Раствор для получения цинкмарганцовофосфатного покрытия на стальной поверхности
Текст
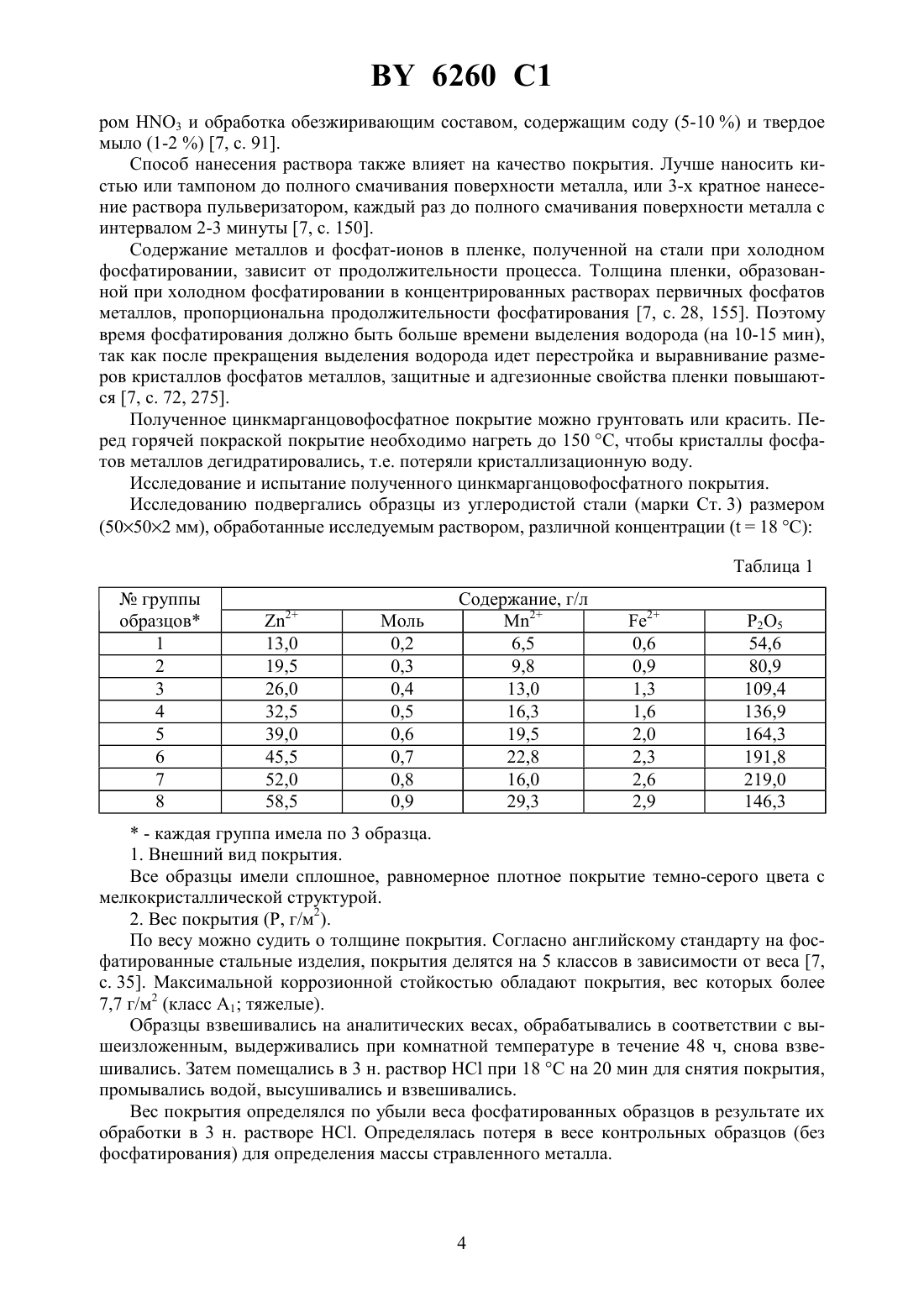
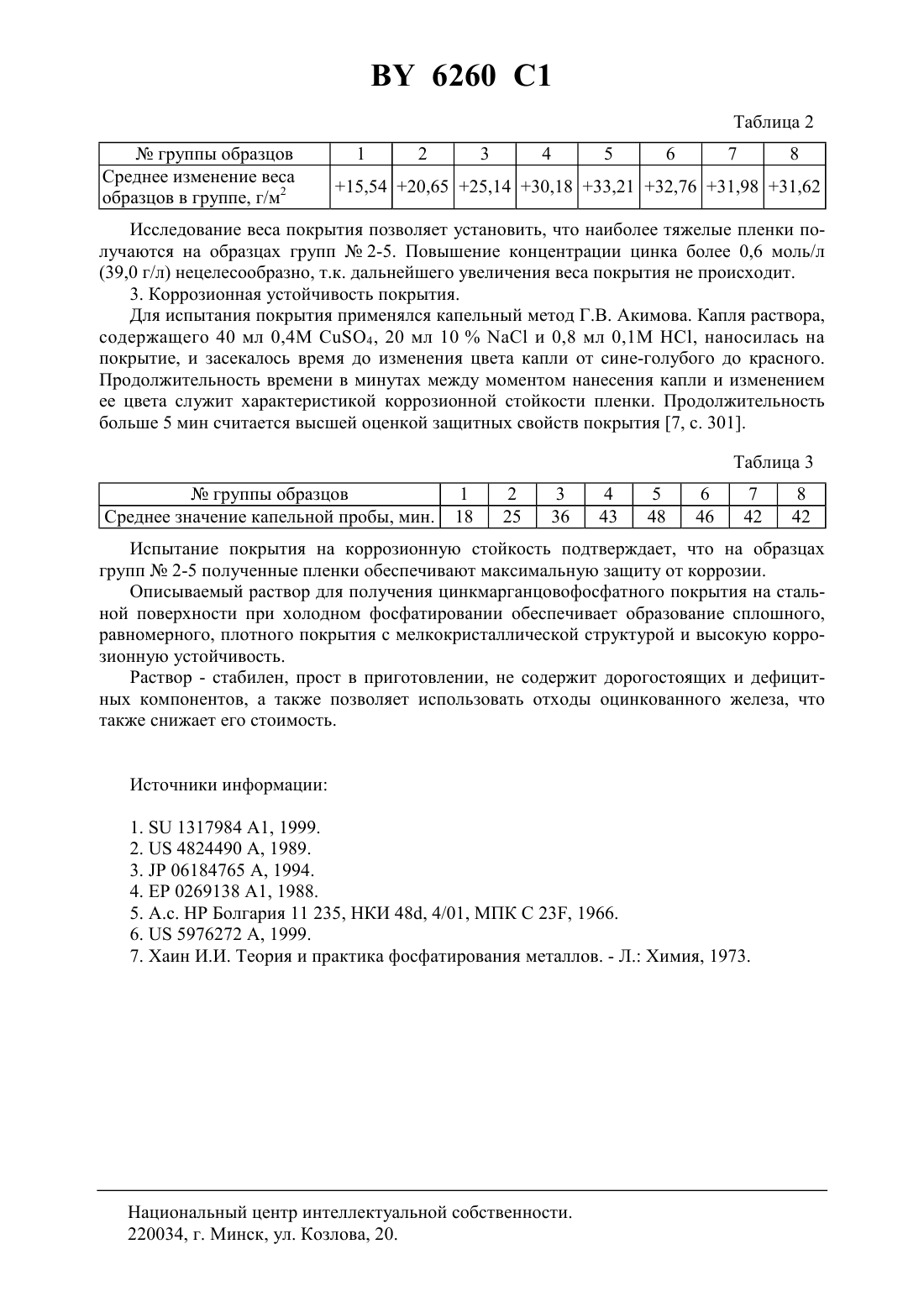
22/18 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ РАСТВОР ДЛЯ ПОЛУЧЕНИЯ ЦИНКМАРГАНЦОВОФОСФАТНОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ПОВЕРХНОСТИ(71) Заявитель Кастюкевич Дмитрий Николаевич(72) Автор Полушкина Светлана Ивановна(73) Патентообладатель Кастюкевич Дмитрий Николаевич(57) 1. Раствор для получения цинкмарганцовофосфатного покрытия на стальной поверхности при холодном фосфатировании, содержащий, г/л дигидрофосфат цинка (в пересчете на 2) 19,5-39,0 дигидрофосфат марганца (в пересчете на 2) 9,8-19,5 2 дигидрофосфат железа (в пересчете на) 0,9-2,0 80,9-164,3,фосфорная кислота (в пересчете на 25) при этом на один моль дигидрофосфатов металлов приходится 0,338 моля 34, а отношение общей кислотности к свободной равно 7-10. 2. Раствор по п. 1, отличающийся тем, что он содержит дигидрофосфат марганца в пересчете на 2 и 2 в количестве 50 мас.от количества дигидрофосфата цинка.(56)5976272 , 1999.1317984 1, 1999.4824490 , 1989.06184765 , 1994.0269138 1, 1988. Изобретение относится к области защиты металлов от коррозии, в частности к концентрированным кислым водным растворам для получения цинкмарганцовофосфатного антикоррозионного покрытия при холодном фосфатировании поверхности углеродистой стали, и может быть использовано в машиностроении и других отраслях промышленности. Известные растворы для холодного фосфатирования стальной поверхности имеют сложный состав, содержат дефицитные, дорогостоящие реагенты в качестве ускоряющих и поверхностноактивных веществ, а также небезопасные соли фтористоводородной, хромовой и других кислот, что ограничивает их широкое использование на практике 1, 2, 3, 4. Увеличение числа активных участков и центров кристаллизации при фосфатировании известными растворами достигается за счет введения активизирующих добавок и поверхностноактивных веществ. 6260 1 Известен пересыщенный по отношению к трицинкфосфату раствор, содержащий коллоидный фосфат, поддерживающий состояние пересыщения (г/л)- 15-50, Н 3 О 4 30-90, 4 - 2,5-4,0. Может содержать 3 (1,4 г/см 3) - 10-60 см 3/л 5. Известный раствор требует нейтрализации 10 -ным раствором гидроксида натрия до достижения рабочей рН, при которой он пересыщен. При этом необходимо учитывать, что рабочая рН зависит от ряда факторов температуры, концентрации ионов цинка, дигидрофосфата железа и др. Рабочая рН должна быть ниже критической рН, ответственной за критическую точку пересыщения в растворе с данным составом и концентрацией. Недостаток данного раствора заключается в нестабильности и сложности его приготовления до достижения рабочей рН. Более близким по своей технической сущности и достигаемому результату является раствор для процесса фосфатирования 6, содержащий (г/л) 2-25 ионы цинка (2) 2 ионы марганца (М ) 2-25 ионы железа(2) 0,01-5,0 фосфат ионы 43- (в пересчете на Р 2 О 5) 50-300 (37,4-224,2) и имеющий рН 1-3,6 свободную кислотность от 0 до 100, общую кислотность от 40 до 400 и отношение свободной к общей кислотности от 14 до 120 (Ко/с 4-20). Недостаток данного раствора заключается в нестабильности концентрированного раствора, поскольку на один моль дигидрофосфатов металлов приходится 0,694 моль свободной Н 3 Р 4 (при максимальном составе 1,73 моль Ме(2 Р 4)21,2 моль свободной Н 3 РО 4), присутствие железа в фосфатирующем растворе при массовом соотношении к марганцу, больше 110, приводит к увеличению равновесной свободной кислотности при пленкообразовании, уменьшению рН и скорости образования защитного покрытия, увеличению массы стравленного металла, а также в удорожании раствора за счет введения марганца по отношению к цинку 11. Задача предполагаемого изобретения заключается в получении на поверхности углеродистой стали при холодном фосфатировании коррозионно устойчивого покрытия, содержащего фосфаты цинка и марганца, при использовании дешевого стабильного концентрированного раствора. Поставленная задача решается тем, что в растворе для получения цинкмарганцовофосфатного покрытия на стальной поверхности при холодном фосфатировании, содержащем (г/л) 19,5-39,0 дигидрофосфат цинка (в пересчете на 2) 2 дигидрофосфат марганца (в пересчете на М ) 9,8-19,5 дигидрофосфат железа(в пересчете на 2) 0,9-2,0 80,9-164,3 ортофосфорная кислота (в пересчете на 25) пересыщение фосфатами цинка и марганца на границе раствора со стальной поверхностью достигается сохранением равновесного состояния в концентрированном растворе дигидрофосфатов металлов и свободной ортофосфорной кислоты (на 1 моль Ме(Н 2 О 4)2 приходится 0,338 моля Н 3 РО 4) при значении отношения общей кислотности к свободной/7-10, а также с целью удешевления раствор содержит дигидрофосфат марганца в пересчете на М 2 и 2 в количестве 50 мас.от количества дигидрофосфата цинка. Выбор оптимального соотношения компонентов и их концентраций определен экспериментально и обусловлен необходимостью поддержания оптимального значения отношения общей кислотности к свободной /7-10 7, с. 275, так как в формировании защитного покрытия принимают участие свободная ортофосфорная кислота и дигидрофосфаты металлов. Оптимальное значение о/с 7-10 достигается поддерживанием равновесного состояния концентраций дигидрофосфатов металлов и ортофосфорной кислоты в растворе, когда на 1 моль дигидрофосфата металла приходится 0,338 моль свободной ортофосфорной кислоты 7, с. 9, что приводит к стабилизации концентрированного раствора и получению коррозионно устойчивого покрытия. 2 6260 1 Удешевление достигается использованием отходов оцинкованного железа и введением в концентрированный раствор ионов марганца в соотношении 50 мас.от количества ионов цинка 7, с. 155. Присутствие железа в фосфатирующем растворе при массовом соотношении к марганцу, равном 110, приводит к снижению равновесной свободной кислотности при пленкообразовании, повышению рН, увеличению скорости образования защитного покрытия,снижению массы стравленного металла 7, с. 22, 117, 145. Увеличение числа активных участков и центров кристаллизации достигается пересыщением фосфатами цинка и марганца на границе металла с концентрированным раствором, содержащим в равновесном состоянии дигидрофосфаты металлов и свободную ортофосфорную кислоту. Готовится раствор в стеклянной, эмалированной, пластмассовой или из нержавеющей стали емкости. В качестве источника ионов цинка могут использоваться отходы оцинкованного железа, что приводит к удешевлению раствора. Обычно слой цинка на оцинкованном железе имеет толщину в зависимости от условий эксплуатации а) очень жесткие - 36-42 мкм, б) жесткие - 24-30 мкм, в) средние - 15-18 мкм,г) легкие - 6-9 мкм. Плотность цинка равна 1,7106 г/м 3. Следовательно, пластинка оцинкованного железа размером (см) 1010 имеет площадь с обеих сторон, равную 0,02 м 2. Если брать минимальное значение толщины слоя цинка, равное 10 мкм, то масса цинка на площади 0,02 составит 0,34 г. Расчетное количество Н 3 Р 4, необходимое для взаимодействия с определенной массой цинка, разводится дистиллированной водой 11, помещаются отходы оцинкованного железа и периодически перемешиваются. Окончание реакции взаимодействия цинка с ортофосфорной кислотой определяется по окончанию выделения водорода. Содержание цинка в растворе после реакции определяется трилонометрически. При необходимости добавляют недостающее количество цинка в виде соединенийили 3. В раствор вносят расчетное количество свободной 34 для поддержания равновесного состояния. Аналогично готовится раствор, содержащий ионы железа. Источником ионов железа являются оцинкованное железо, стружки из углеродистой стали или порошковое железо. Определение концентрации 2 производят бихроматометрически с дифениламином. Также отдельно готовится раствор, содержащий ионы марганца. Источником ионов марганца являются соединения МО или 3. В растворы не рекомендуется вносить хлориды и сульфаты металлов, т.к. они сильно влияют на качество покрытия и вызывают коррозию металла 7, с. 302. Введение в фосфатирующий раствор подвергающихся гидролизу нитратов марганца и железа снижает толщину покрытия 7, с. 33. Введение в раствор оксидов или карбонатов металлов понижает содержание свободной кислоты, что служит фактором, способствующим быстрому достижению предела насыщения раствора нерастворимыми фосфатами и их кристаллизации с образованием защитной пленки 7, с. 74, 150. Приготовленные растворы сливают вместе и доводят дистиллированной водой до объема, равного 1 литр. Готовый раствор имеет значения Ко/с 7-10 и рН 2,6-3,2 в зависимости от концентрации дигидрофосфатов металлов и свободной ортофосфорной кислоты, а также от природы вносимых соединений, содержащих ионы цинка и марганца. Кинетика пленкообразования зависит от предварительной обработки поверхности металла. На поверхности металла, обработанной шлифовальной бумагой, наблюдается равномерный рост защитного покрытия 7, с. 20. Также способствует образованию прочного мелкокристаллического защитного покрытия предварительное травление 10-15 раство 3 6260 1 ром 3 и обработка обезжиривающим составом, содержащим соду (5-10 ) и твердое мыло (1-2 ) 7, с. 91. Способ нанесения раствора также влияет на качество покрытия. Лучше наносить кистью или тампоном до полного смачивания поверхности металла, или 3-х кратное нанесение раствора пульверизатором, каждый раз до полного смачивания поверхности металла с интервалом 2-3 минуты 7, с. 150. Содержание металлов и фосфат-ионов в пленке, полученной на стали при холодном фосфатировании, зависит от продолжительности процесса. Толщина пленки, образованной при холодном фосфатировании в концентрированных растворах первичных фосфатов металлов, пропорциональна продолжительности фосфатирования 7, с. 28, 155. Поэтому время фосфатирования должно быть больше времени выделения водорода (на 10-15 мин),так как после прекращения выделения водорода идет перестройка и выравнивание размеров кристаллов фосфатов металлов, защитные и адгезионные свойства пленки повышаются 7, с. 72, 275. Полученное цинкмарганцовофосфатное покрытие можно грунтовать или красить. Перед горячей покраской покрытие необходимо нагреть до 150 С, чтобы кристаллы фосфатов металлов дегидратировались, т.е. потеряли кристаллизационную воду. Исследование и испытание полученного цинкмарганцовофосфатного покрытия. Исследованию подвергались образцы из углеродистой стали (марки Ст. 3) размером- каждая группа имела по 3 образца. 1. Внешний вид покрытия. Все образцы имели сплошное, равномерное плотное покрытие темно-серого цвета с мелкокристаллической структурой. 2. Вес покрытия (Р, г/м 2). По весу можно судить о толщине покрытия. Согласно английскому стандарту на фосфатированные стальные изделия, покрытия делятся на 5 классов в зависимости от веса 7,с. 35. Максимальной коррозионной стойкостью обладают покрытия, вес которых более 7,7 г/м 2 (класс А 1 тяжелые). Образцы взвешивались на аналитических весах, обрабатывались в соответствии с вышеизложенным, выдерживались при комнатной температуре в течение 48 ч, снова взвешивались. Затем помещались в 3 н. раствор Н при 18 С на 20 мин для снятия покрытия,промывались водой, высушивались и взвешивались. Вес покрытия определялся по убыли веса фосфатированных образцов в результате их обработки в 3 н. растворе . Определялась потеря в весе контрольных образцов (без фосфатирования) для определения массы стравленного металла. 6260 1 Таблица 2 группы образцов Среднее изменение веса образцов в группе, г/м 2 Исследование веса покрытия позволяет установить, что наиболее тяжелые пленки получаются на образцах групп 2-5. Повышение концентрации цинка более 0,6 моль/л(39,0 г/л) нецелесообразно, т.к. дальнейшего увеличения веса покрытия не происходит. 3. Коррозионная устойчивость покрытия. Для испытания покрытия применялся капельный метод Г.В. Акимова. Капля раствора,содержащего 40 мл 0,4 М 4 , 20 мл 10 и 0,8 мл 0,1 М НС, наносилась на покрытие, и засекалось время до изменения цвета капли от сине-голубого до красного. Продолжительность времени в минутах между моментом нанесения капли и изменением ее цвета служит характеристикой коррозионной стойкости пленки. Продолжительность больше 5 мин считается высшей оценкой защитных свойств покрытия 7, с. 301. Таблица 3 группы образцов Среднее значение капельной пробы, мин. Испытание покрытия на коррозионную стойкость подтверждает, что на образцах групп 2-5 полученные пленки обеспечивают максимальную защиту от коррозии. Описываемый раствор для получения цинкмарганцовофосфатного покрытия на стальной поверхности при холодном фосфатировании обеспечивает образование сплошного,равномерного, плотного покрытия с мелкокристаллической структурой и высокую коррозионную устойчивость. Раствор - стабилен, прост в приготовлении, не содержит дорогостоящих и дефицитных компонентов, а также позволяет использовать отходы оцинкованного железа, что также снижает его стоимость. Источники информации 1.1317984 А 1, 1999. 2.4824490 , 1989. 3.06184765 , 1994. 4. ЕР 0269138 А 1, 1988. 5. А.с.Болгария 11 235, НКИ 48, 4/01, МПК 23, 1966. 6.5976272 А, 1999. 7. Хаин И.И. Теория и практика фосфатирования металлов. - Л. Химия, 1973. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 22/06, C23C 22/18, C23C 22/12
Метки: поверхности, раствор, получения, стальной, покрытия, цинкмарганцовофосфатного
Код ссылки
<a href="https://by.patents.su/5-6260-rastvor-dlya-polucheniya-cinkmargancovofosfatnogo-pokrytiya-na-stalnojj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Раствор для получения цинкмарганцовофосфатного покрытия на стальной поверхности</a>
Раствор для активирования поверхности диэлектриков перед металлизацией (варианты)
Номер патента: 2292
Опубликовано: 30.09.1998
Авторы: Степанова Лариса Ивановна, Бодрых Тамара Ивановна, Левчук Николай Николаевич, Монак Михаил Степанович, Паничев Михаил Иванович, Пуровская Ольга Геннадьевна
Метки: металлизацией, раствор, диэлектриков, варианты, поверхности, активирования
Текст:
...а также некоторых видов керамики. Приводимые ниже примеры иллюстрируют сказанное. Пример 1 (по прототипу). Обезжиренные в течение 5 мин. при 50 С в растворе состава, г/л а 2 СО 3 - 30, а 3 Р 4- 30, смачиватель ОС -20 1 и тщательно промытые пластины нефольгированного гетинакса обрабатываются в течение 60 с в растворе состава,моль/л 4 - 0,4, 4 - 0,8, 2 - 0,1, Н 2 О до 1 л, после чего промываются в течение 15-30 с в проточной воде и...
Покрытие внутренней поверхности трубопровода, способ его нанесения на внутреннюю поверхность трубопровода, двухслойная заготовка указанного покрытия и способ получения этой заготовки
Номер патента: 6094
Опубликовано: 30.06.2004
Авторы: Храменков Станислав Владимирович, Лоскутова Лидия Николаевна, Загорский Владимир Александрович, Асламова Татьяна Валентиновна, Маряшин Владимир Константинович, Павлов Евгений Петрович
МПК: F16L 58/10
Метки: заготовка, двухслойная, покрытие, внутреннюю, поверхности, поверхность, трубопровода, покрытия, способ, этой, заготовки, внутренней, получения, указанного, нанесения
Текст:
...качестве полиорганосилоксана полиметилфенилсилоксан.26. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных полимеров используют полиэтилен низкой плотности в количестве 5-95 мас. и полипропилен в количестве 4,3-94,7 мас. по отношению к общей массе внутренней обопочки, а в качестве полиорганосилоксана - полифенилсилоксан.27. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных...
Состав покрытия для защиты поверхности от налипания брызг расплавленного металла
Номер патента: 4717
Опубликовано: 30.09.2002
Авторы: Антонишин Юрий Тихонович, Борд Наум Юрьевич, Артюхов Вадим Александрович
МПК: B23K 35/36
Метки: покрытия, защиты, поверхности, расплавленного, состав, металла, налипания, брызг
Текст:
...остаются скоагулированы между собой. Покрытие получается неоднородным, что снижает его защитные свойства. При введении реактопластового материала более 9,0 мас.происходит слипание частиц глины в покрытии между собой, а также с частицами цирконового концентрата, что также снижает однородность и защитные свойства покрытия. Оптимальная связующая способность огнеупорной глины наблюдается при равномерном распределении частиц глины в покрытии...
Способ получения паяемого покрытия на тонких пленках алюминия
Номер патента: 4492
Опубликовано: 30.06.2002
Авторы: Сокол Виталий Александрович, Гринис Лариса Михайловна
МПК: H01L 21/288
Метки: получения, пленках, способ, паяемого, алюминия, покрытия, тонких
Текст:
...осаждения никеля вводят фторид натрия или калия и создают слабокислую среду с рН 3,5-5 введением аминоуксусной кислоты. Аминоуксусная кислота является также комплексообразующим агентом, связывающим ионы никеля в растворимые комплексы и регулирующим скорость контактного обмена алюминия на никель. Контактное осаждение никеля проводят в водном растворе, содержащем соль никеля в количестве 20-60 г/л, натрий фтористый или калий фтористый в...
Композиция покрытия, упаковка, подложка с покрытием, способ получения подложки, способ получения композиции покрытия.
Номер патента: 6329
Опубликовано: 30.06.2004
Авторы: ДОРСЕТТ, Терри Е., ГУНН, Вальтер Х., ГЕРМАНО, Виктор В., ГУДЕ, Дональд Дж., О`БРАЙЕН, Дебора А.
МПК: B05D 7/14, C09D 5/02, C09D 163/10...
Метки: покрытия, композиции, подложка, покрытием, подложки, способ, упаковка, получения, композиция
Текст:
...может присутствовать или отсутствовать, может содержать такие ингредиенты в следующих весовых процентах, все из расчета на основе 100 полного веса упаковки от 0 до около 15 загустителя, от около 15 до около 60 силана, от 0 до около 10(как правило, от около 2 до около 6 ) компонента борной кислоты, от 0 до около 5 ингибитора коррозии, от около 10 до около 30 смачивающего агента и остальное, например, от около 20 до около 30 , -...
Предыдущий патент: Способ лечения воспалительных бронхолегочных заболеваний у детей с тимомегалией
Следующий патент: Способ переработки отходов полиэтилентерефталата (ПЭТФ)
Случайный патент: Подвеска сиденья транспортного средства