Способ конденсаторной сварки
Номер патента: 4490
Опубликовано: 30.06.2002
Авторы: Кениг Владимир Вячеславович, Новик Наталия Вячеславовна, Рагунович Сергей Петрович, Недошитко Лариса Павловна, Шелег Валерий Константинович
Текст
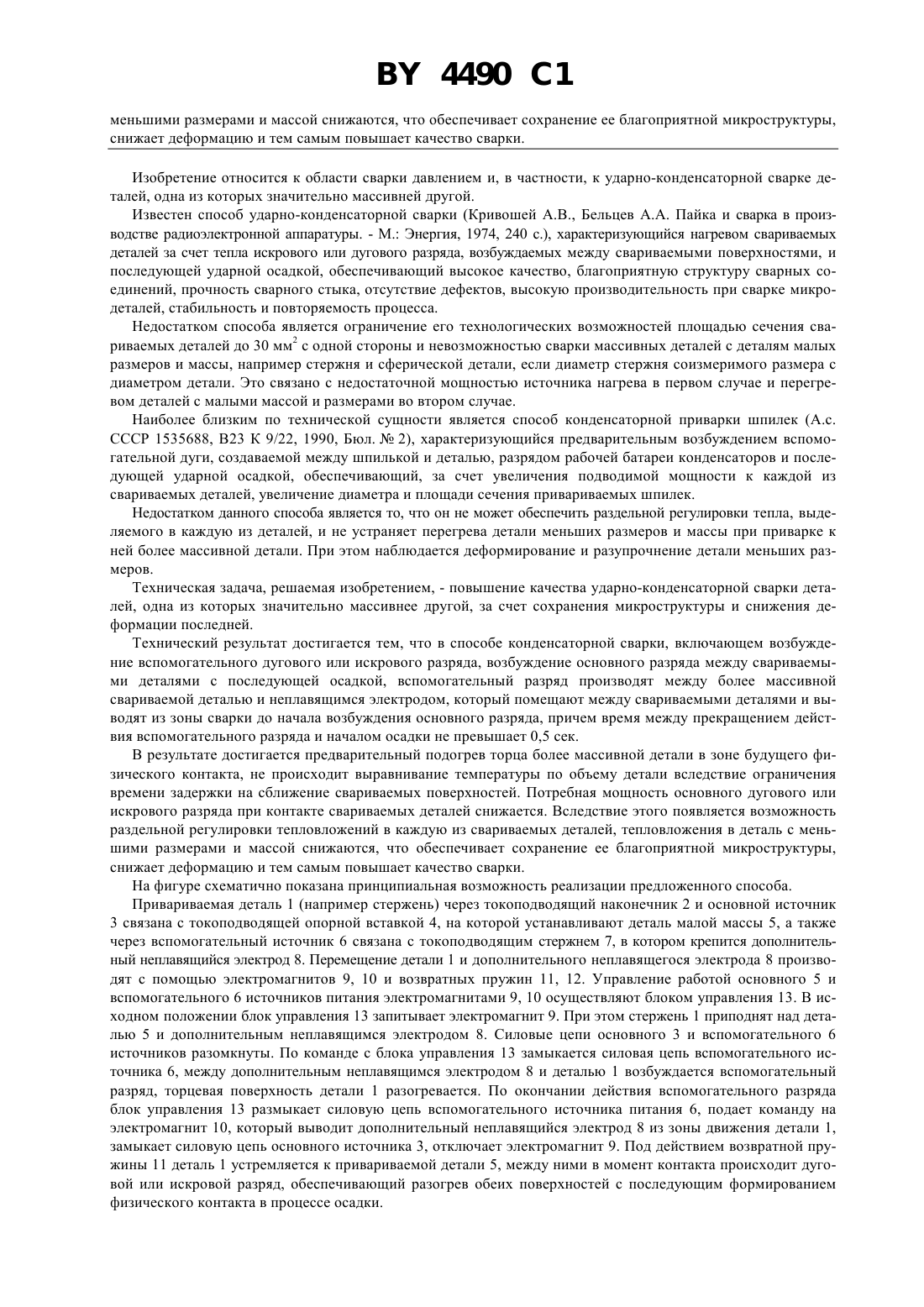
(57) Изобретение относится к области сварки давлением, в частности к ударно-конденсаторной сварке деталей, одна из которых значительно массивней другой. Техническая задача, решаемая изобретением, - повышение качества ударно-конденсаторной сварки деталей, одна из которых значительно массивнее другой, за счет сохранения микроструктуры и снижения деформации последней. Технический результат достигается тем, что в способе конденсаторной сварки, включающем возбуждение вспомогательного дугового или искрового разряда, возбуждение основного разряда между свариваемыми деталями с последующей осадкой. Вспомогательный разряд производят межу более массивной свариваемой деталью и неплавящимся электродом, который помещают между свариваемыми деталями и выводят из зоны сварки до начала возбуждения основного разряда. Время между прекращением действия вспомогательного разряда и началом осадки не превышает 0,5 сек. В результате достигается предварительный подогрев торца более массивной детали в зоне будущего физического контакта, не происходит выравнивание температуры по объему детали вследствие ограничения времени задержки на сближение свариваемых поверхностей. Потребляемая мощность основного дугового или искрового разряда при контакте свариваемых деталей снижается. Вследствие этого появляется возможность раздельной регулировки тепловложений в каждую из свариваемых деталей. Тепловложения в деталь с 4490 1 меньшими размерами и массой снижаются, что обеспечивает сохранение ее благоприятной микроструктуры,снижает деформацию и тем самым повышает качество сварки. Изобретение относится к области сварки давлением и, в частности, к ударно-конденсаторной сварке деталей, одна из которых значительно массивней другой. Известен способ ударно-конденсаторной сварки (Кривошей А.В., Бельцев А.А. Пайка и сварка в производстве радиоэлектронной аппаратуры. - М. Энергия, 1974, 240 с.), характеризующийся нагревом свариваемых деталей за счет тепла искрового или дугового разряда, возбуждаемых между свариваемыми поверхностями, и последующей ударной осадкой, обеспечивающий высокое качество, благоприятную структуру сварных соединений, прочность сварного стыка, отсутствие дефектов, высокую производительность при сварке микродеталей, стабильность и повторяемость процесса. Недостатком способа является ограничение его технологических возможностей площадью сечения свариваемых деталей до 30 мм 2 с одной стороны и невозможностью сварки массивных деталей с деталям малых размеров и массы, например стержня и сферической детали, если диаметр стержня соизмеримого размера с диаметром детали. Это связано с недостаточной мощностью источника нагрева в первом случае и перегревом деталей с малыми массой и размерами во втором случае. Наиболее близким по технической сущности является способ конденсаторной приварки шпилек (А.с. СССР 1535688, В 23 К 9/22, 1990, Бюл.2), характеризующийся предварительным возбуждением вспомогательной дуги, создаваемой между шпилькой и деталью, разрядом рабочей батареи конденсаторов и последующей ударной осадкой, обеспечивающий, за счет увеличения подводимой мощности к каждой из свариваемых деталей, увеличение диаметра и площади сечения привариваемых шпилек. Недостатком данного способа является то, что он не может обеспечить раздельной регулировки тепла, выделяемого в каждую из деталей, и не устраняет перегрева детали меньших размеров и массы при приварке к ней более массивной детали. При этом наблюдается деформирование и разупрочнение детали меньших размеров. Техническая задача, решаемая изобретением, - повышение качества ударно-конденсаторной сварки деталей, одна из которых значительно массивнее другой, за счет сохранения микроструктуры и снижения деформации последней. Технический результат достигается тем, что в способе конденсаторной сварки, включающем возбуждение вспомогательного дугового или искрового разряда, возбуждение основного разряда между свариваемыми деталями с последующей осадкой, вспомогательный разряд производят между более массивной свариваемой деталью и неплавящимся электродом, который помещают между свариваемыми деталями и выводят из зоны сварки до начала возбуждения основного разряда, причем время между прекращением действия вспомогательного разряда и началом осадки не превышает 0,5 сек. В результате достигается предварительный подогрев торца более массивной детали в зоне будущего физического контакта, не происходит выравнивание температуры по объему детали вследствие ограничения времени задержки на сближение свариваемых поверхностей. Потребная мощность основного дугового или искрового разряда при контакте свариваемых деталей снижается. Вследствие этого появляется возможность раздельной регулировки тепловложений в каждую из свариваемых деталей, тепловложения в деталь с меньшими размерами и массой снижаются, что обеспечивает сохранение ее благоприятной микроструктуры,снижает деформацию и тем самым повышает качество сварки. На фигуре схематично показана принципиальная возможность реализации предложенного способа. Привариваемая деталь 1 (например стержень) через токоподводящий наконечник 2 и основной источник 3 связана с токоподводящей опорной вставкой 4, на которой устанавливают деталь малой массы 5, а также через вспомогательный источник 6 связана с токоподводящим стержнем 7, в котором крепится дополнительный неплавящийся электрод 8. Перемещение детали 1 и дополнительного неплавящегося электрода 8 производят с помощью электромагнитов 9, 10 и возвратных пружин 11, 12. Управление работой основного 5 и вспомогательного 6 источников питания электромагнитами 9, 10 осуществляют блоком управления 13. В исходном положении блок управления 13 запитывает электромагнит 9. При этом стержень 1 приподнят над деталью 5 и дополнительным неплавящимся электродом 8. Силовые цепи основного 3 и вспомогательного 6 источников разомкнуты. По команде с блока управления 13 замыкается силовая цепь вспомогательного источника 6, между дополнительным неплавящимся электродом 8 и деталью 1 возбуждается вспомогательный разряд, торцевая поверхность детали 1 разогревается. По окончании действия вспомогательного разряда блок управления 13 размыкает силовую цепь вспомогательного источника питания 6, подает команду на электромагнит 10, который выводит дополнительный неплавящийся электрод 8 из зоны движения детали 1,замыкает силовую цепь основного источника 3, отключает электромагнит 9. Под действием возвратной пружины 11 деталь 1 устремляется к привариваемой детали 5, между ними в момент контакта происходит дуговой или искровой разряд, обеспечивающий разогрев обеих поверхностей с последующим формированием физического контакта в процессе осадки. 4490 1 В результате достигается раздельная регулировка тепловложений в каждую из деталей, мощность основного разряда снижается вследствие предварительного подогрева более массивной детали, тепловложение в деталь меньших размеров и массы уменьшается, что обеспечивает отсутствие ее перегрева, отсутствие микроструктурных изменений и снижения твердости, уменьшение деформации. При увеличении времени выдержки между прекращением действия вспомогательного разряда и началом осадки свыше 0,5 сек,температура торца привариваемой детали 1 за счет теплопроводности снижается, мощность основного импульса для формирования сварного соединения приходится увеличивать, нагрев детали меньших размеров и массы возрастает, что приводит к снижению качества. Пример 1. Применение предложенного способа для сварки иголки с диаметром рабочего торца 0,546 мм, длиной 22,2 мм, массой 0,135 г с шариком диаметром 0,793 мм, массой 0,02 г из стали 95 х 18 с твердостью 5662 обеспечило снижение мощности импульса основного разряда на 40 , что привело к уменьшению деформации радиуса шарика с 0,05 до 0,02 мм при сохранении мартенситной структуры и твердости. Пример 2. Применение предложенного способа для приварки пружинных проволочных зубьев из высокоуглеродистой стали диаметром 6-10 мм (площадь сечения 28,3-78,5 мм 2) к поворотному валу механического подборщика диаметром 120 мм с толщиной стенок в зоне приварки 15 мм обеспечило по сравнению с применяемой в производстве электродуговой сваркой сокращение протяженности бейнитно-мартенситной зоны с 3 мм до 0,5 мм, повышение прочности в 1,3-1,6 раза, повышение трудоемкости в 3,5-4 раза при обеспечении экологической чистоты процесса. Использование способа по прототипу для этих типов проволок приводит к их перегреву и расплавлению их торца, в то время как зона физического контакта на валу остается недостаточно прогретой для обеспечения надежного соединения. Способ конденсаторной сварки, включающий предварительное возбуждение вспомогательного дугового или искрового разряда, возбуждение основного разряда между свариваемыми деталями с последующей осадкой, отличающийся тем, что вспомогательный разряд производят между более массивной свариваемой деталью и неплавящимся электродом, который помещают между свариваемыми деталями и выводят из зоны сварки до начала возбуждения основного разряда, причем время выдержки между прекращением действия вспомогательного разряда и началом осадки не превышает 0,5 сек. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 9/22
Метки: конденсаторной, сварки, способ
Код ссылки
<a href="https://by.patents.su/3-4490-sposob-kondensatornojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ конденсаторной сварки</a>
Электродная паста для металлизации необожженной конденсаторной керамики и способ ее получения
Номер патента: 1008
Опубликовано: 15.12.1995
Авторы: Чкалова В. Н., Щукин С. Я., Федорова Г. М., Елесеева Л. И., Самойлов В. В.
МПК: H01B 1/02
Метки: необожженной, конденсаторной, получения, металлизации, способ, керамики, электродная, паста
Текст:
...керамическую добавку, стабилизирующую добавку и органическое связующее,включающее этилцедшюлозу, скипидар и олеиновую кислоту, вышеуказанный технический результат достигается тем, что токопроводящий компонент содержит порошок смеси или сплава серебра и палладия, керамическая добавка включает спек титаната стронция или титаната бария или их смесь, стабилизирующая добавка содержит один ингредиент или смесь штгредиентов из ряда оксид...
Электропроводящая паста для металлизации необожженной конденсаторной керамики и способ ее получения
Номер патента: 1011
Опубликовано: 15.12.1995
Авторы: Чкалова В. Н., Харламова Л. П., Елисеева Л. И., Самойлов В. В., Федорова Г. М.
МПК: H01B 1/02
Метки: паста, электропроводящая, металлизации, конденсаторной, получения, способ, керамики, необожженной
Текст:
...обеспечивается тем, что она дополнительно содержит олеиновую кислоту, бензиловый спирт и дибутилфталат, а токопроводящий компонент образован ингредиентами из ряда Аз, Рт, Рс 1, сплав А - Рс 1,М, Со, при этом компоненты содержатся в следующем соотношении, мас.порошок токопроводшцего компонента 52,0 62,0а в способе получения электропроводящей пасты для металлизации необожженной конденсаторной керамики, при котором порошок...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/14, B23K 11/30
Метки: сварки, электрод, рельефной
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Способ ультразвуковой сварки
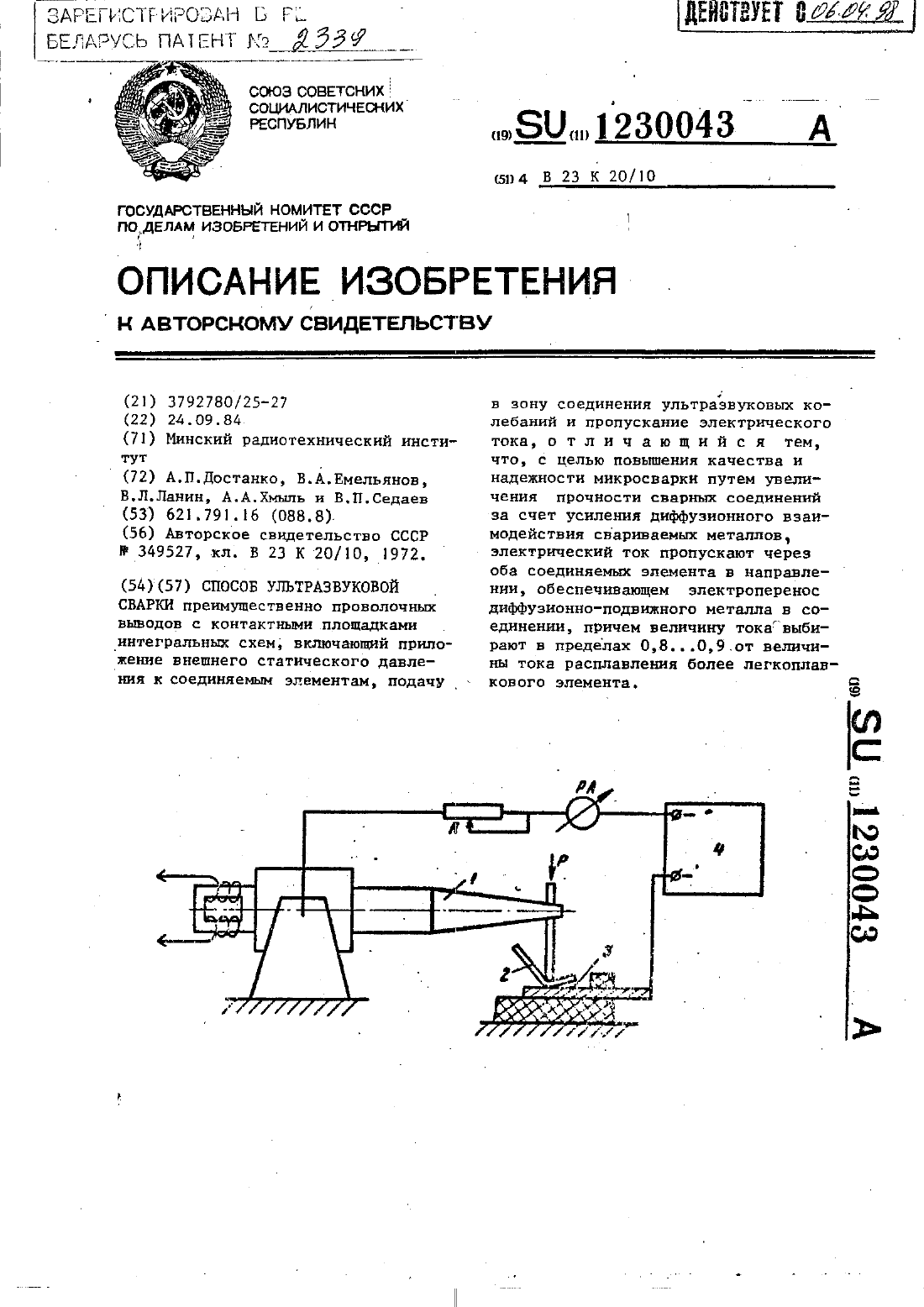
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Хмыль Александр Александрович, Седаев Владимир Павлович, Достанко Анатолий Павлович, Ларин Владимир Леонидович, Емельянов Виктор Андреевич
МПК: B23K 20/10
Метки: ультразвуковой, сварки, способ
Текст:
...этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку...
Способ сварки при изготовлении спирально навиваемой трубы и сварочная головка для выполнения способа
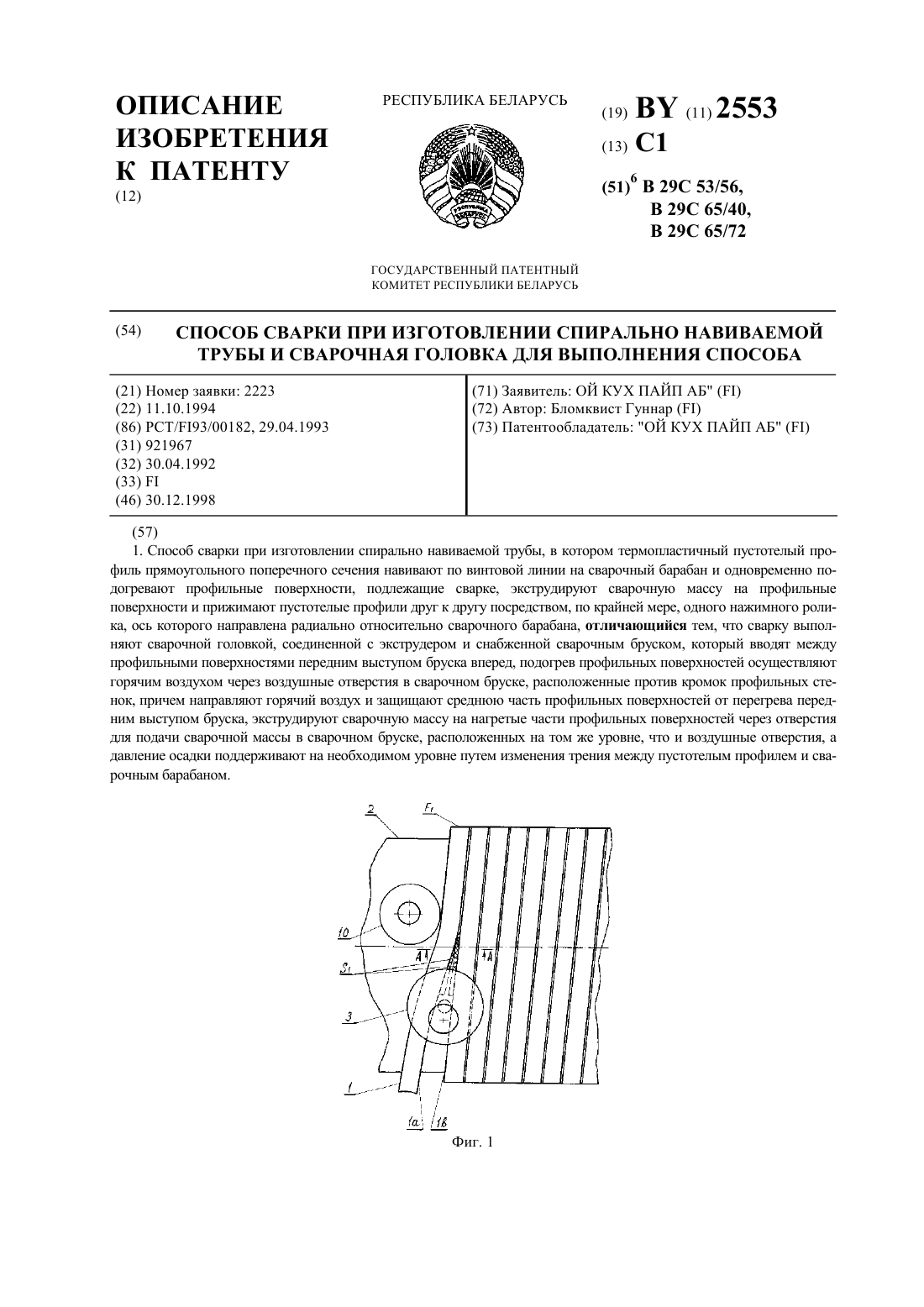
Номер патента: 2553
Опубликовано: 30.12.1998
Автор: Бломквист Гуннар
МПК: B29C 65/72, B29C 53/56, B29C 65/40...
Метки: способ, изготовлении, сварочная, сварки, навиваемой, спирально, выполнения, способа, трубы, головка
Текст:
...бруска, а также нижнюю сварочную зону с отверстиями для подачи горячего воздуха и отверстиями для подачи сварочной массы для выполнения внутреннего сварного шва. Отверстия для подачи горячего воздуха расположены в плугообразной скошенной передней части верхней и нижней сварочных зон, при этом каждое отверстие для подачи сварочной массы снабжено расточкой для изменения ширины наносимых порций сварочной массы. Воздушные отверстия соединены...
Предыдущий патент: Установка для формования бетонных изделий с замкнутым криволинейным поперечным сечением
Следующий патент: Композиция для получения контактного элемента жидкокристаллического индикатора
Случайный патент: Дренажное устройство