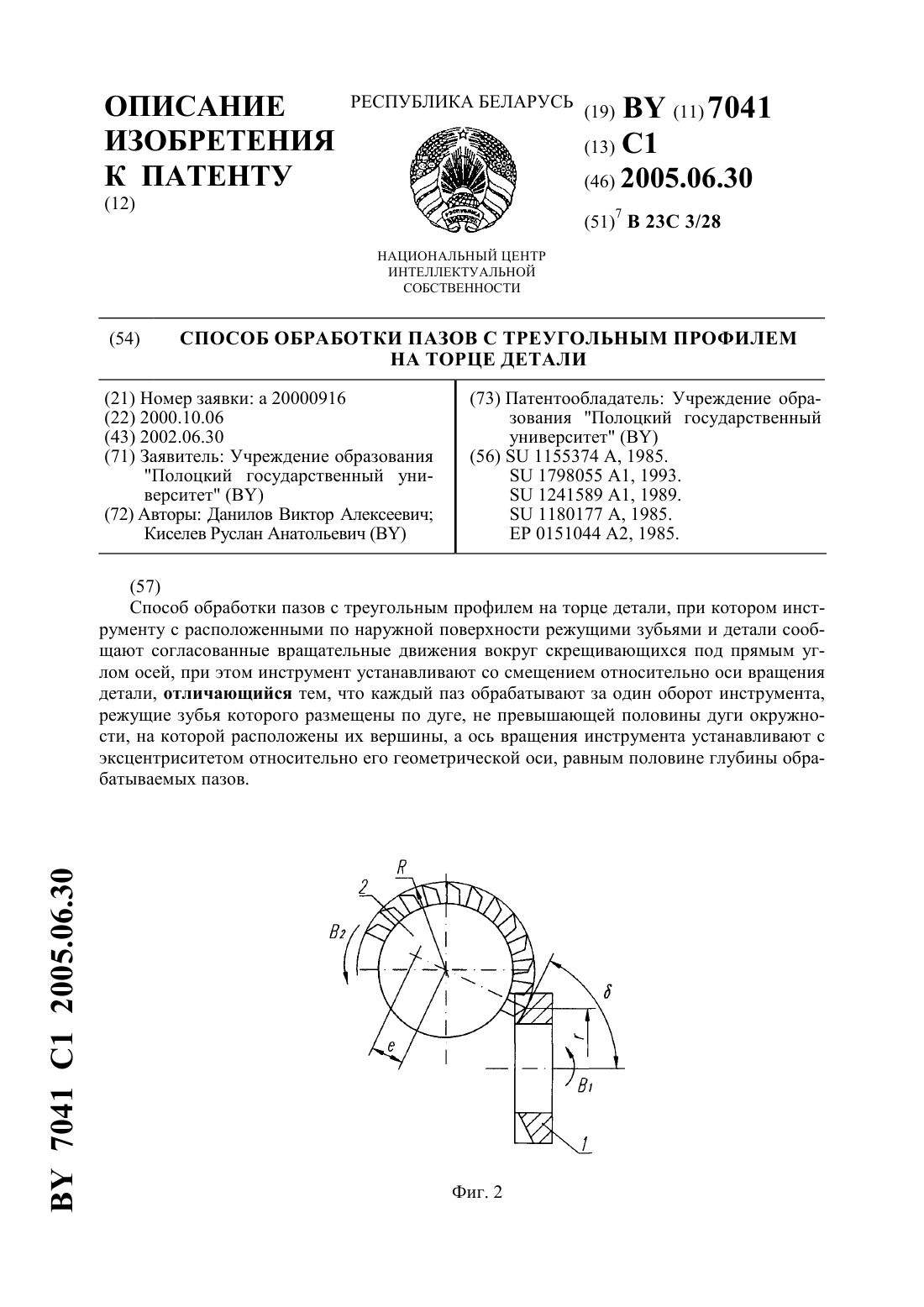
Способ обработки пазов с треугольным профилем на торце детали
Номер патента: 7041
Опубликовано: 30.06.2005
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
Текст
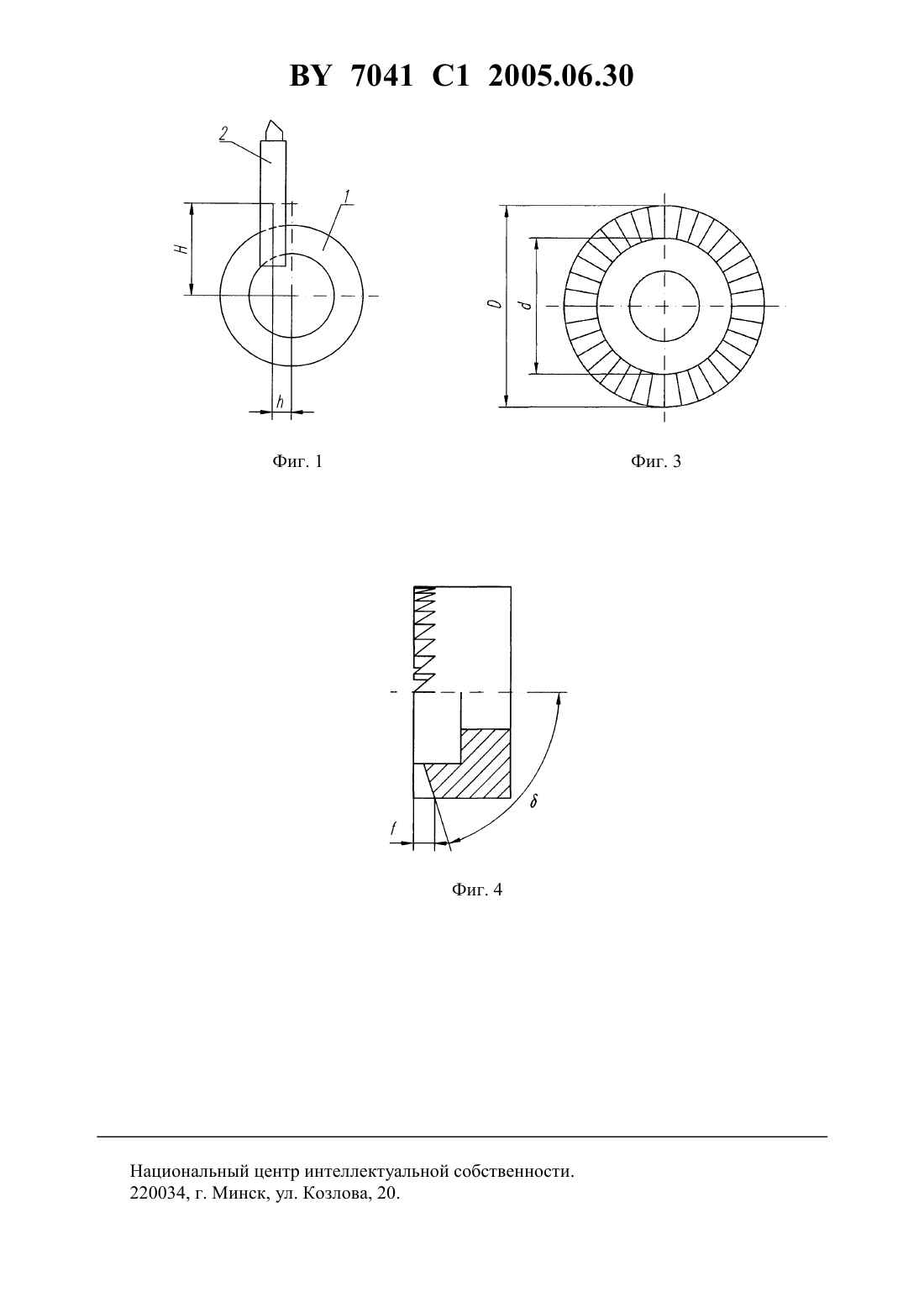
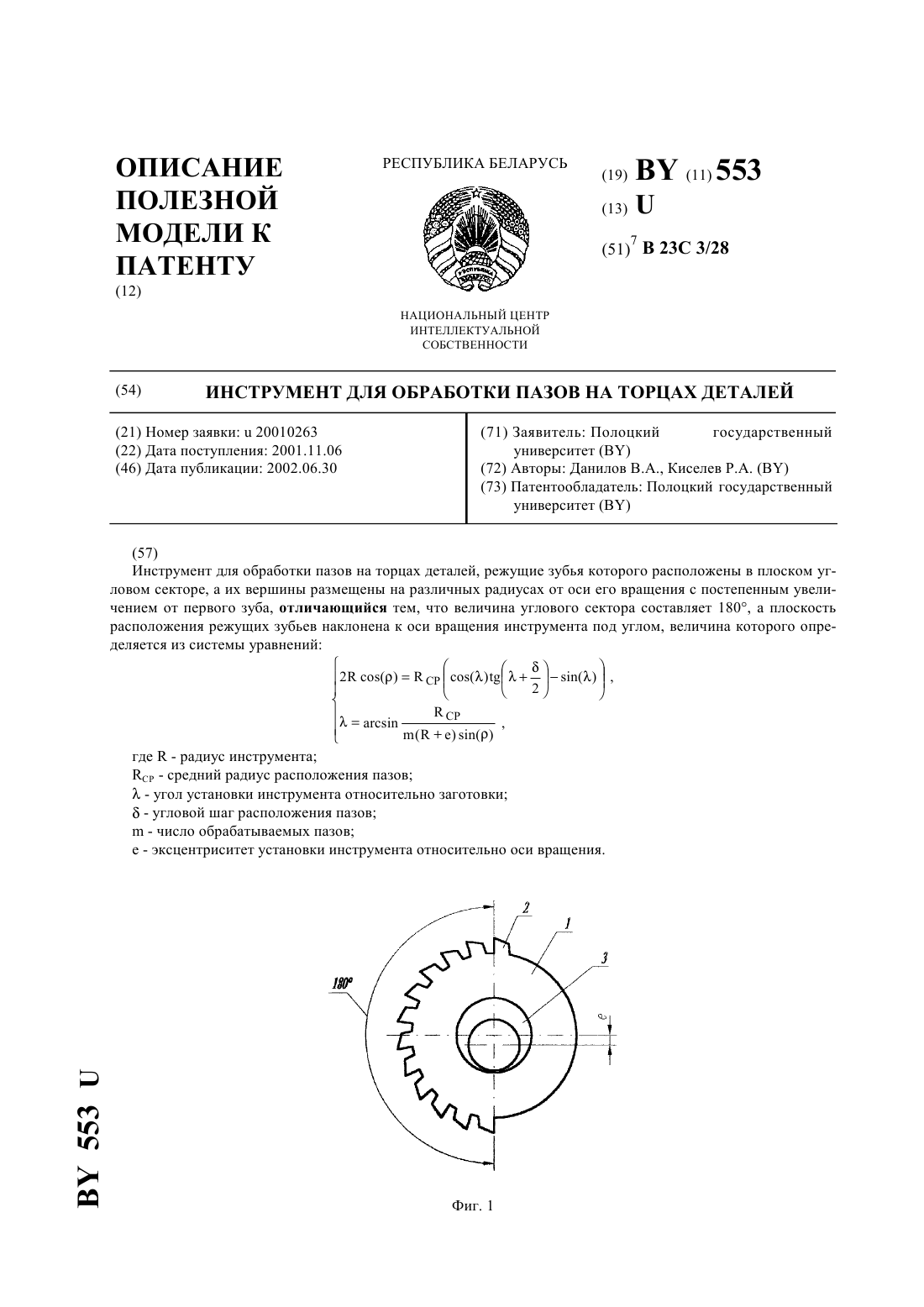
(51)23 3/28 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ПАЗОВ С ТРЕУГОЛЬНЫМ ПРОФИЛЕМ НА ТОРЦЕ ДЕТАЛИ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Киселев Руслан Анатольевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ обработки пазов с треугольным профилем на торце детали, при котором инструменту с расположенными по наружной поверхности режущими зубьями и детали сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом инструмент устанавливают со смещением относительно оси вращения детали, отличающийся тем, что каждый паз обрабатывают за один оборот инструмента,режущие зубья которого размещены по дуге, не превышающей половины дуги окружности, на которой расположены их вершины, а ось вращения инструмента устанавливают с эксцентриситетом относительно его геометрической оси, равным половине глубины обрабатываемых пазов. 7041 1 2005.06.30 Изобретение относится к области обработки резанием и найдет применение в машиностроении при изготовлении деталей, имеющих пазы с треугольным профилем на торце детали, например храповых муфт и т.п. Известен способ обработки пазов 1, основанный на том, что периодически, после обработки каждого паза и выхода фрезы из него, деталь поворачивают на необходимый угол и обрабатывают следующий. Недостаток этого способа состоит в том, что процессы обработки и деления (перехода к следующему пазу) выполняются последовательно, что удлиняет время обработки детали и, следовательно, отрицательно влияет на производительность. Известен способ обработки пазов 2, по которому режущему инструменту в виде круговой протяжки, состоящей из секций фасонных резцов, сообщают вращение с постоянной скоростью, а поворот детали на угловой шаг производят в то время, когда над ней находится сектор, не содержащий резцов. Недостатками способа являются сложность инструмента и пониженная производительность по причине дискретности процесса деления. Известен способ обработки пазов на торце детали 3, согласно которому детали и резцовой головке сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом резцовую головку устанавливают на среднем радиусе расположения пазов со смещением относительно оси вращения заготовки. Для получения пазов заданной глубины резцовой головке сообщают также движение врезания вдоль оси вращения заготовки. Недостатком известного способа является то, что каждый паз формируется за множество оборотов инструмента, что является причиной пониженной производительности обработки. Задачей настоящего предложения является устранение отмеченного недостатка, т.е. повышение производительности обработки. Указанная задача решается за счет того, что инструменту с расположенными по наружной поверхности режущими зубьями и детали сообщают согласованные вращательные движения вокруг скрещивающихся под прямым углом осей, при этом инструмент устанавливают со смещением относительно оси вращения детали, каждый паз обрабатывают за один оборот инструмента, режущие зубья которого размещены по дуге, не превышающей половины дуги окружности, на которой расположены их вершины, а ось вращения инструмента устанавливают с эксцентриситетом относительно его геометрической оси,равным половине глубины обрабатываемых пазов. Заявляемый способ отличается тем, что каждый паз обрабатывают за один оборот инструмента, его режущие зубья располагают по дуге, не превышающей половины длины окружности, на которой расположены их вершины, а ось вращения устанавливают с эксцентриситетом относительно его геометрической оси, равным половине глубины обрабатываемых пазов. Отличительные признаки предлагаемого способа обеспечивают получение технического результата, состоящего в том, что движение врезания осуществляют за счет конструкции инструмента. Благодаря этому способ обладает по сравнению с прототипом более высокой производительностью. Сущность предложения поясняется чертежом, содержащим 4 фигуры. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема обработки пазов на фиг. 3 показана деталь, обработка которой рассматривается в примере на фиг. 4 - деталь по фиг. 3 в разрезе. Обработку пазов на торце детали 1 (фиг. 1, 2) осуществляют инструментом 2. Его режущие зубья располагают на наружной поверхности корпуса инструмента по дуге, не превышающей половины длины окружности, на которой находятся их вершины. Инструмент 7041 1 2005.06.30 устанавливают с эксцентриситетом е относительно оси вращения. Для получения заданной глубины пазов величину эксцентриситета определяют по формуле,(1) 2 где- глубина паза. Плоскость вращения инструмента устанавливают на расстоянииот оси вращения заготовки, которое рассчитывают по формуле 2где- средний радиус пазов- число обрабатываемых пазов- радиус инструмента- эксцентриситет установки инструмента,а расстояниемежду осями вращения инструмента и заготовки задают по зависимостигде- угол конуса впадин. В процессе обработки детали 1 и инструменту 2 сообщают согласованные вращательные движения 1 и 2 соответственно с частотами 1 и 2 вокруг скрещивающихся под прямым углом осей. Отношениечастот вращательных движений задают пропорциональным количеству пазов 2 ,(4) 1 где 1 - частота вращения детали 2 - частота вращения инструмента. Благодаря этому обеспечивают непрерывность движения деления, т.е. переход от паза к пазу без остановки заготовки. За счет эксцентричной установки инструмента при его вращении осуществляется движение врезание режущих зубьев в заготовку со средней подачей на зуб где- число режущих зубьев. Скорость резанияпри обработке предлагаемым способом равна геометрической сумме окружных скоростей инструмента 2 и детали 1 и максимальна при 10. Для этого момента 22 2 ,(6) поэтому частоту вращения инструмента для заданной скорости резанияопределяют по зависимости(7) 2 Частоту вращения детали настраивают враз меньше. Пример. Обрабатываемая деталь (храповая муфта) диаметр внешний 26 мм диаметр внутренний 20 количество пазов 36 угол конуса впадин 8737 глубина пазов 0,85 мм. 7041 1 2005.06.30 Режущий инструмент радиус 50 мм количество режущих зубьев 20 материал режущей части - твердый сплав Т 5 К 10. Вершины режущих зубьев расположены по окружности диаметром 100 мм на половине ее длины. Скорость резания 95 м/мин. Инструмент устанавливают относительно оси вращения с эксцентриситетом , который согласно (1) 0,85 0,425 мм. 2 Расчетная частота вращения инструмента для заданной скорости резания в соответствии с (7) 9510 3 2299,9 мин 1.2(500,425) Настраивают 2250 мин-1 и отношение частот вращения инструмента и детали в соответствии с (4)36. Устанавливают инструмент относительно заготовки в соответствии с (2) и (3) 11,5 2(500,425)36 Подача на зуб в соответствии с (5) составляет 0,850,0425 мм. 20 В процессе обработки инструменту и заготовке сообщают согласованные вращательные движения 2 и 1 с частотами 2250 мин-1 и 16,944 мин-1. Благодаря эксцентричной установке инструмента формирование зубчатого венца осуществляется за один оборот заготовки, поэтому при частоте ее вращения 6,944 мин-1 время обработки составит 8,64 с. Время обработки указанной детали при том же режиме резания по известному способу составляет 73,45 с. Таким образом, предлагаемый способ обеспечивает многократное повышение производительности. Источники информации 1. Малов А.Н. Механизация и автоматизация универсальных металлорежущих станков. - . Машиностроение, 1969. - С. 344-345. 2. Махаринский Е.И., Горохов В.А. Основы технологии машиностроения Учебник. Мн. Выш. шк., 1997. - С. 110-111. 3. А.с. СССР 1155374, МПК В 23 С 3/28, 1985. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23C 3/28
Метки: детали, треугольным, профилем, способ, торце, обработки, пазов
Код ссылки
<a href="https://by.patents.su/5-7041-sposob-obrabotki-pazov-s-treugolnym-profilem-na-torce-detali.html" rel="bookmark" title="База патентов Беларуси">Способ обработки пазов с треугольным профилем на торце детали</a>
Инструмент для обработки пазов на торце детали и способ обработки пазов на торце детали
Номер патента: 6934
Опубликовано: 30.03.2005
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: пазов, торце, обработки, детали, способ, инструмент
Текст:
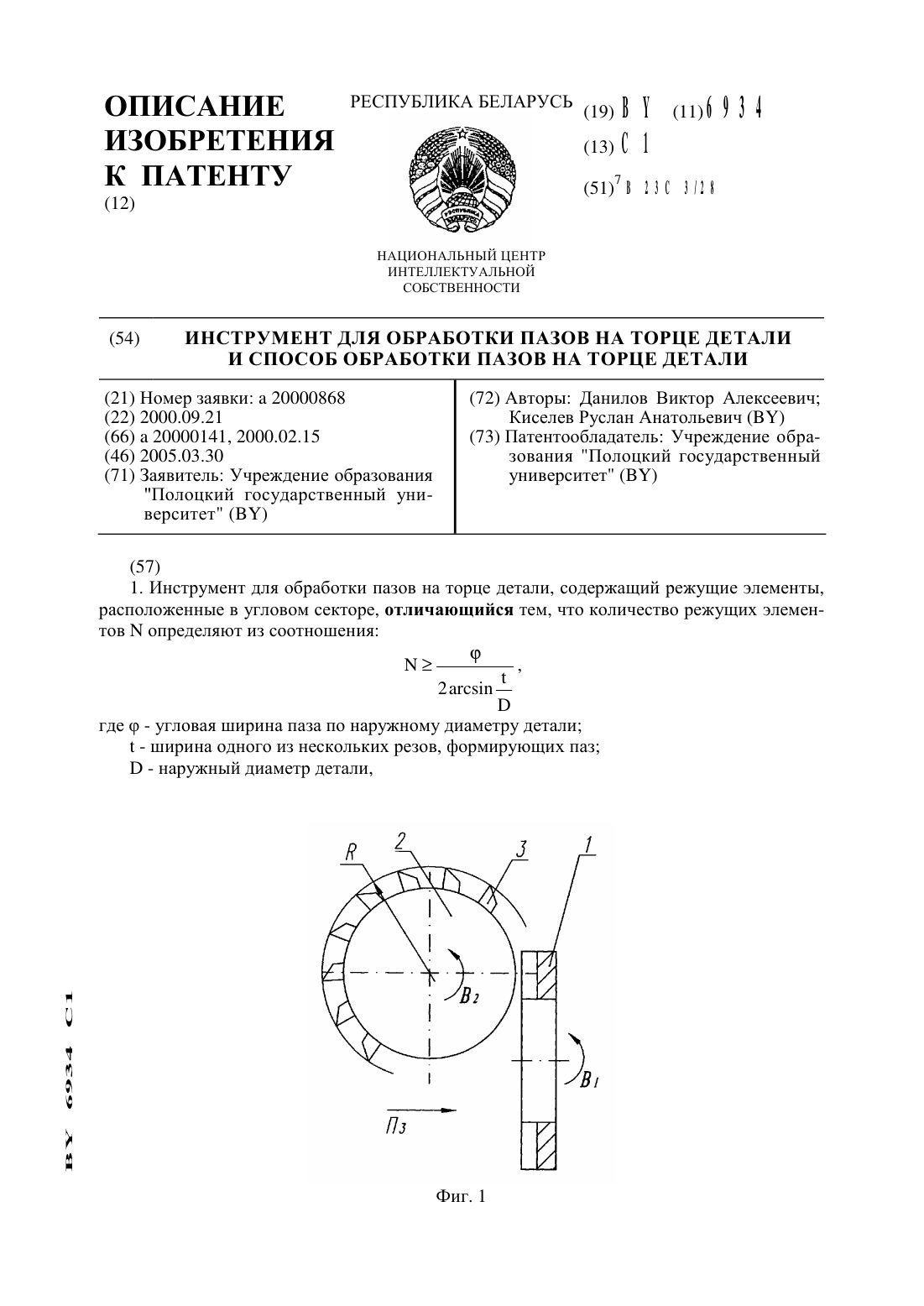
...инструмента и детали.Отличительные признаки предлагаемого инструмента и способа обеспечивают получение технического результата в виде возможности управления шириной и геометрией формируемых пазов при непрерывном процессе деления. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими элементами, расположенными в угловом секторе. Благодаря этому инструмент и способ обладает по сравнению с прототипом более...
Способ обработки пазов на торце детали и станок для его осуществления

Номер патента: 6165
Опубликовано: 30.06.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: детали, пазов, осуществления, обработки, торце, способ, станок
Текст:
...перемещение П вдоль оси вращения заготовки (движение подачи).Кинематическая структура станка, реализующего описанный способ обработки, приведена на фиг. 2.Станок содержит привод вращения инструмента 1, состоящий из двигателя 4 и органа настройки 5 скорости резания, щпиндели 6 и 7 соответственно инструмента 1 и заготовки 3, дополнительную кинематическую цепь с механизмом 8 автоматического изменения угловой скорости вращения...
Способ формирования пазов на торце детали
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: торце, детали, формирования, способ, пазов
Текст:
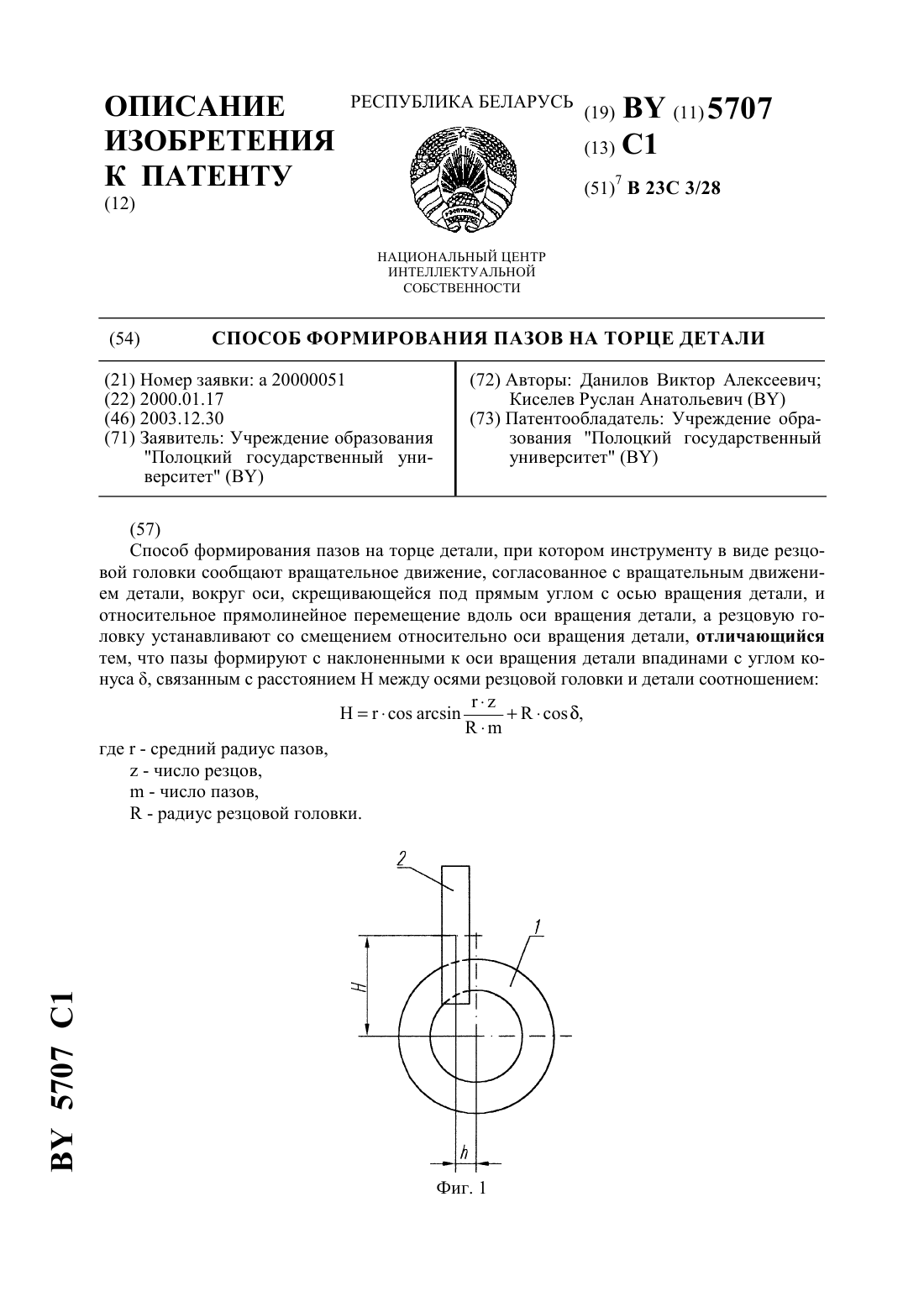
...относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана...
Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: торцах, способ, пазов, деталей, обработки
Текст:
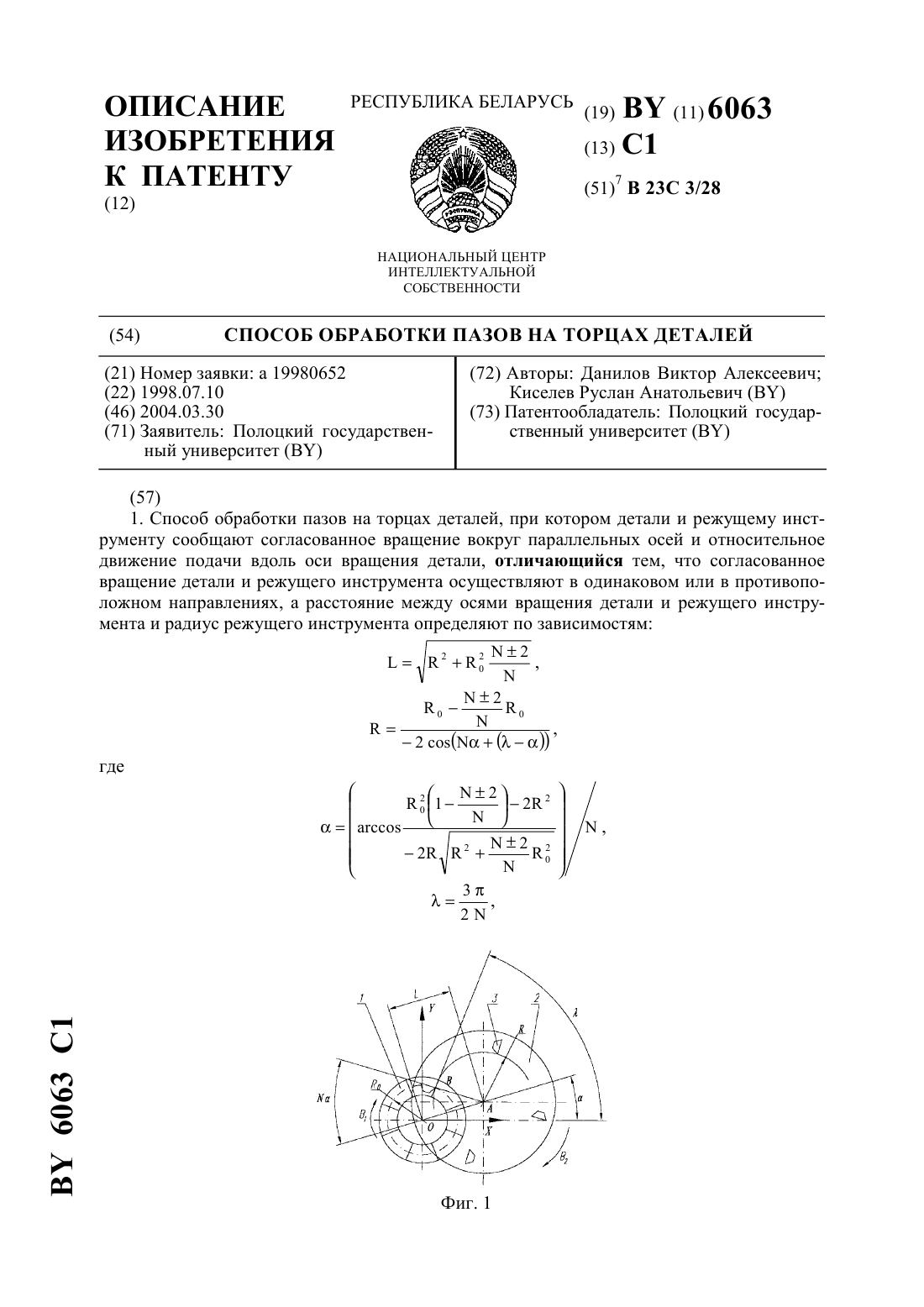
...детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого)...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: обработки, деталей, инструмент, торцах, пазов
Текст:
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Предыдущий патент: Способ получения полимерных смесей из аминонитрилов и термопластичных полимеров
Следующий патент: Производные хинолина
Случайный патент: Обкаточное устройство для снятия остаточных напряжений холоднотянутой стальной проволоки