Устройство для очистки сварочной проволоки

Текст
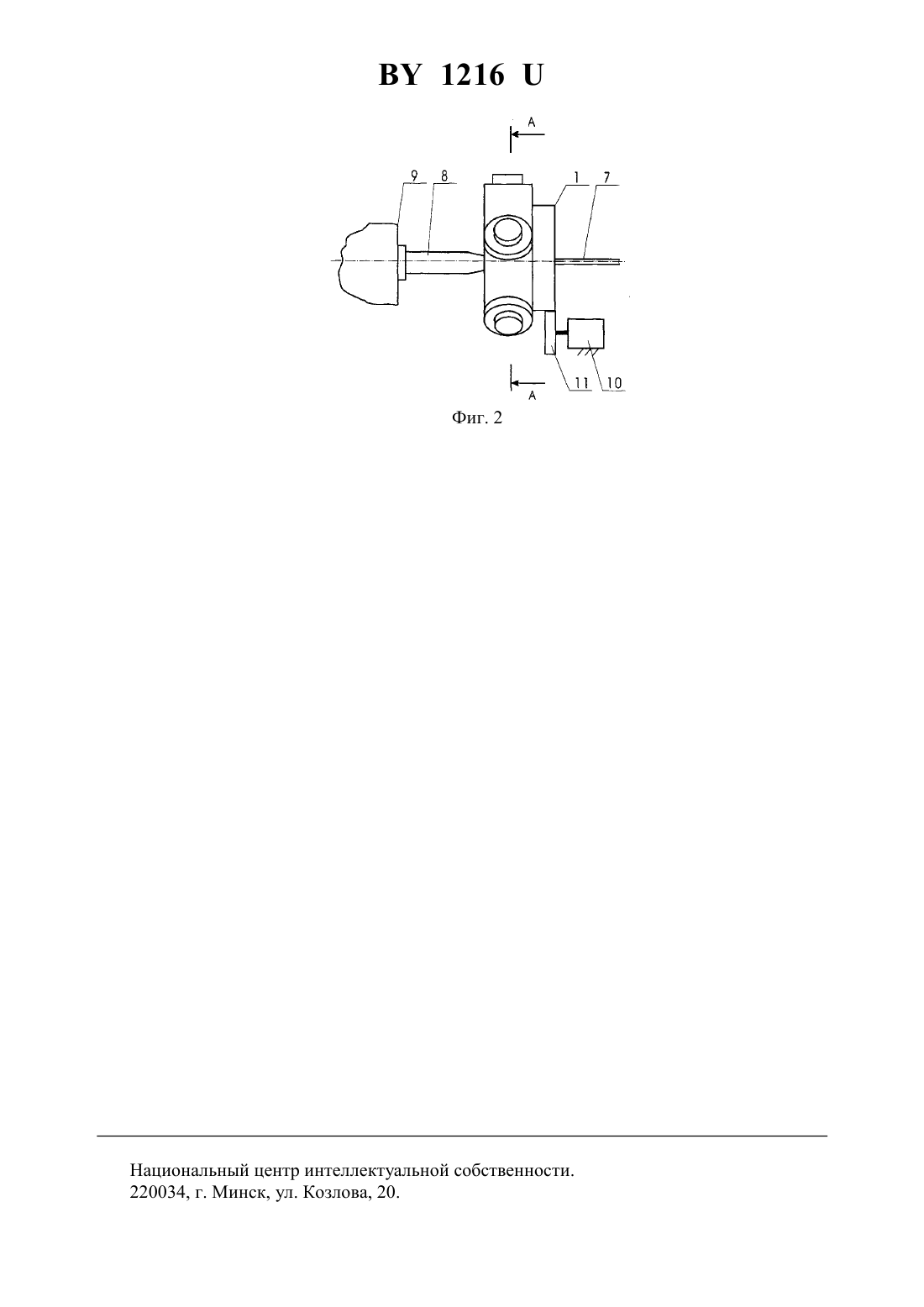
(51)08 1/02,23 9/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОЧИСТКИ СВАРОЧНОЙ ПРОВОЛОКИ(71) Заявитель Белорусский государственный аграрный технический университет(72) Автор Буйкус Кястас Вито(73) Патентообладатель Белорусский государственный аграрный технический университет(57) Устройство для очистки сварочной проволоки, содержащее корпус, выполненный в виде кольца, внутри которого по радиусам на равном расстоянии друг от друга размещены очистные элементы, выполненные в виде удлиненных лепестков с отверстиями, снабженными острыми кромками, соединенных с корпусом через стяжные механизмы, отличающееся тем, что стяжные механизмы выполнены в виде центробежных грузов, скользящих в корпусе, осуществляющем вращение посредством привода с частотой, определяемой из соотношения 30 где- частота вращения привода- отношение длины окружности к ее диаметру- мощность привода подачи проволоки- к.п.д. привода подачи проволоки 1216- скорость подачи проволоки- коэффициент, характеризующий условия работы кромок- толщина слоя материала, снимаемого при проходе кромки р - количество кромок, равное количеству грузов- ширина слоя материала, снимаемого при проходе кромки ур - показатель степени- масса одного груза- расстояние от оси вращения корпуса до центра тяжести грузов. Полезная модель относится к устройствам для очистки сварочной проволоки от ржавчины, продуктов обожжения, графитомасляных и прочих загрязнений и может быть использована в автоматах и полуавтоматах для дуговой сварки плавящимся электродом, а также в устройствах для нанесения покрытий с использованием проволоки. Известно устройство для очистки электродной проволоки, включающее корпус, в котором установлен очистной элемент, выполненный в виде двух установленных с зазором относительно друг друга полуконусных сухарей с полуцилиндрическими продольными проточками для охвата очищаемой проволоки. Очистка проволоки обеспечивается путем соскабливания загрязнений с поверхности проволоки об острые кромки сухарей 1. Однако наличие зазора между полуконусными сухарями оставляет на поверхности проволоки неочищенную образующую шириной, равной ширине зазора. В качестве прототипа взято устройство для очистки сварочной проволоки, содержащее корпус, выполненный в виде кольца, к которому на равных расстояниях друг от друга прикреплены очистные элементы. Каждый элемент представляет собой тонкий металлический лепесток, в котором выполнено отверстие с острыми кромками. Очистные элементы прикреплены к корпусу стяжными механизмами, выполненными в виде винтовых или пластинчатых пружин 2. Однако в процессе заправки проволоки в устройство необходимо поочередно оттягивать стяжные механизмы лепестков. В процессе работы устройства происходит ослабление пружин вследствие потери упругости и износ острых кромок лепестков, в результате чего ухудшается качество очистки проволоки. Техническая задача полезной модели - повышение качества очистки проволоки и упрощение заправки проволоки в устройство. Поставленная техническая задача решается тем, что в устройстве для очистки сварочной проволоки, содержащем корпус, выполненный в виде кольца, внутри которого по радиусам на равном расстоянии друг от друга размещены очистные элементы, выполненные в виде удлиненных лепестков с отверстиями с острыми кромками и соединенные с корпусом через стяжные механизмы, которые выполнены в виде центробежных грузов, скользящих в корпусе, осуществляющего вращение посредством привода с частотой,определяемой из соотношения где- частота вращения привода- отношение длины окружности к ее диаметру- мощность привода подачи проволоки 2 1216- к.п.д. привода подачи проволоки- скорость подачи проволоки Ср - коэффициент, характеризующий условия работы кромок (величина углов заточки кромок, качество обрабатываемого материала и др.), выбирают по справочным таблицам режимов резания- толщина слоя материала, снимаемого при проходе кромки- количество кромок, равное количеству грузов- ширина слоя материала, снимаемого при проходе кромки ур - показатель степени, выбирают по справочным таблицам режимов резания- масса одного груза- расстояние от оси вращения корпуса 1 до центра тяжести грузов. Устройство позволяет использовать электродную проволоку без перемотки ее в кассеты, отпадает необходимость промывать спираль шлангового держателя от загрязнений, а по сравнению с прототипом обеспечивает независимость усилия прижатия очистных элементов от износа режущей кромки и ослабления упругих элементов в процессе очистки. При заправке сварочной проволоки в устройство не требуется прилагать усилия для протягивания проволоки через отверстия лепестков очистных элементов. На фиг. 1 и 2 приведена схема устройства для очистки сварочной проволоки. Устройство содержит корпус 1, выполненный в виде кольца, внутри которого по радиусам на равном расстоянии друг от друга размещены очистные элементы 2. Очистные элементы 2 через стяжные механизмы 3, состоящие из рычага 4 и груза 5, соединены подвижной связью с корпусом 1. Очистные элементы 2 изготовлены в виде удлиненных лепестков, в которых выполнены отверстия 6 с острыми кромками. Очистное устройство размещается непосредственно на очищаемой проволоке 7, охватывая, перед ее входом в приемную втулку 8 подающего механизма 9. Привод 10 служит для приведения во вращение корпуса 1 через колесо 11. Устройство работает следующим образом. Через отверстия 6 всех очистных элементов 2 пропускают проволоку 7 и заправляют в приемную втулку 8 подающего механизма 9. Включают привод 10 и приводят во вращение корпус 1 через колесо 11. Включают привод (не показан) подачи проволоки 7 подающего механизма 9. Проволока 7 проходит через острые кромки отверстий 6 очистных элементов 2 и очищается от ржавчины, продуктов обожжения, графитомасляных и прочих загрязнений. Очистка осуществляется посредством того, что стяжные механизмы 3 стремятся подтянуть очистные элементы 2 к корпусу 1 при вращении последнего за счет центробежных сил, возникающих на грузах 5, свободно перемещающихся в радиальном направлении от оси вращения к периферии. При этом острые кромки отверстий 4 оказываются прижатыми к проволоке по всему ее периметру равномерно. Частота вращения корпуса 1 определяется из соотношения,где- частота вращения привода- отношение длины окружности к ее диаметру- мощность привода подачи проволоки- к.п.д. привода подачи проволоки- скорость подачи проволоки Ср - коэффициент, характеризующий условия работы кромок (величина углов заточки кромок, качество обрабатываемого материала и др.), выбирают по справочным таблицам режимов резания 3 1216- толщина слоя материала, снимаемого при проходе кромки- количество кромок, равное количеству грузов- ширина слоя материала, снимаемого при проходе кромки ур - показатель степени, выбирают по справочным таблицам режимов резания- масса одного груза- расстояние от оси вращения корпуса 1 до центра тяжести грузов. Выражение (1) получено из формулы мощности резания(2) 60751,36 где ц - центробежная сила на грузах- сила резания ц 2(5) Подставляя в выражение (2) формулы (3)-(5) и определяя из него , получают выражение (1). При вращении корпуса 1 с одинаковыми по массе и расположенными на одинаковом расстоянии от центра вращения корпуса 1 грузами 5 обеспечивается равное и постоянное усилие прижатия на всех очистных элементах 2 независимо от износа последних, а также полный охват периметра проволоки 7 даже с минимальным количеством очистных элементов 2. Недостающее количество очистных элементов компенсируется повышением частоты вращения корпуса с имеющимися элементами. Вследствие чего производится тщательная очистка всей поверхности проволоки при ее протягивании через предлагаемое устройство. В связи с тем, что очистные элементы 2 плотно прижаты друг к другу и все вместе с усилием протягивания прижаты к приемной втулке 8 механизма подачи, очищаемая проволока 7 не изгибается. На такую очистку не требуется значительных затрат энергии и эту дополнительную функцию может выполнять механизм подачи проволоки любого сварочного аппарата или металлизатора. В зависимости от степени загрязнения проволоки 7 усилие прижима очистных элементов 2 к поверхности проволоки 7 может оперативно регулироваться частотой вращения корпуса 1 (при повышении частоты вращения корпуса 1 соответственно повышается усилие прижима очистных элементов 2 к поверхности проволоки 7). В процессе работы устройства производится самозатачивание острых кромок отверстий 6 очистных элементов 2 при сохранении усилия их прижатия к поверхности проволоки. Заправка проволоки 7 в устройство осуществляется поочередным ее продеванием через отверстия 6 свободно перемещающихся очистных элементов 2. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: устройство, проволоки, очистки, сварочной
Код ссылки
<a href="https://by.patents.su/5-u1216-ustrojjstvo-dlya-ochistki-svarochnojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Устройство для очистки сварочной проволоки</a>
Устройство для импульсной подачи электродной проволоки

Номер патента: 4303
Опубликовано: 30.03.2002
Авторы: Аполоник Сергей Александрович, Рагунович Сергей Петрович, Цыганов Валерий Анатольевич, Селицкий Вячеслав Станиславович, Барсуков Игорь Викторович
МПК: B23K 9/12
Метки: импульсной, проволоки, устройство, подачи, электродной
Текст:
...заключается в том, что механизм изменения скорости подачи электродной проволоки содержит гибкий направляющий элемент. Один конец гибкого направляющего элемента прикреплен к разъемному соединению,а второй связан с маятниковым рычагом. На гибком направляющем элементе установлен седловидный зажим, связанный при помощи тяг и пружин с тянущими элементами. На фигуре показан общий вид устройства. Устройство содержит корпус 1, подающий ролик 2,...
Устройство для изготовления проволоки
Номер патента: U 1151
Опубликовано: 30.12.2003
Авторы: Стеблов Анвер Борисович, Эндерс Владимир Владимирович, Андрианов Николай Викторович, Столярский Виктор Иванович, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Исаков Сергей Александрович, Шеклеин Александр Викторович, Тимошпольский Владимир Исаакович, Савенок Анатолий Николаевич, Батраков Константин Германович
МПК: B21C 43/00, B21B 1/18, B21C 1/00...
Метки: устройство, проволоки, изготовления
Текст:
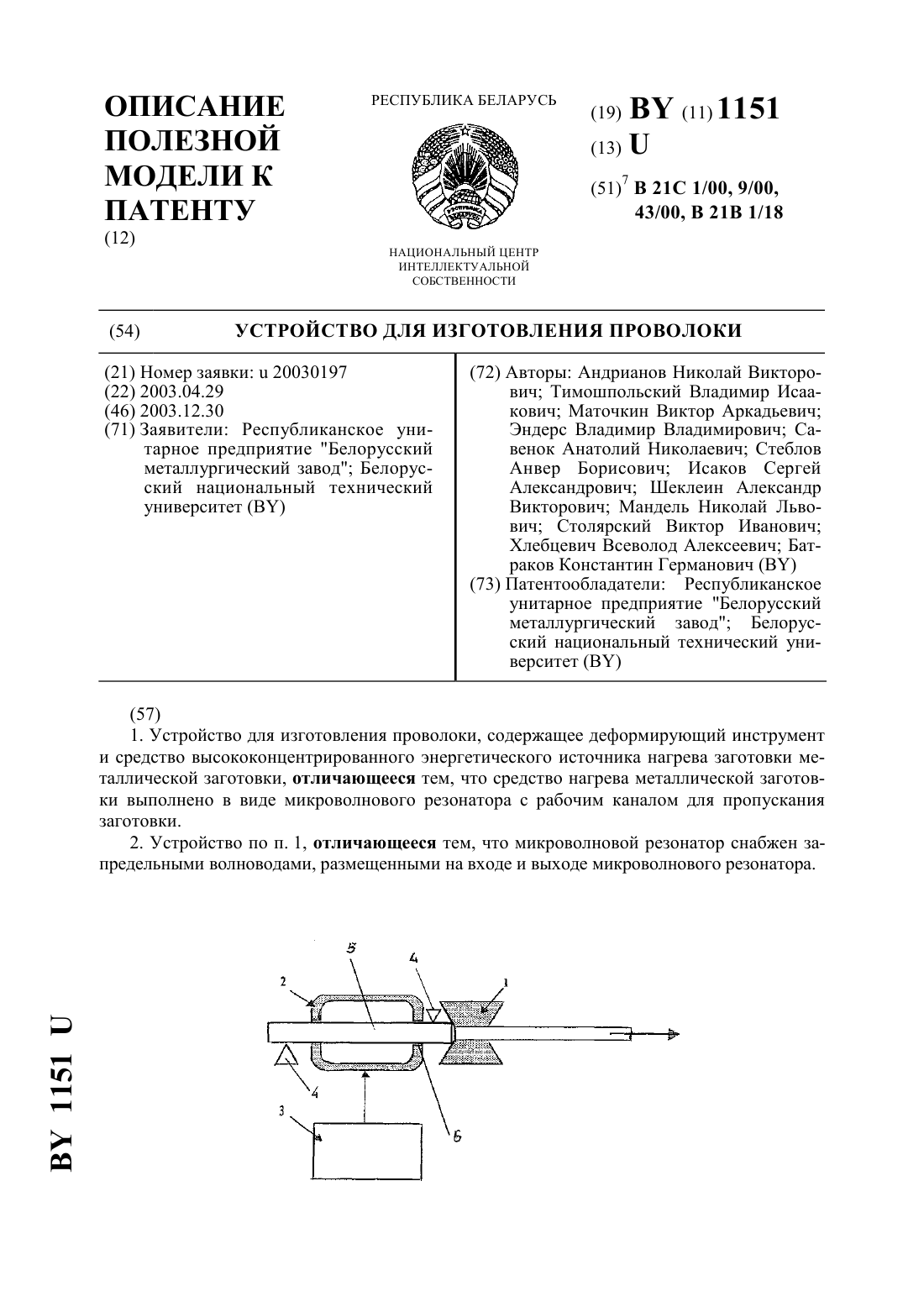
...Глубину проникновения электромагнитного поля в проволочную заготовку можно оценить по формуле 3. 4 2 Здесь- длина волны излучения,- коэффициент электрической проводимости металла, с - постоянная скорости света (считается, что все параметры в данной формуле выражены в системе СГС). Для частоты электромагнитного поля 10 Ггц (что соответствует длине волны 3 см) глубина скин слоя при комнатной температуре составляет 0,6 м. Такой же...
Устройство для изготовления сортового проката и проволоки
Номер патента: U 1102
Опубликовано: 30.12.2003
Авторы: Белоус Николай Анатольевич, Исаков Сергей Александрович, Маточкин Виктор Аркадьевич, Мандель Николай Львович, Столярский Виктор Иванович, Тимошпольский Владимир Исаакович, Батраков Константин Германович, Эндерс Владимир Владимирович, Андрианов Николай Викторович, Хлебцевич Всеволод Алексеевич, Стеблов Анвер Борисович, Савенок Анатолий Николаевич
МПК: B21C 1/00, B21B 1/18, B21C 43/00...
Метки: проката, проволоки, устройство, изготовления, сортового
Текст:
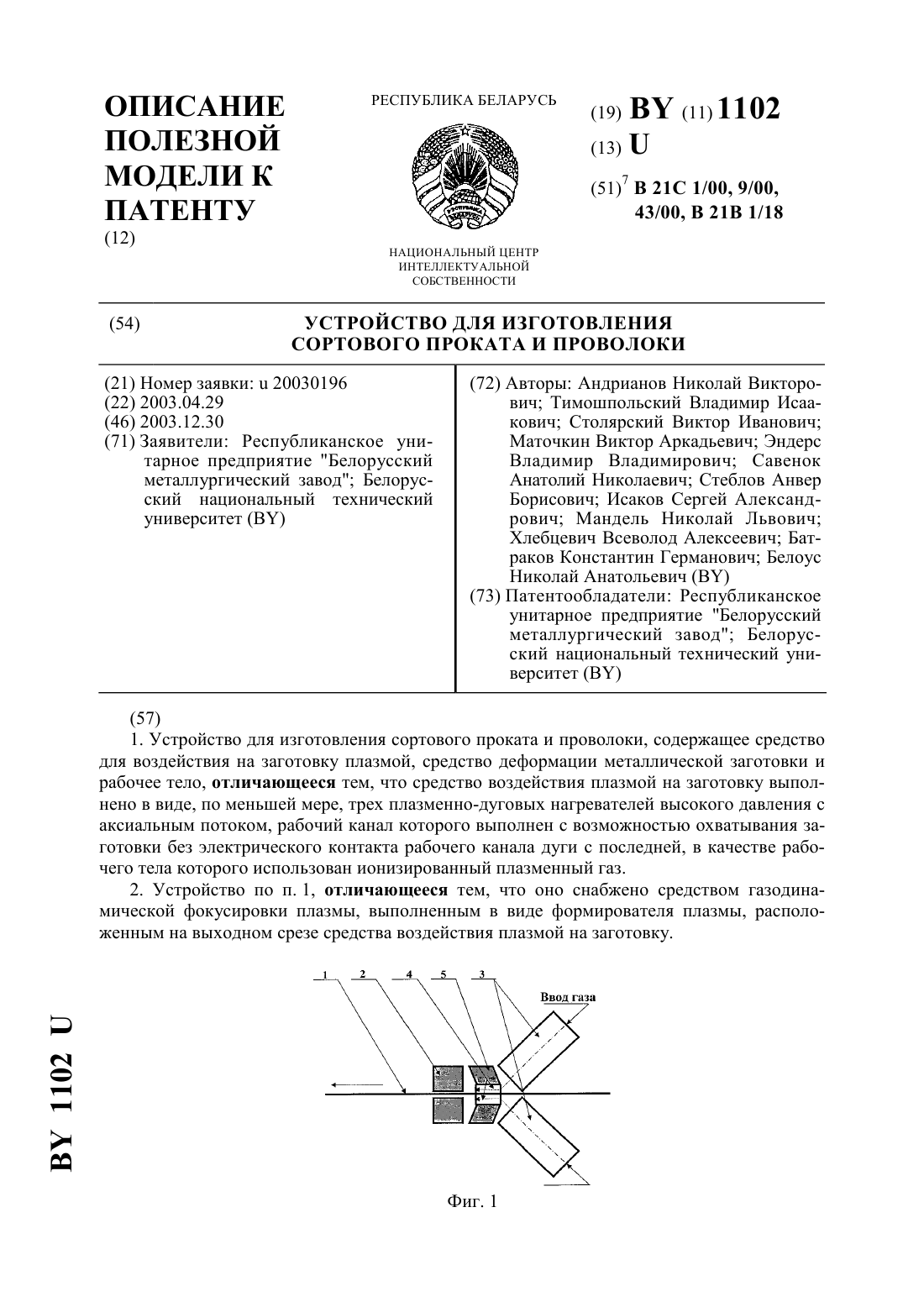
...3 высокого давления с аксиальным потоком, средство газодинамической фокусировки рабочего тела, в качестве которого использован ионизированный плазменный газ для оптимального воздействия на заготовку 1 в виде формирователя 5 плазмы. Далее заготовка 1 поступает в очаг деформации волоки 2 или прокатной клети 6. Ионизированный плазменный газ использован с температурой 2500-10000 С. В качестве ионизированного плазменного газа может быть...
Устройство для мокрой очистки газов
Номер патента: 2952
Опубликовано: 30.09.1999
Авторы: МОЖАР Анатолий Иванович, Сизов Валерий Дмитриевич, Хрусталев Борис Михайлович
МПК: B01D 47/18
Метки: газов, мокрой, устройство, очистки
Текст:
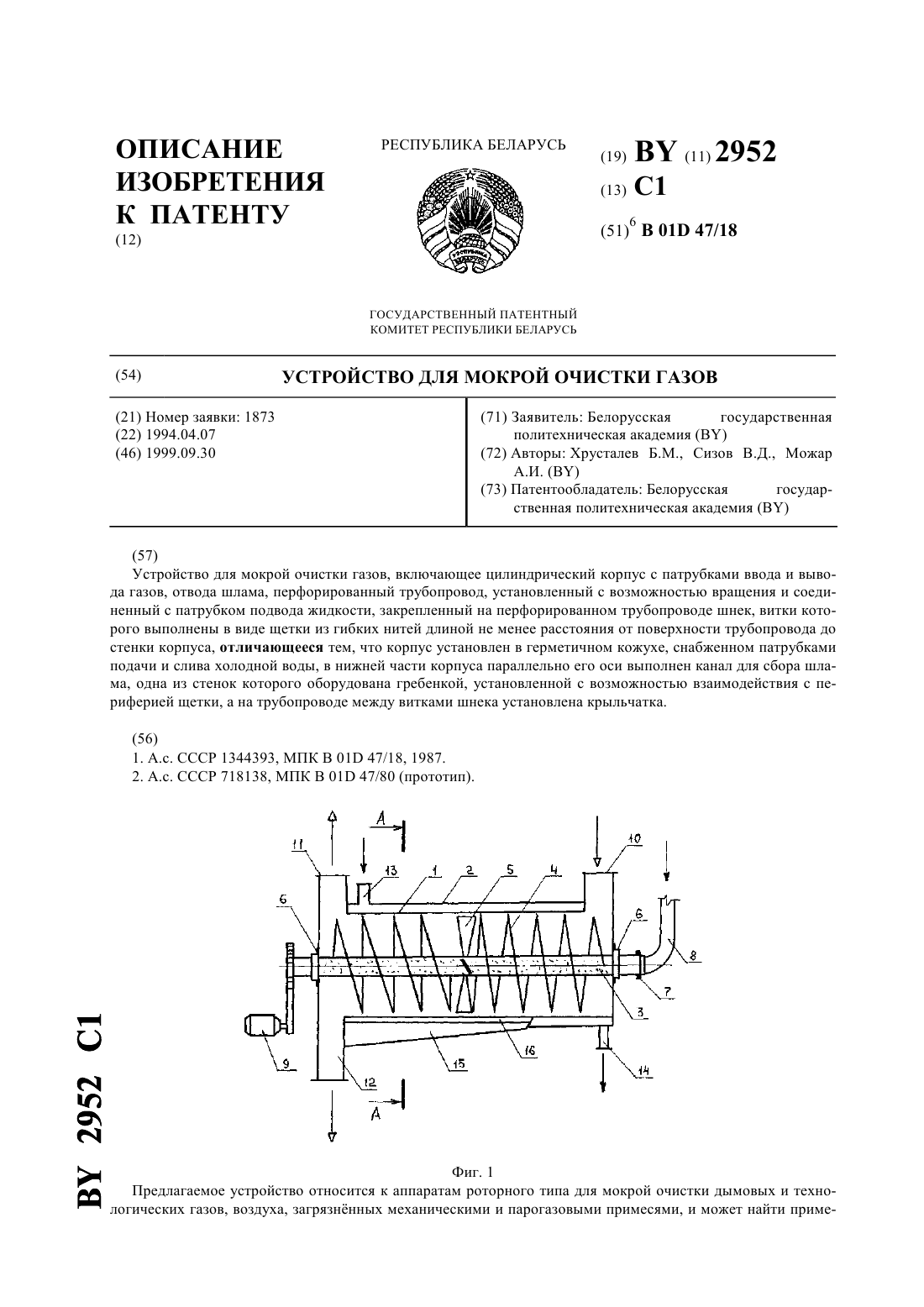
...может проходить к выходному патрубку. Задачей, решаемой изобретением, является увеличение степени очистки газа и долговечности устройства. Решение задачи заключается в том, что в устройстве для мокрой очистки газов, включающем цилиндрический корпус с патрубками ввода и вывода газа, отвода шлама, перфорированный трубопровод, установленный с возможностью вращения и соединнный с патрубком подвода жидкости, закрепленный на перфорированном...
Устройство для управления сварочной цепью
Номер патента: 3794
Опубликовано: 30.03.2001
Авторы: Стасевич Сергей Иванович, Писарев Владимир Александрович, Окунь Григорий Исакович
МПК: B23K 9/10
Метки: управления, цепью, сварочной, устройство
Текст:
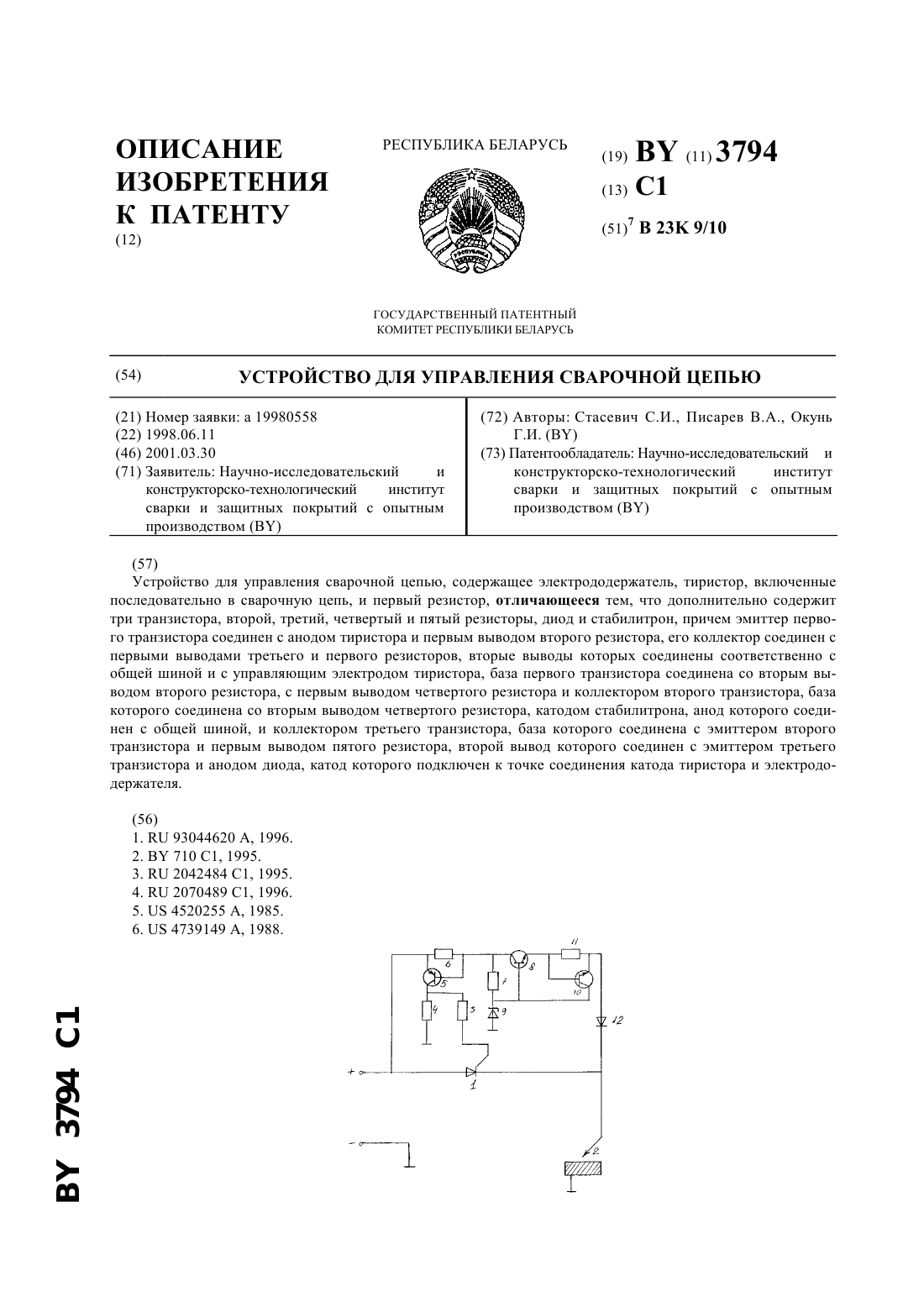
...достигается тем, что в устройство, содержащее электрододержатель, тиристор,включенные последовательно в сварочную цепь, и первый резистор, дополнительно введены три транзистора, второй, третий, четвертый и пятый резисторы, диод и стабилитрон. На фигуре представлена электрическая схема устройства для управления сварочной цепью. Устройство содержит тиристор 1, анод которого соединен с положительным выводом источника постоянного тока, а...
Предыдущий патент: Наконечник горелки для газопламенного напыления
Следующий патент: Доильный стакан
Случайный патент: Способ синтеза частиц кубического нитрида бора