Машина сварочная ультразвуковая
Номер патента: U 183
Опубликовано: 30.12.2000
Авторы: Лысенок Иосиф Иосифович, Мартыненко Владимир Владимирович, Мартыненко Александр Владимирович
Текст
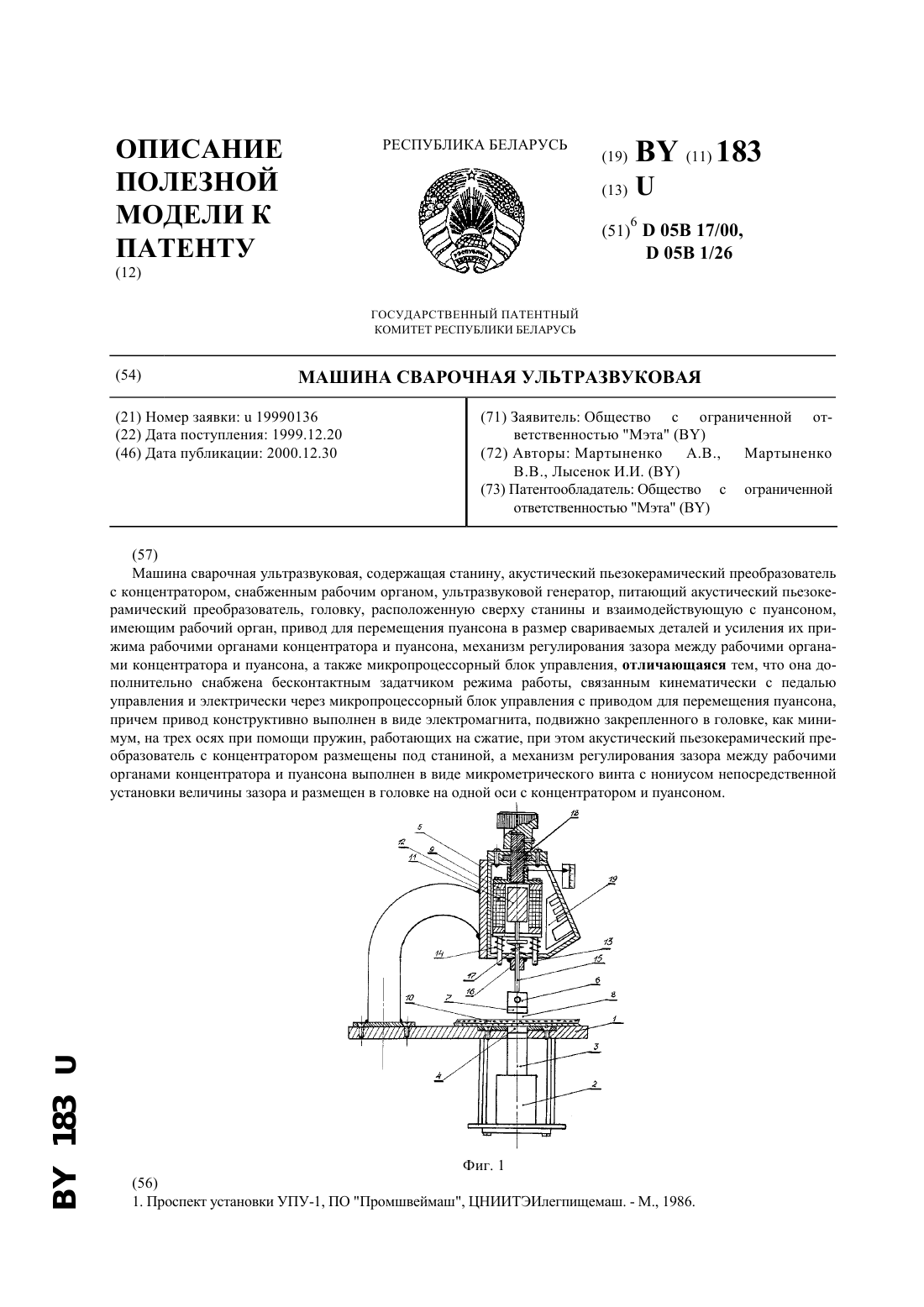
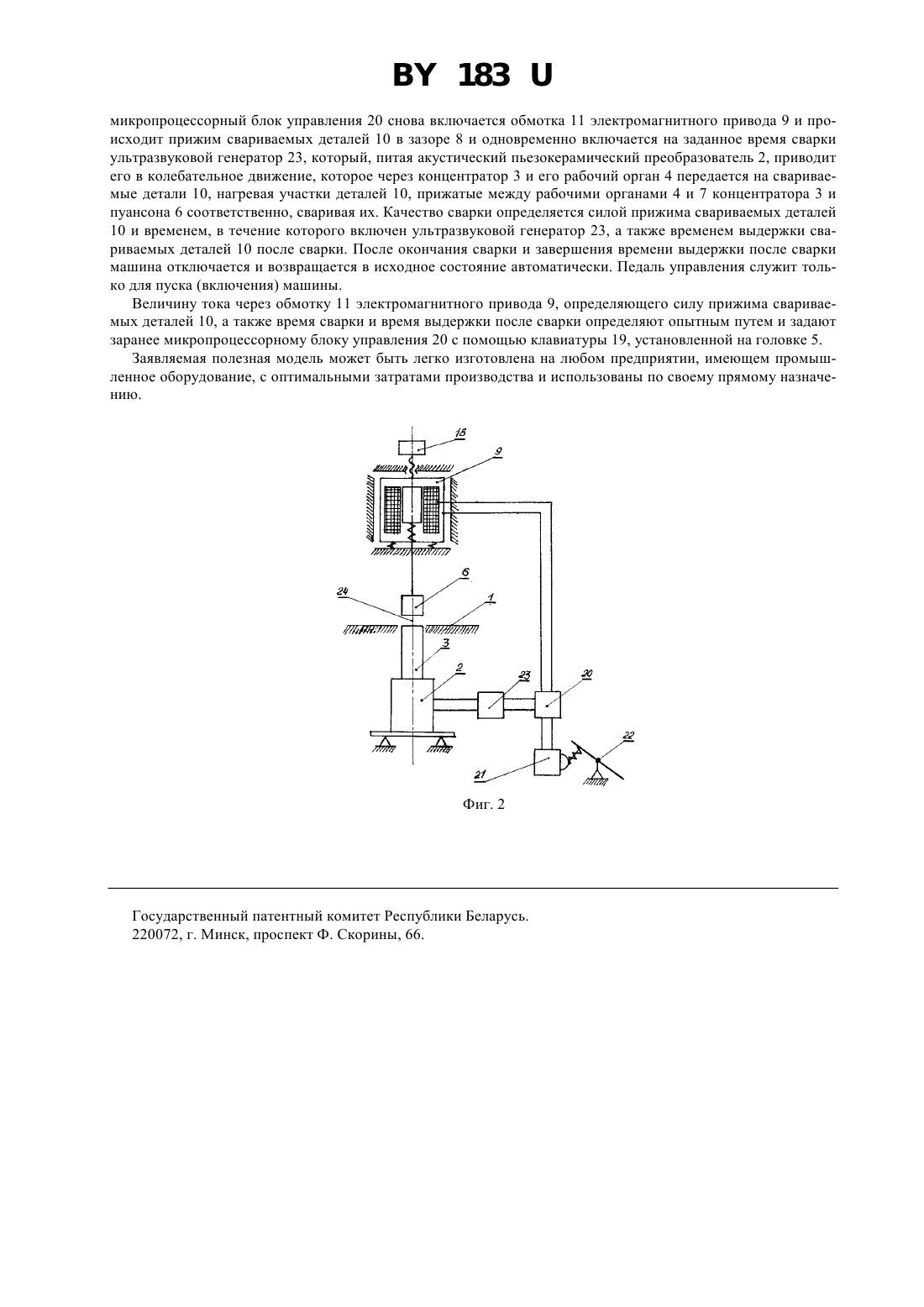
(12) ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(57) Машина сварочная ультразвуковая, содержащая станину, акустический пьезокерамический преобразователь с концентратором, снабженным рабочим органом, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном,имеющим рабочий орган, привод для перемещения пуансона в размер свариваемых деталей и усиления их прижима рабочими органами концентратора и пуансона, механизм регулирования зазора между рабочими органами концентратора и пуансона, а также микропроцессорный блок управления, отличающаяся тем, что она дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона,причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с концентратором размещены под станиной, а механизм регулирования зазора между рабочими органами концентратора и пуансона выполнен в виде микрометрического винта с нониусом непосредственной установки величины зазора и размещен в головке на одной оси с концентратором и пуансоном. Заявляемая полезная модель относится к ультразвуковым сварочным машинам, которые широко используются в различных отраслях промышленности, преимущественно в швейных отраслях, для соединения (сварки) деталей из синтетических материалов или тканей из натуральных волокон при помощи синтетических материалов с выполнением на них петель, закрепок и т.п. элементов. Известна установка прессовая ультразвуковая УПУ-1 1, предназначенная для выполнения петель и закрепок на деталях одежды из тканей и трикотажных полотен, содержащих 100 термопластичных волокон. Данная установка содержит стол с укрепленной сверху стола головкой, являющейся опорой, а также смонтированные под столом электромагнитный привод, включающий электромагнит, толкатель, акустический узел с концентратором, установленный на подвижной рамке, и механизм регулирования зазора между рабочими торцами концентратора и опоры. Установка УПУ-1 обладает существенными недостатками. Она имеет сложную по кинематике, недостаточно точную и удобную регулировку зазора между торцем концентратора и опорой, что снижает надежность машины и качество выполняемых швов, особенно при сварке тонких материалов. Схема управления выполнена на полупроводниковых элементах и реле, что не отвечает современным требованиям по надежности и качеству. Кроме того, в качестве акустического узла в УПУ-1 использован магнитострикционный преобразователь, требующий для своего питания ультразвукового генератора большой мощности, а также требующий при работе водяного охлаждения. Известна также машина сварочная ультразвуковаятипа 543/ОМЕ производства ФРГ 2. Она содержит станину, акустический пьезокерамический преобразователь с концентратором, снабженным рабочим органом, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном, имеющим рабочий орган,привод для перемещения пуансона в размер свариваемых деталей и усиления их прижима рабочими органами концентратора и пуансона, механизм регулирования зазора между рабочими органами концентратора и пуансона, а также микропроцессорный блок управления. Машинатипа 543/ОМЕ является наиболее близкой к заявляемой полезной модели по своей технической сущности, количеству общих существенных признаков и достигаемому результату, поэтому она выбрана в качестве прототипа. Однако прототипу присущи существенные недостатки, а именно охлаждение пьезокерамического преобразователя сжатым воздухом, а также использование пневмопривода для перемещения пуансона в размер свариваемых деталей и усиления их прижима сужает эксплуатационные возможности машины, поскольку накладывает обязательные требования привязки места ее размещения к пневмомагистрали. Кроме того, это ограничивает рынок сбыта машины неудобное для оператора включение машины руками (путем одновременного нажатия двух кнопок Пуск) сужает технологические возможности оператора по причине занятости его рук и обязывает предварительно изготовлять специальную оснастку для крепления и ориентации свариваемых деталей, что также связано с дополнительными материальными затратами дискретная установка величины зазора между рабочими органами концентратора и пуансона, управляемая микропроцессором, не всегда может обеспечить необходимое качество сварных работ, особенно при сваривании тонких деталей сложность кинематической схемы с использованием системы промежуточных рычагов, функционирующих с пневмоприводом перемещения пуансона, снижает надежность работы машины в целом и удорожает ее конструкцию. При разработке заявляемой полезной модели ставилась цель решить следующие технические задачи расширить эксплуатационные возможности машины путем исключения использования централизованной магистрали сжатого воздуха для охлаждения акустического пьезокерамического преобразователя и привода для перемещения пуансона, сделать машину полностью автономной в эксплуатации и расширить за счет этого рынок ее сбыта, исключить ручной пуск машины путем включения ее с помощью педали и устранить при этом дополнительные материальные затраты, связанные с необходимостью разработки специальной оснастки, ввести плавное регулирование величины зазора между рабочими органами концентратора и пуансона для повышения качества сварных работ при сварке тонких материалов, а также упростить конструкцию привода для перемещения пуансона, повысить надежность машины и снизить ее стоимость. Указанные технические задачи решены тем, что машина сварочная ультразвуковая, содержащая станину,акустический пьезокерамический преобразователь с концентратором, снабженным рабочим органом, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном, имеющим рабочий орган, привод для перемещения пуансона в размер свариваемых деталей и усиления их прижима рабочими органами концентратора и пуансона, механизм регулирования зазора между рабочими органами концентратора и пуансона, а также микро 2 183 процессорный блок управления, дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона, причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с концентратором размещены под станиной, а механизм регулирования зазора между рабочими органами концентратора и пуансона выполнен в виде микрометрического винта с нониусом непосредственной установки величины зазора и размещен в головке на одной оси с концентратором и пуансоном. Решением поставленных технических задач достигнуты следующие технические результаты расширены эксплуатационные возможности машины за счет исключения использования централизованной пневмомагистрали, благодаря чему машина стала полностью автономной в эксплуатации. При этом для охлаждения акустического пьезокерамического преобразователя достаточно его обдува обычным электрических вентилятором, а вместо пневмопривода перемещения пуансона использован электромагнит, закрепленный в головке подвижно, как минимум, на трех осях при помощи пружин, работающих на сжатие благодаря достижению автономности машины в эксплуатации расширен рынок возможного сбыта машины за счет увеличения покупательского спроса расширены технологические возможности оператора за счет исключения ручного пуска машины и высвобождения его рук, при этом отпала необходимость в специальной оснастке для крепления и ориентации свариваемых деталей упрощена установка величины зазора между рабочими органами пуансона и головки, при этом дискретная установка зазора заменена на плавную, чем повышено качество сварки тонких деталей упрощена кинематическая схема привода для перемещения пуансона, благодаря чему повышена надежность машины в целом. На прилагаемых чертежах представлено фиг. 1 - изображение машины (продольный разрез) фиг. 2 - кинематическая схема машины. Машина сварочная ультразвуковая содержит станину 1, под которой размещен акустический пьезокерамический преобразователь 2 с концентратором 3, снабженным рабочим органом 4, головку 5, расположенную сверху станины 1 и взаимодействующую с пуансоном 6, имеющим рабочий орган 7. Между рабочим органом 4 концентратора 3 и рабочим органом 7 пуансона 6 образован зазор 8. Привод служит для перемещения пуансона 6 и его рабочего органа 7 в размер свариваемых деталей 10 и их прижима рабочими органами пуансона 6 и концентратора 3. При этом привод 9 выполнен в виде электромагнита, имеющего обмотку 11 и якорь 12, и закреплен в головке 5 подвижно на, как минимум, трех осях 13 при помощи пружин 14, работающих на сжатие. Шток 15 жестко связан с якорем 12 электромагнитного привода 9, перемещается вертикально в направляющей втулке 16 и подпружинен с помощью пружины 17 так, что при обесточенной обмотке 11 электромагнитного привода 9 якорь 12 занимает исходное верхнее положение, при котором между рабочими органами 7 и 4 пуансона и концентратора 3 образуется исходный зазор 8. Для плавного регулирования и установки заданного значения зазора 8 служит механизм 18. В головке 5 размещена также клавиатура установки режимов сварки 19. Для управления всеми процессами сварки машина содержит микропроцессорный блок управления 20 и бесконтактный задатчик режима работы 21, кинематически связанный с педалью пуска 22. Для питания акустического пьезокерамического преобразователя 2 служит ультразвуковой генератор 23, а для упрощения механизма 18 регулировки зазора 8 между рабочим органом 4 концентратора 3 и рабочим органом 7 пуансона 6 он размещен на одной общей оси 24 концентратора 3 и пуансона 6. Работа на машине производится следующим образом. Детали 10, подлежащие сварке, размещаются на станине 1 в зазоре 8. Вращением ручки механизма 18 с помощью микрометрического винта с нониусом плавно устанавливают по шкале в зависимости от толщины свариваемых деталей 10 необходимый зазор 8. Педаль пуска (включения машины) 22, имеющая два положения, приводится в действие ногой в первое положение, при котором с помощью задатчика режима работы 21 и микропроцессорного блока управления 20 на обмотку 11 электромагнитного привода 9 подводится электрическое напряжение, при этом якорь 12 электромагнитного привода 9 втягивается в обмотку 11 и толкает шток 15 и жестко связанный с ним пуансон 6 с его рабочим органом 7 вниз, прижимая рабочий орган 7 пуансона 6 к свариваемым деталям 10, сжимая их. При этом, задавая через микропроцессорный блок управления 20 различную силу тока через обмотку 11, получаем меняющуюся силу прижима деталей 10 рабочим органом 7 пуансона 6 к рабочему органу 4 концентратора 3. Сварки деталей 10 при этом не происходит, так как в первом положении педали 22 ультразвуковой генератор 23 выключен. Первое положение педали 22 необходимо для того, чтобы в это время правильно ориентировать свариваемые детали 10. При этом при отпускании педали 22 из первого положения обмотка 11 электромагнитного привода 9 обесточивается и якорь 12 под действием разжимания пружины 17 поднимается вверх и через шток 15 поднимает пуансон 6, освобождая детали 10. При переводе педали 22 во второе положение через задатчик 21 и 3 183 микропроцессорный блок управления 20 снова включается обмотка 11 электромагнитного привода 9 и происходит прижим свариваемых деталей 10 в зазоре 8 и одновременно включается на заданное время сварки ультразвуковой генератор 23, который, питая акустический пьезокерамический преобразователь 2, приводит его в колебательное движение, которое через концентратор 3 и его рабочий орган 4 передается на свариваемые детали 10, нагревая участки деталей 10, прижатые между рабочими органами 4 и 7 концентратора 3 и пуансона 6 соответственно, сваривая их. Качество сварки определяется силой прижима свариваемых деталей 10 и временем, в течение которого включен ультразвуковой генератор 23, а также временем выдержки свариваемых деталей 10 после сварки. После окончания сварки и завершения времени выдержки после сварки машина отключается и возвращается в исходное состояние автоматически. Педаль управления служит только для пуска (включения) машины. Величину тока через обмотку 11 электромагнитного привода 9, определяющего силу прижима свариваемых деталей 10, а также время сварки и время выдержки после сварки определяют опытным путем и задают заранее микропроцессорному блоку управления 20 с помощью клавиатуры 19, установленной на головке 5. Заявляемая полезная модель может быть легко изготовлена на любом предприятии, имеющем промышленное оборудование, с оптимальными затратами производства и использованы по своему прямому назначению. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: D05B 17/00, D05B 1/26
Метки: ультразвуковая, сварочная, машина
Код ссылки
<a href="https://by.patents.su/4-u183-mashina-svarochnaya-ultrazvukovaya.html" rel="bookmark" title="База патентов Беларуси">Машина сварочная ультразвуковая</a>
Сварочная машина для изготовления проволочных сеток и плоских каркасов
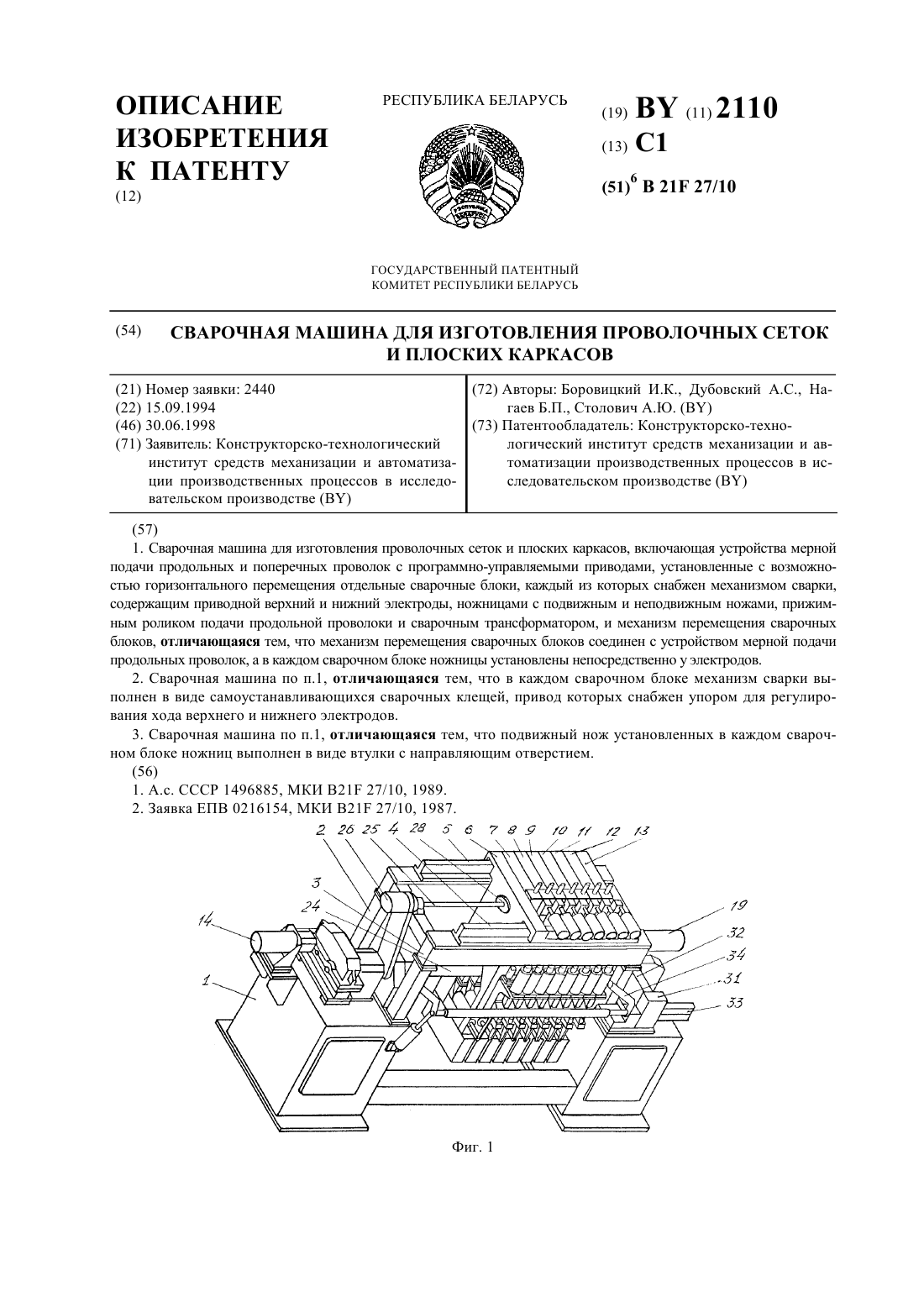
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Дубовский Александр Семенович, Столович Александр Юрьевич, Нагаев Борис Петрович, Боровицкий Игорь Константинович
МПК: B21F 27/10
Метки: сеток, изготовления, сварочная, плоских, проволочных, машина, каркасов
Текст:
...по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично...
Способ сварки при изготовлении спирально навиваемой трубы и сварочная головка для выполнения способа
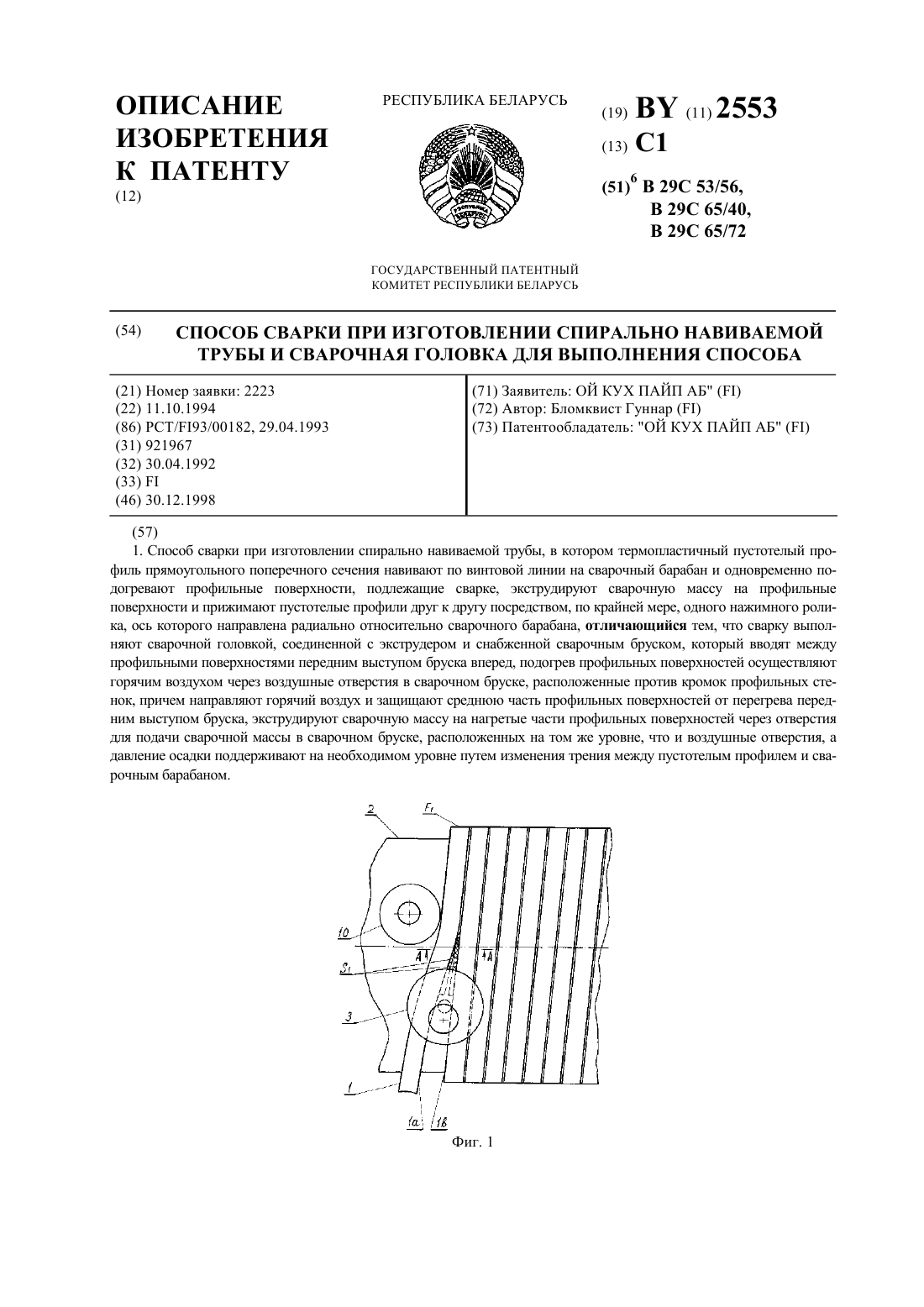
Номер патента: 2553
Опубликовано: 30.12.1998
Автор: Бломквист Гуннар
МПК: B29C 53/56, B29C 65/72, B29C 65/40...
Метки: сварочная, спирально, навиваемой, способ, изготовлении, выполнения, сварки, головка, трубы, способа
Текст:
...бруска, а также нижнюю сварочную зону с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы для выполнения внутреннего сварного шва. Отверстия для подачи горячего воздуха расположены в плугообразной скошенной передней части верхней и нижней сварочных зон, при этом каждое отверстие для подачи сварочной массы снабжено расточкой для изменения ширины наносимых порций сварочной массы. Воздушные отверстия соединены...
Передвижная выправочно-подбивочная машина
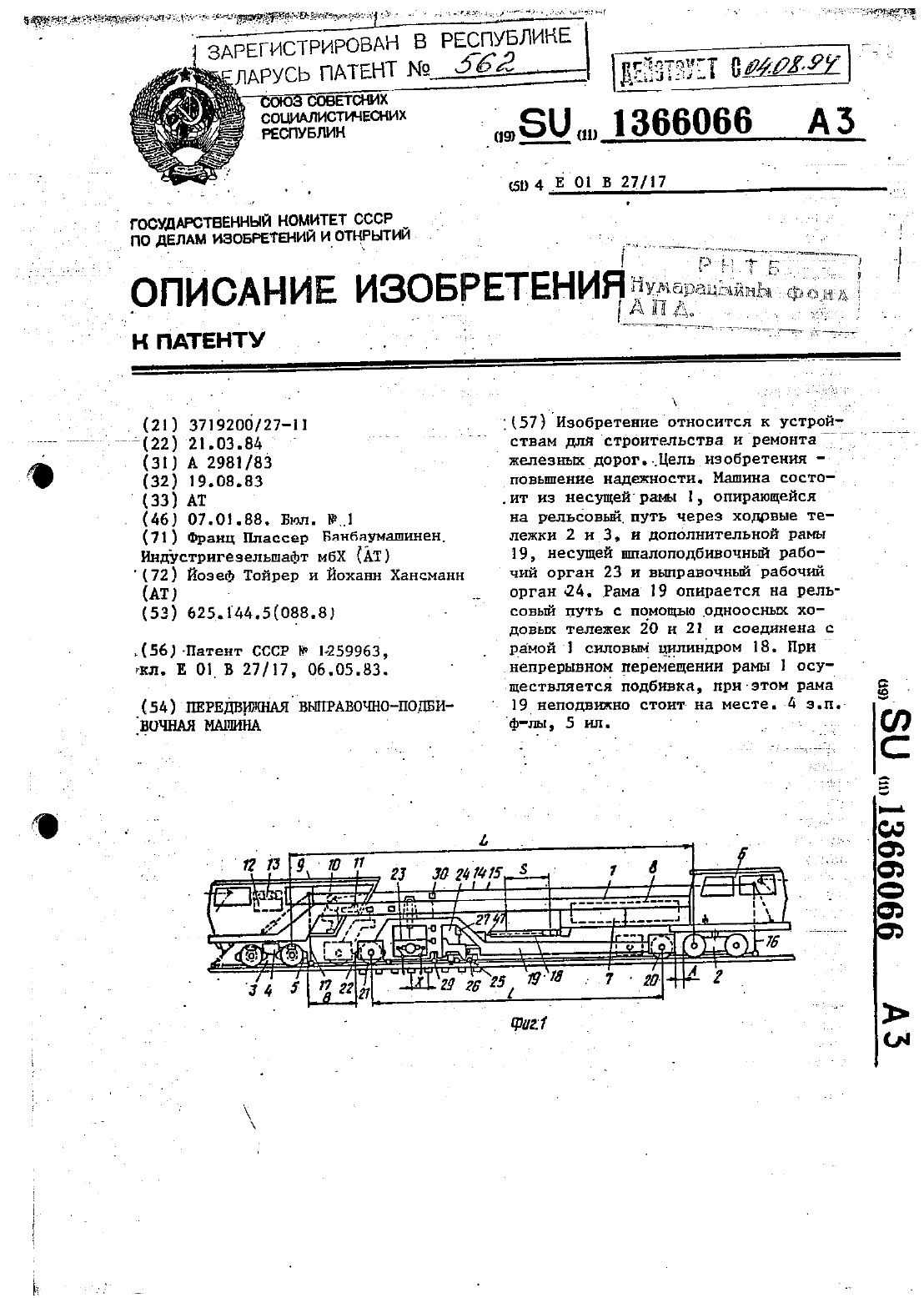
Номер патента: 562
Опубликовано: 30.06.1995
Авторы: Йоханн Хансманн, Йозеф Тойрер
МПК: E01B 27/17
Метки: выправочно-подбивочная, машина, передвижная
Текст:
...жен подиинаемый и спускаемый по нап- двигатель 32, ввшолненньй, например. равляющим приводом подъема шпалопод в виде многоцилиндрового дизельного бнвочный рабочи орган 23, перед двигателя, соедиенньй с ним генеКТ 0 Пым смонтированы выправочныйра- 55 ратор 33, гидравлический насос 34 с б 0 ЧН орган 24 сподъемными ролико . подключенным к нему ресивером 35 н выми захватами 25 и рихтовочнми ро- соединенный с двигателем 32 компреслнкнмн 25...
Машина Голубева В. И. с качающимся рабочим органом
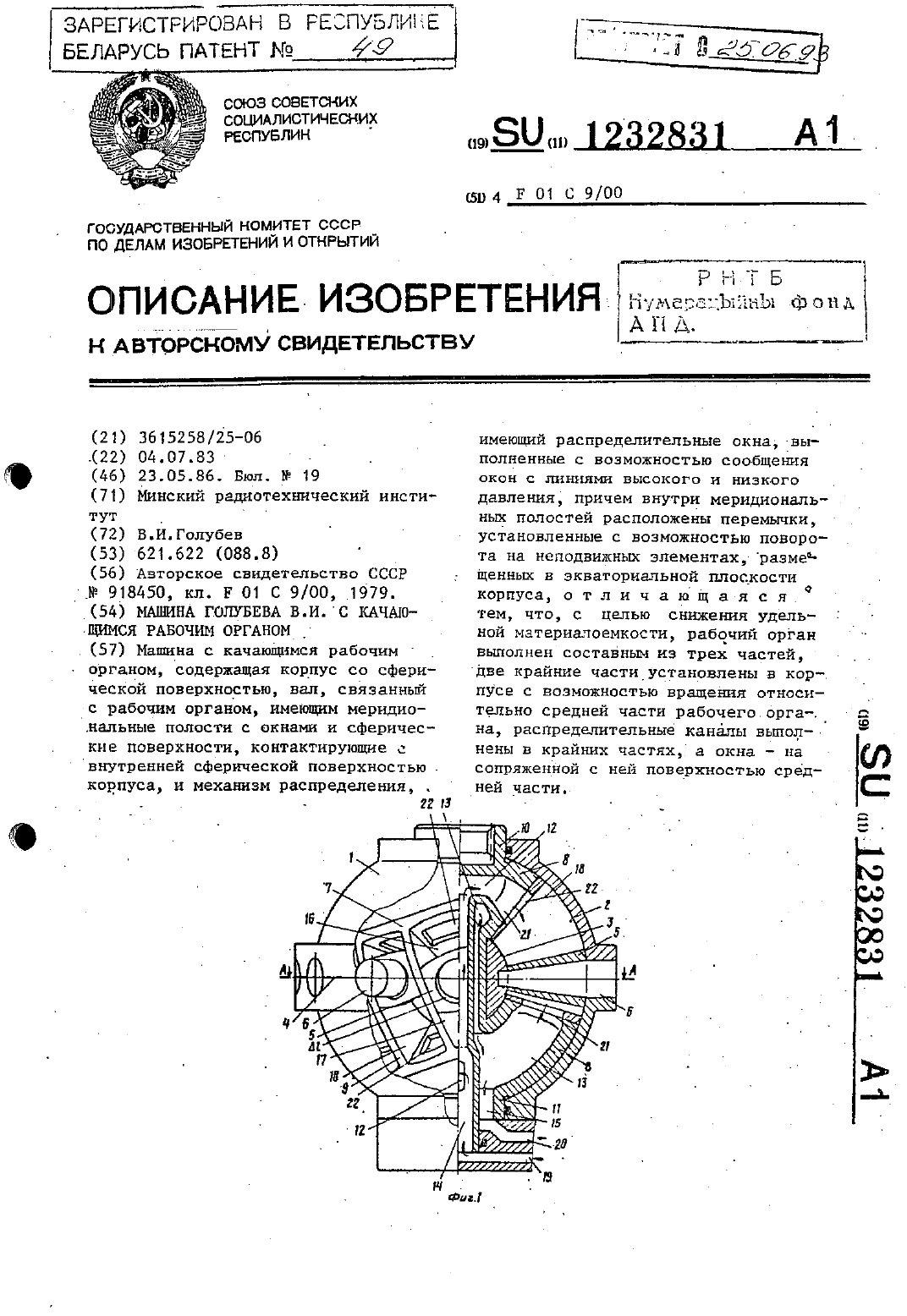
Номер патента: 49
Опубликовано: 30.05.1994
Автор: Голубев Владимир Иосифович
МПК: F01C 9/00
Метки: органом, качающимся, голубева, машина, рабочим
Текст:
...ЭЛЕМЕНТЕХ 6, выопненны в виде осей, закрепленны в корпусе. Машина содержит также рабочий орган 7, вьшолненны составным из трех частей, причем двецелое или жестко скреплены одна с другой и установлены в корпусе 1 с возможностью вращения относительно средней части 9. Крайние части 8 имеютпапфы 10 и 11, с помощью коточ рык он установлены в корпусе.В крайШСС ЧЗСТЯХ В БЬШОЛНЕНЫ РЗСПРЭДЕПН тельные каналы 12-15 для подвода и отвода...
Передвижная выправочно-подбивочно-отделочная машина
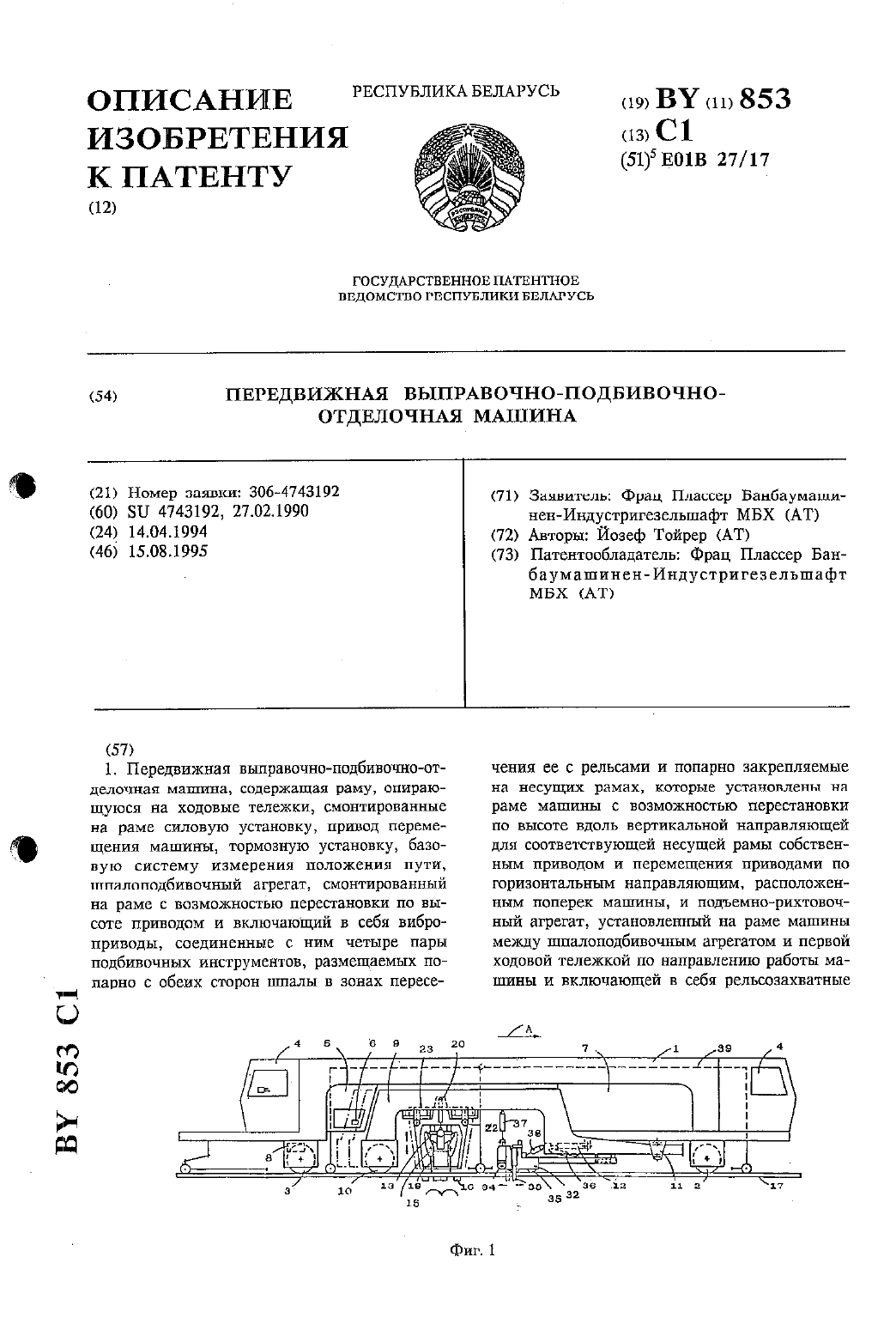
Номер патента: 853
Опубликовано: 15.08.1995
Автор: Иозеф Тойрер
МПК: E01B 27/17
Метки: передвижная, выправочно-подбивочно-отделочная, машина
Текст:
...относительно подбиваемых брусьев, стрелочных переводов и косо лежащих шпал.Цель изобретения повышение эффективности машины путемповышения точности ориентирования подбивочных инструментов относительно подбиваемой шпалы.Для достижения этой цели в подвижной выправочно-подбивоч ноотделочной машины, содержащей раму, опирающуюся на ходовые тележки, смонтированные на раме силовую установку, привод перемещения машины, тормозную установку,...
Предыдущий патент: Электронный цикло-реверсивный таймер
Следующий патент: Пространственный арматурный каркас
Случайный патент: Способ ликворофереза у больных с воспалительными демиелинизирующими полиневропатиями