Способ обработки волокнисто-тканевого материала
Номер патента: 1569
Опубликовано: 30.03.1997
Авторы: Рогачев Александр Владимирович, Казаченко Виктор Павлович, Палий Олег Иванович

Текст
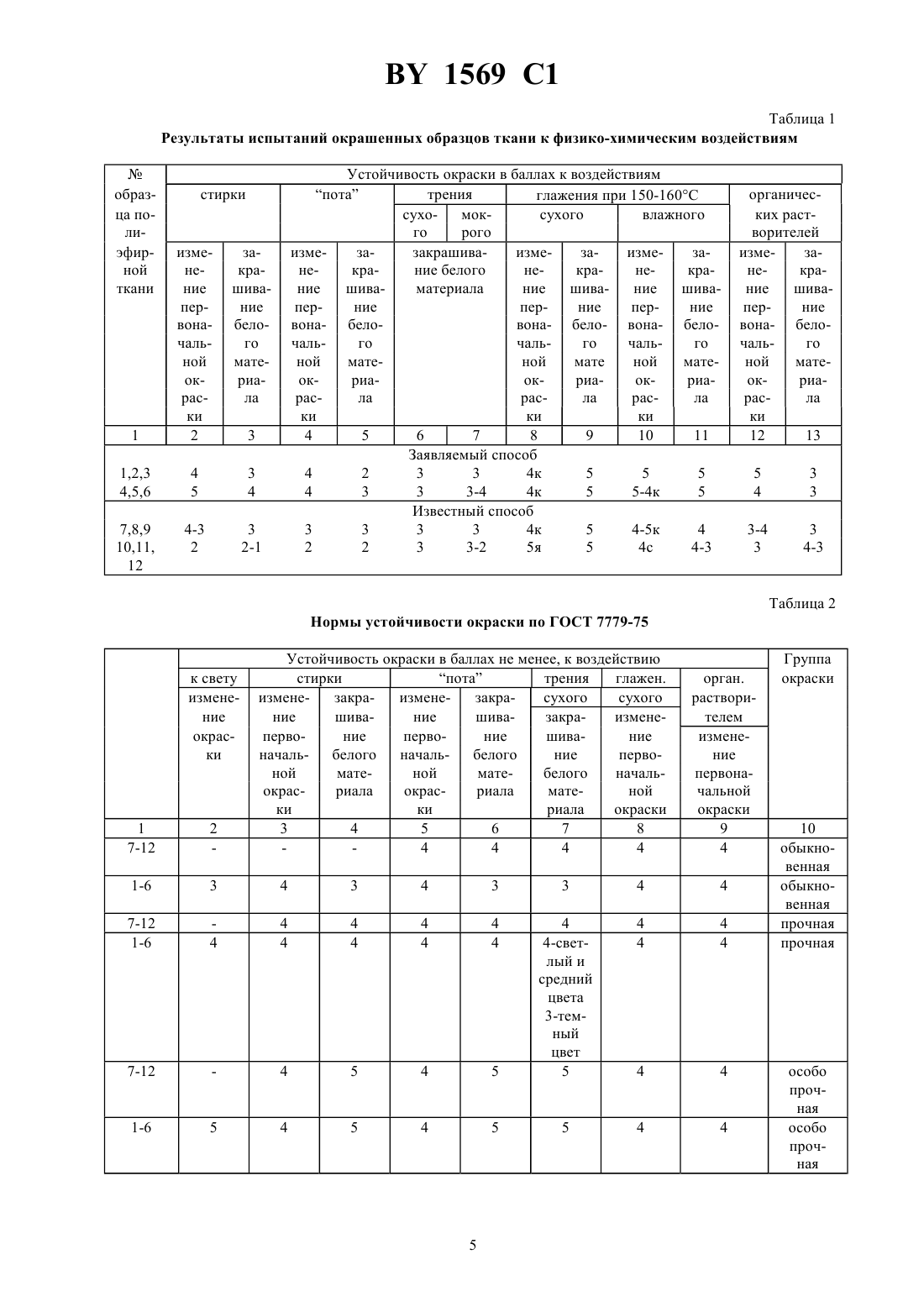
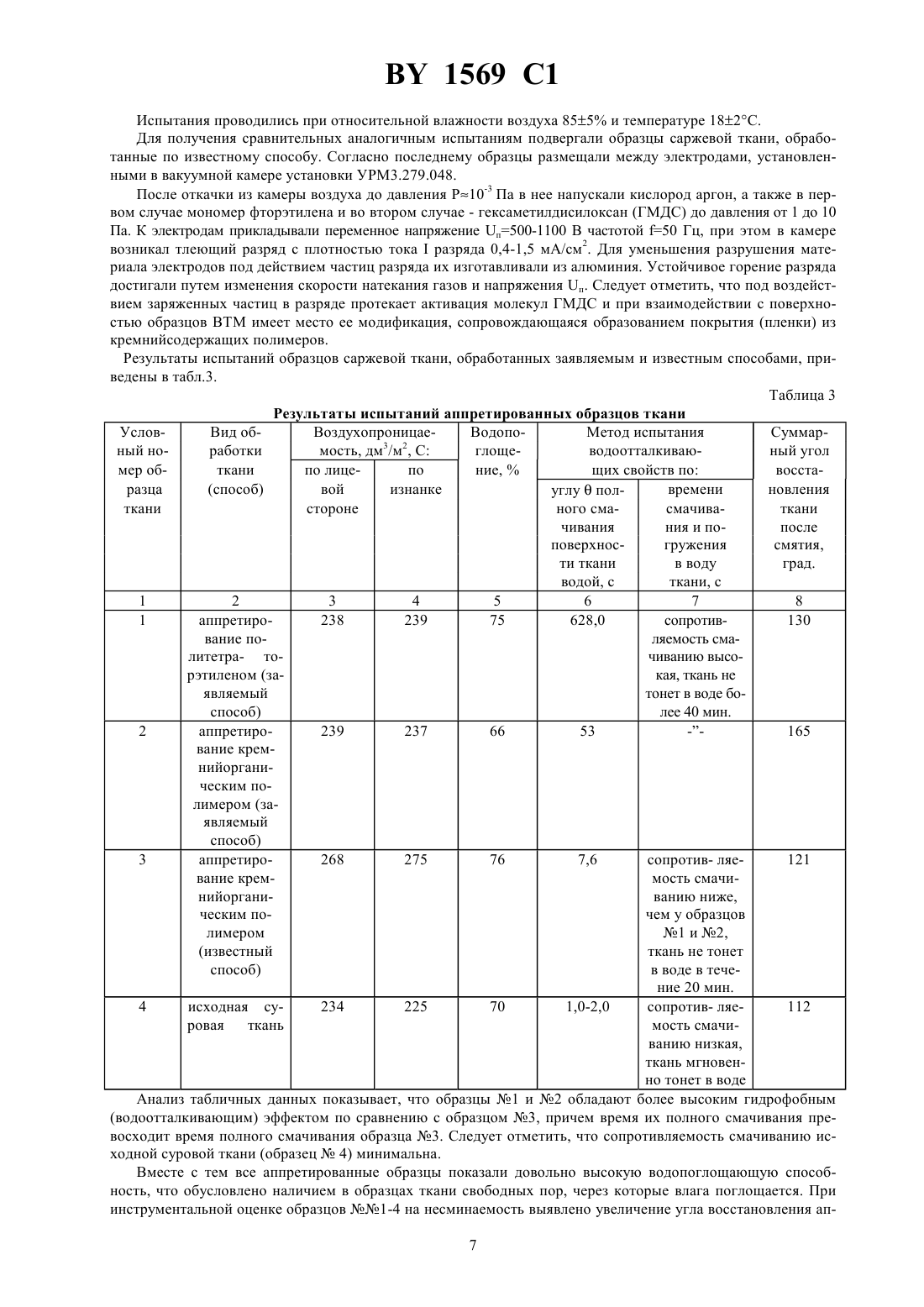
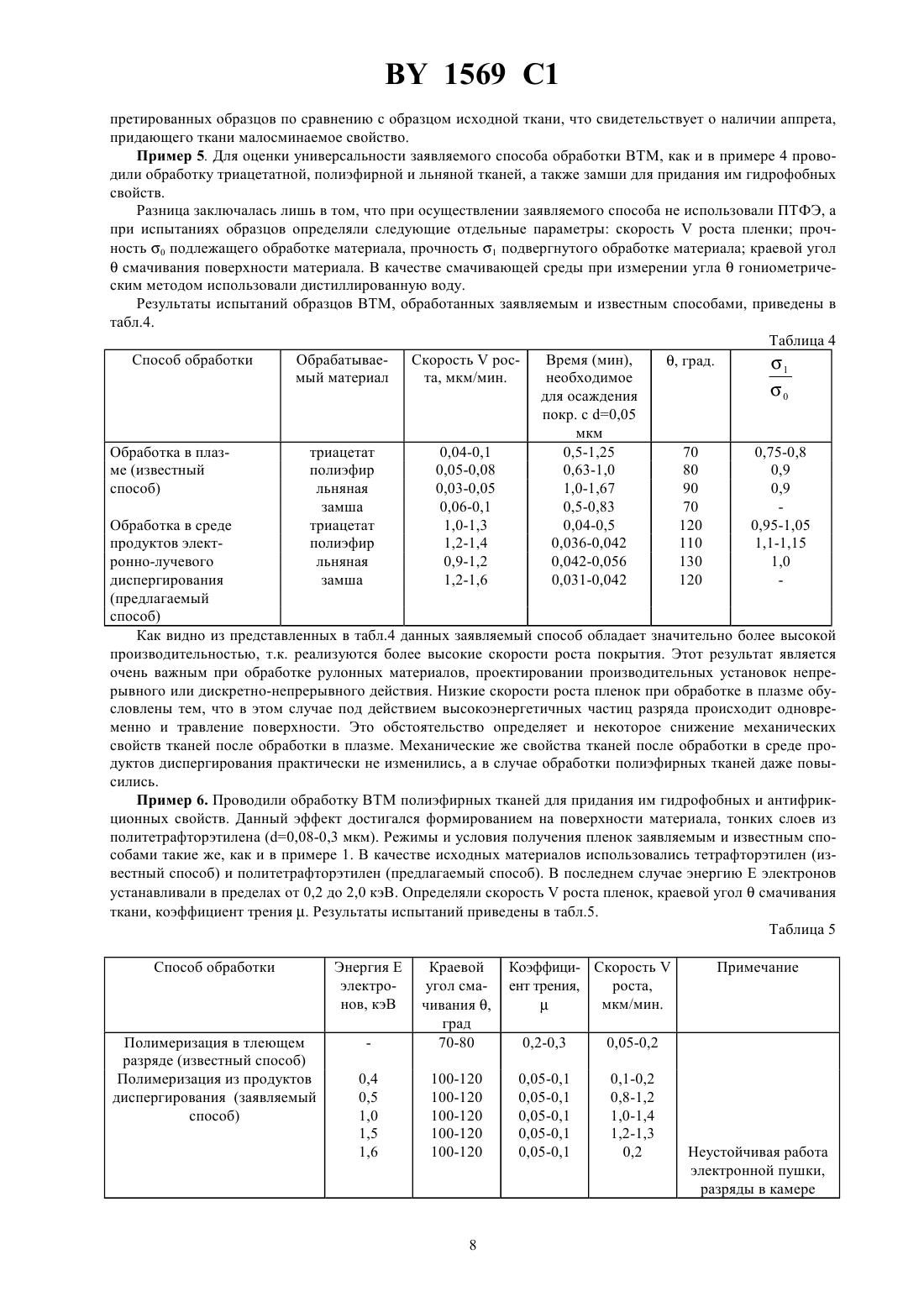
06 10/08, 06 10/10 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Гомельское НПО ученых Элорма(73) Патентообладатель Рогачев Алекандр Владимирович, Казаченко Виктор Павлович, Палий Олег Иванович(57) 1. Способ обработки волокнисто-тканевого материала, включающий получение активированной газовой среды энергетическим воздействием на, по меньшей мере, одно органическое вещество и ее осаждение на поверхности волокнисто-тканевого материала, отличающийся тем, что воздействие осуществляют или потоком электронов с энергией 0,5-1,5 КэВ, или ионами с плотностью потока 3-200 КВт/см 2, или лазерным облучением с плотностью потока 80-800 КВт/м 2. 2. Способ по п.1, отличающийся тем, что в качестве органического вещества используют полимер и/или краситель.(56) 1. Тезисы докладов Всесоюзного семинара // Теория и практика плазмохимической обработки тканей и полимерных пленок (20-22 ноября 1991, г. Иваново). Иваново, 1991. - С. 25. 2. А.с. СССР 913766, МКИ 06 5/20, 1992. Изобретение относится к области красильно-отделочного производства волокнисто-тканевых материалов, а более конкретно - к способам обработки волокнисто-тканевых материалов различного функционального назначения для придания им комплекса специальных потребительских свойств. В контексте данного изобретения под волокнисто-тканевыми материалами (ВТМ) понимаются тканые(т.е. синтетические и трикотажные ткани, полученные вязанием или ткачеством из пряжи, нитей, волокон),нетканые (т.е. синтетические, полученные, например, печатанием из вспененных составов, и натуральные полотна и кожи) и комбинированные многослойные материалы (например, клеенки и линолеумы на тканевой основе). Следует отметить, что наиболее перспективными с точки зрения потребительских свойств становятся материалы, сформированные из нитей и волокон различных веществ или комплексных нитей и волокон триацетатных, полиэфирных, вискозных, шерстяных, полиакриловых, полиамидных, поливиниловых, найлоновых и д. Это обуславливает необходимость химической обработки не самих ВТМ, а отдельно волокон и нитей, их образующих, что нельзя признать производительным. Под комплексом специальных потребительских свойств понимаются такие свойства, как гидрофильность, гидрофобность, усадка, эластичность, мягкость, несминаемость, формоустойчивость, накрашиваемость, электризуемость, жаростойкость, драпируемость, газопроницаемость, износоустойчивость и др. В красильно-отделочном производстве, базирующемся преимущественно на химической технологии волокнистых и волокнисто-тканевых материалов (ВТМ), известно значительное число способов обработки, заключающихся в воздействии на поверхность материалов растворами химических реагентов, при котором на 1569 1 ней формируется слой вещества - модификатора, обеспечивающий придание материалу тех или иных эксплуатационных свойств. Однако им на смену все чаще приходят безрастворные технологии. Известен безрастворный способ обработки волокнисто-тканевого материала 1, заключающийся в размещении ВТМ из химических волокон в реакционно -способной газовой среде, которую создают напуском в замкнутый объем газов, способных взаимодействовать между собой при энергетическом воздействии на него. В качестве таких газов в известном способе используют кремнийсодержащие мономеры, а в качестве источника энергетического воздействия - низкотемпературную плазму. Результатом взаимодействия газов, иницируемых плазмой, является полимеризация, продукты которой модифицируют поверхность обрабатываемого материала, закрепляясь на ней в виде тонкого слоя (5-50 НМ). Плазменный разряд в среде реакционноспособного газа создают, прикладывая к находящимся в замкнутом объеме электродам высоковольтное напряжение. Технологический режим обработки варьируют, изменяя параметры низкотемпературной плазмы (длительность обработки материала в среде полимеризующихся газов и силу тока разряда). Известным способом удается осуществлять модификацию тканей из химических волокон триацетата,полиамида, полиэфира и других, добиваясь улучшения показателей гидрофобности (водоупорности и водоотталкивания), износоустойчивости, устойчивости к химическим чисткам. Основной недостаток известного способа заключается в том, что данным способом можно получать покрытия из ограниченного числа органических веществ, а именно мономеров, находящихся в газообразном состоянии или жидком (при условии высокой плотности паров над поверхностью жидкости). Покрытия из веществ, находящихся в твердом состоянии, и с низкой плотностью паров, получить с помощью данного способа практически невозможно. Отметим также, что обрабатываемый ВТМ размещается в плазменном разряде или вблизи него. Поэтому в процессе обработки происходит воздействие частиц плазмы на поверхность материала, что в значительном числе случаев приводит к изменению его механических, физико-химических и других свойств (окислению синтетических волокон, снижению прочности, изменению окраски и т.д.). Наиболее близким по технической сущности и достигаемому эффекту к заявляемому способу обработки является способ 2, заключающийся в создании газовой ды энергетическим воздействием на по меньшей мере одно органическое вещество, находящееся в конденсированном состоянии, размещении в ней обрабатываемого материала, активации частиц газовой среды и их осаждении на поверхности материала. В качестве источника энергетического воздействия в данном спбе используется тлеющий разряд(плазма), возбуждаемый в парах воды, кислороде и других газах. При этом одновременно с обработкой поверхности ВТМ тлеющим разрядом, обеспечивающей ее активацию, осуществляется обработка материала в парах органического вещества (дисперсного красителя). Благодаря этому достигаются более высокие производительность процесса и качество фиксации органического вещества на поверхности ВТМ. Вместе с тем известный способ не обеспечивает получение требуемого технического результата по ряду причин, основной из которых является недостаточная скорость роста покрытия ( 0,001-0,01 мкм/мин), определяющая производительность процесса обработки в целом. Кроме того, в известном способе используется ограниченное число органических веществ, сублимирующихся под действием энергетического воздействия плазмы, а именно дисперсные красители, которые нагреваются в плазме, переходят в газовую фазу без разрушения химических связей (сублимируются), а только затем активируются в плазме. В качестве недостатка можно отметить и отсутствие возможности проведения с помощью данного способа локальной (избирательной) обработки, т. к. частицы плазмы не имеют преимущественного направления движения и взаимодействуют практически со всей поверхностью материала. Это обстоятельство определяет значительно меньшее число вариантов, например, декоративной отделки,окрашивания и др. видов обработки. Заявляемое изобретение решает задачу расширения круга веществ, с помощью которых производится обработка, обеспечения возможности локальной обработки, а также повышения производительности процесса за счет повышения скорости роста покрытия. Решение задачи достигается тем, что в известном способе обработки ВТМ, включающем получение активированной газовой седы энергетическим воздействием на по меньшей мере одно органическое вещество, и ее осаждение на поверхности волокнисто-тканевого материала, согласно изобретению, воздействия осуществляют или потоком электронов с энергией 0,5-1,5 кэВ или ионами с плотностью потока 3-200 кВт/м 2 или лазерным излучением с плотностью потока 80-800 кВт/м 2, причем в качестве органического вещества используют полимер и/или краситель. Следует отметить, что с учетом известности энергетического воздействия на по меньшей мере одно органическое вещество согласно изобретению в качестве органического вещества могут быть использованы полимер и краситель, либо полимер и краситель одновременно, либо одновременно несколько полимеров или красителей, либо одновременно несколько полимеров и красителей. Под газовой средой понимается сда из летучих продуктов, которые образуются в результате диспергирования органического вещества или их смеси потоком электронов, ионами, лазерным излучением или 2 1569 1 другим концентрированным энергетическим потоком. Продукты такого диспергирования представляют собой частицы, которые обладают, как правило, меньшей в сравнении с исходными молекулами молекулярной массой и вследствие своей высокой реакционной активности способны к вторичной полимеризации (при определенных условиях). Создание газовой среды и активация ее частиц путем диспергирования по меньшей мере одного органического вещества концентрированным потоком энергии позволяет исключить достаточно сложную систему напуска газовой сды. Одновременное создание газовой среды и активация е частиц обеспечивает более высокую производительность процесса, при этом исключается необходимость осуществления и контроля отдельных праций. При этом представляется возможность расширить круг используемых материалов и повысить безопасность процесса, т. к. в качестве исходного вещества используется широкий круг материалов в твердом состоянии. Органические же вещества в газовом состоянии, как правило, огнеопасны, ядовиты и работа с ними требует особых условий. Положительный эффект достигается тем, что в результате воздействия электронов и ионов, излучения определенных параметров происходит возбуждение и частично разрыв химических связей. Использование в качестве концентрированного потока энергии потока электронов эффективно только при условии, что энергия электронов находится в пределах 0,5-1,5 кэВ, т.к. при значениях энергии, лежащих в указанном диапазоне создаются оптимальные условия диспергирования и его скорость имеет наибольшее значение. При энергиях потока электронов ниже 0,5 кэВ процессы диспергирования протекают очень медленно и плотность потока частиц, осаждаемых на поверхности ВТМ, мала, что существенно снижает производительность процесса. При энергиях потока электронов с энергией выше 1,5 кэВ интенсивно протекают процессы зарядки поверхности полимера или органического красителя, т. к. коэффициент вторичной электронной эмиссии становится меньше единицы. Возникает тормозящее электрическое поле и процесс становится нестабильным или прекращается вообще. Использование в качестве концентрированного потока энергии потока ионов инертных газов позволяет производить качественную обработку также при определенных его параметрах. В частности, при плотности потока ионов до 3 кВт/м 2 наблюдается резкое снижение скорости роста покрытий. При плотности потока свыше 200 кВт/м 2 наблюдается разбрызгивание диспергируемого органического вещества, переход диспергирования в режим взрывного испарения, что вызывает неоднородность обработки. При диспергировании красителей потоком ионов с плотностью потока свыше 200 кВт/м 2 имеет место образование на поверхности диспергируемого красителя также графитсодержащих осадков, которые являются следствием объемной деструкции красителя. Использование в качестве концентрированного потока энергии инфракрасного лазерного излучения эффективно при диспергировании веществ, летучие продукты которых сохраняют активность в течение продолжительного времени. При плотности потока до 80 кВт/м 2 диспергирование органических веществ лазерным излучением не обеспечивает требуемой скорости роста покрытий, а при плотностях свыше 800 кВт/ м 2 образуется газовая среда с высоким содержанием капельной фазы. Использование в качестве органического вещества по меньшей мере одного полимера позволяет, прежде всего, проводить высококачественную обработку ВТМ, придать ему ценные служебные свойства. Так, например, обработка в среде продуктов диспергирования политетрафторэтилена позволяет существенно повысить гидрофобность ткани, ее стойкость к действию органических растворителей. Использование в качестве органического вещества по меньшей мере одного красителя позволяет реализовать необходимый декоративный эффект, произвести окраску материалов и при этом полностью исключается использование жидких технологических сред. Использование в качестве органического вещества комплекса из по меньшей мере одного полимера и красителя дает возможность проведения обработки, обеспечивающей достижение ряда необходимых служебных свойств. При этом проведение одновременного диспергирования полимера и красителя позволяет получать обработанные ВТМ с более высокими декоративными и физико-механическими параметрами. Использование в качестве органического вещества нескольких полимеров целесообразно, раскрывает широкие возможности в создании ВТМ с различными параметрами, например, с низким коэффициентом трения, электризуемостью, гидрофобностью и другими. Использование в качестве органического вещества нескольких красителей дает возможность в широких пределах изменять цветовую окраску ВТМ. Использование же в качестве органического вещества нескольких полимеров и красителей позволяет реализовать комплекс положительных качеств, достигаемых отдельным применением полимеров и красителей и при этом вследствие возможности их совмещения в газовой фазе, осаждать покрытия с целым рядом других дополнительных свойств. 1569 1 При реализации заявляемого способа могут быть использованы такие полимеры, как политетрафторэтилен,полиэтилен, полиуретан, полисульфон, полиамиды, кремнийсодержащие полимеры и другие. Что же касается красителей, то в качестве последних могут быть использованы известные вещества различных классов прямые, основные, кислотные, метиленовые, фталоцианиновые, дисперсные и т.п. В контексте данного изобретения под диспергированием в вакууме понимается деструкция (разрыв связей) макромолекул при действии на них концентрированного потока энергии с образованием летучих продуктов. Под активацией частиц газовой среды понимаются процессы, при которых они получают способность участвовать во вторичной полимеризации или химического взаимодействия с поверхностью ВТМ. Пд диспергированием органического вещества достаточно обеспечение пониженного давления в пределах 10-2 10-3 Па. При таких его значениях длина свободного пробега частиц соизмерима или больше характерного размера камеры и поэтому вероятность столкновения остаточных газов с летучими продуктами диспергирования, а, соответственно, и рекомбинация активных частиц относительно невелика. Заявляемый способ обработки волокнисто-тканевого материала характеризуется следующими примерами. Пример 1. Проводим окраску (крашение) образцов полиэфирной ткани с одной стороны красителем дисперсный синий (образцы 1,2,3) и красителем дисперсный алый (образцы 4,5,6). Крашение осуществляли в вакуумной камере установки УРМ 3.279.048, в которой наряду с образцами ткани располагалась электронно-лучевая пушка с системой тиглей с красителем. В камере создавали пониженное давление Р 10-3 Па, затем включали электронно-лучевую пушку, поток электронов, которой сфокусирован на поверхности диспергируемого красителя. Диспергирование проводили при следующих режимах ускоряющее напряжение п пушки 1,2 кВ плотность токаэлектронов 210 А/м 2 расстояниеот поверхности мишени до поверхности образцов 0,1 м энергия Е электронного потока 1,2 кэВ продолжительность крашения 10 мин. Окрашенные образцы тканей 1,2,3 и 4,5,6 были испытаны на устойчивость окраски к физикохимическим воздействиям на следующие показатели устойчивость окраски к сухому и мокрому трению по ГОСТ 9733.27 - 83 Материалы текстильные. Метод испытания устойчивости окраски к трениюустойчивость окраски к стирке по ГОСТ 9733.4 - 83 (стирка - 1 Материалы текстильные. Методы испытания устойчивости окраски к стиркам устойчивость окраски к раствору пота по ГОСТ 9733.6 - 83 Материалы текстильные. Метод испытаний устойчивости окрасок к поту устойчивость окраски к воздействию органических растворителей, применяемых при химической чистке. ГОСТ 9733.13 - 83 Материалы текстильные. Метод испытания устойчивости окраски к органическим растворителям устойчивость окраски к сухому и мокрому глажению по ГОСТ 9733.7 - 83 Метод испытания устойчивости окраски к глажению. Оценка устойчивости окраски образцов ткани к физико-химическим воздействиям проводилась визуально, по пятибальной системе, с использованием шкал серых эталонов для определения степени изменения первоначальной окраски и закрашивания белого материала. Результаты испытаний оценивались в соответствии с нормативными требованиями ГОСТ 7779-75 Ткани и изделия штучные, шелковые, полушелковые. Нормы устойчивости окраски и методы ее определения. Для получения сравнительных данных испытаниям подвергали образцы, обработанные по известному способу. Согласно последнему образцы 7,8,9 окрашивали дисперсным синим и образцы 10,11,12 дисперсным алым красителями, для чего их поочередно размещали в вакуумной камере вместе с лодочками, заполненными соответствующим красителем. В камере создавали давление Р 110 -1 мм.рт.ст., после чего напускали рабочий газ (кислород) до давления 2.10-1 мм.рт.ст. и возбуждали тлеющий разряд. Окрашивание проводили в установившемся режиме давление кислорода- 10 Па плотность тока разряда- 10 мин Результаты испытаний приведены в табл. 1, а нормы устойчивости окраски окрашенных образцов тканей- в табл. 2. Анализ табличных данных показывает, что устойчивость окраски образцов 1-3 (осуществленный заявляемым способом) к физико-химическим воздействиям соответствует обыкновенной группе окраски, а образцов 4-6 - прочной группе окраски. 4 1569 1 Таблица 1 Результаты испытаний окрашенных образцов ткани к физико-химическим воздействиям Устойчивость окраски в баллах к воздействиям пота трения глажения при 150-160 С сухомоксухого влажного го рого измезазакрашиваизмезаизмезанекрание белого некранекрание шиваматериала ние шивание шиваперние перние перние вона- беловона- бело- вона- белочальго чальго чальго ной матеной мате ной матеокриаокриаокриарасла расла расла ки ки ки 4 5 6 7 8 9 10 11 Заявляемый способ 4 2 3 3 4 к 5 5 5 4 3 3 3-4 4 к 5 5-4 к 5 Известный способ 3 3 3 3 4 к 5 4-5 к 4 2 2 3 3-2 5 я 5 4 с 4-3 изменение первоначальной окраски 2 органических растворителей измезанекрание шиваперние вона- белочальго ной матеокриарасла ки 12 13 5 4 Таблица 2 Нормы устойчивости окраски по ГОСТ 7779-75 Устойчивость окраски в баллах не менее, к воздействию стирки пота трения глажен. изменезакраизменезакрасухого сухого ние шивание шивазакраизменепервоние первоние шивание начальбелого начальбелого ние первоной матеной матебелого начальокрасриала окрасриала матеной ки ки риала окраски 3 4 5 6 7 8 4 4 4 4 орган. растворителем изменение первоначальной окраски 9 4 10 обыкновенная обыкновенная прочная прочная особо прочная особо прочная 1569 1 Устойчивость окраски образцов 7-12 (осуществленной известным способом) не соответствует нормативным требованиям. При их трении и мокрой обработке, как показали испытания, имел место значительный сход красителя и переход его на смежный (вспомогательный) образец белого материала. Пример 2. Как и в примере 1 проводили окрашивание и испытание образцов полиэфирной ткани, полученных известным и заявляемым способами, с той лишь разницей, что для диспергирования красителя при осуществлении заявляемого способа использовали ионно-лучевой источник. При этом диспергирование проводили при следующих режимах рабочее давление в вакуумной камере- аргон ускоряющее напряжение источника ионов- 10 мин. Характеристики устойчивости окраски образцов, полученных заявляемым способом, однозначно соответствовали обыкновенной группе окраски, в то время как образцы, полученные известным способом соответствия нормативным требованиям не показали. Пример 3. Как и в примере 1 проводили окрашивание и испытание образцов полиэфирной ткани, полученных известным и заявляемым способами, с той лишь разницей, что для диспергирования красителя использовали инфракрасное излучение 2 - лазера. При этом диспергирование проводили при следующих режимах рабочее давление в вакуумной камере- 20 Вт площадь зоны диспергирования- 10 мин. Характеристики устойчивости окраски образцов, полученных заявляемым способом, по большинству показателей соответствовали обыкновенной группе окраски, в то время как образцы, полученные известным способом соответствия нормативным требованиям не показали. Пример 4. Как и в примере 1 проводили обработку образцов ткани саржевого переплетения из вискозных нитей (линейная плотность 13,3 текс) для придания им гидрофобных свойств. Аппретирование (придание гидрофобных свойств) реализовали путем формирования на поверхности образцов тонких (толщиной 0,05-0,1 мкм) покрытий из политетрафторэтилена (ПТФЭ) и кремнийорганических препарата - олигаорганосилсесквиоксана (ОССО) со структурной формулировкой мономерного звена 1,5 , где 3 С 2 Н 3 В тиглях размещали указанные вещества в конденсированном (твердом) состоянии, а диспергирование их проводили электронно-лучевым методом. В камере создавали пониженное давление Р 10-3 Па, затем включали электронную пушку, поток электронов которой сфокусирован на поверхности диспергируемого материала. Диспергирование проводили при следующих режимах ускоряющее напряжениеэлектронной пушки - 1 кВ плотность токаэлектронов 520 /м 2 расстояниеот поверхности мишени до поверхности ВТМ в пределах 0,2-0,3 м энергия Е электронного потока около 1 кэВ. Аппретированные образцы тканей испытывались на следующие показатели воздухопроницаемость по ГОСТ 12088-77. Материалы текстильные и изделия из них. Испытания проводились на приборе ВПТМ - 2 (ЦНИХБИ) путем измерения объема воздуха, проходящего через ткань в единицу времени. Результаты испытаний оценивались по отношению к воздухопроницаемости исходного сурового образца ткани водопоглощение с целью оценки гидрофобных свойств. Испытания проводились по ГОСТ 3816-81 Ткани текстильные. Методы определения гигроскопических и водоотталкивающих свойств. Результаты испытаний оценивались путем сравнения количества воды, поглощенной аппретированными и исходными суровыми образцами тканей. Для определения водоотталкивающих свойств аппретированных образцов тканей использовались метод определения смачиваемости поверхности ткани по углу смачивания (метод смачивания). Результаты испытаний оценивались по времени, необходимому для полного растекания капли воды, нанесенной на поверхность полоски ткани (уменьшения угла смачивания д 0 град.) метод измерения сопротивляемости образца ткани смачиваемости при контакте с поверхностью воды. Оценка результатов испытаний проводилась по времени полного смачивания образца и погружения его в воду несминаемость, которая характеризует упруго-эластичные свойства - мягкость (жесткость) графи ткани. Измерения проводились на приборе ТКИ-6-28-1/Б по общепринятой методике. Результаты измерений оценивались по суммарному углу восстановления (распрямления) ткани после смятия. 6 1569 1 Испытания проводились при относительной влажности воздуха 855 и температуре 182 С. Для получения сравнительных аналогичным испытаниям подвергали образцы саржевой ткани, обработанные по известному способу. Согласно последнему образцы размещали между электродами, установленными в вакуумной камере установки УРМ 3.279.048. После откачки из камеры воздуха до давления Р 10-3 Па в нее напускали кислород аргон, а также в первом случае мономер фторэтилена и во втором случае - гексаметилдисилоксан (ГМДС) до давления от 1 до 10 Па. К электродам прикладывали переменное напряжение п 500-1100 В частотой 50 Гц, при этом в камере возникал тлеющий разряд с плотностью токаразряда 0,4-1,5 мА/см 2. Для уменьшения разрушения материала электродов под действием частиц разряда их изготавливали из алюминия. Устойчивое горение разряда достигали путем изменения скорости натекания газов и напряжения п. Следует отметить, что под воздействием заряженных частиц в разряде протекает активация молекул ГМДС и при взаимодействии с поверхностью образцов ВТМ имеет место ее модификация, сопровождающаяся образованием покрытия (пленки) из кремнийсодержащих полимеров. Результаты испытаний образцов саржевой ткани, обработанных заявляемым и известным способами, приведены в табл.3. Таблица 3 Результаты испытаний аппретированных образцов ткани УсловВид обВоздухопроницаеВодопоМетод испытания Суммарный ноработки мость, дм 3/м 2, С глощеводоотталкиваюный угол мер обткани по лицепо ние,щих свойств по восстаразца(способ) вой изнанке времени новления углуполткани стороне ного смасмачиваткани чивания ния и попосле поверхносгружения смятия,ти ткани в воду град. водой, с ткани, с 1 2 3 4 5 6 7 8 130 238 239 75 628,0 сопротив 1 аппретироляемость смавание почиванию высолитетра- токая, ткань не рэтиленом (затонет в воде боявляемый лее 40 мин. способ) 239 237 66 53-165 2 аппретирование кремнийорганическим полимером (заявляемый способ) 121 268 275 76 7,6 сопротив- ляе 3 аппретиромость смачивание кремванию ниже,нийорганичем у образцов ческим по 1 и 2,лимером ткань не тонет(известный в воде в течеспособ) ние 20 мин. 112 4 исходная су 234 225 70 1,0-2,0 сопротив- ляеровая ткань мость смачиванию низкая,ткань мгновенно тонет в воде Анализ табличных данных показывает, что образцы 1 и 2 обладают более высоким гидрофобным(водоотталкивающим) эффектом по сравнению с образцом 3, причем время их полного смачивания превосходит время полного смачивания образца 3. Следует отметить, что сопротивляемость смачиванию исходной суровой ткани (образец 4) минимальна. Вместе с тем все аппретированные образцы показали довольно высокую водопоглощающую способность, что обусловлено наличием в образцах ткани свободных пор, через которые влага поглощается. При инструментальной оценке образцов 1-4 на несминаемость выявлено увеличение угла восстановления ап 7 1569 1 претированных образцов по сравнению с образцом исходной ткани, что свидетельствует о наличии аппрета,придающего ткани малосминаемое свойство. Пример 5. Для оценки универсальности заявляемого способа обработки ВТМ, как и в примере 4 проводили обработку триацетатной, полиэфирной и льняной тканей, а также замши для придания им гидрофобных свойств. Разница заключалась лишь в том, что при осуществлении заявляемого способа не использовали ПТФЭ, а при испытаниях образцов определяли следующие отдельные параметры скоростьроста пленки прочность 0 подлежащего обработке материала, прочность 1 подвергнутого обработке материала краевой уголсмачивания поверхности материала. В качестве смачивающей среды при измерении углагониометрическим методом использовали дистиллированную воду. Результаты испытаний образцов ВТМ, обработанных заявляемым и известным способами, приведены в табл.4. Таблица 4 Способ обработки ОбрабатываеСкоростьросВремя (мин) град. 1 мый материал та, мкм/мин. необходимое 0 для осаждения покр. с 0,05 мкм Обработка в плазтриацетат 0,04-0,1 0,5-1,25 70 0,75-0,8 ме (известный полиэфир 0,05-0,08 0,63-1,0 80 0,9 способ) льняная 0,03-0,05 1,0-1,67 90 0,9 замша 0,06-0,1 0,5-0,83 70 Обработка в среде триацетат 1,0-1,3 0,04-0,5 120 0,95-1,05 продуктов электполиэфир 1,2-1,4 0,036-0,042 110 1,1-1,15 ронно-лучевого льняная 0,9-1,2 0,042-0,056 130 1,0 диспергирования замша 1,2-1,6 0,031-0,042 120(предлагаемый способ) Как видно из представленных в табл.4 данных заявляемый способ обладает значительно более высокой производительностью, т.к. реализуются более высокие скорости роста покрытия. Этот результат является очень важным при обработке рулонных материалов, проектировании производительных установок непрерывного или дискретно-непрерывного действия. Низкие скорости роста пленок при обработке в плазме обусловлены тем, что в этом случае под действием высокоэнергетичных частиц разряда происходит одновременно и травление поверхности. Это обстоятельство определяет и некоторое снижение механических свойств тканей после обработки в плазме. Механические же свойства тканей после обработки в среде продуктов диспергирования практически не изменились, а в случае обработки полиэфирных тканей даже повысились. Пример 6. Проводили обработку ВТМ полиэфирных тканей для придания им гидрофобных и антифрикционных свойств. Данный эффект достигался формированием на поверхности материала, тонких слоев из политетрафторэтилена (0,08-0,3 мкм). Режимы и условия получения пленок заявляемым и известным способами такие же, как и в примере 1. В качестве исходных материалов использовались тетрафторэтилен (известный способ) и политетрафторэтилен (предлагаемый способ). В последнем случае энергию Е электронов устанавливали в пределах от 0,2 до 2,0 кэВ. Определяли скоростьроста пленок, краевой уголсмачивания ткани, коэффициент трения . Результаты испытаний приведены в табл.5. Таблица 5 Способ обработки Полимеризация в тлеющем разряде (известный способ) Полимеризация из продуктов диспергирования (заявляемый способ) Краевой угол смачивания ,град 70-80 Неустойчивая работа электронной пушки,разряды в камере 1569 1 Как видно из таблицы 5, заявляемый способ характеризуется более высокой производительностью (скорость роста выше в 4-6 раз). Обработанные ткани имеют более высокие значения краевого угла смачивания, более низкие значения коэффициента трения, что объясняется частичным окислением полимерного покрытия при его формировании в плазме тлеющего разряда. Из приведенных данных также следует, что оптимальной является энергия Е электронов в диапазоне 0,5-1,5 кэВ. При меньших значениях энергии Е скорость диспергирования, а, соответственно, и скорость ростапокрытия невысока. При значениях энергии Е, больших 1,5 кэВ, происходит зарядка поверхности (коэффициент вторичной эмиссии при этих энергиях меньше единицы) и в камере возникают газовые разряды, которые нарушают стабильность работы электронной пушки. Пример 7. Проводили обработку триацетатных, полиэфирных и льняных тканей для обеспечения их окрашивания и придания гидрофобных свойств. Для этого на поверхность Т наносили тонкий слой красителя и политетрафторэтилена. При этом реализовали различные схемы обработки послойное нанесение красителя и полимера и одновременное. Обработку предлагаемым способом приводили по технологии,описанной в примере 5. Окрашивание ВТМ полимеризацией в тлеющем разряде в соответствии с известным способом не представлялось возможным, т.к. давление паров красителя очень низкое и нужны какие-то специальные меры по созданию газовой фазы с высоким парциальным давлением. Перечень использованных красителей приведен в табл. 6. Таблица 6 Название красителя Фталоциа- ниновый Метиленовый голубой Ц Диспергирование органических красителей производили под действием потока электронов (Е 1,0 кэВ) и излучения СО 2 - лазера (длина волны 10,6 мкм, мощность В 20 Вт). Качество обработки определяли по изменению цвета ВТМ после термопаровой обработки (температура Т 120-160 С), кипячения в воде в течение 10 мин, величине краевого угласмачивания. Испытания обработанных ВТМ показали, что после термопаровой обработки и кипячения их декоративные свойства практически не изменились. Визуальный контроль не выявил отличий в цветовой окраске. При этом отсутствуют неравномерность окрашивания и другие дефекты, причиной которых может быть обработка. Следует отметить также, что при обработке плотных полиэфирных тканей окрашивание производили с одной стороны и при проведении повторной обработки получали ткань с различным цветом по обе стороны. Таким образом предлагаемый способ по сравнению с известным обеспечивает следующие основные преимущества-повышение производительности обработки за счет увеличения скорости роста покрытия оставитель А.Ф. Фильченкова Редактор В.Н. Позняк Корректор Т.Н. Никитина Заказ Тираж 20 зкз. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 10
МПК / Метки
МПК: D06M 10/08, D06P 5/20, D06M 10/10
Метки: волокнисто-тканевого, обработки, материала, способ
Код ссылки
<a href="https://by.patents.su/10-1569-sposob-obrabotki-voloknisto-tkanevogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ обработки волокнисто-тканевого материала</a>
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (вариант) и способ получения курительного материала для изготовления сигарет
Номер патента: 780
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе
МПК: A24B 13/02
Метки: получения, табачных, листьев, материала, материал, изготовления, вариант, обработки, способ, курительного, курительный, сигарет
Текст:
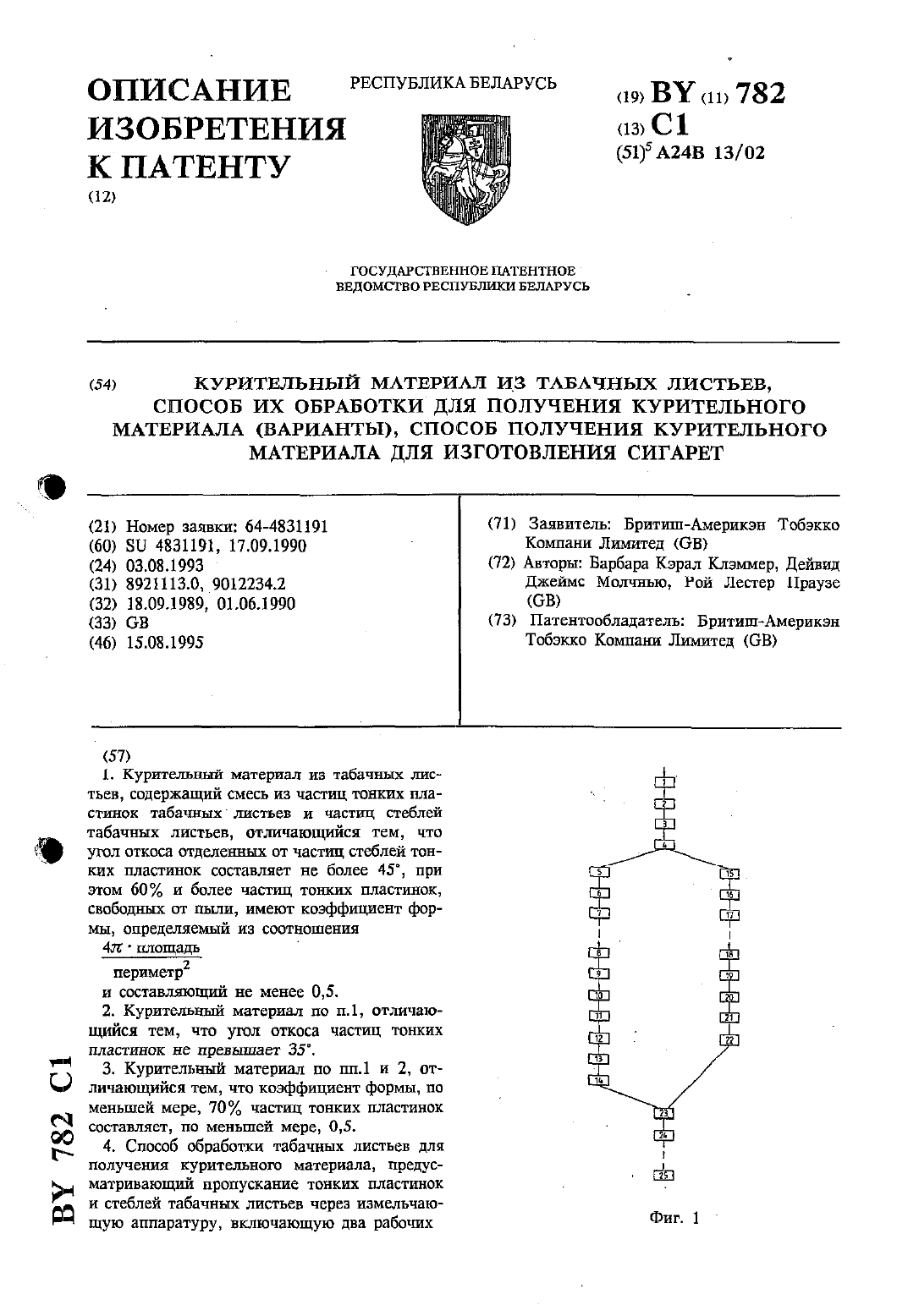
...стадии обработки табачных листьев осуществляется отделение стебля от тонких пластин табачных листьев. Затем происходит независимая обработка стеблей и ТОНКИХ ПЛЭСТИН листа О ИСПОЛЬЗОВЭНИЭМ различных ТЕХНОЛОГИЙ.Как правило, материал, включающий в свой состав стебли, ОТДЭЛЯЭТСЯ ОТ материала, СОДЭРЖЭЩБГО ТОНКИЭ ПЛЭСТИНЫ ТЭбЗЧНЫХлистьев, на СЛОЖНЫХ И ПЭОМОЗДКИХ МОЛОТИЛЬНЫХ УСТЭНОВКЭХ, представляющих собой несколько последовательно соединенных...
Курительный материал из табачных листьев, способ их обработки для получения курительного материала (варианты), способ получения курительного материала для изготовления сигарет
Номер патента: 782
Опубликовано: 15.08.1995
Авторы: Барбара Кэрал Клэммер, Рой Лестер Праузе, Дейвид Джеймс Молинью
МПК: A24B 13/02
Метки: изготовления, курительного, табачных, сигарет, материал, обработки, листьев, способ, курительный, варианты, материала, получения
Текст:
...как стебель.Стебель имеет существенно отличньФИЗИЧЕСКИЕ свойства ПО сравнению С ПЛЭСТИНКОЙ листа И ПОЭТОМУ, как СЛОЖИЛОСЬпроцессе многолетней пракгики, на ранней стадии обработки табачных листьеосуществляется отделение стебля от то ких пластин табачных листьев. Затем происходит независимая обработка с еблей и тонких пластин листа с использованием различных технологий.Как правило, материал, включающ й в свой состав стебли, отделяется от...
Способ получения наполненных волокнисто-пористых материалов
Номер патента: 1425
Опубликовано: 16.12.1996
Авторы: Чернорубашкин Александр Иванович, Наумович Владимир Леонидович, Сиканевич Александр Васильевич, Шустов Виктор Панкратович, Свириденок Анатолий Иванович
МПК: D04H 1/56, B29C 41/08
Метки: материалов, способ, получения, наполненных, волокнисто-пористых
Текст:
...расположенного между ними слоя(слоев) с частицами наполнителя (П) толщиной не менее 10 мм. Слой 1 формировали по режиму 1 пщ 15 об/мин, Рв 0,4 ати,п 540 об/мин. Получали волокнисто-пористый материал, размер пор в котором не превышал 20 мкм, а диаметр волокон - 35 мкм.Слой П т.наз. волокнистую матрицу получали по режиму П пш 20 об/мин, Р 0,20 ати, п 560 об/ мин.Размер пор при этом не превышал 250 мкм,а диаметр волокон-100120 мкм.Рассмотрим...
Устройство для обработки перемещаемого полотна материала
Номер патента: 516
Опубликовано: 30.03.1995
Авторы: Андерс Эдвард Хильмерсон, Хельге Андерсон
МПК: A61L 2/20
Метки: устройство, обработки, перемещаемого, полотна, материала
Текст:
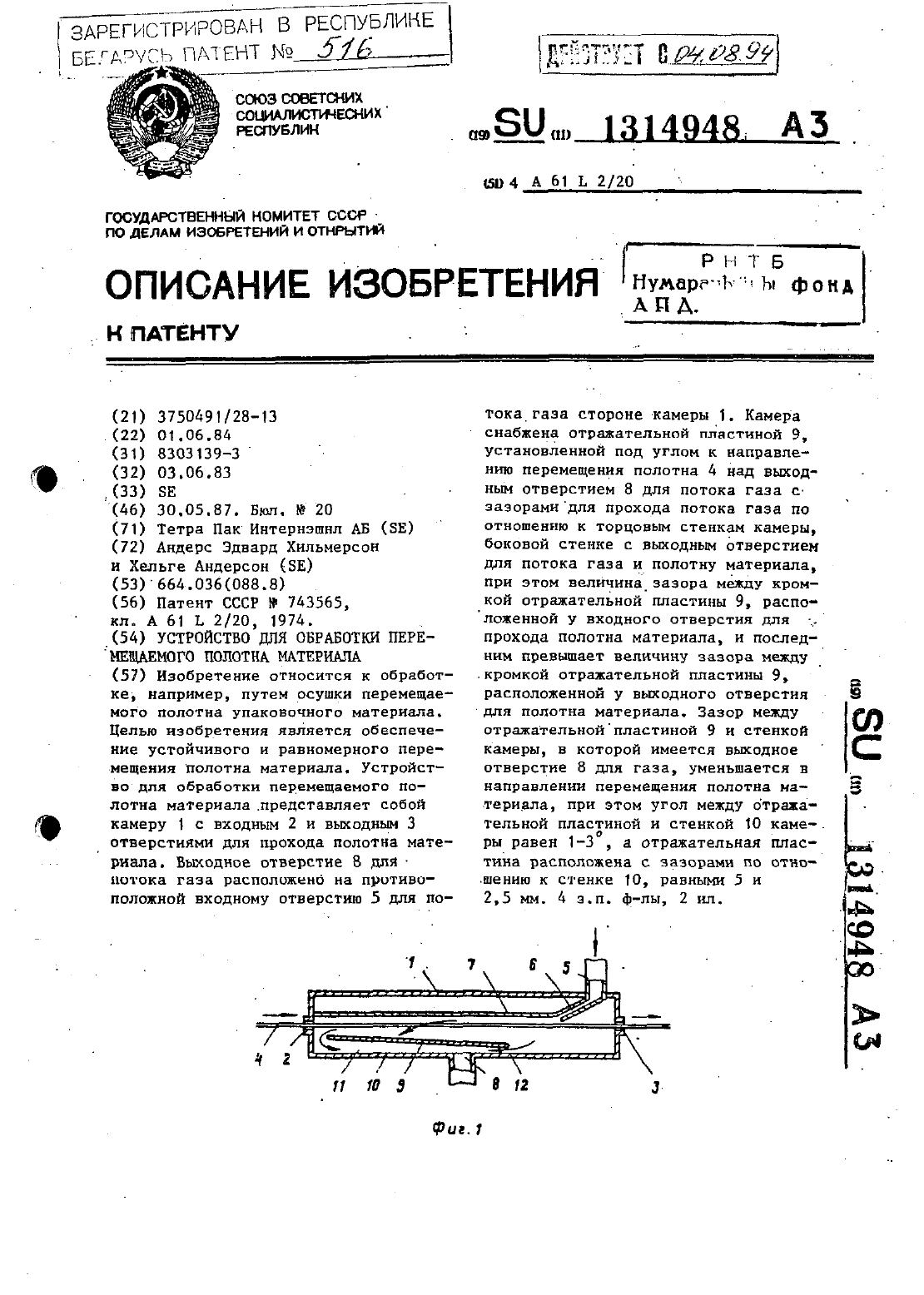
...женин указано стрелками на фнг.1ная за соплом 6, обеспечивает проте Юканне горячего воздуха из сопла 6 на заданное расстояние, соприкасаясь С полотном материала что надежно обеспечивает нагревание и испарение-ОСТЗТКОБ стерилизующего аГеНТа- Од нако наличие сильного воздушного по тока связано с возникновением так называемогоэффектаКоанда, обусловленного обраэованием частичного вакуума между направляющей стенкой 7 и полотном материала д,...
Установка для обработки растительного материала
Номер патента: 1601
Опубликовано: 30.03.1997
Авторы: Иоффе Владимир Борисович, Терешко Геннадий Антонович
МПК: A01F 25/16, A23K 3/03
Метки: материала, обработки, растительного, установка
Текст:
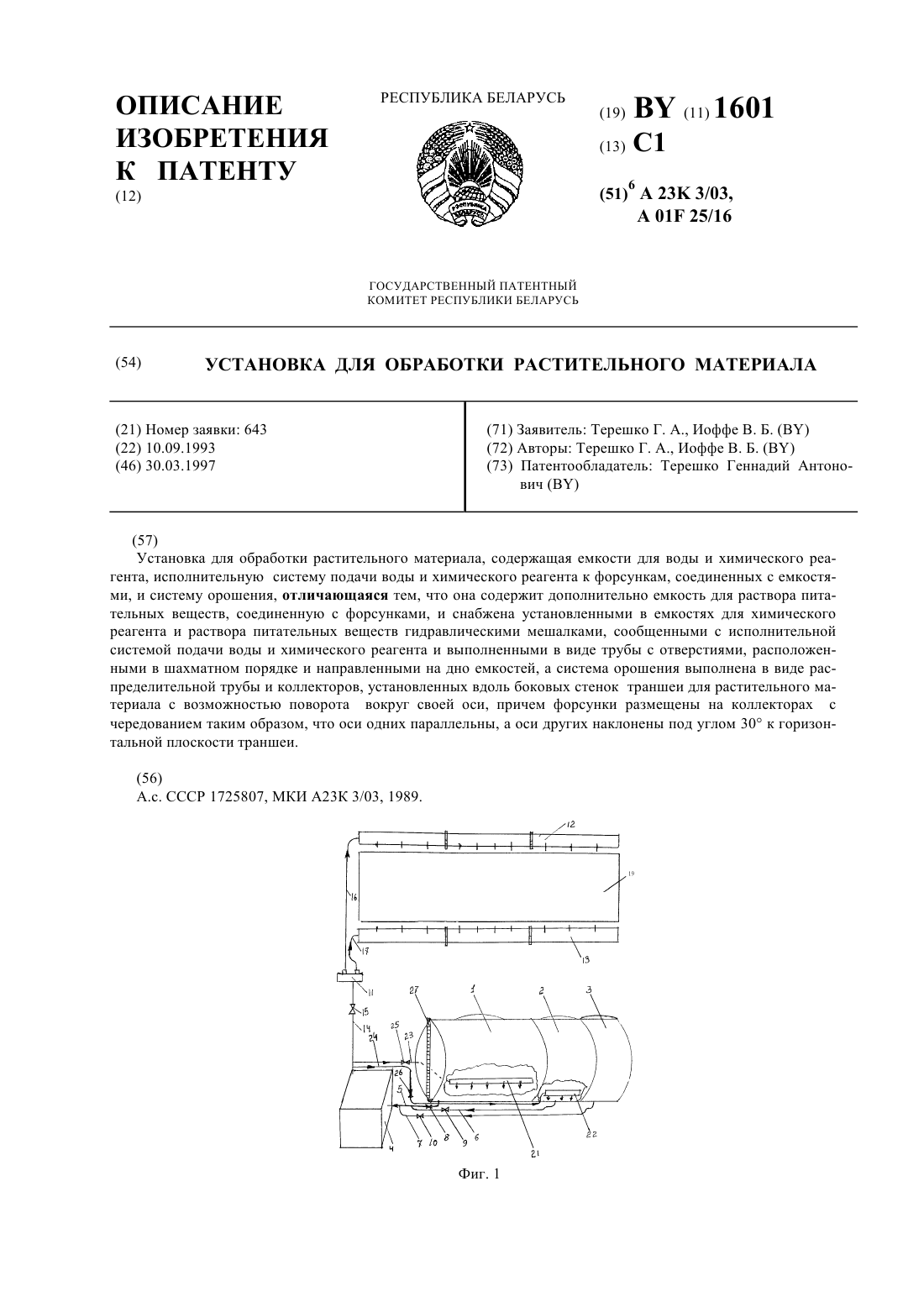
...технологических возможностей. На фиг. 1 схематично изображена установка для обработки растительного материала. На фиг. 2 - сечение по А-А на фиг. 1. Установка для обработки растительного материала содержит емкость 1 для раствора питательных веществ, емкость 2 для химического реагента и емкость 3 для воды, установленные на колесном шасси 4, исполнительную систему подачи раствора питательных веществ химического реагента и воды,...
Предыдущий патент: Способ диагностики опухолей молочной железы
Следующий патент: Способ получения производных цитидина
Случайный патент: Упаковочная машина