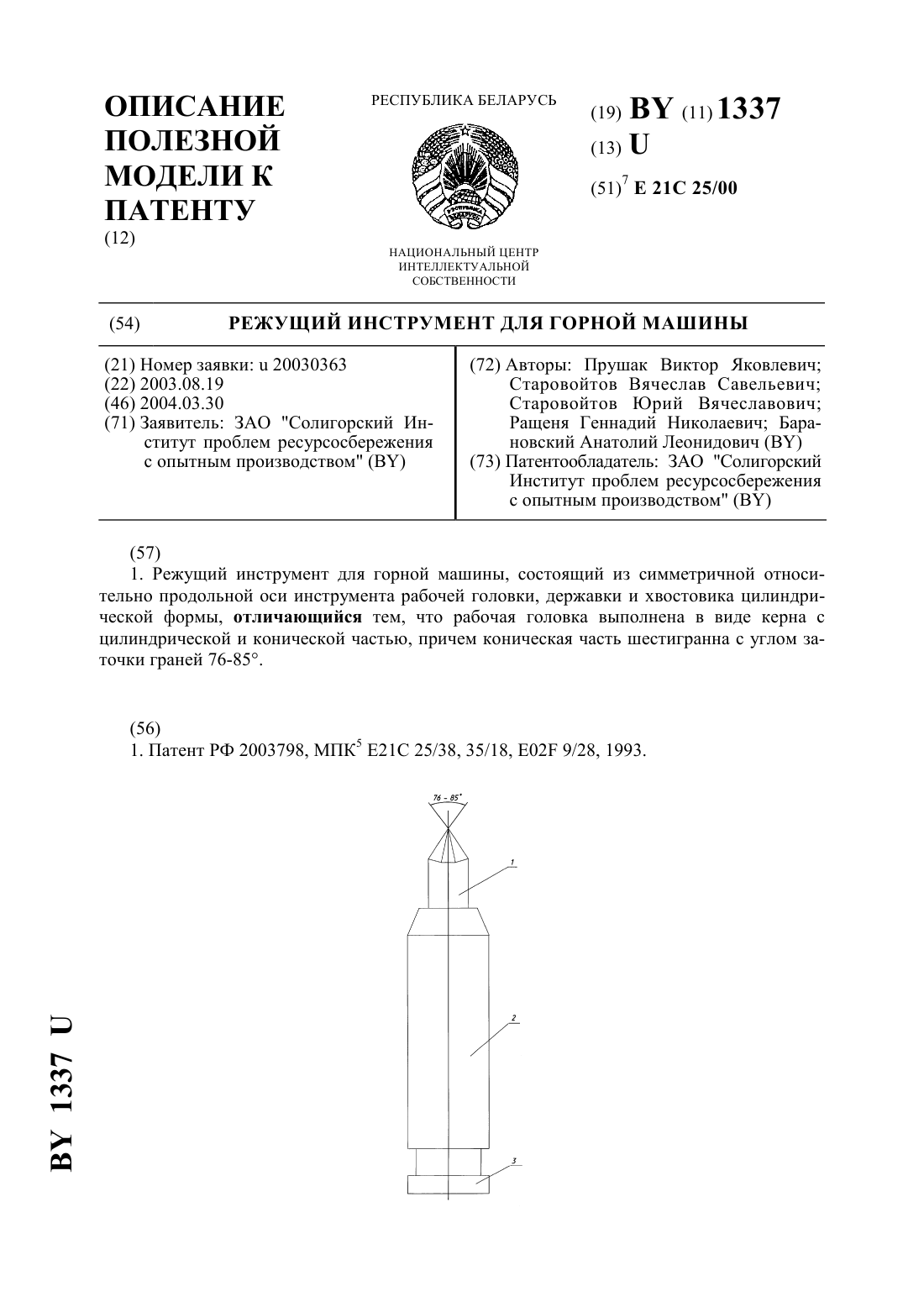
...частой замены резца. Задачей полезной модели является уменьшение износа резца, его удельного расхода за счет осуществления самозаточки путем обеспечения способности вращения резца вокруг своей оси. Технический результат достигается тем, что режущий инструмент для горной машины, состоящий из симметричной относительно продольной оси инструмента рабочей головки, державки и хвостовика цилиндрической формы, рабочая головка выполнена в виде...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: инструмент, деталей, торцах, обработки, пазов
Текст:
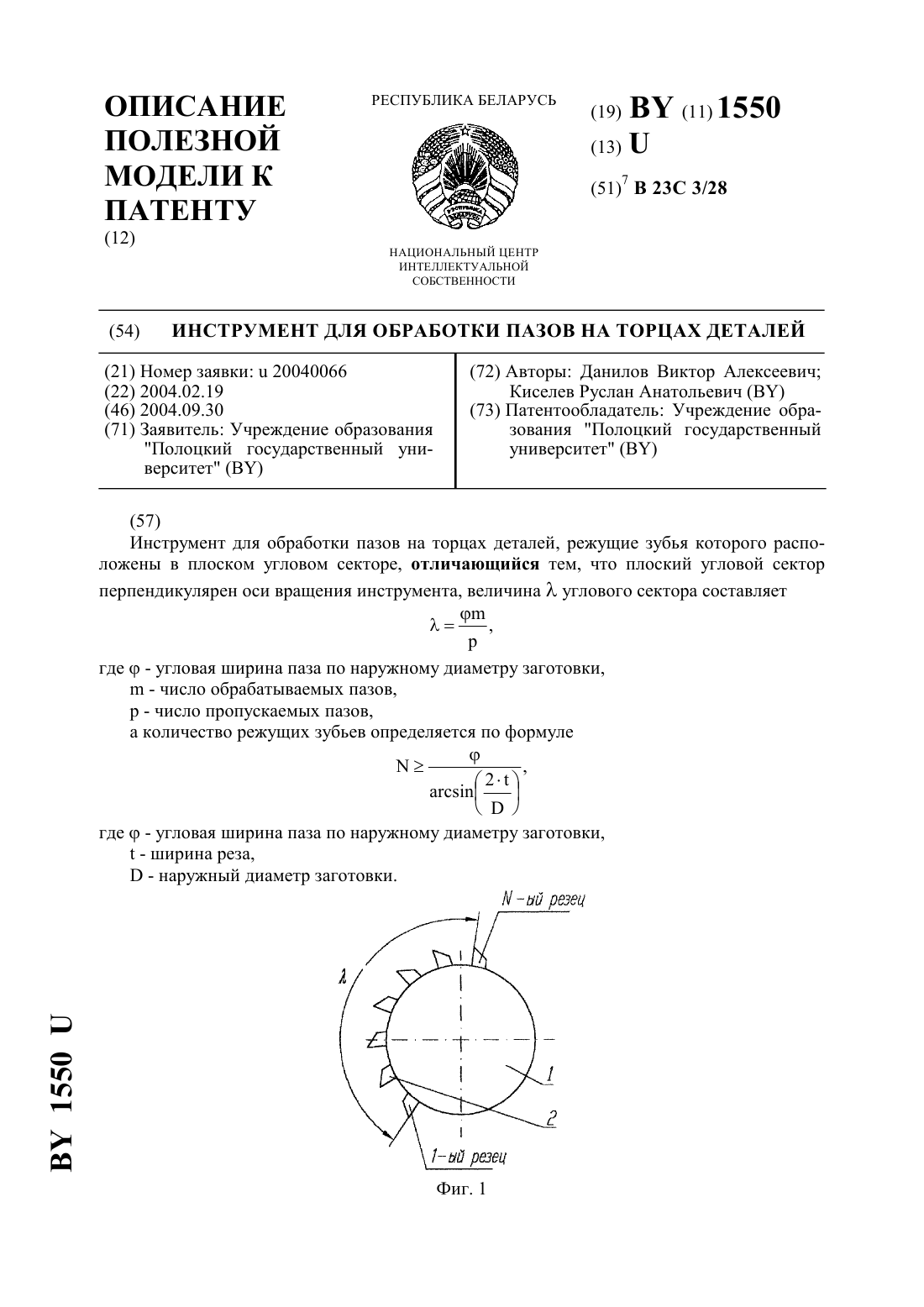
...по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в...
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Титова Елена Валерьевна, Ткачев Александр Владимирович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/02
Метки: обработки, внутренних, поверхностей, инструмент, цилиндрических, пневмовибродинамической
Текст:
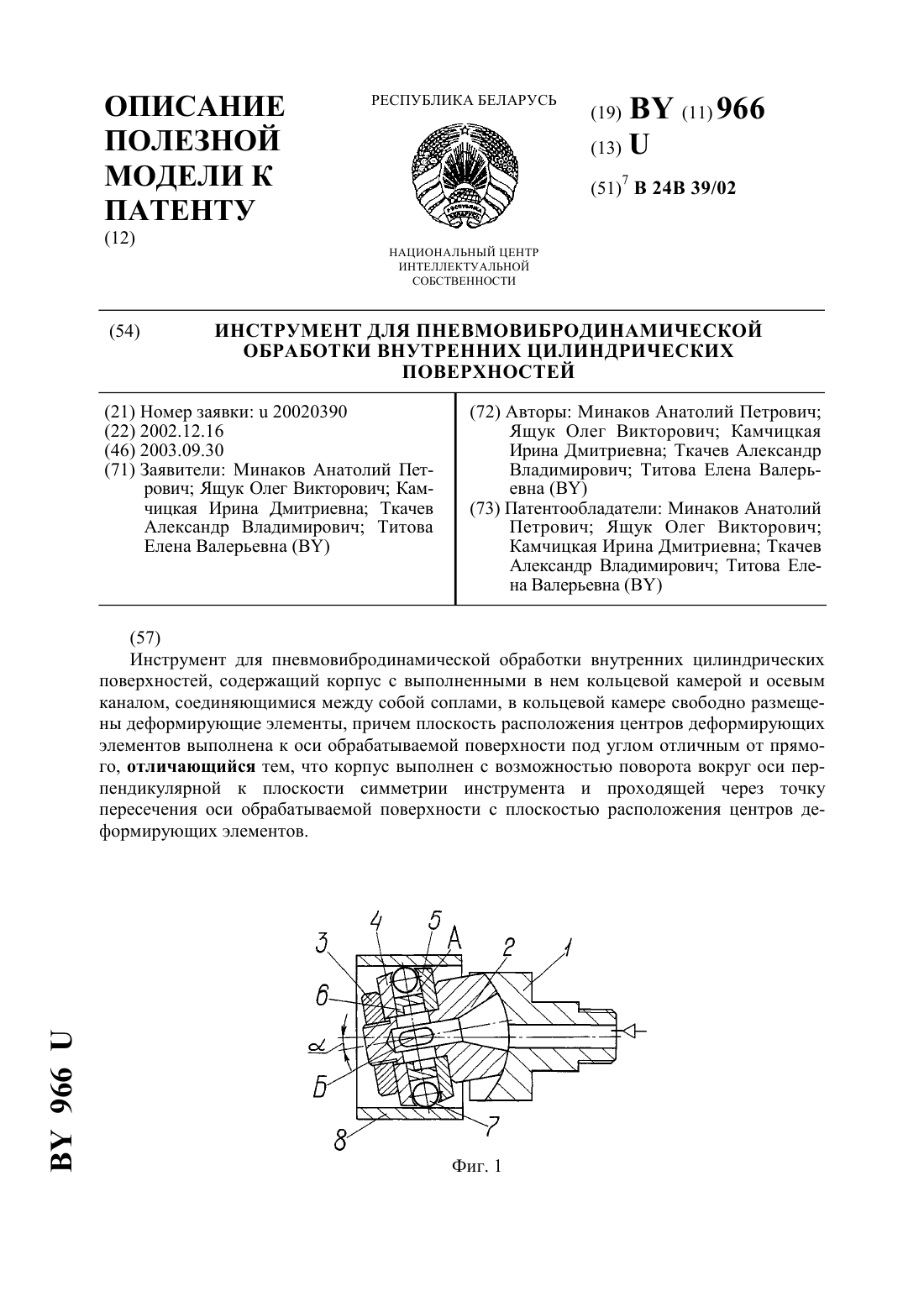
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Инструмент для обработки валов пластическим деформированием
Номер патента: U 1275
Опубликовано: 30.03.2004
Авторы: Швиденкова Татьяна Ивановна, Пашкевич Михаил Федорович
МПК: B24B 39/04
Метки: деформированием, валов, инструмент, пластическим, обработки
Текст:
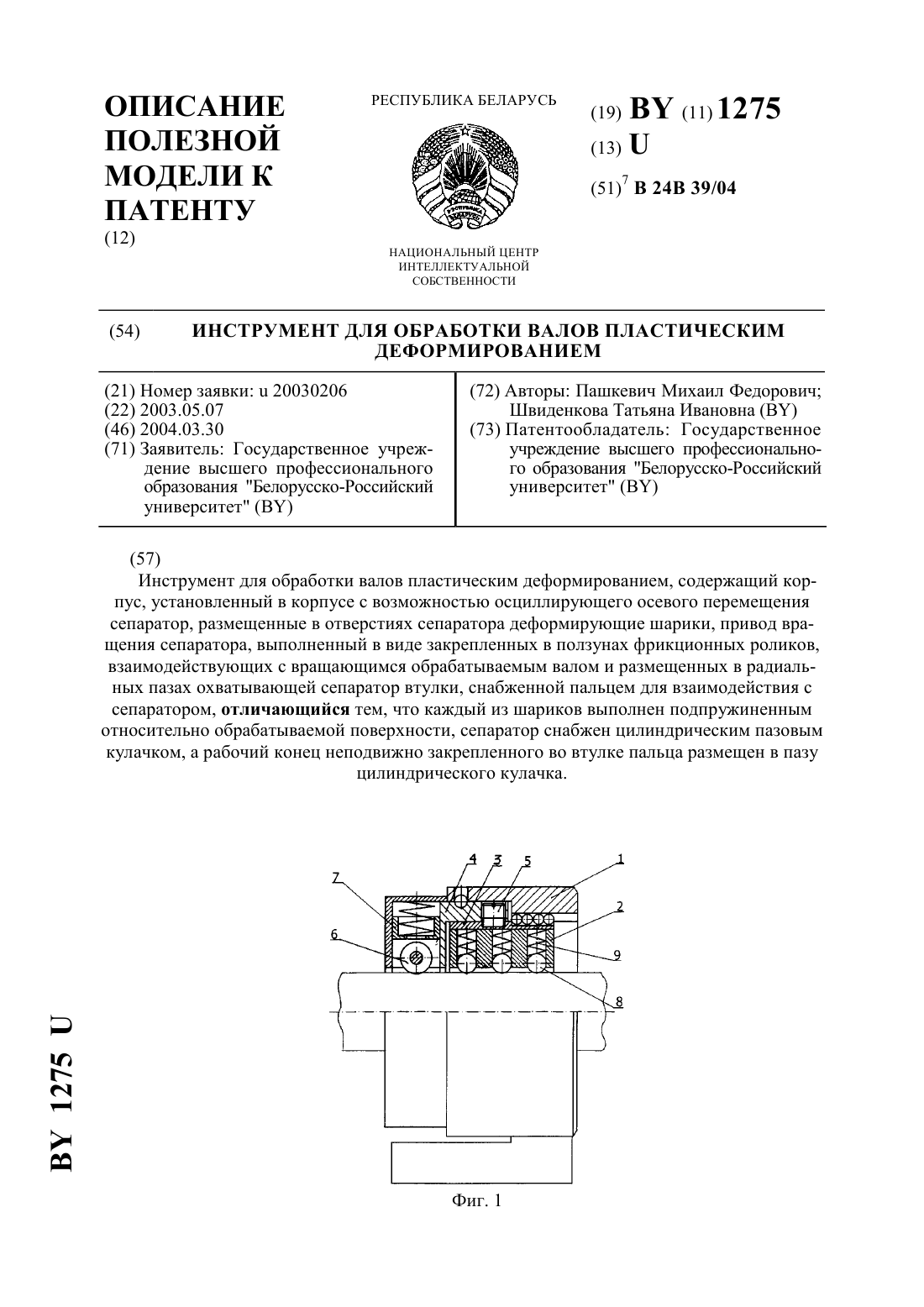
...беговой дорожкой, выполненной по синусоиде 2. Данный инструмент также обеспечивает недостаточную производительность обработки, так как в нем используется лишь один деформирующий элемент. Задачей настоящей полезной модели является повышение производительности обработки. Поставленная задача решается тем, что в инструменте для обработки валов пластическим деформированием, содержащем корпус, установленный в корпусе с возможностью...
Предыдущий патент: Жидкостно-кольцевая машина
Следующий патент: Установка для получения чистого конденсата
Случайный патент: Способ и устройство для обработки графической информации, размещенной на поверхностях почтовых отправлений