Устройство для снятия внутренних напряжений в формообразующих деталях
Номер патента: 8644
Опубликовано: 30.12.2006
Авторы: Соколов Юрий Валентинович, Залужный Геннадий Иосифович, Попок Дмитрий Анатольевич, Хлебцевич Всеволод Алексеевич

Текст
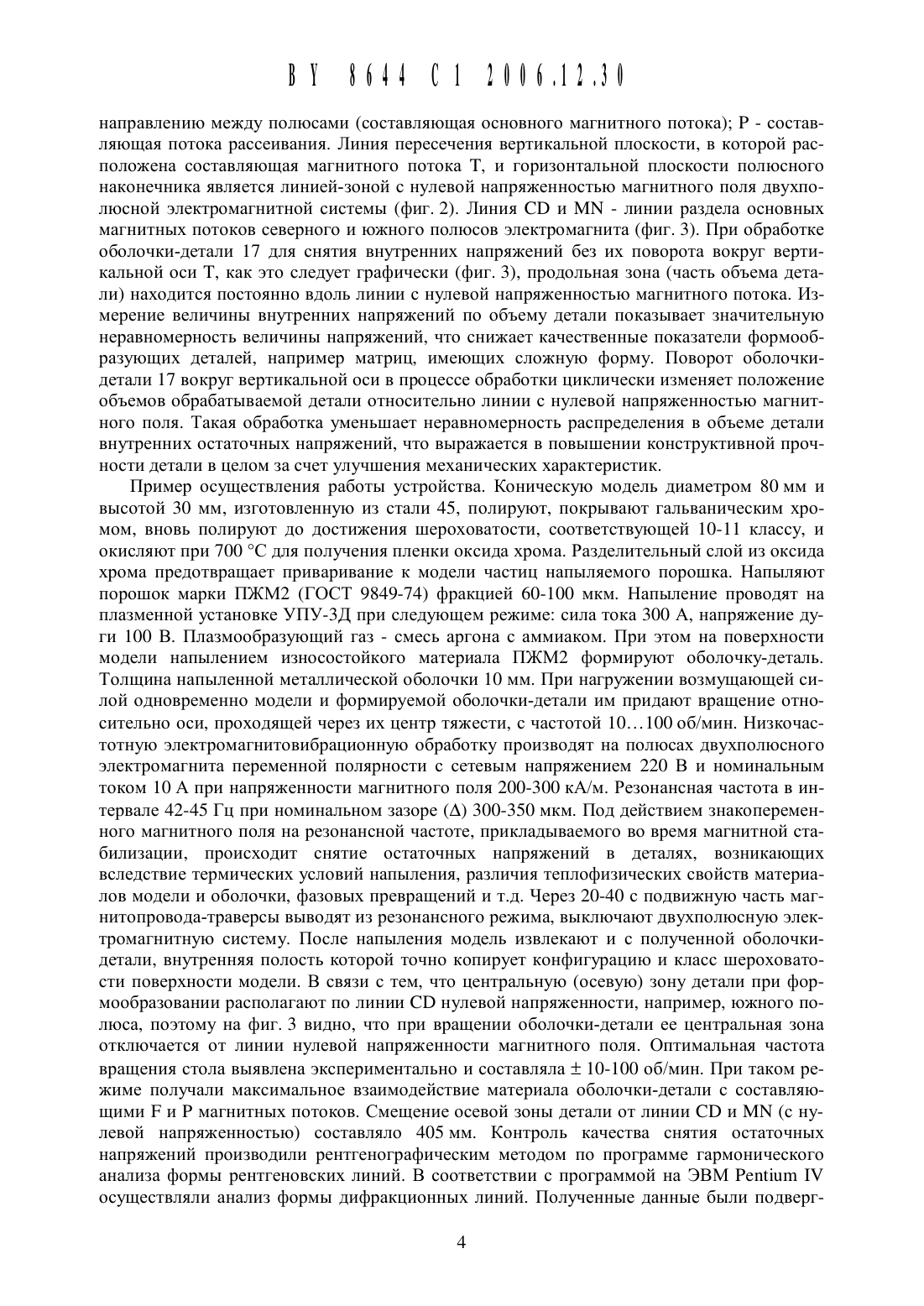
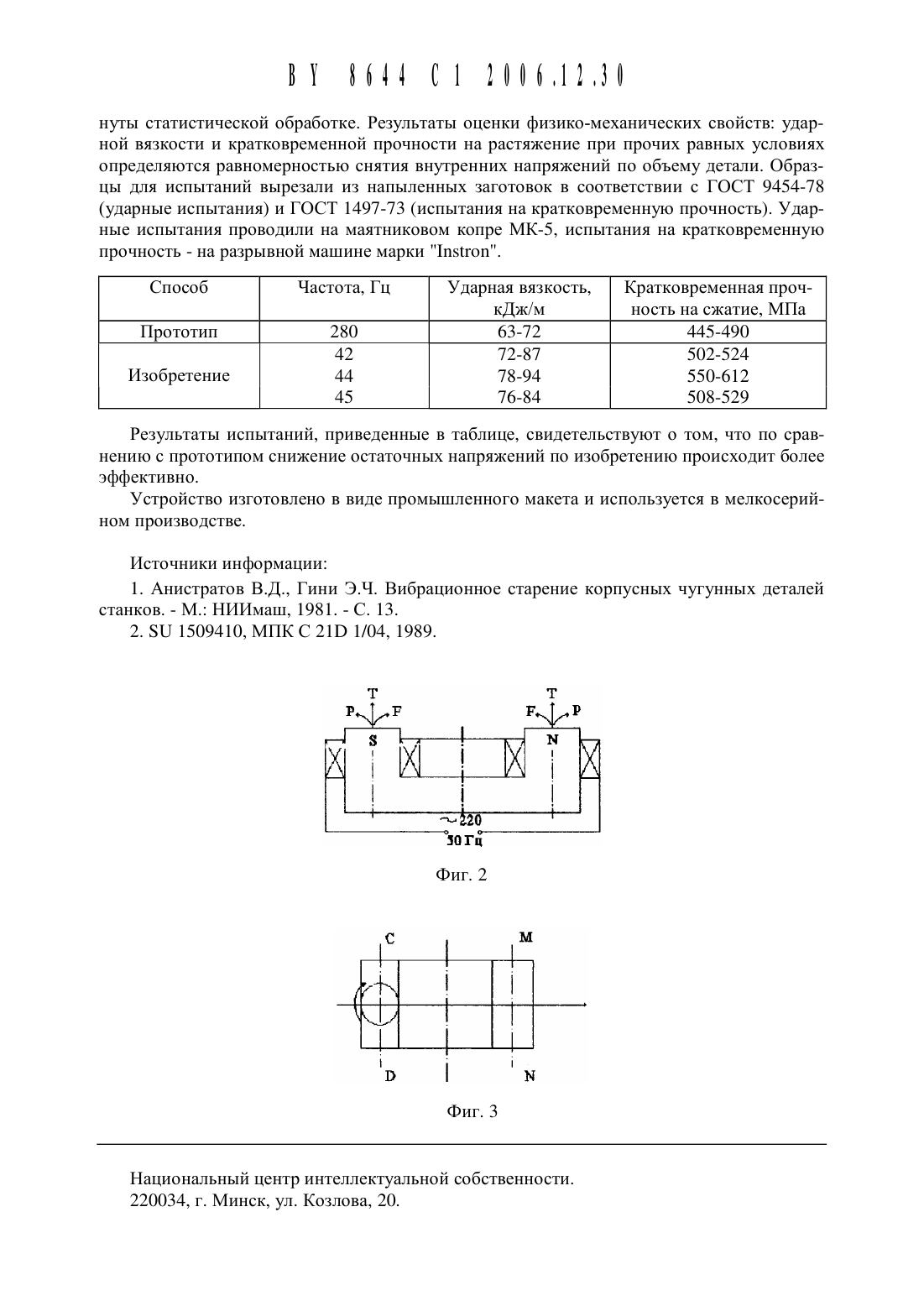
(51) С 211) 1114 НАЦИОНАЛЬНЫЙ ЦЕНтР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННИХ НАПРЯЖЕНИЙ(71) Заявитель Белорусский национальный технический университет (ВУ)(72) Авторы Соколов Юрий Валентинович Залужнь 1 й Геннадий Иосифович Хлебцевич Всеволод Алексеевич Попок Дмитрий Анатольевич(73) Патентообладатель Белорусский наЦиональнь 1 й технический университет1. Устройство для снятия внутренних напряжений в формообразующих деталях, содержащее двухполюсную электромагнитную систему переменной полярности, стол, отличающееся тем, что содержит подвижный магнитопровод-траверсу, установленный с зазором над полюснь 1 ми наконечниками электромагнитной системы с возможностью регулирования зазора, величина которого соответствует заданному интервалу резонансных частот двухполюсной электромагнитной системы, а стол кинематически связан с магнитопроводом-траверсой и выполнен с возможностью вращения вокруг своей оси.2. Устройство по п. 1, отличающееся тем, что стол установлен на магнитопроводетраверсе посредством опор качения-скольжения и связан с приводом своего вращения валом, проходящим через канал, выполненный в одном из полюсов двухполюсной электромагнитной системы переменной полярности.Изобретение относится К обработке металлов вибрацией и может быть использовано в металлургии при изготовлении матриц пресс-форм напылением.Известно устройство для снятия внутренних напряжений в формообразующих деталях, содержащее электромеханический вибратор с дисбалансом ротора, на столе которого размещена деталь, закрепленная посредством, например, винтовых прихватов 1.Известное устройство отличает высокая производительность, простота конструкции и возможность стабилизации внутренних напряжений в деталях простой пространственной формы.Недостаток устройства проявляется в анизотропии распределения остаточных напряжений по объему детали, имеющей конструктивные особенности в виде сложной конфигурации.В качестве прототипа принято устройство для снятия внутренних напряжений в формообразующих деталях, содержащее двухполюсную электромагнитную систему переменной полярной и стол 2.Известное устройство позволяет улучщить качество изделий при обработке формообразующих деталей с простой формой и геометрией гравюры.Недостаток проявляется в снижении качества детали за счет наличия анизотропии внутренних напряжений по всему объему детали сложной пространственной формы и геометрии и ограничении технологических возможностей при снятии внутренних напряжений непосредственно в процессе изготовления деталей.В основу изобретения поставлена задача улучщения качества путем исключения анизотропии внутренних напряжений по всему объему детали и расширения технологических возможностей устройства путем снятия внутренних напряжений в деталях уже готовых,так и снятия внутренних напряжений непосредственно в процессе изготовления детали и формообразования ее геометрии.Поставленная задача достигается тем, что в устройстве для снятия внутренних напряжений в формообразующих деталях, содержащем двухполюсную электромагнитную систему переменной полярной и стол, согласно изобретению, оно содержит подвижный магнитопровод-траверсу, установленный с зазором над полюсными наконечниками электромагнитной системы с возможностью регулирования зазора, величина которого соответствует заданному интервалу резонансных частот двухполюсной электромагнитной системы, а стол кинематически связан с магнитопроводом-траверсой и выполнен с возможностью вращения вокруг своей оси.В устройстве стол установлен на магнитопроводе-траверсе посредством опор каченияскольжения и связан с приводом своего вращения валом, проходящим через канал, вь 1 полненный в одном из полюсов двухполюсной электромагнитной системы переменной полярности.Для лучщего понимания изобретение поясняется чертежом.Фиг. 2 - линии составляющей магнитный поток Т.Фиг. 3 - линия СВ и МЫ - линии раздела основных магнитных потоков северного и южного полюсов электромагнитной системы.Устройство для снятия внутренних напряжений в формообразующих деталях, например, пресс-форм для изготовления конуса, содержит двухполюсную электромагнитную систему 1 переменной полярности с двухполюсным подвижным магнитопроводомтраверсой 2, расположенным заданным образом относительно статора 3 двухполюсной электромагнитной системы 1 переменной полярности. Устройство снабжено вращаемым вокруг своей оси столом 4, кинематически связанным с траверсой 2. Вращаемый стол 4 размещен на траверсе 2 посредством опор 5 качения-скольжения и связан с приводом 6 своего вращения через канал 7, выполненный в одном из полюсных наконечников 8 двухполюсной электромагнитной системы 1 переменной полярности, разрезным валом 9 отбора мощности, муфтой-демпфером 10 и валом 11 вращаемого стола 4. Вал 11 вращаемого стола 4 связан с магнитопроводом-траверсой 2 посредством подшипниковой опоры 12.Устройство снабжено механизмом 13 Изменения магнитного зазора (А) между траверсой 2 И полюсными наконечниками 8. Механизм 13 может быть выполнен, например, в виде гайки 14, смонтированной на корпусе двухполюсной электромагнитной системы 1 с возможностью свободного вращения подвижного винта 15.На вращаемом столе 4 устройства размещают модель 16 сложной пространственной формы или иной другой, на которой непосредственно формируют плазменным напь 1 лением металлического материала оболочку-деталь 17 изделия.Сущность изобретения заключается в новом способе снятия внутренних напряжений,который осуществляют следующим образом.Модель 16 помещают на вращаемый вокруг своей оси стол 4, кинематически связанный с магнитопроводом-траверсой 2 через опоры 5 качения-скольжения, и от привода 6 задают вращение столу 4 вокруг оси. Одновременно включают двухполюсную электромагнитную систему 1 переменной полярности, замыкают ее полюсные наконечники 8 между собой и осуществляют нагружение модели 16 возмущающей силой с частотой, равной резонансной частоте переменного электромагнитного поля.При этом на поверхности модели 16 напылением износостойкого, например, металлического, керамического или иного материала, формируют оболочку-деталь 17. При нагружении возмущающей силой модели 16 через и формирующейся оболочки-детали 17 через привод 6 придают вращение относительно оси, проходящей через их Центр тяжести с частотой 10. . . 100 об/мин, выявленной экспериментально.Способ снятия внутренних напряжений осуществляют следующим образом. Способ снятия внутренних напряжений в формообразующей формирующейся оболочки-детали 17 включает размещение модели 16 над полюсными наконечниками 8 двухполюсной электромагнитной системы 1 переменной полярности и нагружение модели 16 возмущающей силой с частотой, равной резонансной частоте переменного электромагнитного поля, согласно изобретению, при нагружении возмущающей силой модель 16 вращают относительно оси, проходящей через ее Центр тяжести с частотой 1 О 1 ОО об/мин.После включения двухполюсной электромагнитной системы 1 и привода 6 вращения стола 4, на модель 16 напылением наносят износостойкий материал, формирующий оболочку-деталь 17.Посредством гайки 14 и ходового винта 15 выставляют зазор (А) между подвижным магнитопроводом-траверсой 2 и полюсными наконечниками 8. Величина зазора (А) соответствует интервалу резонансных частот двухполюсной электромагнитной системы 1 переменной полярности, используемых в качестве рабочего режима для снятия внутренних напряжений. Сигнал от звукового генератора ГЗ-47 через усилитель мощности, который на чертеже условно не показан, подавали на обмотки электромагнита системы 1. Частоту выходного сигнала генератора устанавливают посредством частотомера Ч 3-33. Возмущающая сила создается переменным магнитным потоком в воздушном зазоре (А) между подвижным магнитопроводом-траверсой 2 и полюсными наконечниками 8 при прохождении через обмотки переменного и пульсирующего тока, оказывая воздействие при формировании оболочки детали 17 напылением износостойкого материала на модель 16. Возмущающая сила представляет собой силу тяги электромагнита и равна5 - площадь поперечного сечения сердечника электромагнита.Рабочая зона двухполюсной электромагнитной системы 1 делится на две части, которые на чертеже условно не показаны. Линия-зона основного магнитного потока Т имеет составляющие Т - направлена вертикально вверх Р - направлена вправо по кратчайшемунаправлению между полюсами (составляющая основного магнитного потока) Р - составляющая потока рассеивания. Линия пересечения вертикальной плоскости, в которой расположена составляющая магнитного потока Т, И горизонтальной плоскости полюсного наконечника является линией-зоной с нулевой напряженностью магнитного поля двухполюсной электромагнитной системы (фиг. 2). Линия СВ и МЫ - линии раздела основных магнитных потоков северного и южного полюсов электромагнита (фиг. 3). При обработке оболочки-детали 17 для снятия внутренних напряжений без их поворота вокруг вертикальной оси Т, как это следует графически (фиг. 3), продольная зона (часть объема детали) находится постоянно вдоль линии с нулевой напряженностью магнитного потока. Измерение величины внутренних напряжений по объему детали показывает значительную неравномерность величины напряжений, что снижает качественные показатели формообразующих деталей, например матриц, имеющих сложную форму. Поворот оболочкидетали 17 вокруг вертикальной оси в процессе обработки циклически изменяет положение объемов обрабатываемой детали относительно линии с нулевой напряженностью магнитного поля. Такая обработка уменьшает неравномерность распределения в объеме детали внутренних остаточных напряжений, что выражается в повышении конструктивной прочности детали в целом за счет улучшения механических характеристик.Пример осуществления работы устройства. Коническую модель диаметром 80 мм и высотой 30 мм, изготовленную из стали 45, полируют, покрывают гальваническим хромом, вновь полируют до достижения шероховатости, соответствующей 10-11 классу, и окисляют при 700 С для получения пленки оксида хрома. Разделительный слой из оксида хрома предотвращает приваривание к модели частиц напыляемого порошка. Напыляют порошок марки ПЖМ 2 (ГОСТ 9849-74) фракцией 60-100 мкм. Напыление проводят на плазменной установке УПУ-3 Д при следующем режиме сила тока 300 А, напряжение дуги 100 В. Плазмообразующий газ - смесь аргона с аммиаком. При этом на поверхности модели напылением износостойкого материала ПЖМ 2 формируют оболочку-деталь. Толщина напыленной металлической оболочки 10 мм. При нагружении возмущающей силой одновременно модели и формируемой оболочки-детали им придают вращение относительно оси, проходящей через их центр тяжести, с частотой 10. . . 100 об/мин. Низкочастотную электромагнитовибрационную обработку производят на полюсах двухполюсного электромагнита переменной полярности с сетевым напряжением 220 В и номинальным током 10 А при напряженности магнитного поля 200-300 кА/м. Резонансная частота в интервале 42-45 Гц при номинальном зазоре (А) 300-350 мкм. Под действием знакопеременного магнитного поля на резонансной частоте, прикладываемого во время магнитной стабилизации, происходит снятие остаточных напряжений в деталях, возникающих вследствие термических условий напыления, различия теплофизических свойств материалов модели и оболочки, фазовых превращений и т.д. Через 20-40 с подвижную часть магнитопровода-траверсь 1 выводят из резонансного режима, выключают двухполюсную электромагнитную систему. После напыления модель извлекают и с полученной оболочкидетали, внутренняя полость которой точно копирует конфигурацию и класс шероховатости поверхности модели. В связи с тем, что центральную (осевую) зону детали при формообразовании располагают по линии СВ нулевой напряженности, например, южного полюса, поэтому на фиг. 3 видно, что при вращении оболочки-детали ее центральная зона отключается от линии нулевой напряженности магнитного поля. Оптимальная частота вращения стола выявлена экспериментально и составляла 1 10-100 об/мин. При таком режиме получали максимальное взаимодействие материала оболочки-детали с составляющими Р и Р магнитных потоков. Смещение осевой зоны детали от линии СВ и МЫ (с нулевой напряженностью) составляло 405 мм. Контроль качества снятия остаточных напряжений производили рентгенографическим методом по программе гармонического анализа формы рентгеновских линий. В соответствии с программой на ЭВМ Решйиш 1/ осуществляли анализ формы дифракционных линий. Полученные данные были подверг 4
МПК / Метки
МПК: C21D 1/04
Метки: устройство, деталях, формообразующих, напряжений, внутренних, снятия
Код ссылки
<a href="https://by.patents.su/5-8644-ustrojjstvo-dlya-snyatiya-vnutrennih-napryazhenijj-v-formoobrazuyushhih-detalyah.html" rel="bookmark" title="База патентов Беларуси">Устройство для снятия внутренних напряжений в формообразующих деталях</a>
Устройство для измерения внутренних напряжений в тонких пленках
Номер патента: 6176
Опубликовано: 30.06.2004
Авторы: Фролов Игорь Станиславович, Макаревич Евгений Владимирович, Иващенко Сергей Анатольевич, Плахотнюк Василий Иванович
МПК: G01B 11/16
Метки: устройство, пленках, внутренних, тонких, измерения, напряжений
Текст:
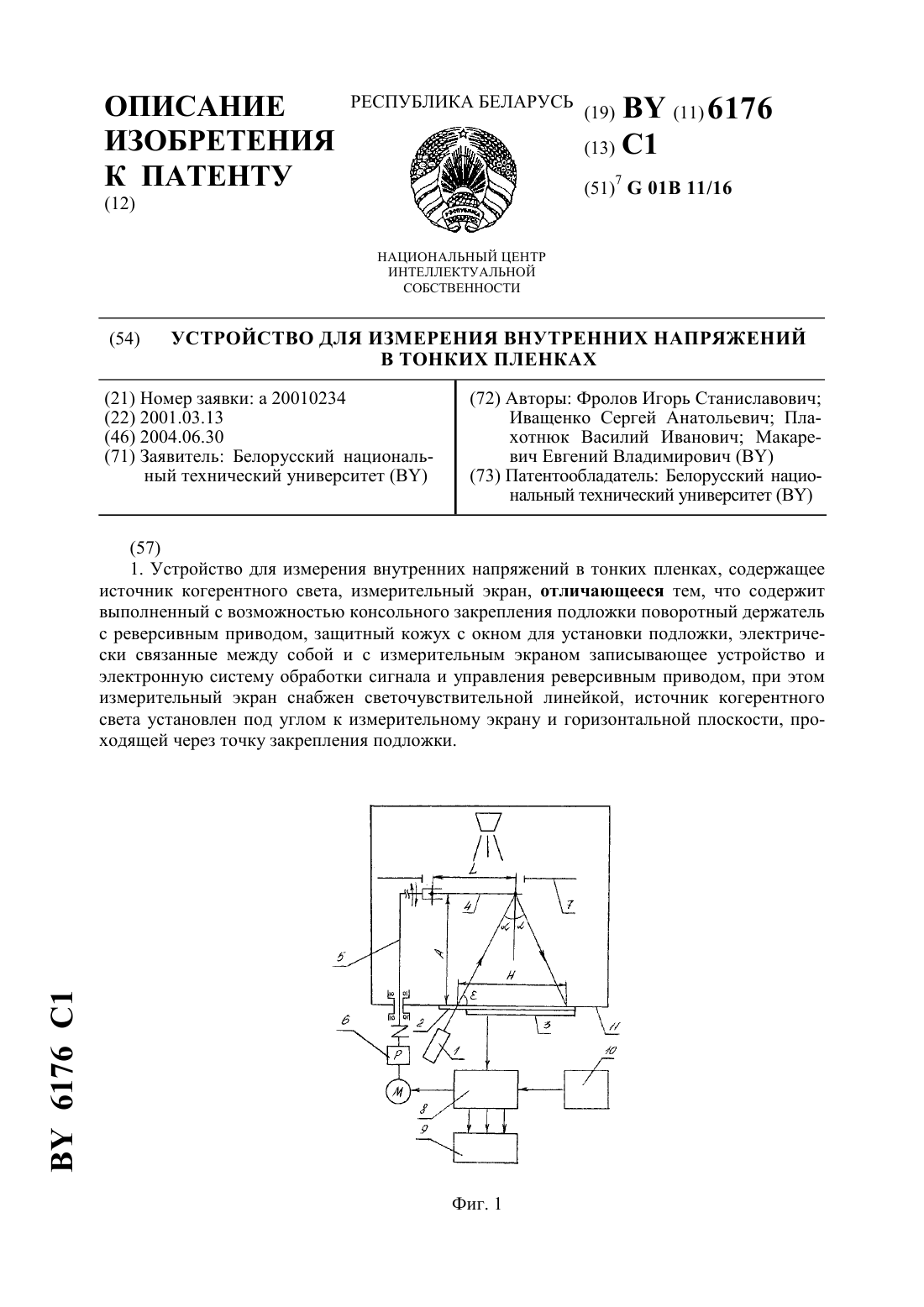
...этом обеспечивается высокая точность показаний регистрирующей системы устройства и автоматизация процесса измерений. Применение в заявляемом устройстве дополнительных источника когерентного света и измерительного экрана, расположенных в вертикальной плоскости, проходящей через точку закрепления подложки, позволяет измерять напряжения в двух взаимно перпендикулярных плоскостях. Это дает возможность получать более полную картину распределения...
Способ получения формообразующих деталей напылением
Номер патента: 3421
Опубликовано: 30.06.2000
Авторы: Ситкевич Михаил Васильевич, Залужный Геннадий Иосифович, Соколов Юрий Валентинович, Ворошнин Алексей Леонидович, Попок Дмитрий Анатольевич
МПК: C23C 4/18
Метки: формообразующих, напылением, получения, деталей, способ
Текст:
...деталей является изнашивание и разгарные трещины. Задачей является снижение пористости поверхностных слоев напыленных формообразующих деталей и повышение их износо- и разгаростойкости. Поставленная задача решается тем, что в способе получения формообразующих деталей напылением,включающем изготовление формообразующей модели, наложение на нее электромагнитного поля, напыление на модель стального порошкового материала с получением детали,...
Способ очистки внутренних поверхностей нагрева паровых и водогрейных котлов от накипи и устройство для его реализации
Номер патента: 1894
Опубликовано: 30.12.1997
Автор: Федорович Элла Николаевна
МПК: F28G 7/00, F22B 37/48
Метки: котлов, реализации, очистки, поверхностей, способ, накипи, устройство, нагрева, водогрейных, внутренних, паровых
Текст:
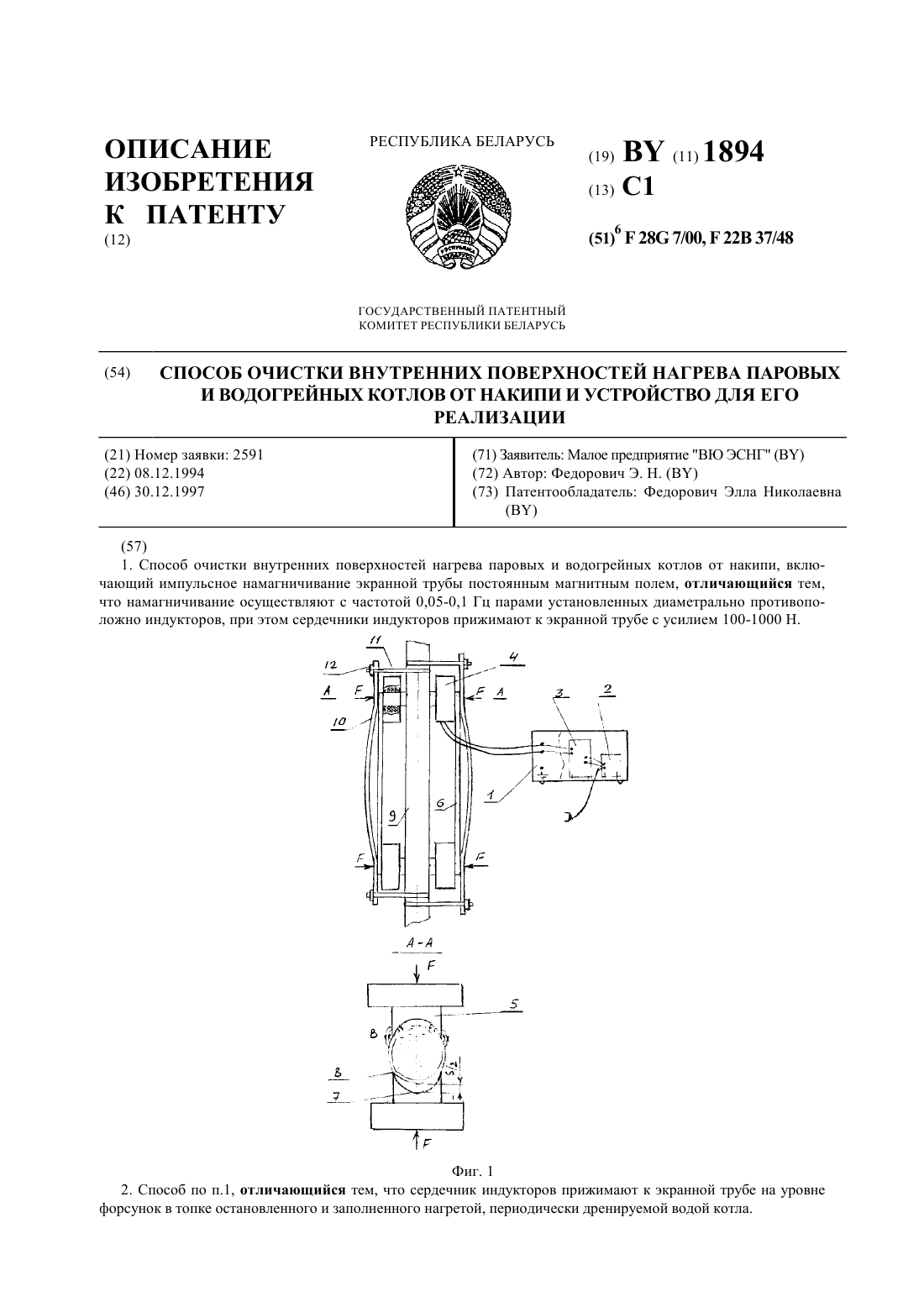
...которых на величину равную например 1-5 мм меньше наружного диаметра трубы, что приводит к образованию заостренных кромок, на которых концентрируется магнитный поток. Имеется возможность упора кромок в зачищенную до металла поверхность трубы, что приводит к передаче на трубу как основного - сконцентрированного магнитного потока, так и потоков рассеяния на кромках. 1894 1 Сердечники заостренными кромками прижаты с усилием к поверхности...
Устройство для измерения отклонений центра внутренних сферических элементов деталей

Номер патента: U 3045
Опубликовано: 30.10.2006
Авторы: Соломахо Владимир Леонтьевич, Соколовский Сергей Степанович, Соломахо Дмитрий Владимирович
МПК: G01B 5/22
Метки: отклонений, центра, измерения, устройство, деталей, внутренних, элементов, сферических
Текст:
...элементы, выполненные в виде роликов и установленные на узле регулировки так, что их оси расположены в плоскости, параллельной установочной плоскости, узел регулировки выполнен в виде равноплечих рычагов, одни концы которых закреплены шарнирно в корпусе симметрично его оси, а на других концах которых закреплены базовые элементы,средняя часть рычагов с помощью промежуточных звеньев одной длины шарнирно связана с втулкой, расположенной на...
Устройство для получения покрытий на цилиндрических деталях
Номер патента: U 3098
Опубликовано: 30.10.2006
Авторы: Клименко Сергей Ефимович, Визнер Лидия Юрьевна, Сосновский Сергей Игоревич, Сосновский Игорь Александрович, Дорожкин Нил Николаевич, Крауклис Андрей Владимирович
МПК: B22F 3/02
Метки: покрытий, цилиндрических, получения, деталях, устройство
Текст:
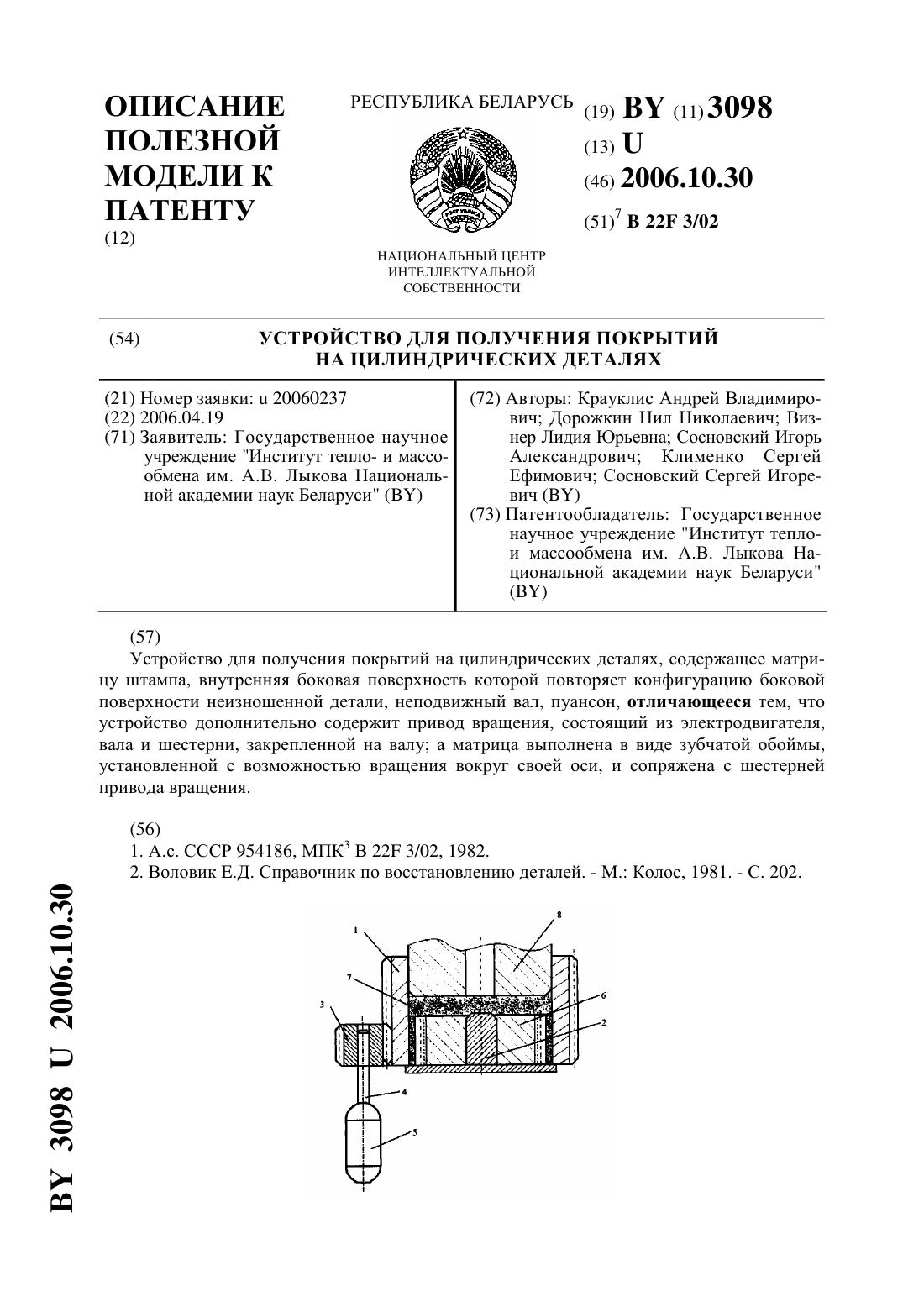
...повторяет конфигурацию боковой поверхности изношенной детали, неподвижного вала и пуансона 2 - прототип. Установка работает следующим образом. Деталь, предназначенную для восстановления, предварительно нагревают в соляной ванне до 1200 С, устанавливают ее в матрицу штампа и производят осадку пуансоном. Таким образом, мы видим, что данное устройство позволяет восстанавливать изношенные шестерни при помощи пластической деформации с...
Предыдущий патент: Грунтовка реактивная
Следующий патент: Способ борьбы с сорняками
Случайный патент: Способ получения плазмиды, кодирующей активатор плазминогена