Установка сварочная ультразвуковая
Номер патента: U 1626
Опубликовано: 30.12.2004
Авторы: Мартыненко Александр Владимирович, Иванов Георгий Гермогенович
Текст
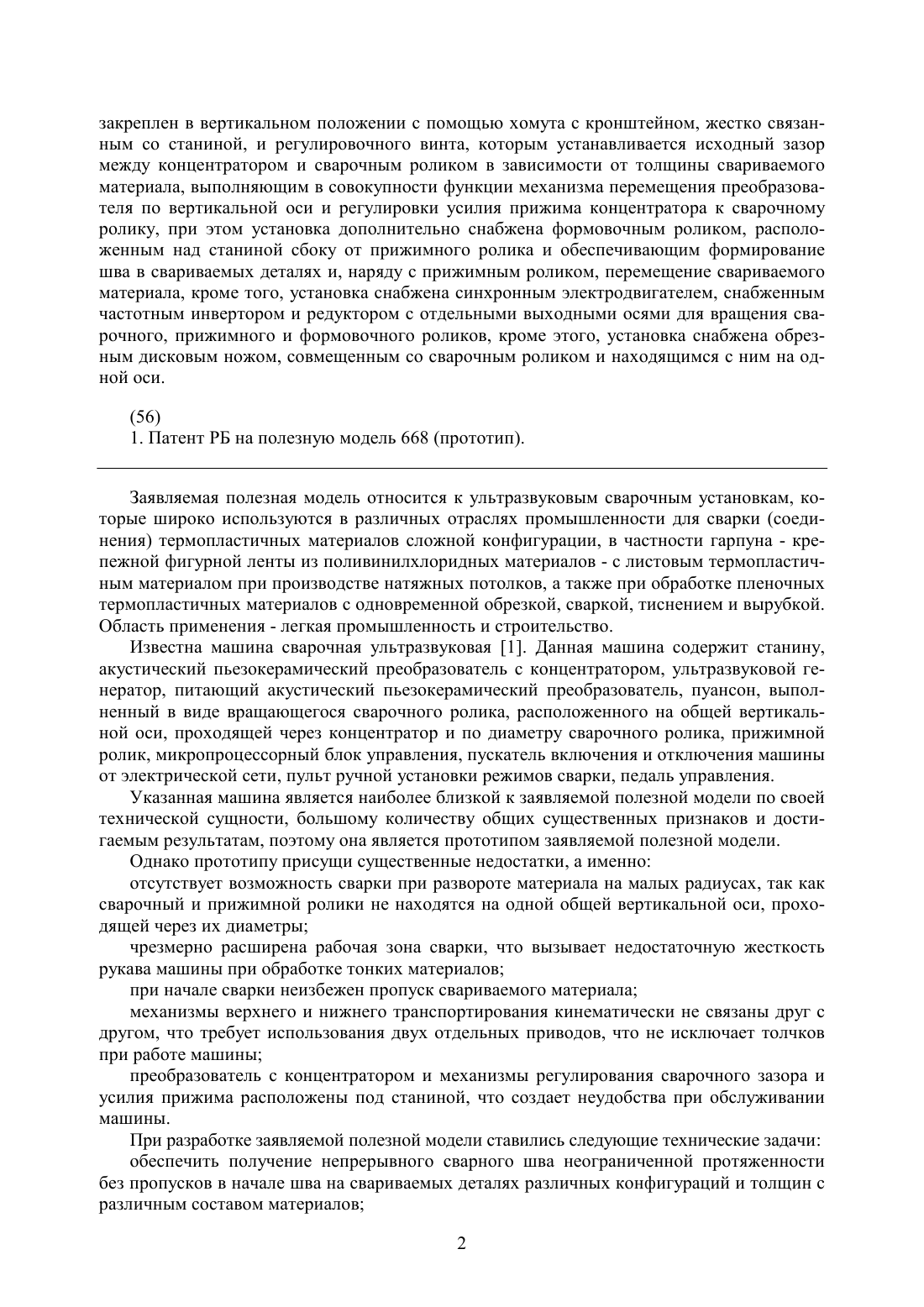
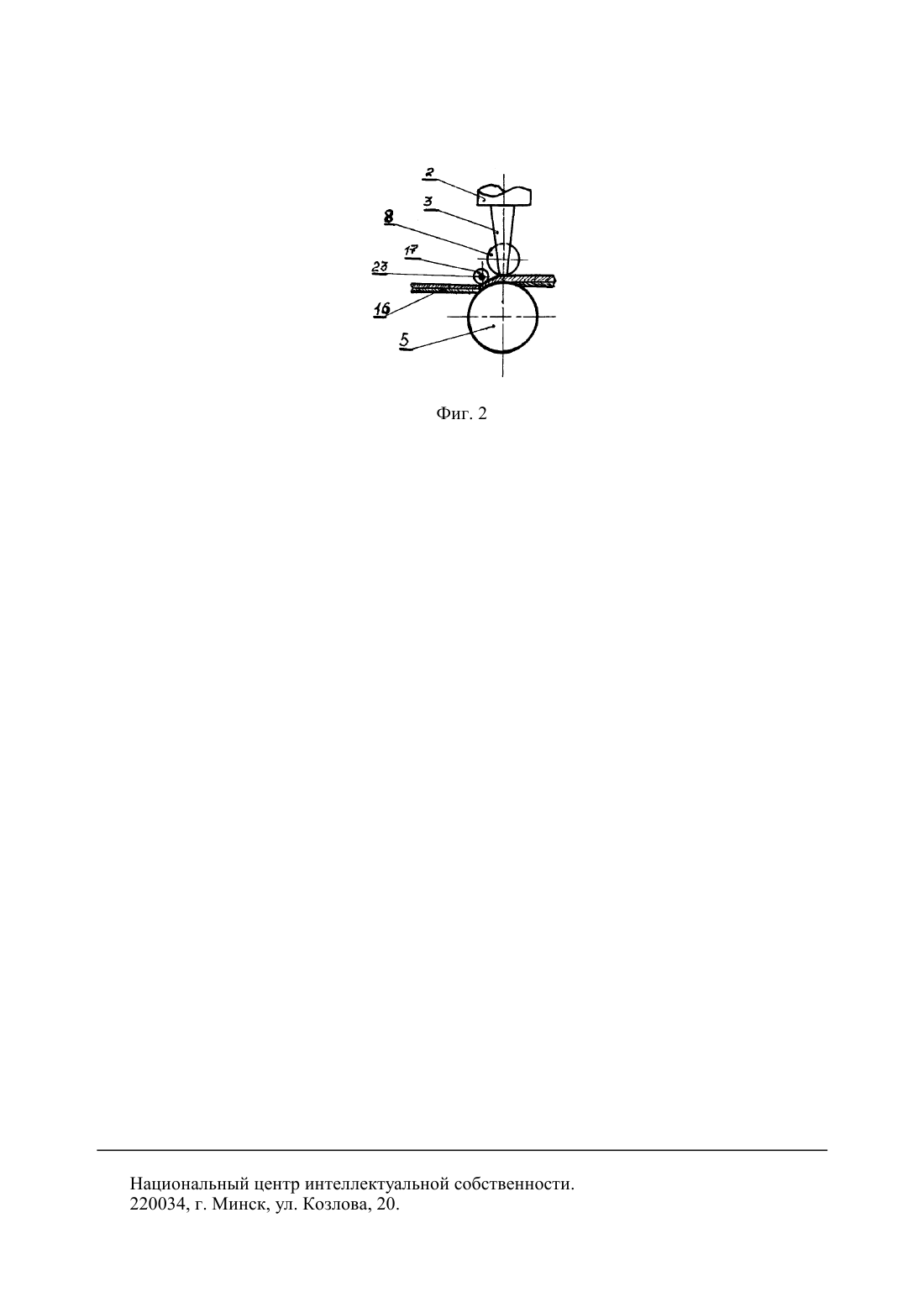
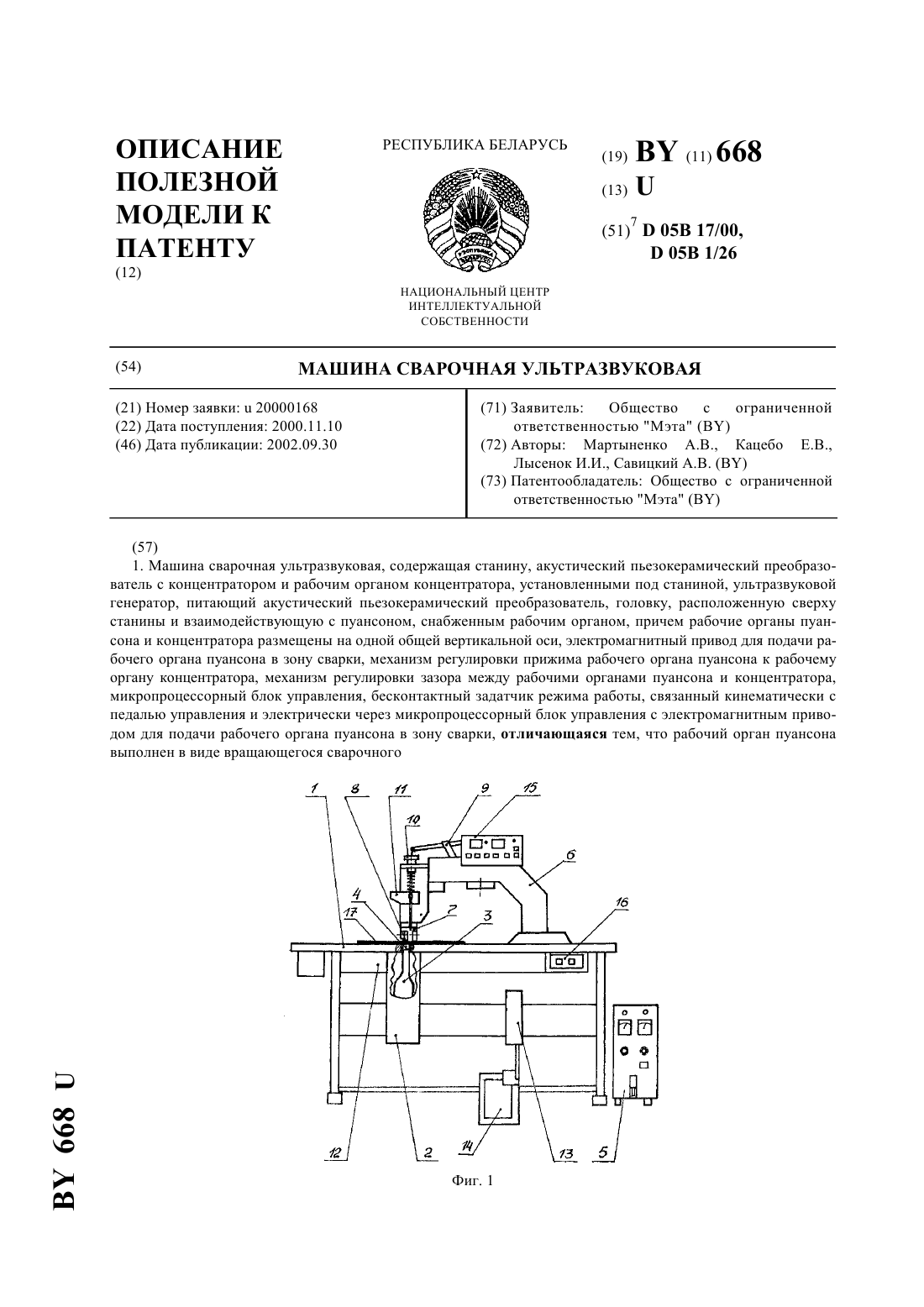
(71) Заявитель Филиал 1 Научно-исследовательского и конструкторскотехнологического института сварки и защитных покрытий с опытным производством(72) Авторы Мартыненко Александр Владимирович Иванов Георгий Гермогенович(57) Установка сварочная ультразвуковая, содержащая станину, акустический пьезокерамический преобразователь с концентратором, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, пуансон, выполненный в виде вращающегося сварочного ролика, расположенного на общей вертикальной оси, проходящей через концентратор и по диаметру сварочного ролика, прижимной ролик, выполняющий также функцию транспортирования свариваемого материала вдоль линии шва, микропроцессорный блок управления, пускатель включения и отключения установки от электрической сети, пульт ручной установки режимов сварки, педаль управления, отличающаяся тем,что сварочный и прижимной ролики установлены по обе стороны станины на одной общей вертикальной оси, проходящей через их диаметры, причем сварочный ролик размещен под станиной, а акустический пьезокерамический преобразователь - над станиной и 1626 закреплен в вертикальном положении с помощью хомута с кронштейном, жестко связанным со станиной, и регулировочного винта, которым устанавливается исходный зазор между концентратором и сварочным роликом в зависимости от толщины свариваемого материала, выполняющим в совокупности функции механизма перемещения преобразователя по вертикальной оси и регулировки усилия прижима концентратора к сварочному ролику, при этом установка дополнительно снабжена формовочным роликом, расположенным над станиной сбоку от прижимного ролика и обеспечивающим формирование шва в свариваемых деталях и, наряду с прижимным роликом, перемещение свариваемого материала, кроме того, установка снабжена синхронным электродвигателем, снабженным частотным инвертором и редуктором с отдельными выходными осями для вращения сварочного, прижимного и формовочного роликов, кроме этого, установка снабжена обрезным дисковым ножом, совмещенным со сварочным роликом и находящимся с ним на одной оси.(56) 1. Патент РБ на полезную модель 668 (прототип). Заявляемая полезная модель относится к ультразвуковым сварочным установкам, которые широко используются в различных отраслях промышленности для сварки (соединения) термопластичных материалов сложной конфигурации, в частности гарпуна - крепежной фигурной ленты из поливинилхлоридных материалов - с листовым термопластичным материалом при производстве натяжных потолков, а также при обработке пленочных термопластичных материалов с одновременной обрезкой, сваркой, тиснением и вырубкой. Область применения - легкая промышленность и строительство. Известна машина сварочная ультразвуковая 1. Данная машина содержит станину,акустический пьезокерамический преобразователь с концентратором, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, пуансон, выполненный в виде вращающегося сварочного ролика, расположенного на общей вертикальной оси, проходящей через концентратор и по диаметру сварочного ролика, прижимной ролик, микропроцессорный блок управления, пускатель включения и отключения машины от электрической сети, пульт ручной установки режимов сварки, педаль управления. Указанная машина является наиболее близкой к заявляемой полезной модели по своей технической сущности, большому количеству общих существенных признаков и достигаемым результатам, поэтому она является прототипом заявляемой полезной модели. Однако прототипу присущи существенные недостатки, а именно отсутствует возможность сварки при развороте материала на малых радиусах, так как сварочный и прижимной ролики не находятся на одной общей вертикальной оси, проходящей через их диаметры чрезмерно расширена рабочая зона сварки, что вызывает недостаточную жесткость рукава машины при обработке тонких материалов при начале сварки неизбежен пропуск свариваемого материала механизмы верхнего и нижнего транспортирования кинематически не связаны друг с другом, что требует использования двух отдельных приводов, что не исключает толчков при работе машины преобразователь с концентратором и механизмы регулирования сварочного зазора и усилия прижима расположены под станиной, что создает неудобства при обслуживании машины. При разработке заявляемой полезной модели ставились следующие технические задачи обеспечить получение непрерывного сварного шва неограниченной протяженности без пропусков в начале шва на свариваемых деталях различных конфигураций и толщин с различным составом материалов 2 1626 увеличить жесткость рукава машины за счет сужения рабочей зоны сварки обеспечить возможность сварки при развороте материала на малых радиусах улучшить качество сварного шва увеличить прочность свариваемых деталей кинематически связать друг с другом механизмы верхнего и нижнего транспортирования и перейти на один общий привод роликов, чем исключить толчки свариваемого материала при работе повысить удобства обслуживания машины путем расположения преобразователя с концентратором над станиной. Указанные технические задачи решены тем, что в установке сварочной ультразвуковой, содержащей станину, акустический пьезокерамический преобразователь с концентратором, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, пуансон, выполненный в виде вращающегося сварочного ролика, расположенного на общей вертикальной оси, проходящей через концентратор и по диаметру сварочного ролика, прижимной ролик, выполняющий также функцию транспортирования свариваемого материала вдоль линии шва, микропроцессорный блок управления, пускатель включения и отключения установки от электрической сети, пульт ручной установки режимов сварки, педаль управления, сварочный и прижимной ролики установлены по обе стороны станины на одной общей вертикальной оси, проходящей через их диаметры, причем сварочный ролик размещен под станиной, а акустический пьезокерамический преобразователь - над станиной и закреплен в вертикальном положении с помощью хомута с кронштейном, жестко связанным со станиной, и регулировочного винта, которым устанавливается исходный зазор между концентратором и сварочным роликом в зависимости от толщины свариваемого материала, выполняющим в совокупности функции механизма перемещения преобразователя по вертикальной оси и регулировки усилия прижима концентратора к сварочному ролику, при этом установка дополнительно снабжена формовочным роликом, расположенным над станиной сбоку от прижимного ролика и обеспечивающим формирование шва в свариваемых деталях и, наряду с прижимным роликом, перемещение свариваемого материала, кроме того, установка снабжена синхронным электродвигателем,снабженным частотным инвертором и редуктором с отдельными выходными осями для вращения сварочного, прижимного и формовочного роликов, кроме этого, установка снабжена обрезным дисковым ножом, совмещенным со сварочным роликом и находящимся с ним на одной оси. Решением поставленных задач достигнуты следующие технические результаты благодаря расположению сварочного и прижимного роликов на одной общей вертикальной оси обеспечена возможность получения на свариваемых деталях непрерывных сварных швов неограниченной протяженности без пропусков в начале шва обеспечена возможность прямолинейного перемещения свариваемых материалов в рабочей зоне, что позволяет сваривать толстые материалы толщиной свыше 0,5 мм без деформации обеспечена сварка при развороте материалов на малых радиусах уменьшена рабочая зона сварки, вследствие чего увеличена жесткость рукава заявляемой установки благодаря изменению технологических особенностей установки по режимам сварки(изменение мощности генератора, возможность оперативного изменения скорости сварки,возможность реверсирования в рабочем порядке) улучшено качество сварных швов обеспечена кинематическая связь друг с другом механизмов верхнего и нижнего транспортирования, что позволило перейти на один общий привод роликов - синхронный электродвигатель с частотным инвертором, обеспечивающим частотное регулирование синхронного вращения сварочного и прижимного роликов, и редуктором с отдельными выходными осями для вращения сварочного, прижимного и формовочного роликов, что позволило добиться плавного вращения сварочного ролика с исключением толчков 3 1626 благодаря тому, что управление установкой производится контроллером, находящимся в микропроцессорном блоке управления, упрощено управление процессом сварки в наладочном режиме и ее перепрограммирование, достигнута автоматизация управления процессом сварки. На прилагаемых чертежах представлены фиг. 1 - общий вид установки фиг. 2 - основной сварочный узел установки (вид слева). Установка содержит станину 1, над которой размещен акустический пьезокерамический преобразователь 2 с концентратором 3, ультразвуковой генератор 4, питающий акустический пьезокерамический преобразователь 2, пуансон, выполненный в виде вращающегося сварочного ролика 5, расположенного на общей вертикальной оси 6 с концентратором 3 и на общей вертикальной оси 7 с прижимным роликом 8, микропроцессорный блок управления 9, пускатель включения и отключения установки от электрической сети 10, пульт ручной установки режимов сварки 11, педаль управления 12, хомут 13 и кронштейн 14, с помощью которых акустический пьезокерамический преобразователь 2 закреплен в вертикальном положении над станиной 1, регулировочный винт 15, которым устанавливается исходный зазор между концентратором 3 и сварочным роликом 5 в зависимости от толщины свариваемых деталей 16, формовочный ролик 17, синхронный электродвигатель 18, снабженный частотным инвертором 19 и редуктором 20 с отдельными выходными осями 21, 22, 23 для вращения сварочного, прижимного и формовочного роликов соответственно, обрезной дисковый нож 24, находящийся на одной оси со сварочным роликом 5. Установка работает следующим образом. Свариваемые детали 16 размещают на станине 1 в зоне сварки между сварочным роликом 5 и концентратором 3. Регулировочным винтом 15 устанавливают величину зазора между концентратором 3 и сварочным роликом 5, который должен превышать толщину свариваемого материала. Затем пропускают материал через зазор, устанавливают на материале линию шва. После этого винтом 15 опускают акустический пьезокерамический преобразователь 2 с концентратором 3 до свариваемого материала, сокращая исходный зазор, и слегка сжимают свариваемый материал между сварочным 5 и прижимным 8 роликами. Далее пультом ручной установки режимов сварки 11 устанавливают следующие параметры и режимы сварки усилие прижима свариваемых деталей 16, мощность ультразвукового генератора 4 и амплитуду ультразвуковых колебаний, усилие прижима прижимного ролика 8, необходимую скорость транспортирования свариваемых деталей 16. Пускателем включения и отключения установки от электрической сети 10 включают установку в электрическую сеть. Далее ногой нажимают на педаль управления 12. В этом положении задают команду на сварку, т.е. микропроцессорный блок управления 9 включает ультразвуковой генератор 4 и синхронный электродвигатель 18. При этом начинают процесс сварки со скоростью, запрограммированной микропроцессорным блоком управления 9. По окончании сварки микропроцессорный блок управления 9 выключает ультразвуковой генератор 4 и синхронный электродвигатель 18, сварка прекращается. В процессе сварки могут одновременно со сваркой производить и обрезку ленты. Обрезку выполняют обрезным дисковым ножом 24, совмещенным со сварочным роликом 5 и находящимся с ним на одной оси, при этом совмещаются функции обрезки, сварки, тиснения, вырубки и смены ролика. Конфигурация сварочного ролика 5 определяет возможность выполнения всех операций как по отдельности, так и всех вместе одновременно. Для перестройки установки на другой материал снимают сварочный ролик 5 и прижимной ролик 8 и заменяют их на другие ролики из набора роликов, входящих в комплект заявляемого изделия. Заявляемая полезная модель может быть легко изготовлена на любом предприятии,имеющем промышленное оборудование, и использована по своему прямому назначению. 4 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: D05B 1/26, D05B 17/00
Метки: сварочная, ультразвуковая, установка
Код ссылки
<a href="https://by.patents.su/5-u1626-ustanovka-svarochnaya-ultrazvukovaya.html" rel="bookmark" title="База патентов Беларуси">Установка сварочная ультразвуковая</a>
Машина сварочная ультразвуковая
Номер патента: U 668
Опубликовано: 30.09.2002
Авторы: Савицкий Анатолий Васильевич, Мартыненко Александр Владимирович, Лысенок Иосиф Иосифович, Кацебо Евгений Васильевич
МПК: D05B 17/00, D05B 1/26
Метки: ультразвуковая, машина, сварочная
Текст:
...но разных толщин и различных зубчатых конфигураций по окружности каждого диска,причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того, машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и...
Машина сварочная ультразвуковая

Номер патента: U 1153
Опубликовано: 30.12.2003
Авторы: Новиков Руслан Вячеславович, Мартыненко Александр Владимирович, Кацебо Евгений Васильевич
МПК: D05B 17/00, D05B 1/26
Метки: ультразвуковая, сварочная, машина
Текст:
...контроллером с линейной скоростью передвижения рукава сварочным и прижимным роликами. Величина зазора между коробом нижней части головки и станиной машины выбрана с учетом обеспечения в процессе сварки свободного прохождения через него свариваемого рукава заданного максимального диаметра, а ширина платформы короба нижней части головки выбрана с учетом обеспечения свободного прохождения в процессе сварки всей нижней части головки...
Машина сварочная ультразвуковая
Номер патента: U 183
Опубликовано: 30.12.2000
Авторы: Мартыненко Владимир Владимирович, Лысенок Иосиф Иосифович, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 17/00
Метки: машина, ультразвуковая, сварочная
Текст:
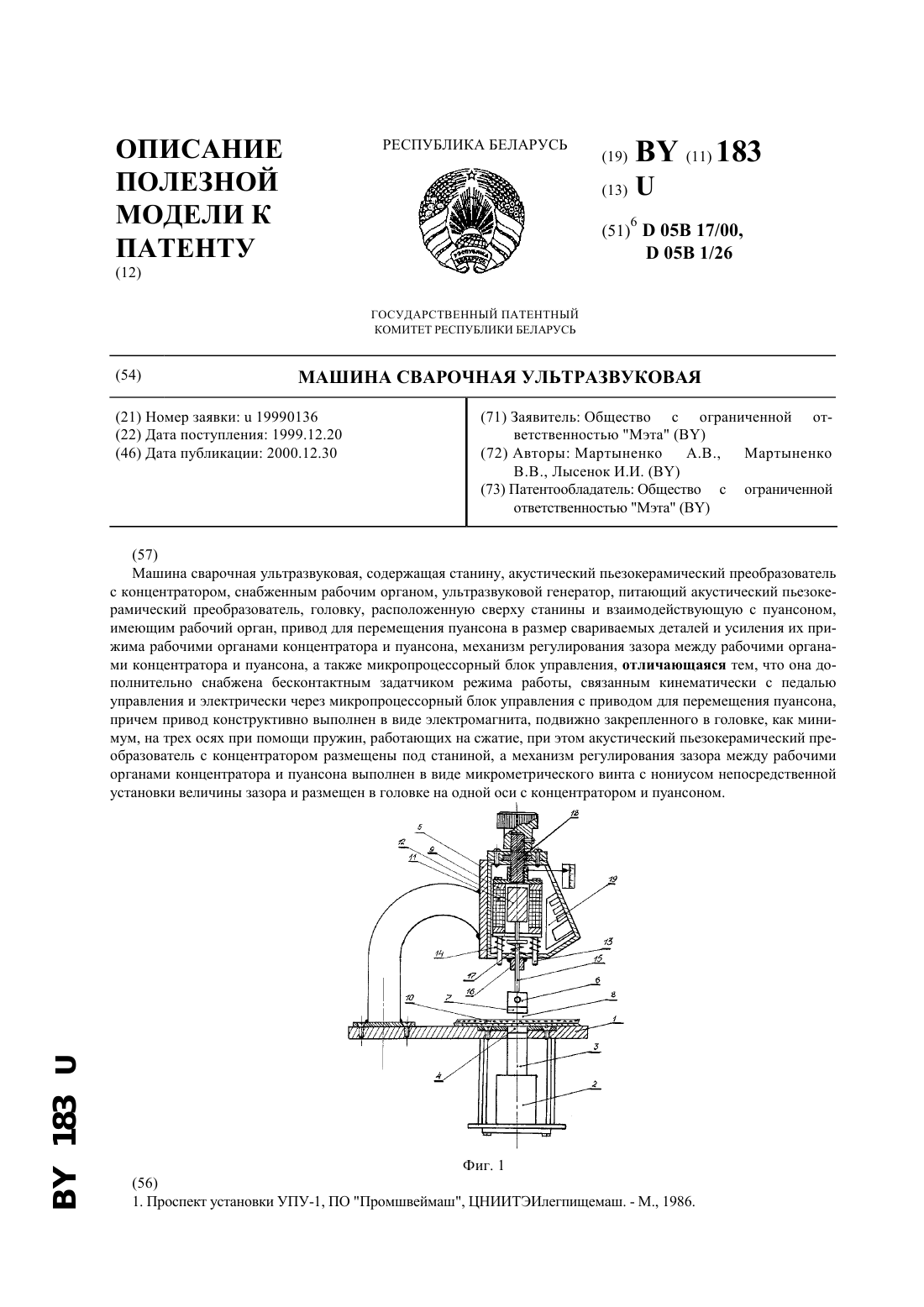
...блок управления, дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона, причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с...
Машина сварочная ультразвуковая

Номер патента: U 1272
Опубликовано: 30.03.2004
Авторы: Иванов Георгий Гермогенович, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 23/00
Метки: ультразвуковая, машина, сварочная
Текст:
...с дополнительным пружинным рычажно-тяговым механизмом 24 усиления прижима свариваемых лент 9 в рабочем зазоре 7,при этом основные элементы механизма 24 размещены на боковой поверхности второго кронштейна 23, а также внутри трубы вертикальной направляющей стойки 18 и сверху на ползуне 21. Дополнительный пружинный рычажно-тяговый механизм 24 усиления прижима свариваемых лент 9 в рабочем зазоре 7 содержит две пружины, одна из которых 25...
Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 4653
Опубликовано: 30.09.2002
Авторы: Ногаев Борис Петрович, Шелег Валерий Константинович, Рагунович Сергей Петрович
МПК: B21F 27/10
Метки: сеток, каркасов, сварочная, изготовления, машина, проволочных, плоских
Текст:
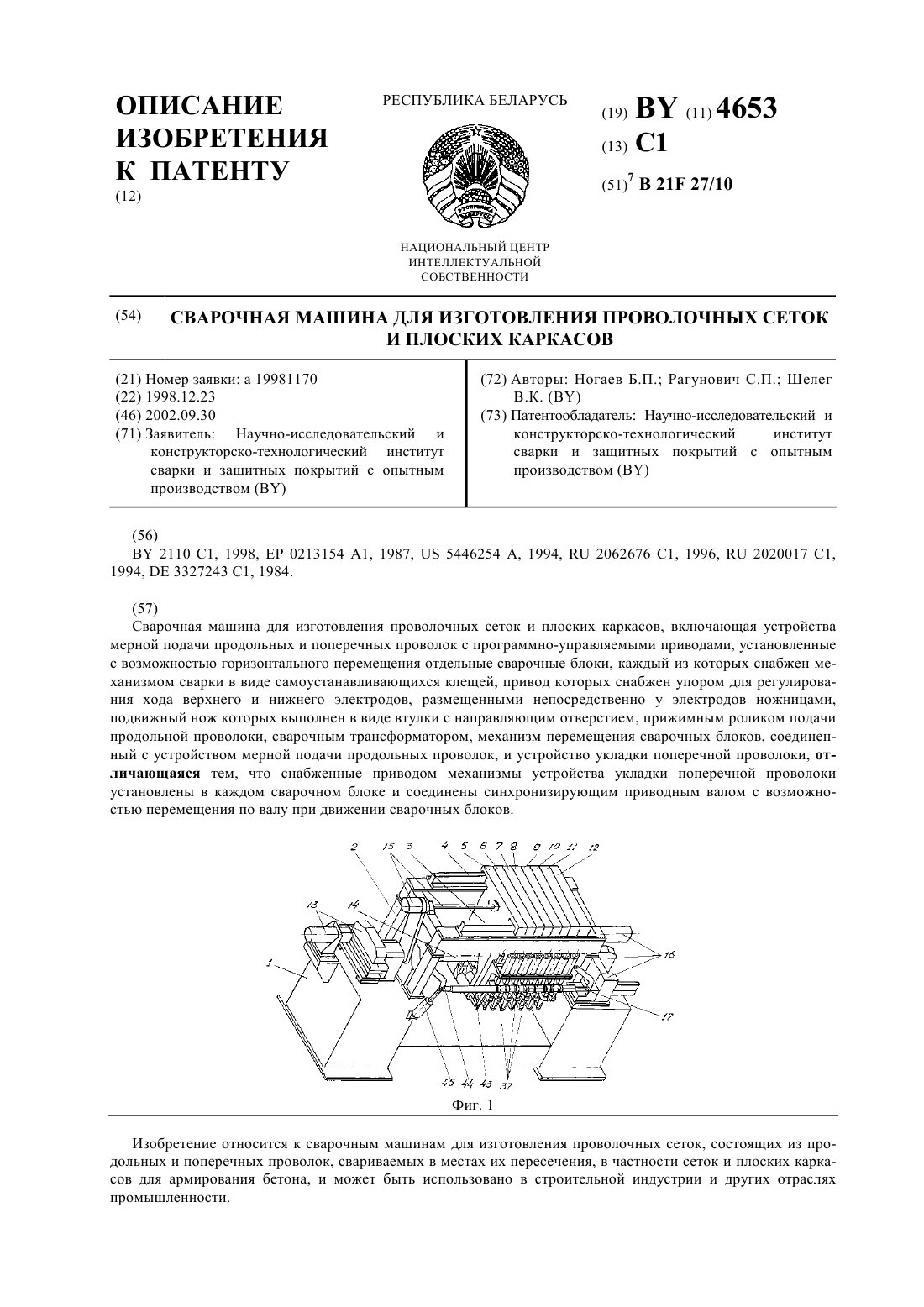
...установлены отдельные сварочные блоки, например 512 с возможностью их горизонтального перемещения по направляющим 3, 4 На станине размещены известные устройства 2 13 мерной подачи продольных проволок с приводным валом 14 и механизмом 15 перемещения сварочных блоков, устройство 16 мерной подачи и резки поперечной проволоки с программно-управляемым приводом, устройство 17 укладки поперечной проволоки под электроды. Каждый сварочный блок 512...
Предыдущий патент: Передача с гибкой связью
Следующий патент: Устройство для лечения дискогенных заболеваний позвоночника
Случайный патент: Способ прогнозирования быстро прогрессирующего течения ювенильного ревматоидного артрита