Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 4653
Опубликовано: 30.09.2002
Авторы: Ногаев Борис Петрович, Рагунович Сергей Петрович, Шелег Валерий Константинович
Текст
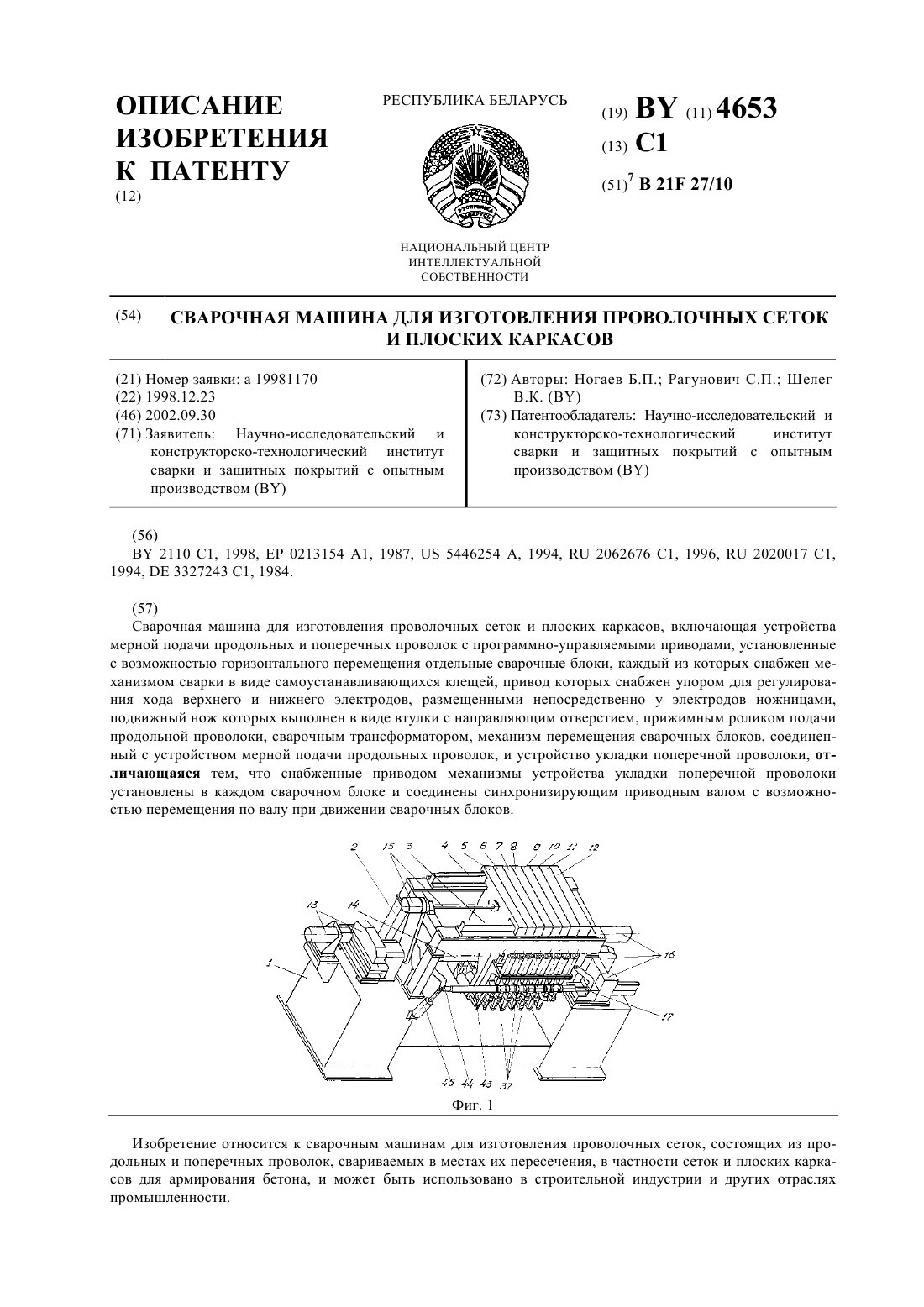
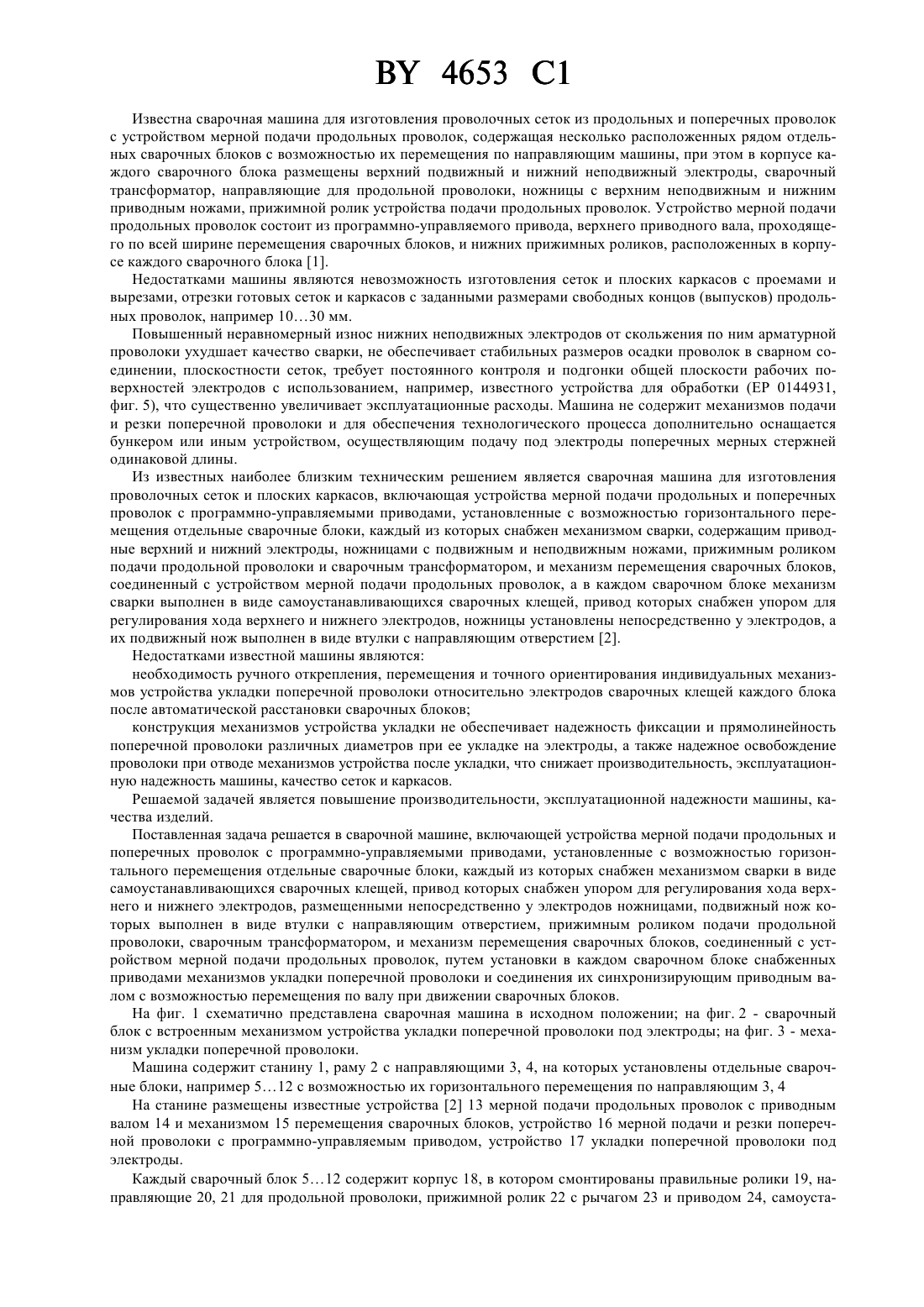
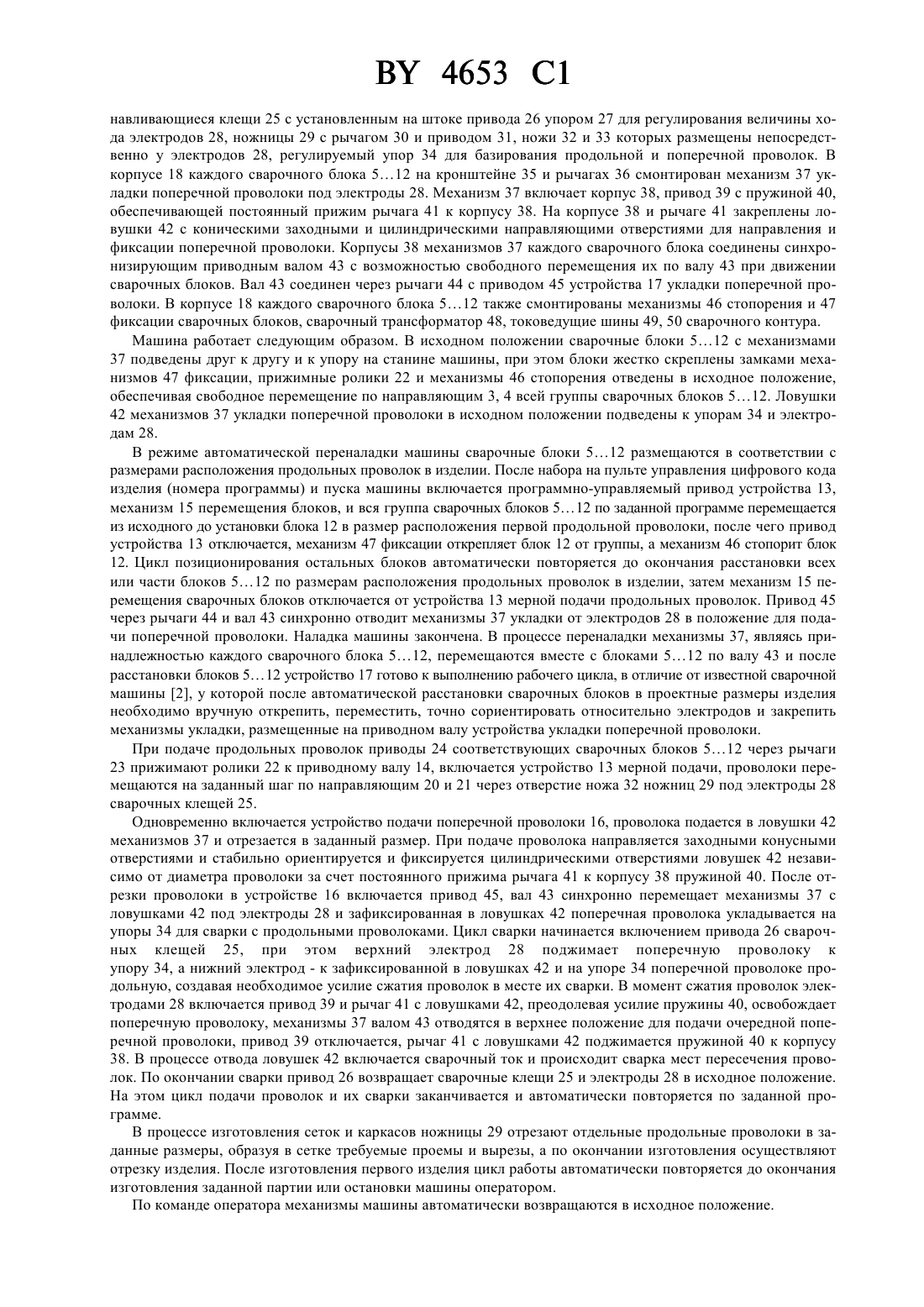
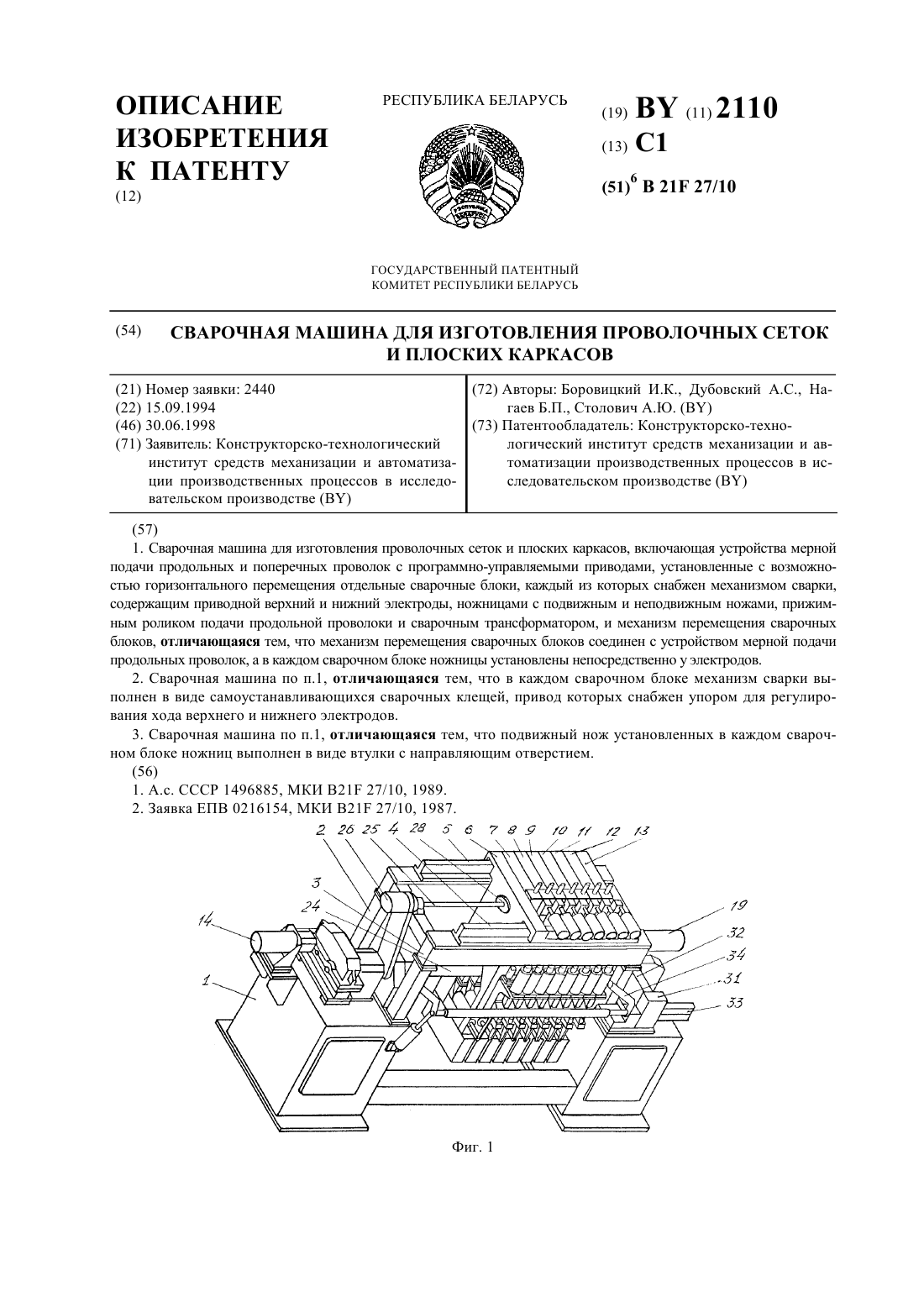
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СВАРОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СЕТОК И ПЛОСКИХ КАРКАСОВ(57) Сварочная машина для изготовления проволочных сеток и плоских каркасов, включающая устройства мерной подачи продольных и поперечных проволок с программно-управляемыми приводами, установленные с возможностью горизонтального перемещения отдельные сварочные блоки, каждый из которых снабжен механизмом сварки в виде самоустанавливающихся клещей, привод которых снабжен упором для регулирования хода верхнего и нижнего электродов, размещенными непосредственно у электродов ножницами,подвижный нож которых выполнен в виде втулки с направляющим отверстием, прижимным роликом подачи продольной проволоки, сварочным трансформатором, механизм перемещения сварочных блоков, соединенный с устройством мерной подачи продольных проволок, и устройство укладки поперечной проволоки, отличающаяся тем, что снабженные приводом механизмы устройства укладки поперечной проволоки установлены в каждом сварочном блоке и соединены синхронизирующим приводным валом с возможностью перемещения по валу при движении сварочных блоков. Фиг. 1 Изобретение относится к сварочным машинам для изготовления проволочных сеток, состоящих из продольных и поперечных проволок, свариваемых в местах их пересечения, в частности сеток и плоских каркасов для армирования бетона, и может быть использовано в строительной индустрии и других отраслях промышленности. 4653 1 Известна сварочная машина для изготовления проволочных сеток из продольных и поперечных проволок с устройством мерной подачи продольных проволок, содержащая несколько расположенных рядом отдельных сварочных блоков с возможностью их перемещения по направляющим машины, при этом в корпусе каждого сварочного блока размещены верхний подвижный и нижний неподвижный электроды, сварочный трансформатор, направляющие для продольной проволоки, ножницы с верхним неподвижным и нижним приводным ножами, прижимной ролик устройства подачи продольных проволок. Устройство мерной подачи продольных проволок состоит из программно-управляемого привода, верхнего приводного вала, проходящего по всей ширине перемещения сварочных блоков, и нижних прижимных роликов, расположенных в корпусе каждого сварочного блока 1. Недостатками машины являются невозможность изготовления сеток и плоских каркасов с проемами и вырезами, отрезки готовых сеток и каркасов с заданными размерами свободных концов (выпусков) продольных проволок, например 1030 мм. Повышенный неравномерный износ нижних неподвижных электродов от скольжения по ним арматурной проволоки ухудшает качество сварки, не обеспечивает стабильных размеров осадки проволок в сварном соединении, плоскостности сеток, требует постоянного контроля и подгонки общей плоскости рабочих поверхностей электродов с использованием, например, известного устройства для обработки (ЕР 0144931,фиг. 5), что существенно увеличивает эксплуатационные расходы. Машина не содержит механизмов подачи и резки поперечной проволоки и для обеспечения технологического процесса дополнительно оснащается бункером или иным устройством, осуществляющим подачу под электроды поперечных мерных стержней одинаковой длины. Из известных наиболее близким техническим решением является сварочная машина для изготовления проволочных сеток и плоских каркасов, включающая устройства мерной подачи продольных и поперечных проволок с программно-управляемыми приводами, установленные с возможностью горизонтального перемещения отдельные сварочные блоки, каждый из которых снабжен механизмом сварки, содержащим приводные верхний и нижний электроды, ножницами с подвижным и неподвижным ножами, прижимным роликом подачи продольной проволоки и сварочным трансформатором, и механизм перемещения сварочных блоков,соединенный с устройством мерной подачи продольных проволок, а в каждом сварочном блоке механизм сварки выполнен в виде самоустанавливающихся сварочных клещей, привод которых снабжен упором для регулирования хода верхнего и нижнего электродов, ножницы установлены непосредственно у электродов, а их подвижный нож выполнен в виде втулки с направляющим отверстием 2. Недостатками известной машины являются необходимость ручного открепления, перемещения и точного ориентирования индивидуальных механизмов устройства укладки поперечной проволоки относительно электродов сварочных клещей каждого блока после автоматической расстановки сварочных блоков конструкция механизмов устройства укладки не обеспечивает надежность фиксации и прямолинейность поперечной проволоки различных диаметров при ее укладке на электроды, а также надежное освобождение проволоки при отводе механизмов устройства после укладки, что снижает производительность, эксплуатационную надежность машины, качество сеток и каркасов. Решаемой задачей является повышение производительности, эксплуатационной надежности машины, качества изделий. Поставленная задача решается в сварочной машине, включающей устройства мерной подачи продольных и поперечных проволок с программно-управляемыми приводами, установленные с возможностью горизонтального перемещения отдельные сварочные блоки, каждый из которых снабжен механизмом сварки в виде самоустанавливающихся сварочных клещей, привод которых снабжен упором для регулирования хода верхнего и нижнего электродов, размещенными непосредственно у электродов ножницами, подвижный нож которых выполнен в виде втулки с направляющим отверстием, прижимным роликом подачи продольной проволоки, сварочным трансформатором, и механизм перемещения сварочных блоков, соединенный с устройством мерной подачи продольных проволок, путем установки в каждом сварочном блоке снабженных приводами механизмов укладки поперечной проволоки и соединения их синхронизирующим приводным валом с возможностью перемещения по валу при движении сварочных блоков. На фиг. 1 схематично представлена сварочная машина в исходном положении на фиг. 2 - сварочный блок с встроенным механизмом устройства укладки поперечной проволоки под электроды на фиг. 3 - механизм укладки поперечной проволоки. Машина содержит станину 1, раму 2 с направляющими 3, 4, на которых установлены отдельные сварочные блоки, например 512 с возможностью их горизонтального перемещения по направляющим 3, 4 На станине размещены известные устройства 2 13 мерной подачи продольных проволок с приводным валом 14 и механизмом 15 перемещения сварочных блоков, устройство 16 мерной подачи и резки поперечной проволоки с программно-управляемым приводом, устройство 17 укладки поперечной проволоки под электроды. Каждый сварочный блок 512 содержит корпус 18, в котором смонтированы правильные ролики 19, направляющие 20, 21 для продольной проволоки, прижимной ролик 22 с рычагом 23 и приводом 24, самоуста 4653 1 навливающиеся клещи 25 с установленным на штоке привода 26 упором 27 для регулирования величины хода электродов 28, ножницы 29 с рычагом 30 и приводом 31, ножи 32 и 33 которых размещены непосредственно у электродов 28, регулируемый упор 34 для базирования продольной и поперечной проволок. В корпусе 18 каждого сварочного блока 512 на кронштейне 35 и рычагах 36 смонтирован механизм 37 укладки поперечной проволоки под электроды 28. Механизм 37 включает корпус 38, привод 39 с пружиной 40,обеспечивающей постоянный прижим рычага 41 к корпусу 38. На корпусе 38 и рычаге 41 закреплены ловушки 42 с коническими заходными и цилиндрическими направляющими отверстиями для направления и фиксации поперечной проволоки. Корпусы 38 механизмов 37 каждого сварочного блока соединены синхронизирующим приводным валом 43 с возможностью свободного перемещения их по валу 43 при движении сварочных блоков. Вал 43 соединен через рычаги 44 с приводом 45 устройства 17 укладки поперечной проволоки. В корпусе 18 каждого сварочного блока 512 также смонтированы механизмы 46 стопорения и 47 фиксации сварочных блоков, сварочный трансформатор 48, токоведущие шины 49, 50 сварочного контура. Машина работает следующим образом. В исходном положении сварочные блоки 512 с механизмами 37 подведены друг к другу и к упору на станине машины, при этом блоки жестко скреплены замками механизмов 47 фиксации, прижимные ролики 22 и механизмы 46 стопорения отведены в исходное положение,обеспечивая свободное перемещение по направляющим 3, 4 всей группы сварочных блоков 512. Ловушки 42 механизмов 37 укладки поперечной проволоки в исходном положении подведены к упорам 34 и электродам 28. В режиме автоматической переналадки машины сварочные блоки 512 размещаются в соответствии с размерами расположения продольных проволок в изделии. После набора на пульте управления цифрового кода изделия (номера программы) и пуска машины включается программно-управляемый привод устройства 13,механизм 15 перемещения блоков, и вся группа сварочных блоков 512 по заданной программе перемещается из исходного до установки блока 12 в размер расположения первой продольной проволоки, после чего привод устройства 13 отключается, механизм 47 фиксации открепляет блок 12 от группы, а механизм 46 стопорит блок 12. Цикл позиционирования остальных блоков автоматически повторяется до окончания расстановки всех или части блоков 512 по размерам расположения продольных проволок в изделии, затем механизм 15 перемещения сварочных блоков отключается от устройства 13 мерной подачи продольных проволок. Привод 45 через рычаги 44 и вал 43 синхронно отводит механизмы 37 укладки от электродов 28 в положение для подачи поперечной проволоки. Наладка машины закончена. В процессе переналадки механизмы 37, являясь принадлежностью каждого сварочного блока 512, перемещаются вместе с блоками 512 по валу 43 и после расстановки блоков 512 устройство 17 готово к выполнению рабочего цикла, в отличие от известной сварочной машины 2, у которой после автоматической расстановки сварочных блоков в проектные размеры изделия необходимо вручную открепить, переместить, точно сориентировать относительно электродов и закрепить механизмы укладки, размещенные на приводном валу устройства укладки поперечной проволоки. При подаче продольных проволок приводы 24 соответствующих сварочных блоков 512 через рычаги 23 прижимают ролики 22 к приводному валу 14, включается устройство 13 мерной подачи, проволоки перемещаются на заданный шаг по направляющим 20 и 21 через отверстие ножа 32 ножниц 29 под электроды 28 сварочных клещей 25. Одновременно включается устройство подачи поперечной проволоки 16, проволока подается в ловушки 42 механизмов 37 и отрезается в заданный размер. При подаче проволока направляется заходными конусными отверстиями и стабильно ориентируется и фиксируется цилиндрическими отверстиями ловушек 42 независимо от диаметра проволоки за счет постоянного прижима рычага 41 к корпусу 38 пружиной 40. После отрезки проволоки в устройстве 16 включается привод 45, вал 43 синхронно перемещает механизмы 37 с ловушками 42 под электроды 28 и зафиксированная в ловушках 42 поперечная проволока укладывается на упоры 34 для сварки с продольными проволоками. Цикл сварки начинается включением привода 26 сварочных клещей 25, при этом верхний электрод 28 поджимает поперечную проволоку к упору 34, а нижний электрод - к зафиксированной в ловушках 42 и на упоре 34 поперечной проволоке продольную, создавая необходимое усилие сжатия проволок в месте их сварки. В момент сжатия проволок электродами 28 включается привод 39 и рычаг 41 с ловушками 42, преодолевая усилие пружины 40, освобождает поперечную проволоку, механизмы 37 валом 43 отводятся в верхнее положение для подачи очередной поперечной проволоки, привод 39 отключается, рычаг 41 с ловушками 42 поджимается пружиной 40 к корпусу 38. В процессе отвода ловушек 42 включается сварочный ток и происходит сварка мест пересечения проволок. По окончании сварки привод 26 возвращает сварочные клещи 25 и электроды 28 в исходное положение. На этом цикл подачи проволок и их сварки заканчивается и автоматически повторяется по заданной программе. В процессе изготовления сеток и каркасов ножницы 29 отрезают отдельные продольные проволоки в заданные размеры, образуя в сетке требуемые проемы и вырезы, а по окончании изготовления осуществляют отрезку изделия. После изготовления первого изделия цикл работы автоматически повторяется до окончания изготовления заданной партии или остановки машины оператором. По команде оператора механизмы машины автоматически возвращаются в исходное положение. 4653 1 Использование изобретения позволяет повысить производительность и эксплуатационную надежность машины, качество изделий. Источники информации 1. Заявка ЕПВ 0216154, МПК В 21 27/10, 1987. 2. Патент РБ 2110, МПК В 21 27/10, 1998. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 2
МПК / Метки
МПК: B21F 27/10
Метки: сварочная, сеток, машина, изготовления, проволочных, плоских, каркасов
Код ссылки
<a href="https://by.patents.su/4-4653-svarochnaya-mashina-dlya-izgotovleniya-provolochnyh-setok-i-ploskih-karkasov.html" rel="bookmark" title="База патентов Беларуси">Сварочная машина для изготовления проволочных сеток и плоских каркасов</a>
Сварочная машина для изготовления проволочных сеток и плоских каркасов
Номер патента: 2110
Опубликовано: 30.06.1998
Авторы: Боровицкий Игорь Константинович, Столович Александр Юрьевич, Нагаев Борис Петрович, Дубовский Александр Семенович
МПК: B21F 27/10
Метки: машина, каркасов, плоских, сварочная, сеток, изготовления, проволочных
Текст:
...по направляющим 4, 5. Устройство мерной подачи продольных проволок содержит программноуправляемый привод, включающий электродвигатель 14, электропривод 15, датчик 16 контроля размера подачи проволок, модуль позиционирования 17, задающего режим работы электропривода и электродвигателя. Управление устройством мерной подачи продольных проволок осуществляется микропроцессорной системой 18 управления сварочной машиной. Аналогично...
Машина сварочная ультразвуковая
Номер патента: U 183
Опубликовано: 30.12.2000
Авторы: Мартыненко Владимир Владимирович, Лысенок Иосиф Иосифович, Мартыненко Александр Владимирович
МПК: D05B 1/26, D05B 17/00
Метки: ультразвуковая, сварочная, машина
Текст:
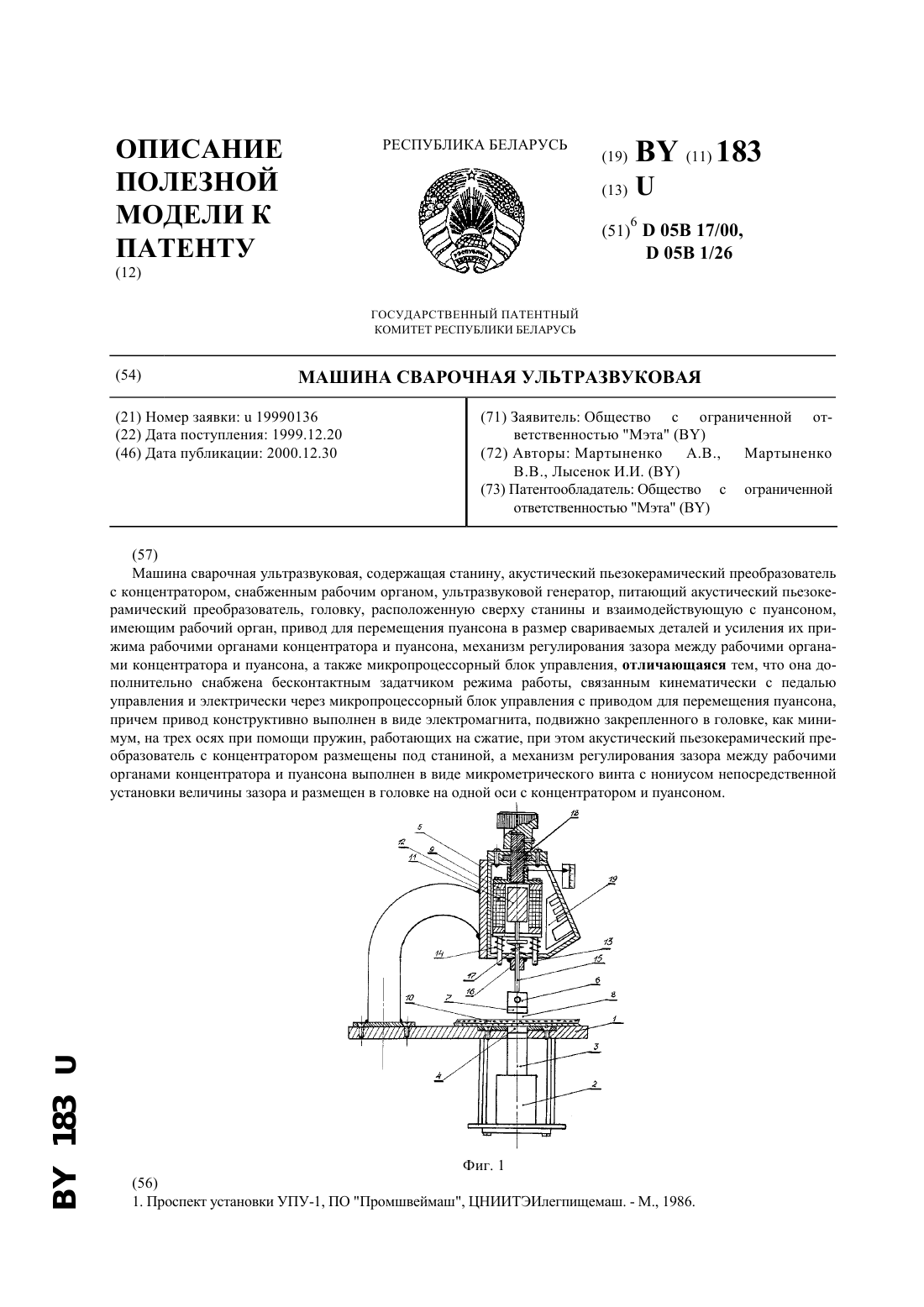
...блок управления, дополнительно снабжена бесконтактным задатчиком режима работы, связанным кинематически с педалью управления и электрически через микропроцессорный блок управления с приводом для перемещения пуансона, причем привод конструктивно выполнен в виде электромагнита, подвижно закрепленного в головке, как минимум, на трех осях при помощи пружин, работающих на сжатие, при этом акустический пьезокерамический преобразователь с...
Машина сварочная ультразвуковая
Номер патента: U 668
Опубликовано: 30.09.2002
Авторы: Мартыненко Александр Владимирович, Савицкий Анатолий Васильевич, Кацебо Евгений Васильевич, Лысенок Иосиф Иосифович
МПК: D05B 1/26, D05B 17/00
Метки: сварочная, машина, ультразвуковая
Текст:
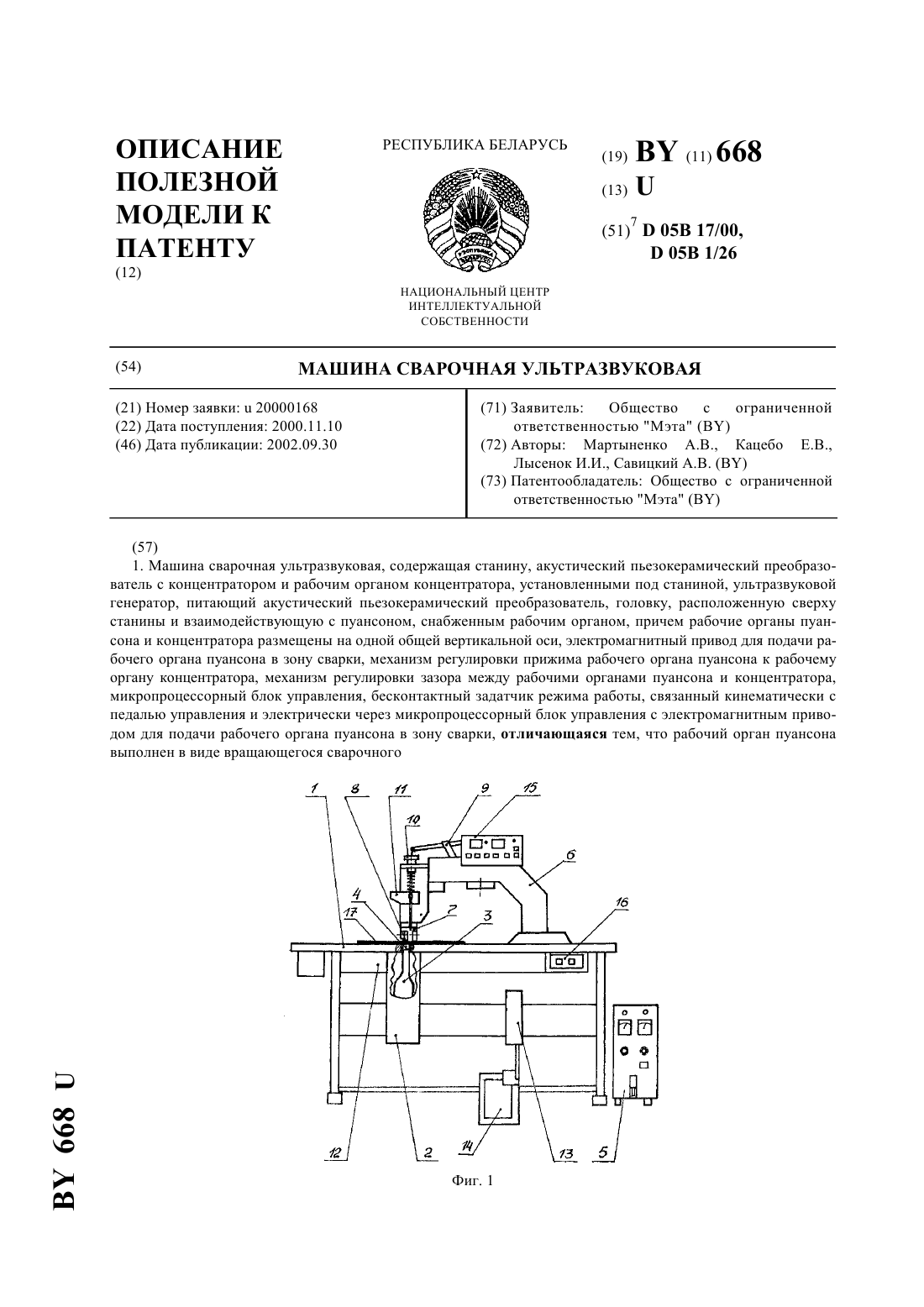
...но разных толщин и различных зубчатых конфигураций по окружности каждого диска,причем сварочный ролик расположен по отношению к пуансону так, что вертикальная ось, проходящая через рабочий орган концентратора, проходит также по диаметру сварочного ролика, кроме того, машина дополнительно снабжена механизмом транспортирования свариваемых деталей вдоль шва в процессе сварки, в качестве которого служат вышеупомянутый сварочный ролик и...
Способ изготовления каркасов покрышек радиальных пневматических шин “Машенька”
Номер патента: 104
Опубликовано: 30.09.1994
Авторы: Гладких С. А., Котляров И. Н., Дроздова В. В., Рекитар М. И., Щербакова Т. С.
МПК: B29D 30/06
Метки: радиальных, пневматических, каркасов, способ, покрышек, машенька, изготовления, шин
Текст:
...а- . расстояние между нитями 14 толщи- на каркаса ЦК.После формования (на 11 стадии сборки) каркаса на резиновой диаф рагме 3 его слои 1 а 161 ввытягиваютна резиновой диафрагме 3 до диаметра ВЦ, определенного внешними раз-. мерами покрышки (фиг.3).Формование осуществляют до проникновения нитей корда одногойслоя в другой и образования каркаса толщиной меньшей суммарной топщины нитей корда в слоях, при этом 1 д соц/од 1,8.В результате этого...
Устройство для изготовления ребристых трубчатых радиаторов из плоских труб
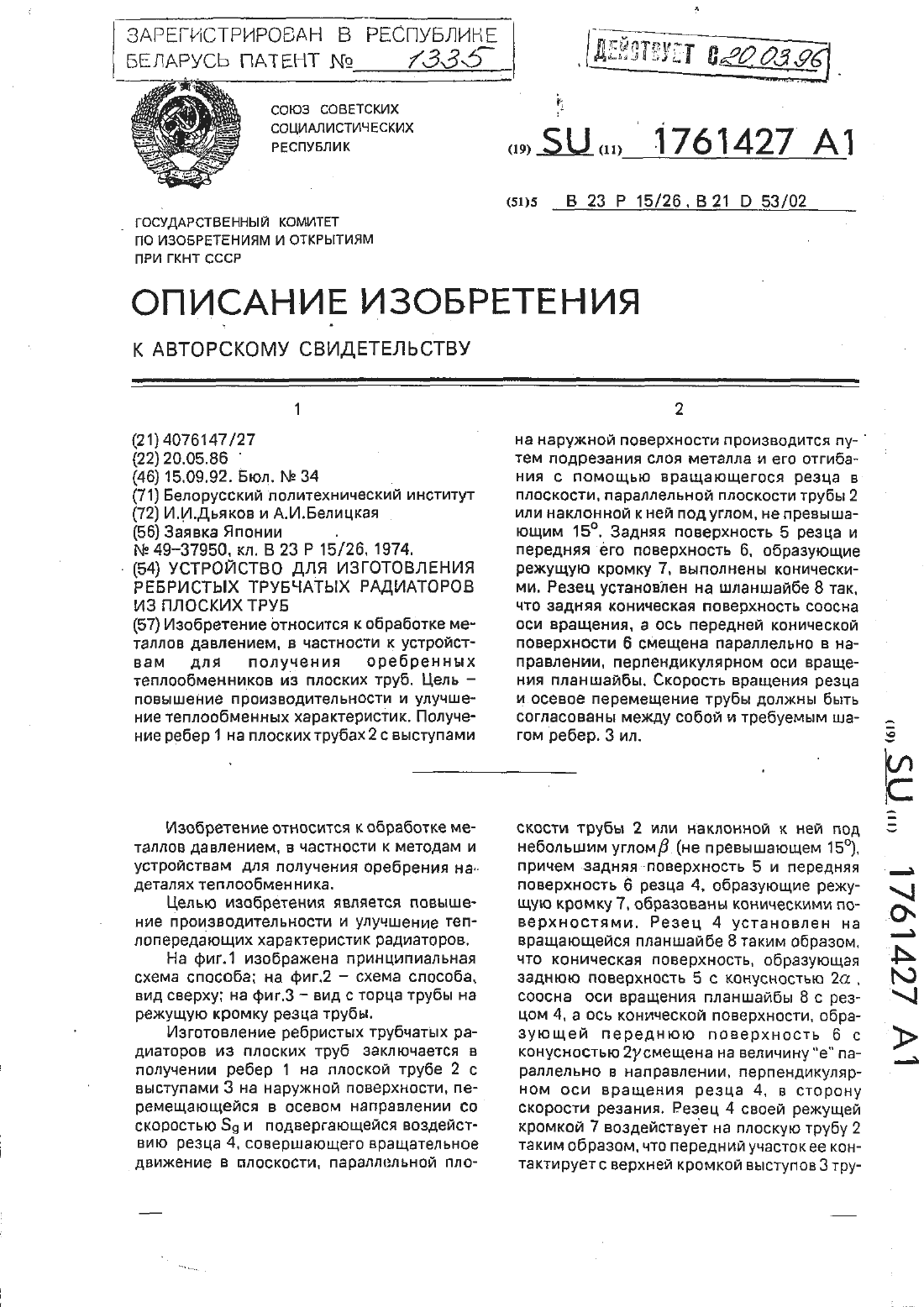
Номер патента: 1335
Опубликовано: 16.09.1996
Авторы: Дьяков Игорь Иванович, Белицкая Анна Ивановна
МПК: B21D 53/02, B23P 15/26
Метки: труб, плоских, устройство, радиаторов, изготовления, ребристых, трубчатых
Текст:
...( в случае расположения на планшайбе одного резца) плоская труба перемещается на шаг ребер и затем инструмент срезает следующее ребро. данное устройство позволяет нарезать ребра при постоянной подаче трубы. при этом частоту вращения резца п необходимо согласовать со скоростью осевого перемещения(подачи) трубы следующим образом Е вы где 59 скорость осевого перемещения трубы. мм/мин т шаг ребер ммМ число резцов. равномерно расположенных...
Предыдущий патент: Состав покрытия для защиты поверхности от налипания брызг расплавленного металла
Следующий патент: Сварочная машина для изготовления проволочных пространственных каркасов
Случайный патент: Плуг-удобритель