Машина сварочная ультразвуковая
Номер патента: U 668
Опубликовано: 30.09.2002
Авторы: Савицкий Анатолий Васильевич, Лысенок Иосиф Иосифович, Кацебо Евгений Васильевич, Мартыненко Александр Владимирович
Текст
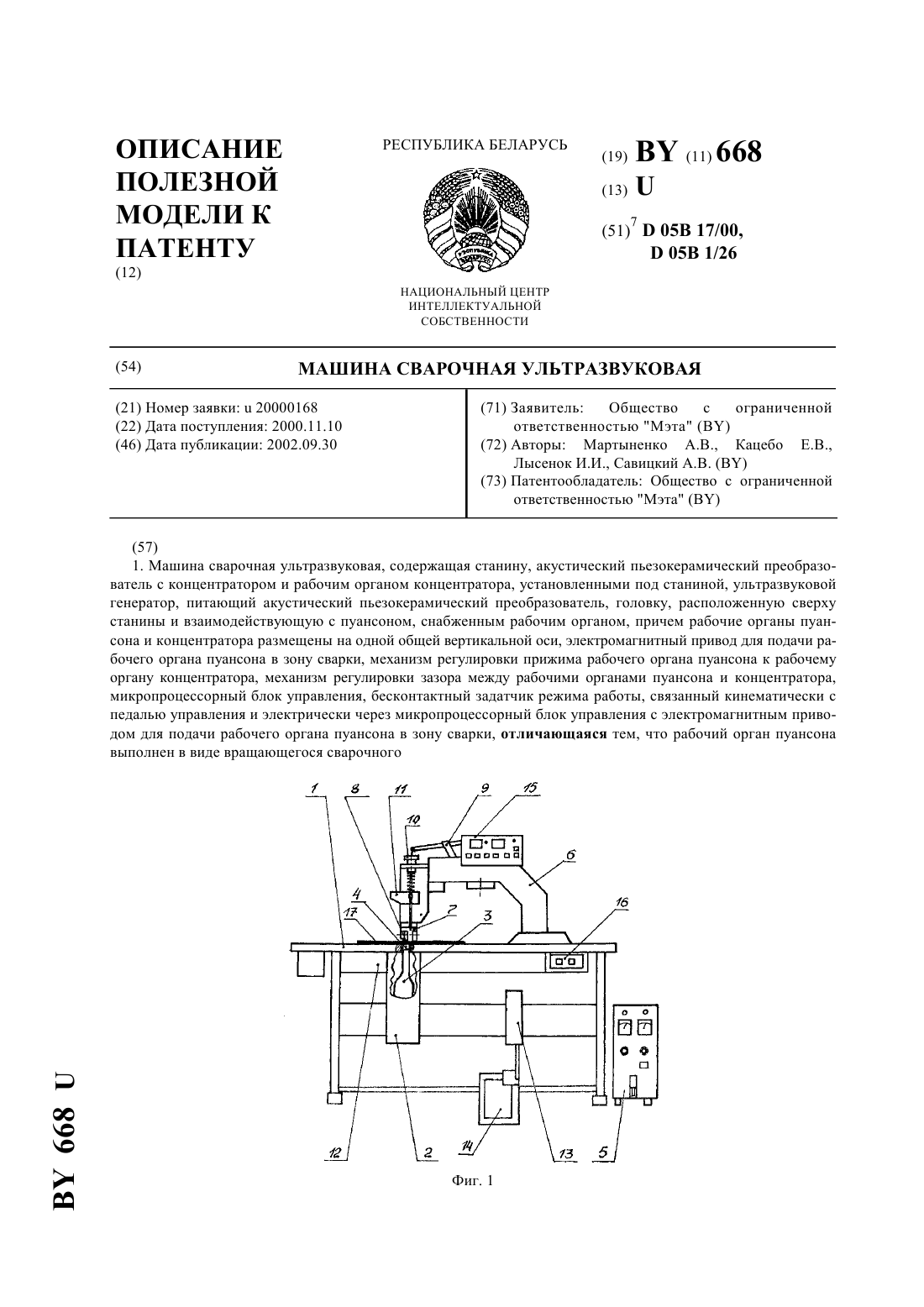
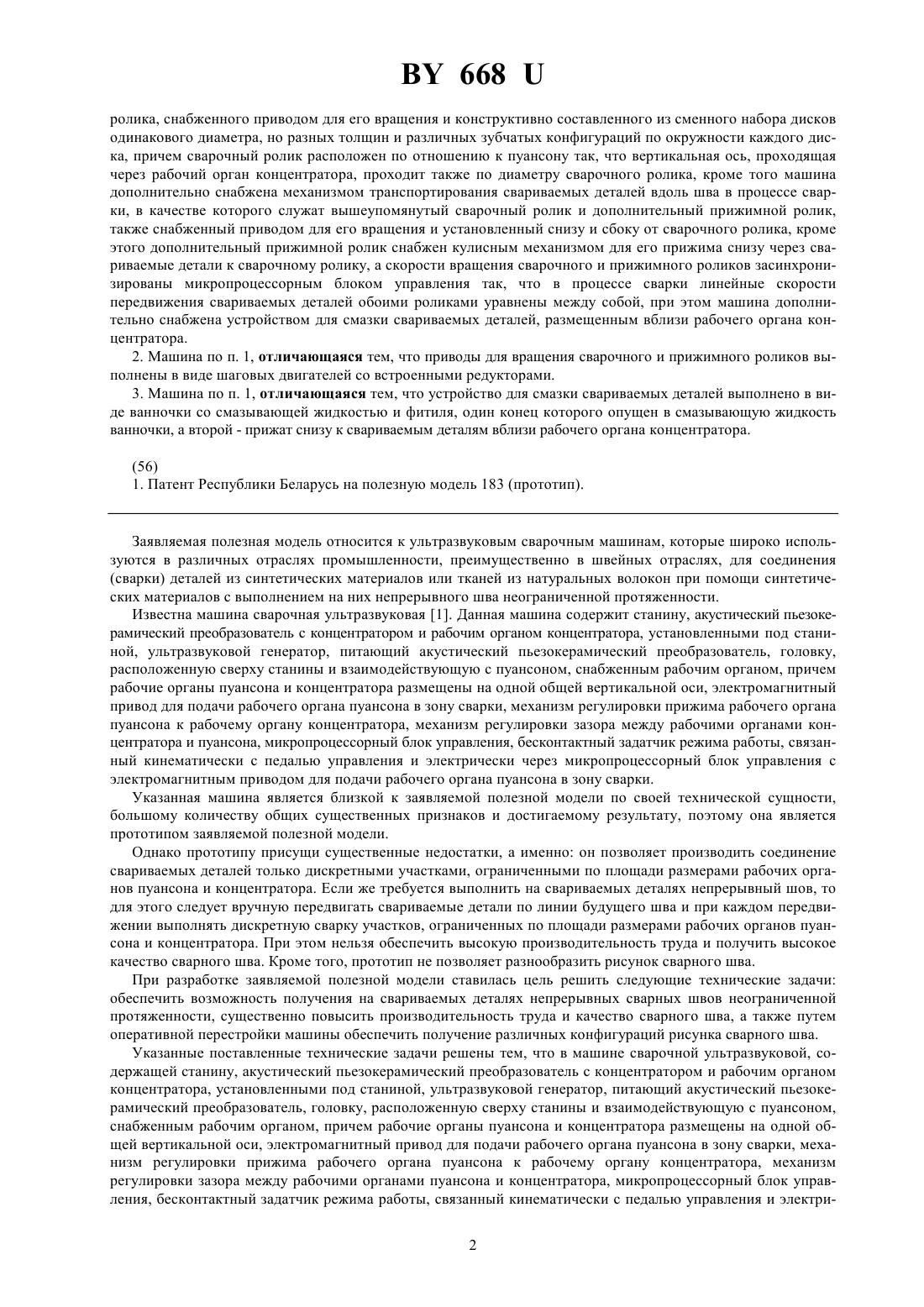
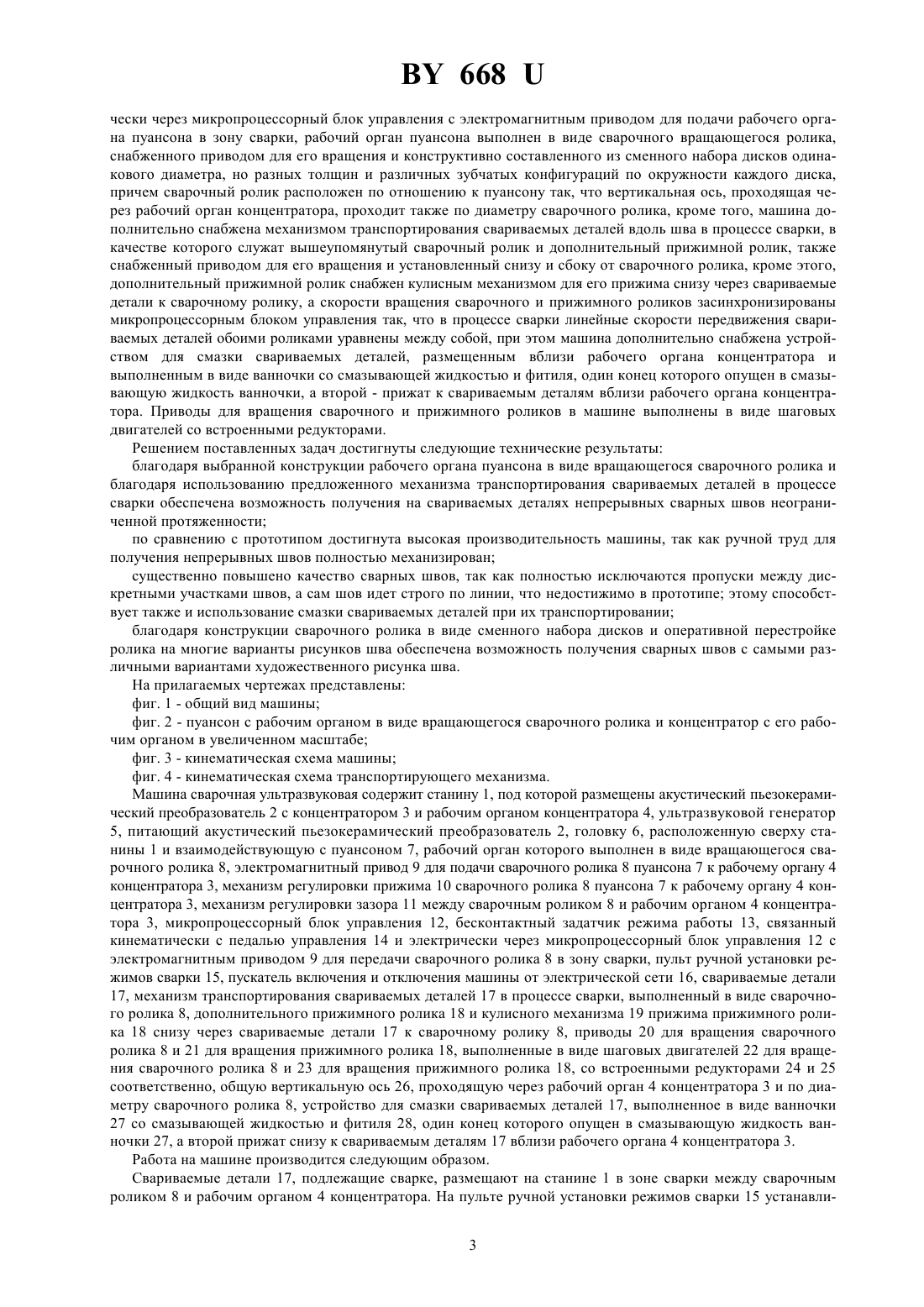
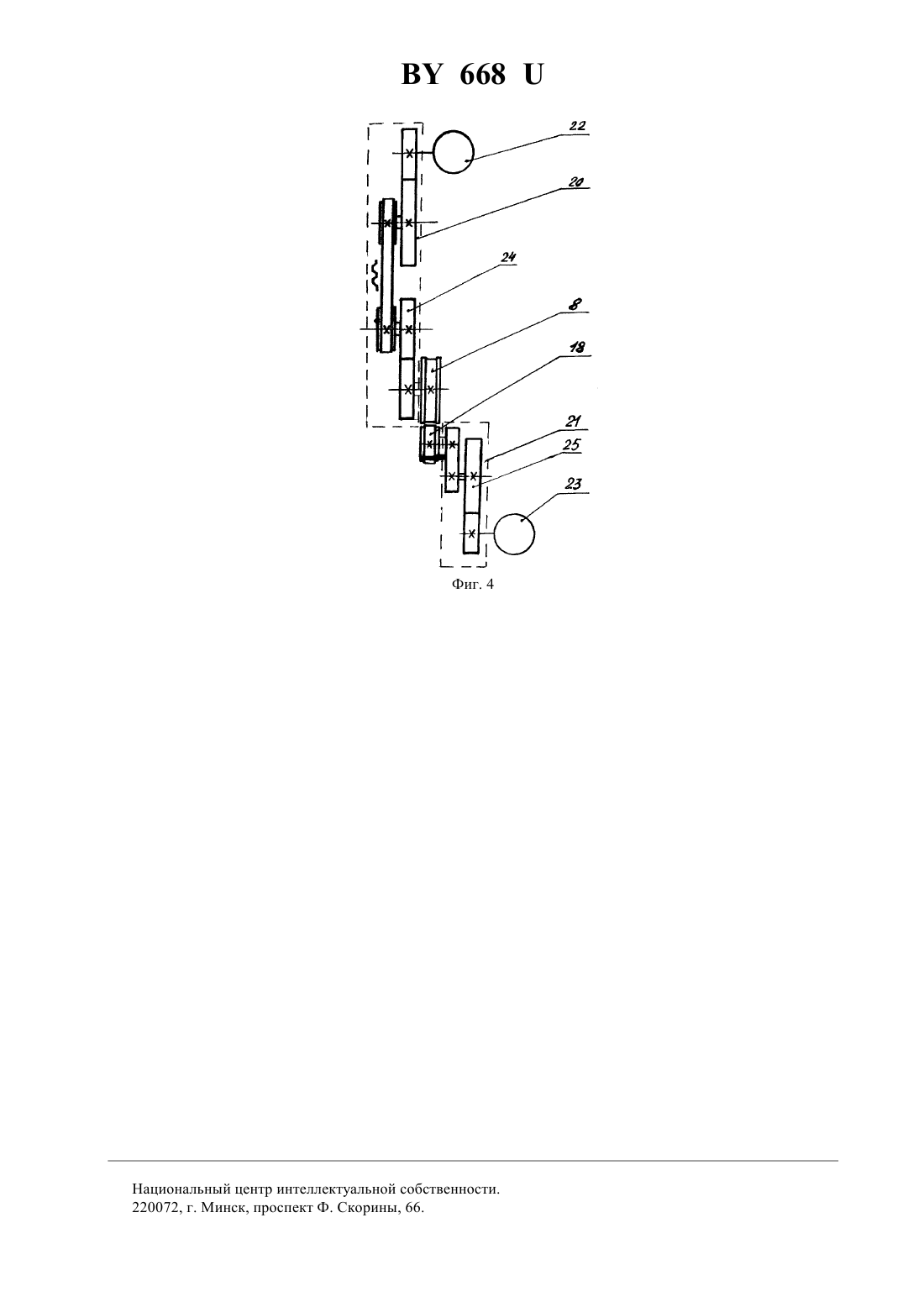
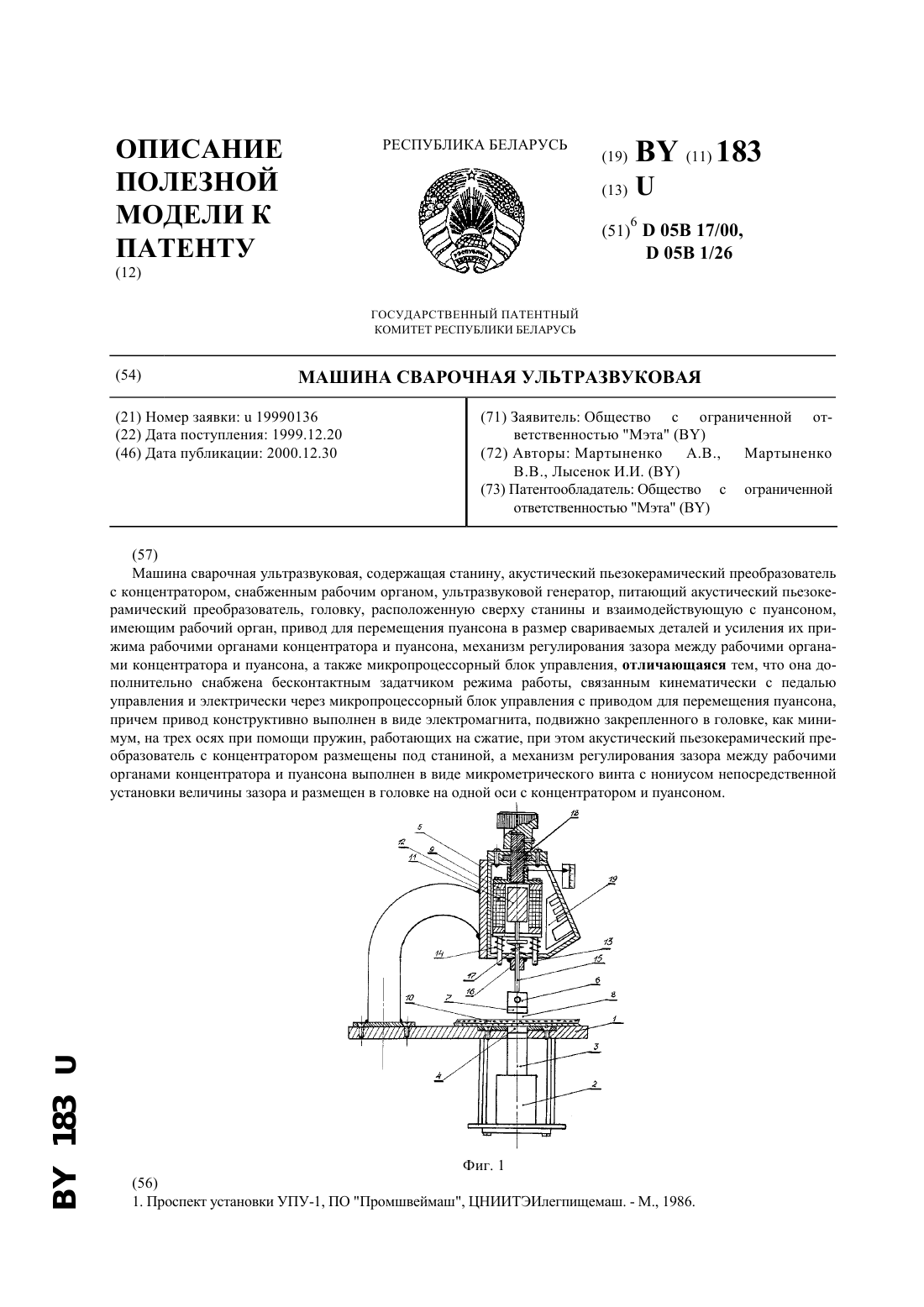
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(57) 1. Машина сварочная ультразвуковая, содержащая станину, акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора, установленными под станиной, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном, снабженным рабочим органом, причем рабочие органы пуансона и концентратора размещены на одной общей вертикальной оси, электромагнитный привод для подачи рабочего органа пуансона в зону сварки, механизм регулировки прижима рабочего органа пуансона к рабочему органу концентратора, механизм регулировки зазора между рабочими органами пуансона и концентратора,микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электрически через микропроцессорный блок управления с электромагнитным приводом для подачи рабочего органа пуансона в зону сварки, отличающаяся тем, что рабочий орган пуансона выполнен в виде вращающегося сварочного 668 ролика, снабженного приводом для его вращения и конструктивно составленного из сменного набора дисков одинакового диаметра, но разных толщин и различных зубчатых конфигураций по окружности каждого диска, причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и дополнительный прижимной ролик,также снабженный приводом для его вращения и установленный снизу и сбоку от сварочного ролика, кроме этого дополнительный прижимной ролик снабжен кулисным механизмом для его прижима снизу через свариваемые детали к сварочному ролику, а скорости вращения сварочного и прижимного роликов засинхронизированы микропроцессорным блоком управления так, что в процессе сварки линейные скорости передвижения свариваемых деталей обоими роликами уравнены между собой, при этом машина дополнительно снабжена устройством для смазки свариваемых деталей, размещенным вблизи рабочего органа концентратора. 2. Машина по п. 1, отличающаяся тем, что приводы для вращения сварочного и прижимного роликов выполнены в виде шаговых двигателей со встроенными редукторами. 3. Машина по п. 1, отличающаяся тем, что устройство для смазки свариваемых деталей выполнено в виде ванночки со смазывающей жидкостью и фитиля, один конец которого опущен в смазывающую жидкость ванночки, а второй - прижат снизу к свариваемым деталям вблизи рабочего органа концентратора.(56) 1. Патент Республики Беларусь на полезную модель 183 (прототип). Заявляемая полезная модель относится к ультразвуковым сварочным машинам, которые широко используются в различных отраслях промышленности, преимущественно в швейных отраслях, для соединения(сварки) деталей из синтетических материалов или тканей из натуральных волокон при помощи синтетических материалов с выполнением на них непрерывного шва неограниченной протяженности. Известна машина сварочная ультразвуковая 1. Данная машина содержит станину, акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора, установленными под станиной, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку,расположенную сверху станины и взаимодействующую с пуансоном, снабженным рабочим органом, причем рабочие органы пуансона и концентратора размещены на одной общей вертикальной оси, электромагнитный привод для подачи рабочего органа пуансона в зону сварки, механизм регулировки прижима рабочего органа пуансона к рабочему органу концентратора, механизм регулировки зазора между рабочими органами концентратора и пуансона, микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электрически через микропроцессорный блок управления с электромагнитным приводом для подачи рабочего органа пуансона в зону сварки. Указанная машина является близкой к заявляемой полезной модели по своей технической сущности,большому количеству общих существенных признаков и достигаемому результату, поэтому она является прототипом заявляемой полезной модели. Однако прототипу присущи существенные недостатки, а именно он позволяет производить соединение свариваемых деталей только дискретными участками, ограниченными по площади размерами рабочих органов пуансона и концентратора. Если же требуется выполнить на свариваемых деталях непрерывный шов, то для этого следует вручную передвигать свариваемые детали по линии будущего шва и при каждом передвижении выполнять дискретную сварку участков, ограниченных по площади размерами рабочих органов пуансона и концентратора. При этом нельзя обеспечить высокую производительность труда и получить высокое качество сварного шва. Кроме того, прототип не позволяет разнообразить рисунок сварного шва. При разработке заявляемой полезной модели ставилась цель решить следующие технические задачи обеспечить возможность получения на свариваемых деталях непрерывных сварных швов неограниченной протяженности, существенно повысить производительность труда и качество сварного шва, а также путем оперативной перестройки машины обеспечить получение различных конфигураций рисунка сварного шва. Указанные поставленные технические задачи решены тем, что в машине сварочной ультразвуковой, содержащей станину, акустический пьезокерамический преобразователь с концентратором и рабочим органом концентратора, установленными под станиной, ультразвуковой генератор, питающий акустический пьезокерамический преобразователь, головку, расположенную сверху станины и взаимодействующую с пуансоном,снабженным рабочим органом, причем рабочие органы пуансона и концентратора размещены на одной общей вертикальной оси, электромагнитный привод для подачи рабочего органа пуансона в зону сварки, механизм регулировки прижима рабочего органа пуансона к рабочему органу концентратора, механизм регулировки зазора между рабочими органами пуансона и концентратора, микропроцессорный блок управления, бесконтактный задатчик режима работы, связанный кинематически с педалью управления и электри 2 668 чески через микропроцессорный блок управления с электромагнитным приводом для подачи рабочего органа пуансона в зону сварки, рабочий орган пуансона выполнен в виде сварочного вращающегося ролика,снабженного приводом для его вращения и конструктивно составленного из сменного набора дисков одинакового диаметра, но разных толщин и различных зубчатых конфигураций по окружности каждого диска,причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того, машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и дополнительный прижимной ролик, также снабженный приводом для его вращения и установленный снизу и сбоку от сварочного ролика, кроме этого,дополнительный прижимной ролик снабжен кулисным механизмом для его прижима снизу через свариваемые детали к сварочному ролику, а скорости вращения сварочного и прижимного роликов засинхронизированы микропроцессорным блоком управления так, что в процессе сварки линейные скорости передвижения свариваемых деталей обоими роликами уравнены между собой, при этом машина дополнительно снабжена устройством для смазки свариваемых деталей, размещенным вблизи рабочего органа концентратора и выполненным в виде ванночки со смазывающей жидкостью и фитиля, один конец которого опущен в смазывающую жидкость ванночки, а второй - прижат к свариваемым деталям вблизи рабочего органа концентратора. Приводы для вращения сварочного и прижимного роликов в машине выполнены в виде шаговых двигателей со встроенными редукторами. Решением поставленных задач достигнуты следующие технические результаты благодаря выбранной конструкции рабочего органа пуансона в виде вращающегося сварочного ролика и благодаря использованию предложенного механизма транспортирования свариваемых деталей в процессе сварки обеспечена возможность получения на свариваемых деталях непрерывных сварных швов неограниченной протяженности по сравнению с прототипом достигнута высокая производительность машины, так как ручной труд для получения непрерывных швов полностью механизирован существенно повышено качество сварных швов, так как полностью исключаются пропуски между дискретными участками швов, а сам шов идет строго по линии, что недостижимо в прототипе этому способствует также и использование смазки свариваемых деталей при их транспортировании благодаря конструкции сварочного ролика в виде сменного набора дисков и оперативной перестройке ролика на многие варианты рисунков шва обеспечена возможность получения сварных швов с самыми различными вариантами художественного рисунка шва. На прилагаемых чертежах представлены фиг. 1 - общий вид машины фиг. 2 - пуансон с рабочим органом в виде вращающегося сварочного ролика и концентратор с его рабочим органом в увеличенном масштабе фиг. 3 - кинематическая схема машины фиг. 4 - кинематическая схема транспортирующего механизма. Машина сварочная ультразвуковая содержит станину 1, под которой размещены акустический пьезокерамический преобразователь 2 с концентратором 3 и рабочим органом концентратора 4, ультразвуковой генератор 5, питающий акустический пьезокерамический преобразователь 2, головку 6, расположенную сверху станины 1 и взаимодействующую с пуансоном 7, рабочий орган которого выполнен в виде вращающегося сварочного ролика 8, электромагнитный привод 9 для подачи сварочного ролика 8 пуансона 7 к рабочему органу 4 концентратора 3, механизм регулировки прижима 10 сварочного ролика 8 пуансона 7 к рабочему органу 4 концентратора 3, механизм регулировки зазора 11 между сварочным роликом 8 и рабочим органом 4 концентратора 3, микропроцессорный блок управления 12, бесконтактный задатчик режима работы 13, связанный кинематически с педалью управления 14 и электрически через микропроцессорный блок управления 12 с электромагнитным приводом 9 для передачи сварочного ролика 8 в зону сварки, пульт ручной установки режимов сварки 15, пускатель включения и отключения машины от электрической сети 16, свариваемые детали 17, механизм транспортирования свариваемых деталей 17 в процессе сварки, выполненный в виде сварочного ролика 8, дополнительного прижимного ролика 18 и кулисного механизма 19 прижима прижимного ролика 18 снизу через свариваемые детали 17 к сварочному ролику 8, приводы 20 для вращения сварочного ролика 8 и 21 для вращения прижимного ролика 18, выполненные в виде шаговых двигателей 22 для вращения сварочного ролика 8 и 23 для вращения прижимного ролика 18, со встроенными редукторами 24 и 25 соответственно, общую вертикальную ось 26, проходящую через рабочий орган 4 концентратора 3 и по диаметру сварочного ролика 8, устройство для смазки свариваемых деталей 17, выполненное в виде ванночки 27 со смазывающей жидкостью и фитиля 28, один конец которого опущен в смазывающую жидкость ванночки 27, а второй прижат снизу к свариваемым деталям 17 вблизи рабочего органа 4 концентратора 3. Работа на машине производится следующим образом. Свариваемые детали 17, подлежащие сварке, размещают на станине 1 в зоне сварки между сварочным роликом 8 и рабочим органом 4 концентратора. На пульте ручной установки режимов сварки 15 устанавли 3 668 вают следующие параметры усилие прижима свариваемых деталей 17, усилие прижима сварочного ролика 8, мощность ультразвукового генератора 5, амплитуду ультразвуковых колебаний, давление сварочного ролика 8 на свариваемые детали 17, установку величины зазора для заданного типа свариваемых деталей 17,усилие прижима прижимного ролика 18, а также необходимую скорость транспортирования свариваемых деталей 17. Пускатель 16 включает машину в электрическую сеть. Далее нажимают на педаль управления 14 пяткой ноги (положение педали управления 1). В этом положении педали 14 поднимается сварочный ролик 8, что позволяет расположить свариваемые детали 17 на месте начала свариваемого шва. Затем отпускают педаль управления 14 в исходное положение (положение 0), при котором сварочный ролик 8 опускается и зажимает свариваемые детали 17 с усилием прижима, величина которого была установлена на пульте 15. Далее нажимают на педаль управления 14 носком ноги (положение 2 педали 14). В этом положении педали 14 дается команда на сварку, т.е. микропроцессорный блок управления 12 включает ультразвуковой генератор 5 и приводы 20 и 21 сварочного ролика 8 и прижимного ролика 18 соответственно. При этом начинается процесс сварки со скоростью, запрограммированной пультом ручной установки режимов сварки 15. Одновременно с началом сварки происходит контакт фитиля 28 устройства для смазки с нижним слоем свариваемых деталей 17. По окончании сварки педаль управления 14 переводят в положение 0 (исходное нейтральной положение),при этом выключается ультразвуковой генератор 5 и приводы 20 и 21 транспортирующего устройства, сварка прекращается. Для перестройки машины на другой рисунок шва снимают сварочный ролик 8, разбирают его и вновь собирают уже с другим набором дисков. Эта операция занимает не более 1-2 минут. Заявляемая полезная модель может быть легко изготовлена на любом предприятии, имеющем промышленное оборудование, с оптимальными затратами производства и использована по своему прямому назначению. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: D05B 17/00, D05B 1/26
Метки: машина, сварочная, ультразвуковая
Код ссылки
<a href="https://by.patents.su/5-u668-mashina-svarochnaya-ultrazvukovaya.html" rel="bookmark" title="База патентов Беларуси">Машина сварочная ультразвуковая</a>
Машина сварочная ультразвуковая
Номер патента: U 183
Опубликовано: 30.12.2000
Авторы: Лысенок Иосиф Иосифович, Мартыненко Александр Владимирович, Мартыненко Владимир Владимирович
МПК: D05B 17/00, D05B 1/26
Метки: сварочная, ультразвуковая, машина
Текст:
...блок управления, дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона, причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с...
Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Столович Александр Юрьевич, Дубовский Александр Семенович, Боровицкий Игорь Константинович, Нагаев Борис Петрович
МПК: B21F 27/10
Метки: изготовления, машина, сварочная, плоских, сеток, каркасов, проволочных
Текст:
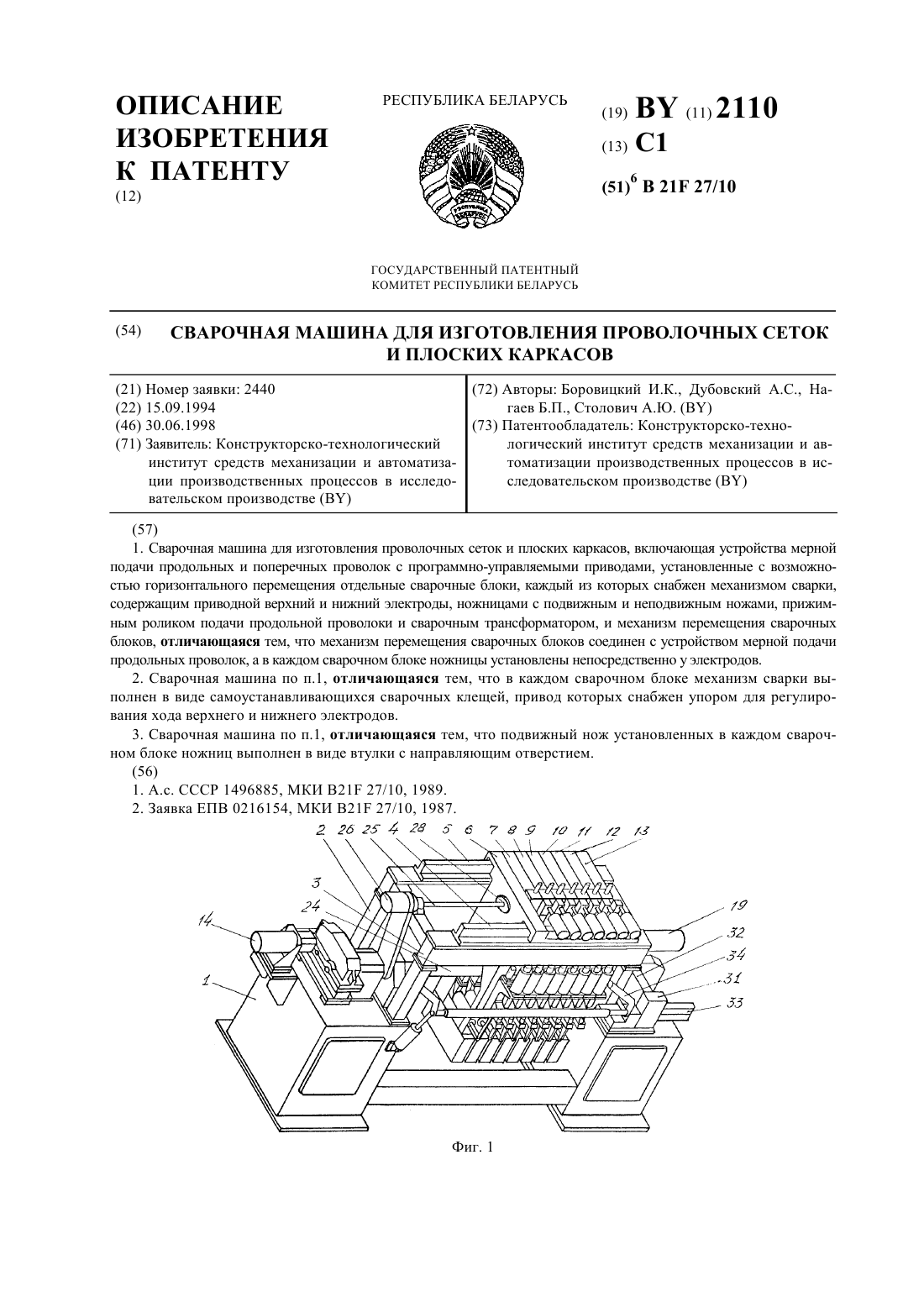
...по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично...
Способ сварки при изготовлении спирально навиваемой трубы и сварочная головка для выполнения способа
Номер патента: 2553
Опубликовано: 30.12.1998
Автор: Бломквист Гуннар
МПК: B29C 53/56, B29C 65/40, B29C 65/72...
Метки: изготовлении, спирально, сварочная, сварки, способ, навиваемой, трубы, выполнения, способа, головка
Текст:
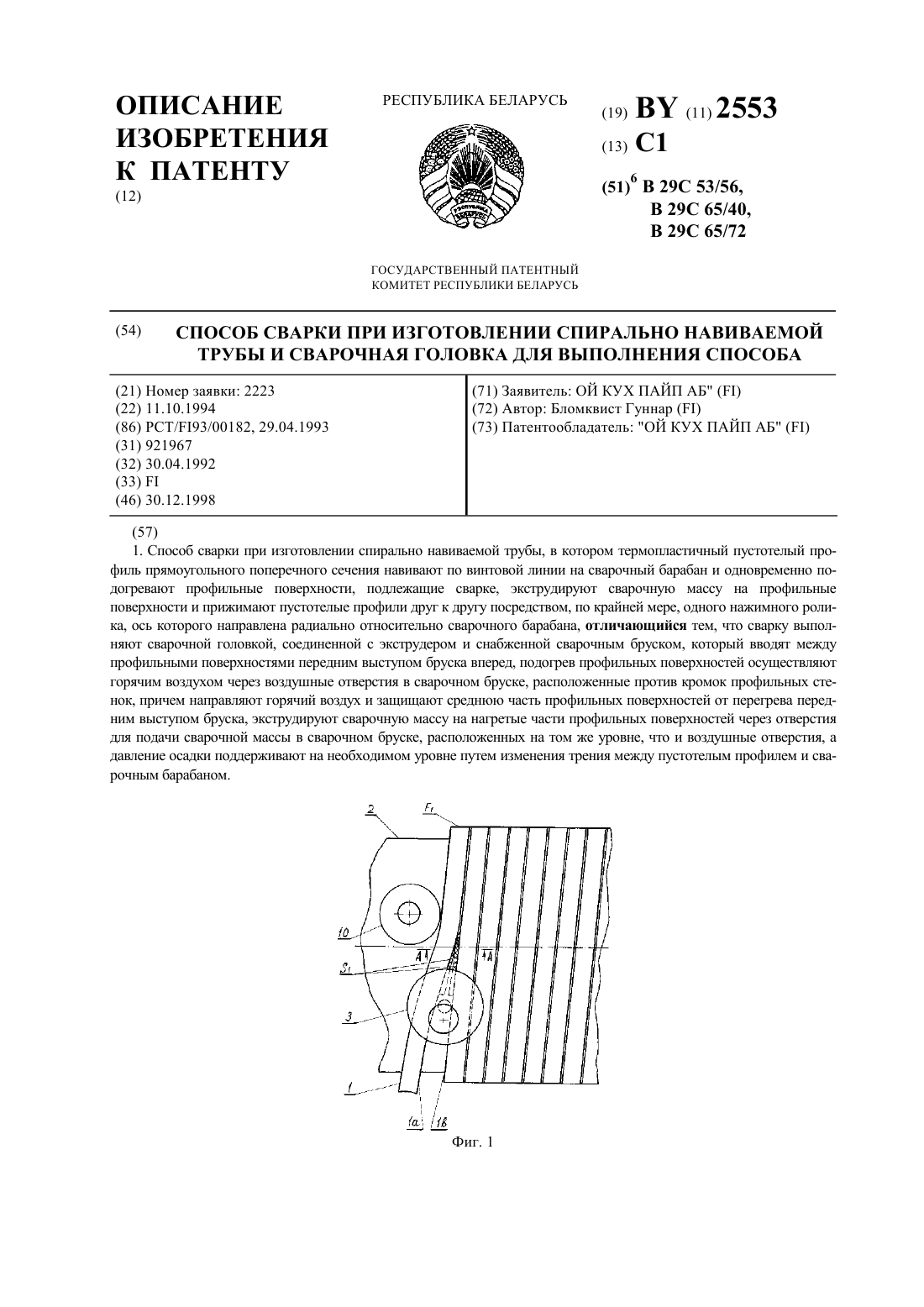
...бруска, а также нижнюю сварочную зону с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы для выполнения внутреннего сварного шва. Отверстия для подачи горячего воздуха расположены в плугообразной скошенной передней части верхней и нижней сварочных зон, при этом каждое отверстие для подачи сварочной массы снабжено расточкой для изменения ширины наносимых порций сварочной массы. Воздушные отверстия соединены...
Машина Голубева В. И. с качающимся рабочим органом
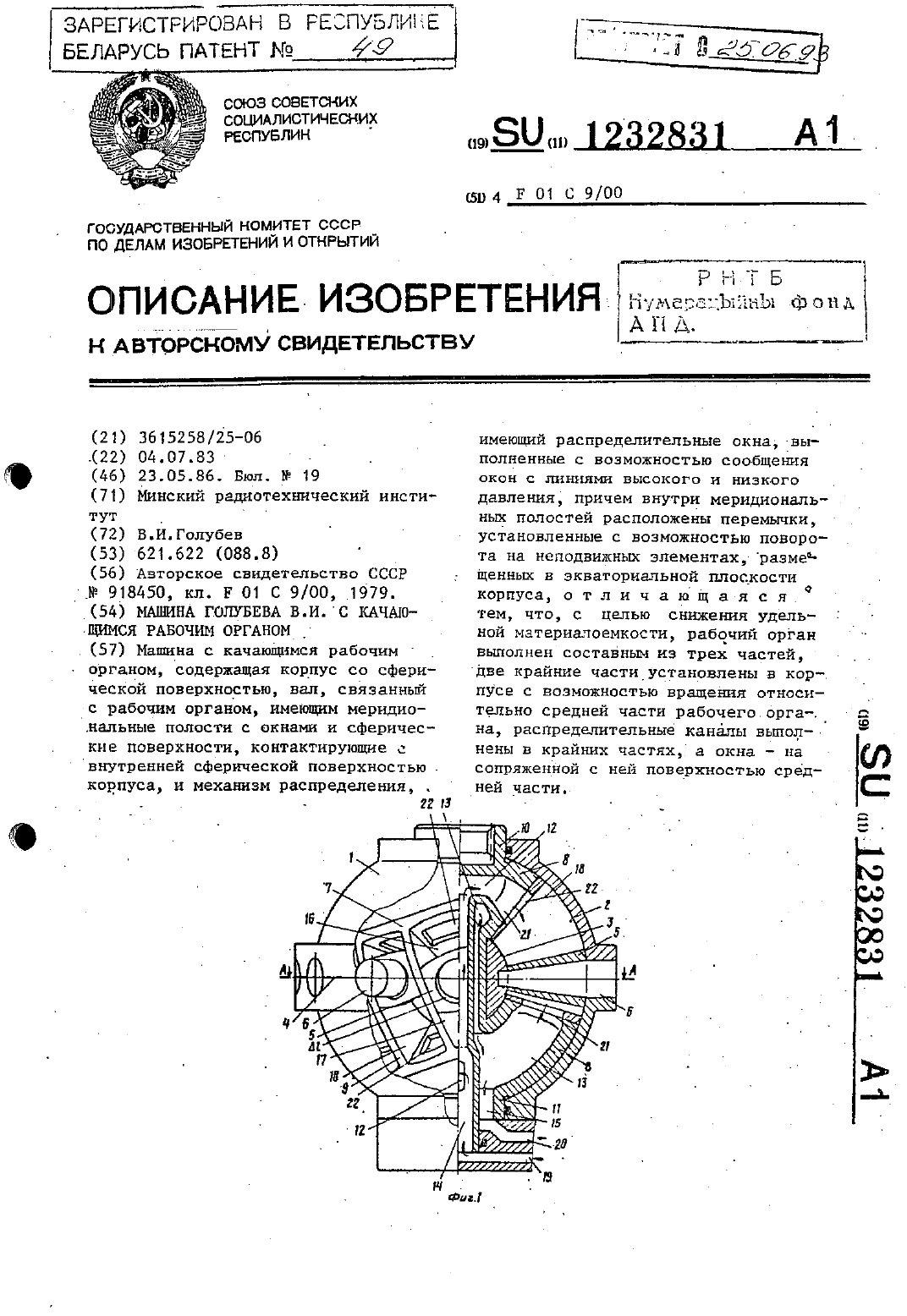
Номер патента: 49
Опубликовано: 30.05.1994
Автор: Голубев Владимир Иосифович
МПК: F01C 9/00
Метки: органом, рабочим, качающимся, машина, голубева
Текст:
...ЭЛЕМЕНТЕХ 6, выопненны в виде осей, закрепленны в корпусе. Машина содержит также рабочий орган 7, вьшолненны составным из трех частей, причем двецелое или жестко скреплены одна с другой и установлены в корпусе 1 с возможностью вращения относительно средней части 9. Крайние части 8 имеютпапфы 10 и 11, с помощью коточ рык он установлены в корпусе.В крайШСС ЧЗСТЯХ В БЬШОЛНЕНЫ РЗСПРЭДЕПН тельные каналы 12-15 для подвода и отвода...
Двухкоординатная поворотная машина Голубева В. И.
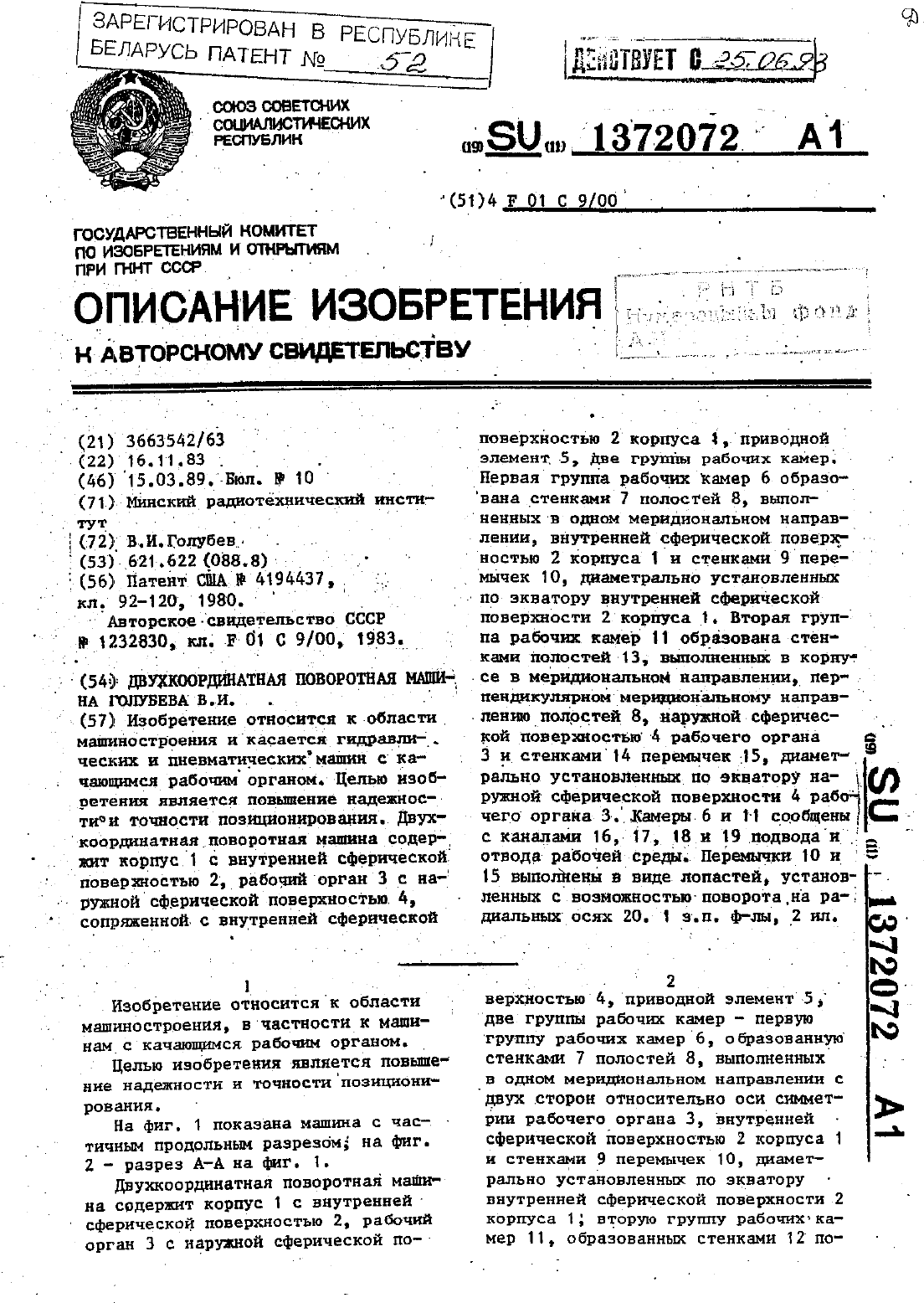
Номер патента: 52
Опубликовано: 30.09.1994
Автор: Голубев Владимир Иосифович
МПК: F01C 9/00
Метки: голубева, машина, поворотная, двухкоординатная
Текст:
...органа 3 н стенками 14 перемычек 15, диаметрально установленны по экватору наружной сферической поверхности 4 рабочего органа 3, каналы 16419 подвода и от вода рабочей среды. Перемычки 10 н15 могут быть выполнены в виделопастей, установленных с возможностью поворота на радиальных осях 20.Двухкоординатная поворотная машина работает,например, в качестве гидродвигателя следующм образом.При сообщении каналов 16 и 17 по.очередно со сливом и...
Предыдущий патент: Маркер
Следующий патент: Роторный снегоочиститель
Случайный патент: Железнодорожный маяк и способ его изготовления