Электродное покрытие
Номер патента: 9998
Опубликовано: 30.12.2007
Текст
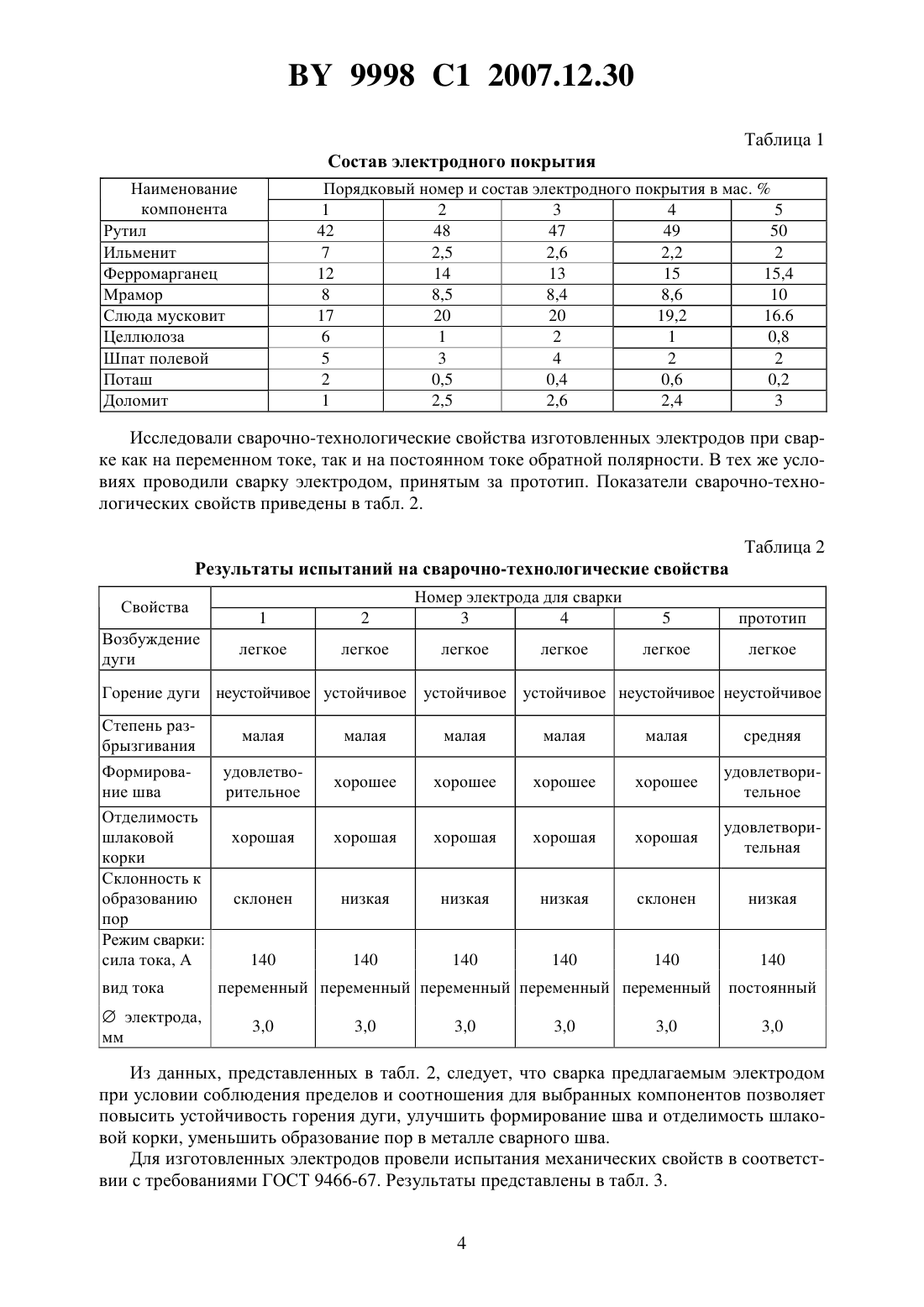
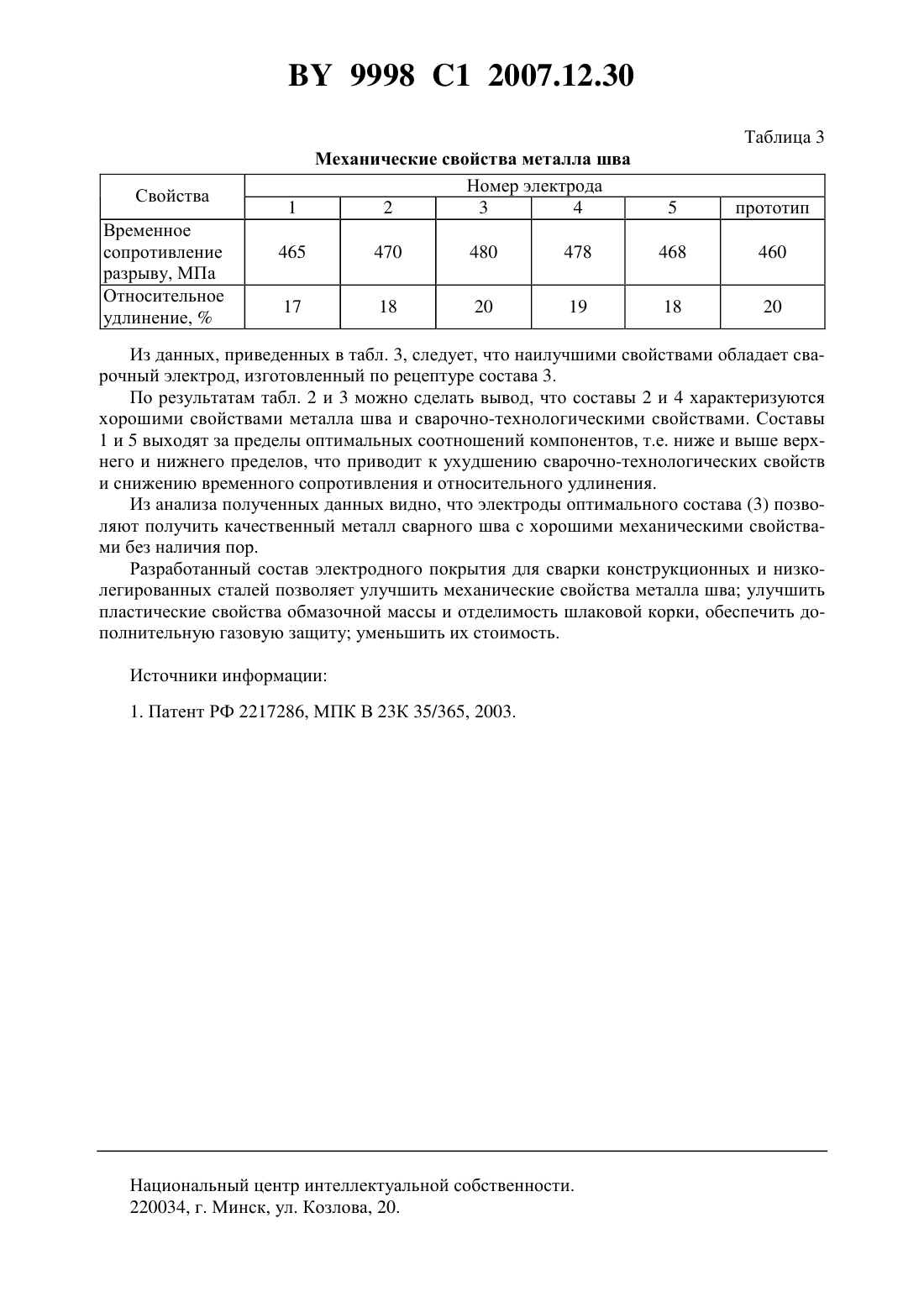
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Борд Наум Юрьевич Астрейко Людмила Александровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Электродное покрытие, содержащее рутиловый концентрат, ильменитовый концентрат, мрамор, ферромарганец, целлюлозу электродную, поташ, отличающееся тем, что дополнительно содержит слюду мусковит, шпат полевой и доломит при следующем соотношении компонентов, мас.рутиловый концентрат 47,0-49,0 ильменитовый концентрат 2,3-2,6 мрамор 8,4-8,6 ферромарганец 13,0-15,0 целлюлоза электродная 1,0-3,0 калий углекислый (поташ) 0,4-0,6 слюда мусковит 18,0-20,0 шпат полевой 2,0-4,0 доломит 2,4-2,6. Изобретение относится к области ручной дуговой сварки и наплавки и касается составов покрытий для сварки конструкционных и низколегированных сталей. Известен состав электродного покрытия для использования в электродах для ручной электродуговой сварки углеродистых и низколегированных сталей 1, содержащий следующие компоненты, мас.рутиловый концентрат 20,0-40,0 ильменитовый концентрат 10,0-30,0 тальк 9,0-11,0 мрамор 18,5-19,0 ферромарганец 13,0-14,0 каолин 4,0-5,0 целлюлоза электродная 1,2-1,5 калий углекислый (поташ) 0,8-1,0. 9998 1 2007.12.30 Недостатком известного покрытия является недостаточная газовая и шлаковая защита металла сварного шва. Другим недостатком известного покрытия является то, что используются рутиловый и ильменитовый концентраты, которые не производятся в РБ и являются достаточно дорогим материалом, что удорожает покрытие электрода. Техническая задача, решаемая изобретением, состоит в дополнительной защите металла от окисления в зоне сварки путем оптимизации состава шлаковой фазы с целью понижения температуры плавления шлака до температур около 1250 С в уменьшении стоимости электродного покрытия электрода. Технический результат достигается тем, что в электродном покрытии, содержащем рутиловый концентрат, ильменитовый концентрат, мрамор, ферромарганец, целлюлозу электродную, поташ, уменьшают содержание ильменитового концентрата за счет увеличения содержания рутилового концентрата, а также в качестве шлако- и газообразующих элементов дополнительно вводят слюду мусковит, шпат полевой и доломит при следующем соотношении компонентов, мас.рутиловый концентрат 47,0-49,0 ильменитовый концентрат 2,3-2,6 ферромарганец 13-15 мрамор 8,4-8,6 слюда мусковит 18-20 целлюлоза электродная 1-3 шпат полевой 2-4 калий углекислый (поташ) 0,4-0,6 доломит 2,4-2,6. Рутил (рутиловый концентрат) является основной составляющей покрытия. Его ведение в состав создает надежную шлаковую защиту, способствует более равномерному покрытию расплавленного металла шлаком, улучшает отделимость шлаковой корки, способствует улучшению обмазочных свойств покрытия, улучшает сварочно-технологические свойства электрода. Сварку такими электродами можно производить во всех пространственных положениях, как на переменном, так и на постоянном токе, что нельзя сказать об электродах с основным содержанием ильменита (ильменитового концентрата). Кроме того, следует отметить, что электроды с рутиловым покрытием обеспечивают отличное формирование швов с плавным переходом к основному металлу, легкую отделимость шлаковой корки, малое разбрызгивание. Наиболее целесообразно вводить рутиловый концентрат в состав покрытия в количестве от 47,0 до 49,0 мас. . Введение рутила менее 47,0 мас.не обеспечивает появления шлаковой фазы при температуре около 1250 С, что не позволяет обеспечить должную защиту металла сварочной ванны и впоследствии приводит к образованию пор в металле сварного шва. Увеличение содержания рутила свыше 49,0 мас.для данного состава покрытия электрода нецелесообразно, т.к. не приводит к улучшению свойств, а кроме того,часть концентрата не переходит в шлак и остается в составе расплавленной фазы, что ухудшает механические свойства металла шва и отделимость шлаковой корки. Ильменитовый концентрат, содержащийся в составе покрытия в количестве 2,32,6 мас. , вводился как стабилизатор горения дуги. Экспериментально установлено, что введение ильменита менее 2,3 мас.не обеспечивает стабильного горения дуги при проведении процесса сварки. Т.к. стабильность горения дуги для данного состава обеспечивается при содержании ильменитового концентрата до 2,6 мас. , то введение данного компонента свыше 2,6 мас.не является определяющим, и поэтому кроме удорожания электрода ничему не способствует. 2 9998 1 2007.12.30 Ферромарганец в составе покрытия как раскисляет, так и легирует металл сварного шва. Содержание ферромарганца в покрытии менее 13 мас.не приводит к легированию металла шва, весь ферромарганец идет на раскисление металла сварочной ванны. При содержании ферромарганца более 15 мас.не удается получить требуемый химический состав металла сварного шва и снижается его пластичность. Оптимальное содержание мрамора в данном покрытии для обеспечения достаточной газовой и шлаковой защиты - от 8,4 до 8,6 мас. . Введение мрамора в количестве менее 8,4 мас.является недостаточным для надежной газовой и шлаковой защиты, а увеличение его содержания сверх 8,6 мас.не оказывает существенного влияния на повышение качества защиты металла сварного шва в зоне сварки. Кроме того, содержание большого количества мрамора в составе покрытия ухудшает технологичность изготовления электродов, ухудшает пластичность покрытия электродов. Поэтому количество мрамора в покрытии уменьшили. Для создания оптимального сочетания технологичности изготовления и защиты металла сварочной ванны исключили из состава покрытия каолин и тальк и дополнительно ввели доломит, шпат полевой и слюду мусковит. Полевой шпат, введенный к пределах 2-4 мас. , является стабилизатором дуги. В состав электродного покрытия введена слюда в количестве от 18 до 20 мас. . Введение слюды менее 18 мас.не обеспечивает высоких пластифицирующих свойств покрытия, содержание слюды выше 20 мас.уже не оказывает какого-либо влияния на пластифицирующие свойства для данного состава покрытия. Кроме того, данный интервал содержания слюды способствует обеспечению должной шлаковой защиты металла сварного шва, а также способствует стабилизации горения дуги. Введение в состав покрытия доломита позволяет улучшить пластифицирующие свойства покрытия, т.е. повысить их технологичность, а именно улучшить их опрессовку. Кроме того, доломит способствует достаточному уровню шлаковой и газовой защиты металла сварочной ванны. Содержание доломита менее 2,4 мас.не обеспечивает требуемого уровня пластифицирующих свойств, более 2,6 мас.уже существенно не влияет на вышеупомянутые свойства. Поташ вводился в состав электродного покрытия для обеспечения устойчивого горения дуги, а также легкости ее возбуждения. Его содержание варьируется от 0,4 мас.до 0,6 мас. , что является оптимальным. Введение поташа в покрытие менее 0,4 мас.является недостаточным для поддержания постоянного горения дуги. Содержание поташа более 0,6 мас.не оказывает существенного влияния на увеличение энергии активации электронов, т.е. на повышение устойчивости горения дуги. Целлюлоза является как газообразующим, так и пластифицирующим компонентом. Содержание целлюлозы менее 1 мас.не обеспечивает требуемой газовой защиты электродного металла, повышение ее содержания выше 3 мас.не позволяет получить требуемый состав газовой фазы. Следует также отметить, что содержание шлако- и газообразующих компонентов (рутила, ильменита, мрамора, полевого шпата, слюды, целлюлозы, доломита) покрытия выбрано в пределах, обеспечивающих минимальную температуру плавления шлаковой фазы и необходимую газовую защиту в процессе сварки. Изменение процентного содержания указанных компонентов ведет к нарушению равновесного баланса и приводит к повышению температуры плавления шлака, нарушению вязкости и величины поверхностного натяжения на границе шлак - металл. Было изготовлено 5 вариантов электродного покрытия (табл. 1). В качестве стержня использовалась проволока типа Св 08. Изготовление электродов осуществлялось на лабораторном электродообмазочном прессе фирмы Велма. 9998 1 2007.12.30 Таблица 1 Состав электродного покрытия Наименование компонента Рутил Ильменит Ферромарганец Мрамор Слюда мусковит Целлюлоза Шпат полевой Поташ Доломит Порядковый номер и состав электродного покрытия в мас.1 2 3 4 5 42 48 47 49 50 7 2,5 2,6 2,2 2 12 14 13 15 15,4 8 8,5 8,4 8,6 10 17 20 20 19,2 16.6 6 1 2 1 0,8 5 3 4 2 2 2 0,5 0,4 0,6 0,2 1 2,5 2,6 2,4 3 Исследовали сварочно-технологические свойства изготовленных электродов при сварке как на переменном токе, так и на постоянном токе обратной полярности. В тех же условиях проводили сварку электродом, принятым за прототип. Показатели сварочно-технологических свойств приведены в табл. 2. Таблица 2 Результаты испытаний на сварочно-технологические свойства Свойства Возбуждение дуги Номер электрода для сварки 3 4 легкое Горение дуги неустойчивое устойчивое устойчивое устойчивое неустойчивое неустойчивое Степень разбрызгивания Отделимость шлаковой корки Склонность к образованию пор Режим сварки сила тока, А вид токаэлектрода,мм переменный переменный переменный переменный переменный 3,0 Из данных, представленных в табл. 2, следует, что сварка предлагаемым электродом при условии соблюдения пределов и соотношения для выбранных компонентов позволяет повысить устойчивость горения дуги, улучшить формирование шва и отделимость шлаковой корки, уменьшить образование пор в металле сварного шва. Для изготовленных электродов провели испытания механических свойств в соответствии с требованиями ГОСТ 9466-67. Результаты представлены в табл. 3. 9998 1 2007.12.30 Таблица 3 Свойства Временное сопротивление разрыву, МПа Относительное удлинение,Механические свойства металла шва Номер электрода 1 2 3 4 Из данных, приведенных в табл. 3, следует, что наилучшими свойствами обладает сварочный электрод, изготовленный по рецептуре состава 3. По результатам табл. 2 и 3 можно сделать вывод, что составы 2 и 4 характеризуются хорошими свойствами металла шва и сварочно-технологическими свойствами. Составы 1 и 5 выходят за пределы оптимальных соотношений компонентов, т.е. ниже и выше верхнего и нижнего пределов, что приводит к ухудшению сварочно-технологических свойств и снижению временного сопротивления и относительного удлинения. Из анализа полученных данных видно, что электроды оптимального состава (3) позволяют получить качественный металл сварного шва с хорошими механическими свойствами без наличия пор. Разработанный состав электродного покрытия для сварки конструкционных и низколегированных сталей позволяет улучшить механические свойства металла шва улучшить пластические свойства обмазочной массы и отделимость шлаковой корки, обеспечить дополнительную газовую защиту уменьшить их стоимость. Источники информации 1. Патент РФ 2217286, МПК В 23 К 35/365, 2003. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 35/365
Метки: электродное, покрытие
Код ссылки
<a href="https://by.patents.su/5-9998-elektrodnoe-pokrytie.html" rel="bookmark" title="База патентов Беларуси">Электродное покрытие</a>
Электродное покрытие для износостойкой наплавки
Номер патента: 6829
Опубликовано: 30.03.2005
Авторы: Соколовский Евгений Иванович, Борд Наум Юрьевич, Артюхов Вадим Александрович, Валькович Игорь Владимирович
МПК: B23K 35/365
Метки: наплавки, износостойкой, электродное, покрытие
Текст:
...в виде комплексной лигатуры феррохромбор в количестве от 14,0 до 16,0 мас. . Применение данной лигатуры позволяет не только отказаться от более дорогих материалов, таких как карбид бора, ферробор, но и дает возможность стабильно получать в наплавленном металле более твердые карбиды за счет легирования их бором с образованием в структуре боридов (карбоборидов), что определяет высокую износостойкость наплавленного металла. Введение в...
Электродное устройство электромагнитного расходомера
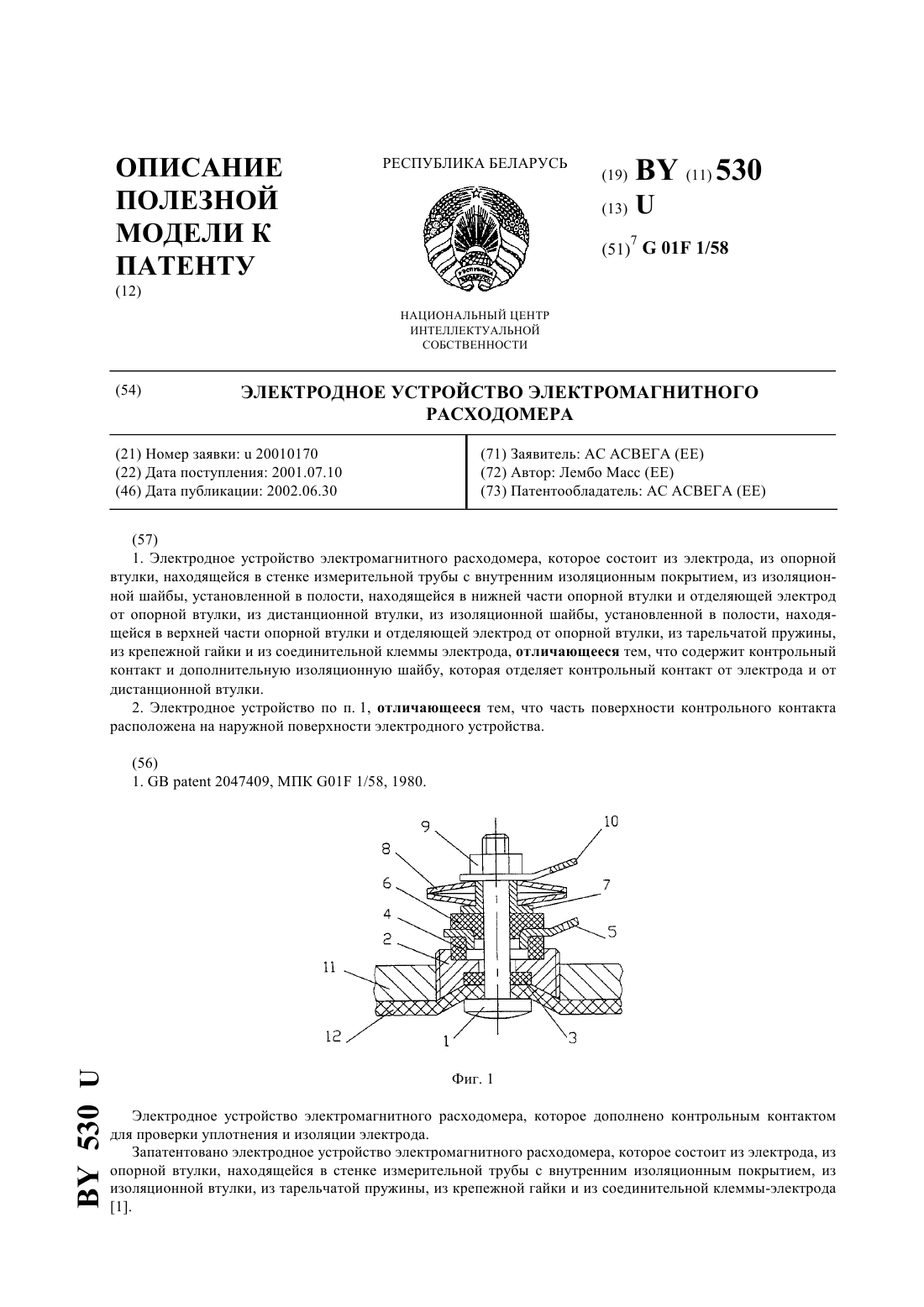
Номер патента: U 530
Опубликовано: 30.06.2002
Автор: Лембо Масс
МПК: G01F 1/58
Метки: электромагнитного, устройство, электродное, расходомера
Текст:
...контрольным контактом позволяет непрерывно проверять уплотнение электрода электромагнитного расходомера и, поскольку часть поверхности контрольного контакта расположена на наружной поверхности электродного устройства, оповещать об уменьшении сопротивления изоляции электрода в связи с намоканием внешней поверхности электродного устройства. Данное электродное устройство электромагнитного расходомера состоит из электрода, из опорной втулки,...
Окрашенное стекловидное покрытие
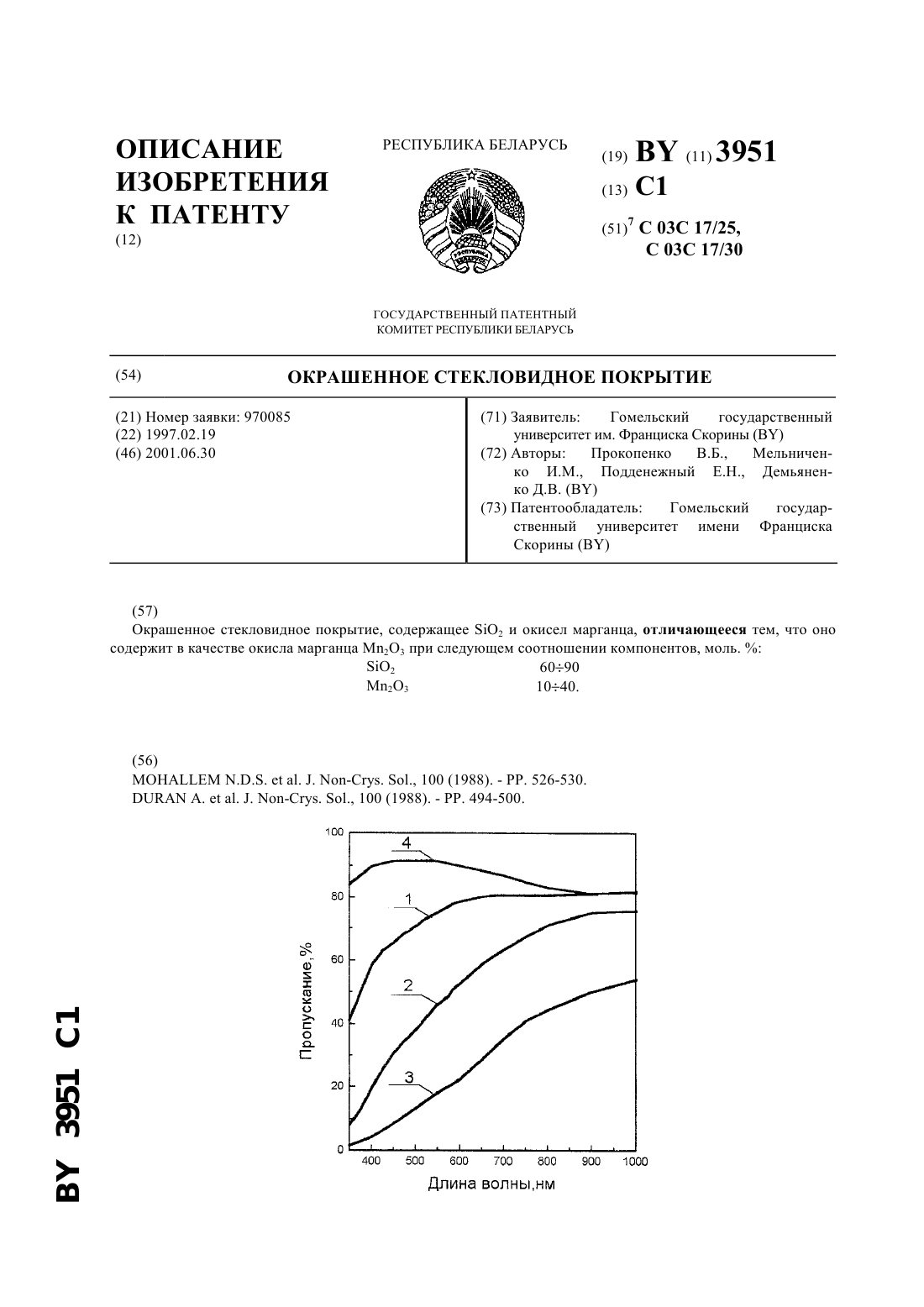
Номер патента: 3951
Опубликовано: 30.06.2001
Авторы: Прокопенко Виталий Борисович, Подденежный Евгений Николаевич, Демьяненко Денис Владимирович, Мельниченко Игорь Михайлович
МПК: C03C 17/30, C03C 17/25
Метки: стекловидное, покрытие, окрашенное
Текст:
...трехвалентного марганца - 1040. Сущность изобретения заключается в том, что впервые получено окрашенное стекловидное покрытие на основе диоксида кремния (2), в котором в качестве окрашивающего компонента использован оксид трехвалентного марганца (2 О 3) высокой концентрации. Благодаря 2 О 3 покрытия имеют насыщенный коричневый цвет с красноватым оттенком. Введение 2 О 3 менее нижнего предела заявляемой концентрации компонент стекловидного...
Электрод для ручной дуговой сварки и наплавки чугуна
Номер патента: 6799
Опубликовано: 30.03.2005
Авторы: Соколовский Евгений Иванович, Борд Наум Юрьевич, Артюхов Вадим Александрович, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: сварки, наплавки, дуговой, чугуна, ручной, электрод
Текст:
...никель 13-25. Введение мрамора в покрытие наиболее целесообразно в количестве от 17,0 до 22,0 мас. . Мрамор обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне сварки за счет термического разложения карбонатов и является шлакообразующим элементом. Содержание мрамора в покрытии менее 17,0 мас.является недостаточным для надежной газовой и шлаковой защиты. Содержание мрамора более 22,0 мас.не оказывает существенного...
Электрод для сварки хромистых сталей
Номер патента: 7987
Опубликовано: 30.04.2006
Авторы: Соколовский Евгений Иванович, Валькович Игорь Владимирович, Антонишин Юрий Тихонович, Артюхов Вадим Александрович
МПК: B23K 35/365
Метки: сталей, хромистых, электрод, сварки
Текст:
...к образованию пор в металле сварного шва. Содержание рутила в покрытии более 24 мас.приводит к тому, что часть его остается в жидком металле, не переходя в шлак, и во время кристаллизации выделяется по границам зерен металла, что заметно охрупчивает сварной шов,ухудшает формирование наплавленного валика. Эксперименты показали, что при содержании рутила свыше 25 мас.происходит существенное уменьшение коэффициента температурного расширения...
Предыдущий патент: Штамм Mycoplasma hyopneumoniae КМИЭВ №42 – штамм-антиген
Следующий патент: Способ и устройство для выращивания кристалла методом плавающей зоны
Случайный патент: Устройство для сегментарной рефлексотерапии и его варианты