Способ токарной обработки отверстий
Текст
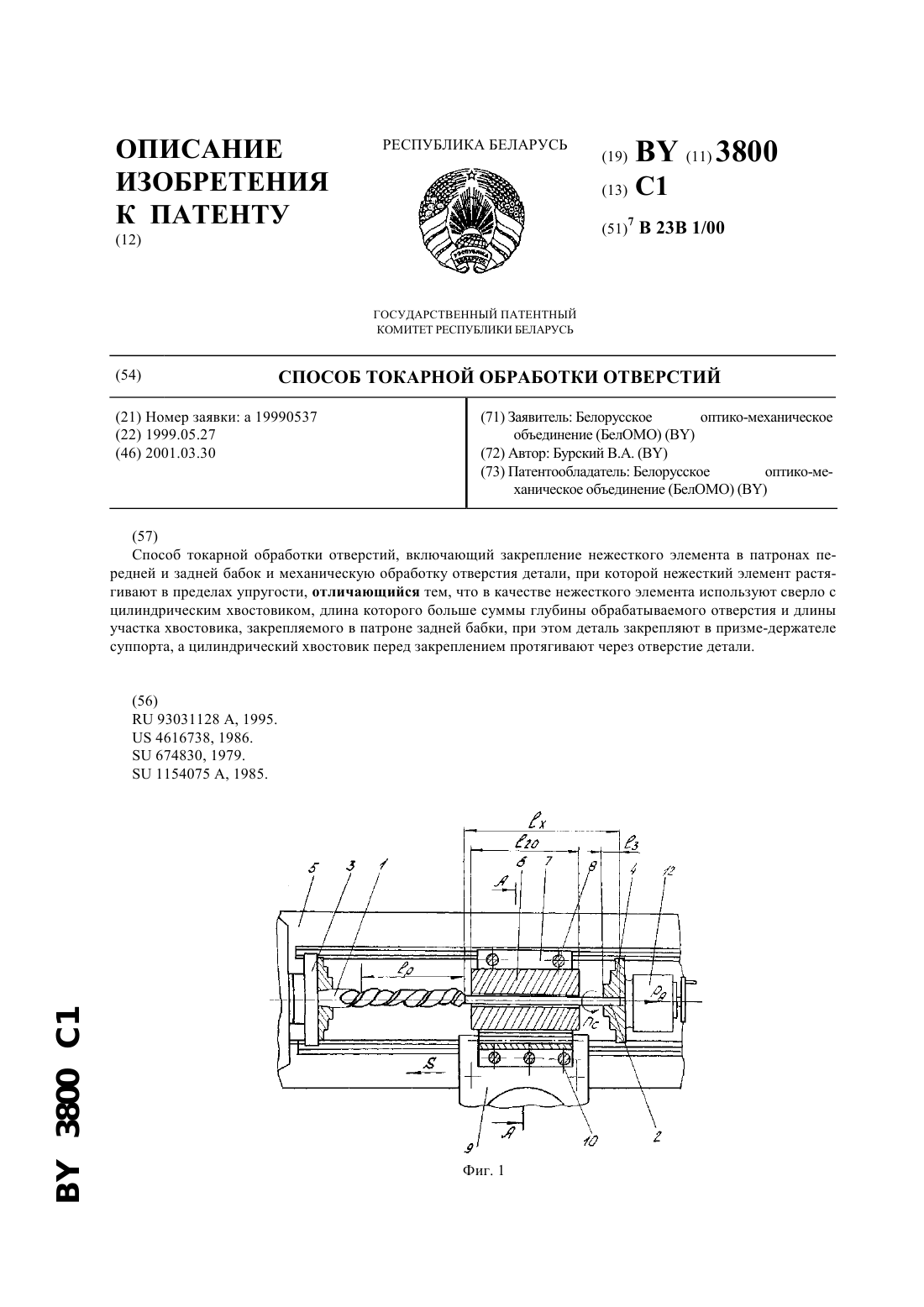
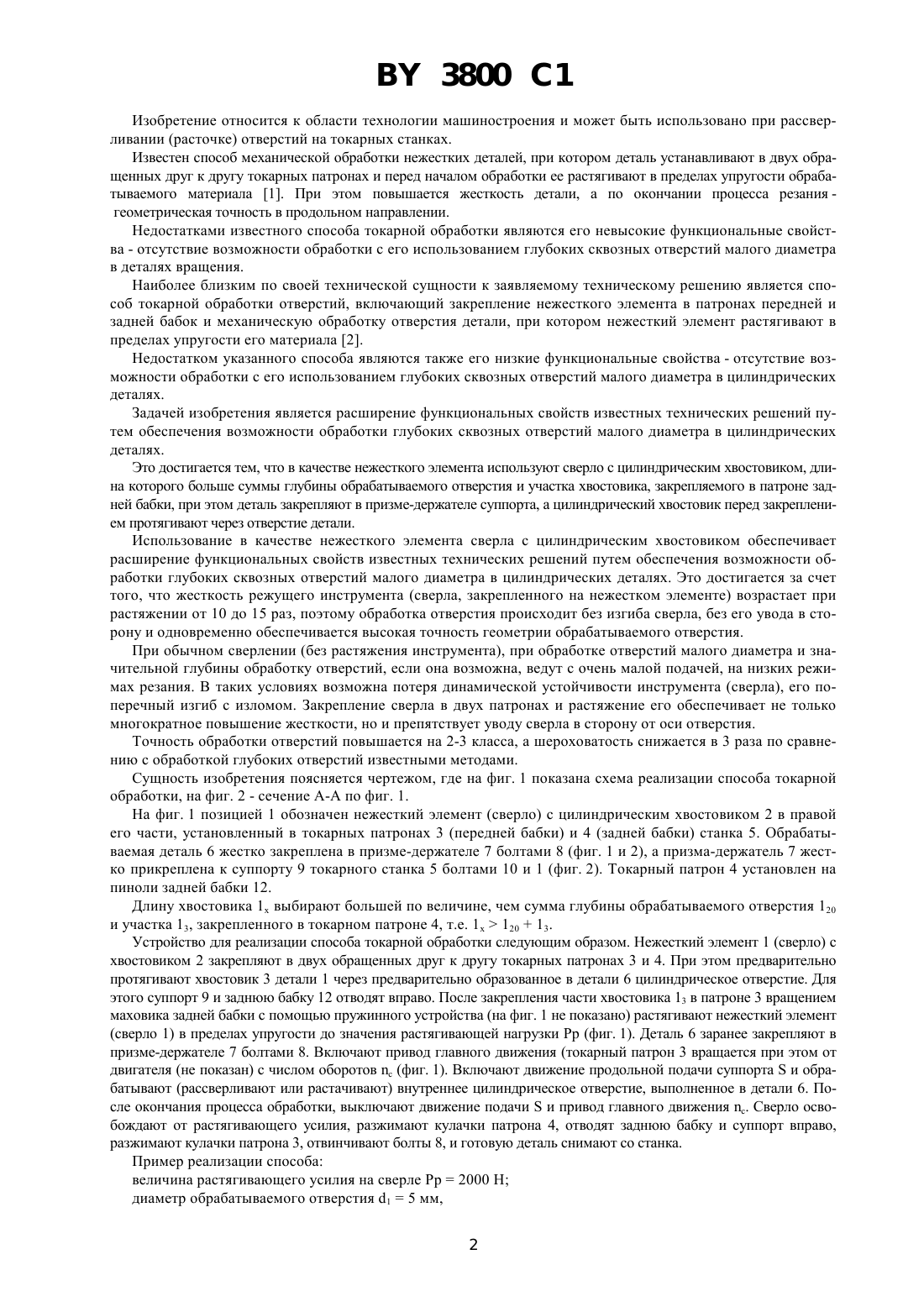
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ОТВЕРСТИЙ(57) Способ токарной обработки отверстий, включающий закрепление нежесткого элемента в патронах передней и задней бабок и механическую обработку отверстия детали, при которой нежесткий элемент растягивают в пределах упругости, отличающийся тем, что в качестве нежесткого элемента используют сверло с цилиндрическим хвостовиком, длина которого больше суммы глубины обрабатываемого отверстия и длины участка хвостовика, закрепляемого в патроне задней бабки, при этом деталь закрепляют в призме-держателе суппорта, а цилиндрический хвостовик перед закреплением протягивают через отверстие детали. 3800 1 Изобретение относится к области технологии машиностроения и может быть использовано при рассверливании (расточке) отверстий на токарных станках. Известен способ механической обработки нежестких деталей, при котором деталь устанавливают в двух обращенных друг к другу токарных патронах и перед началом обработки ее растягивают в пределах упругости обрабатываемого материала 1. При этом повышается жесткость детали, а по окончании процесса резания геометрическая точность в продольном направлении. Недостатками известного способа токарной обработки являются его невысокие функциональные свойства - отсутствие возможности обработки с его использованием глубоких сквозных отверстий малого диаметра в деталях вращения. Наиболее близким по своей технической сущности к заявляемому техническому решению является способ токарной обработки отверстий, включающий закрепление нежесткого элемента в патронах передней и задней бабок и механическую обработку отверстия детали, при котором нежесткий элемент растягивают в пределах упругости его материала 2. Недостатком указанного способа являются также его низкие функциональные свойства - отсутствие возможности обработки с его использованием глубоких сквозных отверстий малого диаметра в цилиндрических деталях. Задачей изобретения является расширение функциональных свойств известных технических решений путем обеспечения возможности обработки глубоких сквозных отверстий малого диаметра в цилиндрических деталях. Это достигается тем, что в качестве нежесткого элемента используют сверло с цилиндрическим хвостовиком, длина которого больше суммы глубины обрабатываемого отверстия и участка хвостовика, закрепляемого в патроне задней бабки, при этом деталь закрепляют в призме-держателе суппорта, а цилиндрический хвостовик перед закреплением протягивают через отверстие детали. Использование в качестве нежесткого элемента сверла с цилиндрическим хвостовиком обеспечивает расширение функциональных свойств известных технических решений путем обеспечения возможности обработки глубоких сквозных отверстий малого диаметра в цилиндрических деталях. Это достигается за счет того, что жесткость режущего инструмента (сверла, закрепленного на нежестком элементе) возрастает при растяжении от 10 до 15 раз, поэтому обработка отверстия происходит без изгиба сверла, без его увода в сторону и одновременно обеспечивается высокая точность геометрии обрабатываемого отверстия. При обычном сверлении (без растяжения инструмента), при обработке отверстий малого диаметра и значительной глубины обработку отверстий, если она возможна, ведут с очень малой подачей, на низких режимах резания. В таких условиях возможна потеря динамической устойчивости инструмента (сверла), его поперечный изгиб с изломом. Закрепление сверла в двух патронах и растяжение его обеспечивает не только многократное повышение жесткости, но и препятствует уводу сверла в сторону от оси отверстия. Точность обработки отверстий повышается на 2-3 класса, а шероховатость снижается в 3 раза по сравнению с обработкой глубоких отверстий известными методами. Сущность изобретения поясняется чертежом, где на фиг. 1 показана схема реализации способа токарной обработки, на фиг. 2 - сечение А-А по фиг. 1. На фиг. 1 позицией 1 обозначен нежесткий элемент (сверло) с цилиндрическим хвостовиком 2 в правой его части, установленный в токарных патронах 3 (передней бабки) и 4 (задней бабки) станка 5. Обрабатываемая деталь 6 жестко закреплена в призме-держателе 7 болтами 8 (фиг. 1 и 2), а призма-держатель 7 жестко прикреплена к суппорту 9 токарного станка 5 болтами 10 и 1 (фиг. 2). Токарный патрон 4 установлен на пиноли задней бабки 12. Длину хвостовика 1 х выбирают большей по величине, чем сумма глубины обрабатываемого отверстия 120 и участка 13, закрепленного в токарном патроне 4, т.е. 1 х 12013. Устройство для реализации способа токарной обработки следующим образом. Нежесткий элемент 1 (сверло) с хвостовиком 2 закрепляют в двух обращенных друг к другу токарных патронах 3 и 4. При этом предварительно протягивают хвостовик 3 детали 1 через предварительно образованное в детали 6 цилиндрическое отверстие. Для этого суппорт 9 и заднюю бабку 12 отводят вправо. После закрепления части хвостовика 13 в патроне 3 вращением маховика задней бабки с помощью пружинного устройства (на фиг. 1 не показано) растягивают нежесткий элемент(сверло 1) в пределах упругости до значения растягивающей нагрузки Рр (фиг. 1). Деталь 6 заранее закрепляют в призме-держателе 7 болтами 8. Включают привод главного движения (токарный патрон 3 вращается при этом от двигателя (не показан) с числом оборотов с (фиг. 1). Включают движение продольной подачи суппортаи обрабатывают (рассверливают или растачивают) внутреннее цилиндрическое отверстие, выполненное в детали 6. После окончания процесса обработки, выключают движение подачии привод главного движения с. Сверло освобождают от растягивающего усилия, разжимают кулачки патрона 4, отводят заднюю бабку и суппорт вправо,разжимают кулачки патрона 3, отвинчивают болты 8, и готовую деталь снимают со станка. Пример реализации способа величина растягивающего усилия на сверле Рр 2000 Н диаметр обрабатываемого отверстия 15 мм,2 3800 1 диаметр обработанного отверстия 28 мм глубина сверления 120100 мм. длина на участке нежесткого элемента, закрепленного в правом токарном патроне, 1320 мм,длина хвостовика сверла 1 х 140 мм длина режущей части сверла 1 р 120 мм число оборотов шпинделя передней бабки (сверла) с 1500 об/мин подача суппорта 0,15 мм/об. В результате использования в качестве нежесткого элемента сверла обеспечивается возможность обработки глубоких сквозных отверстий малого диаметра в цилиндрических деталях с высокой точностью геометрии, низкой шероховатости и достаточно высокой производительностью (, ). Источники информации 1.1154075 , 1985. 2.93031128 , 1995 (прототип). Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23B 1/00
Метки: отверстий, обработки, токарной, способ
Код ссылки
<a href="https://by.patents.su/3-3800-sposob-tokarnojj-obrabotki-otverstijj.html" rel="bookmark" title="База патентов Беларуси">Способ токарной обработки отверстий</a>
Устройство для токарной обработки нежестких деталей
Номер патента: 3802
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23Q 15/00, B23B 1/00
Метки: устройство, деталей, токарной, нежестких, обработки
Текст:
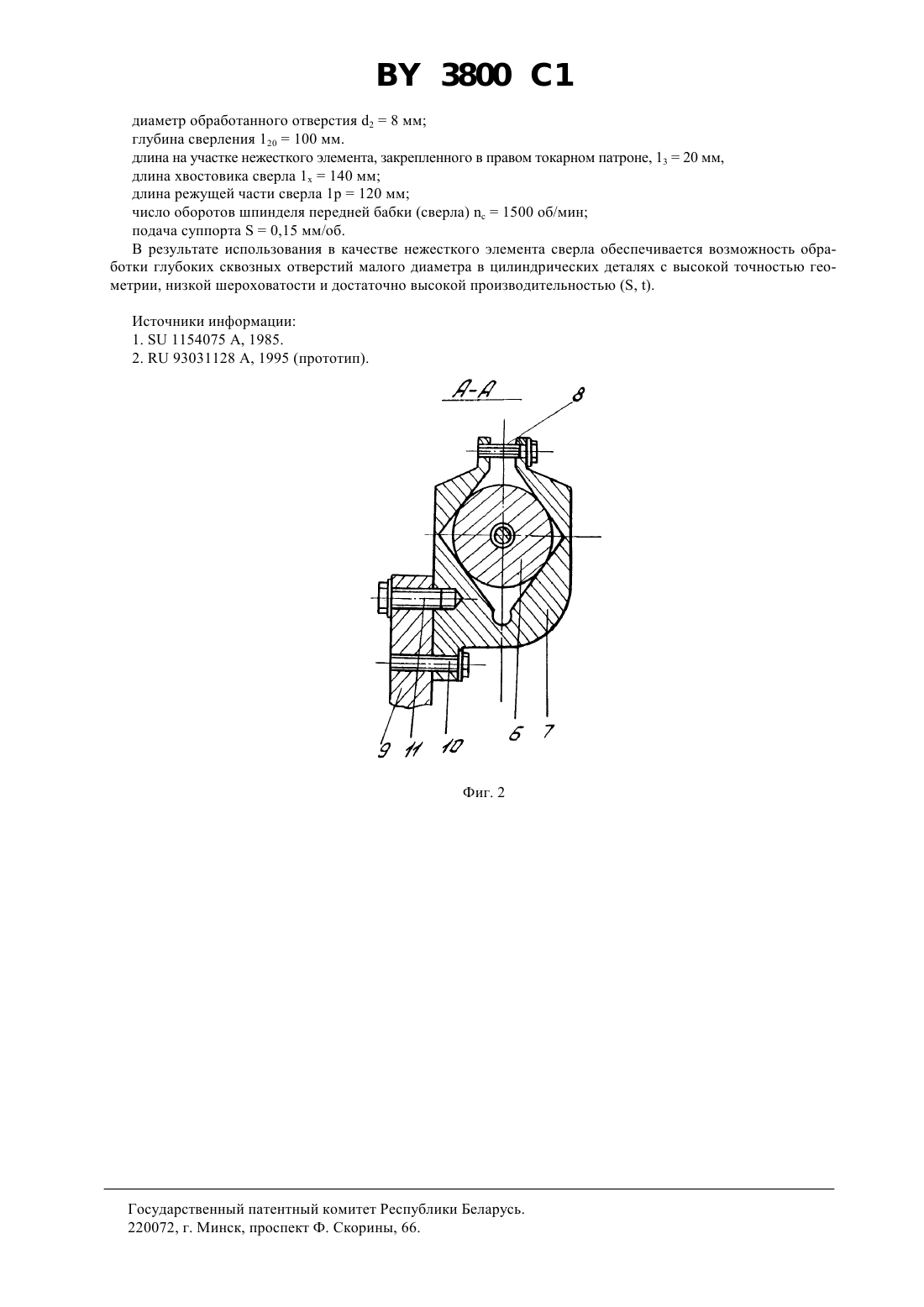
...для токарной обработки нежестких деталей, включающем резец, переднюю и заднюю бабки с патронами, механизм растягивающего продольного усилия, корпус которого жестко соединен с патроном задней бабки, и систему относительного перемещения резца и детали, содержащую измеритель радиальной составляющей силы резания, выход которого через усилитель и вычислительное устройство соединен с системой управления механизмом растягивающего продольного...
Способ токарной обработки нежестких деталей
Номер патента: 3804
Опубликовано: 30.03.2001
Авторы: Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич
МПК: B23B 1/00
Метки: обработки, токарной, способ, нежестких, деталей
Текст:
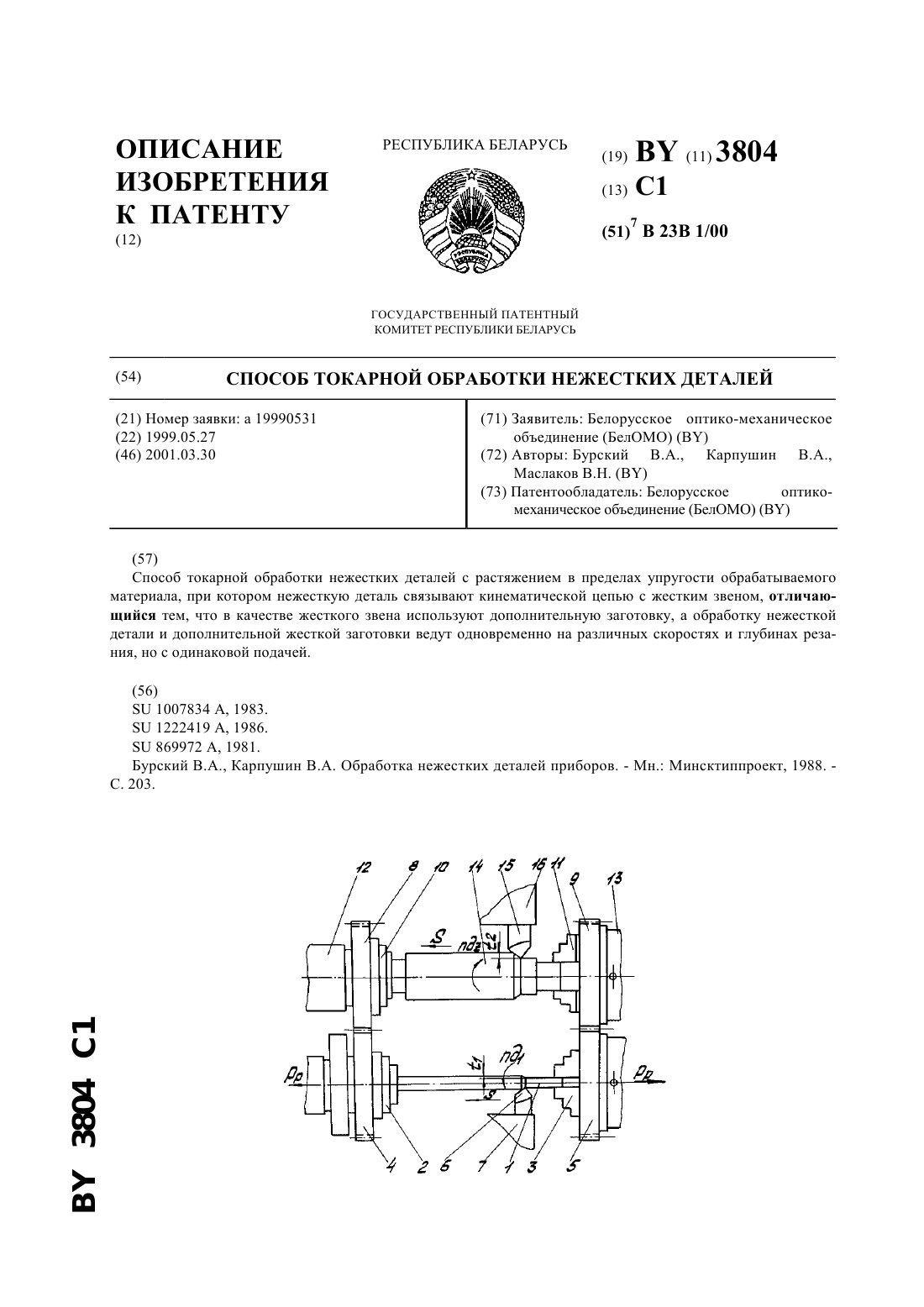
...резания не менее чем в 2 раза по сравнению с использованием известных технических решений. Обработка детали и жесткой заготовки с различными глубинами резания позволяет снимать припуск с жесткой заготовки значительно больший, чем с обрабатываемой детали, что также повышает производительность процесса резания. Обработка нежесткой детали и жесткой заготовки с одинаковой подачей позволяет построить простую кинематическую связь между двумя...
Устройство для токарной обработки нежестких деталей
Номер патента: 3803
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00
Метки: обработки, устройство, токарной, нежестких, деталей
Текст:
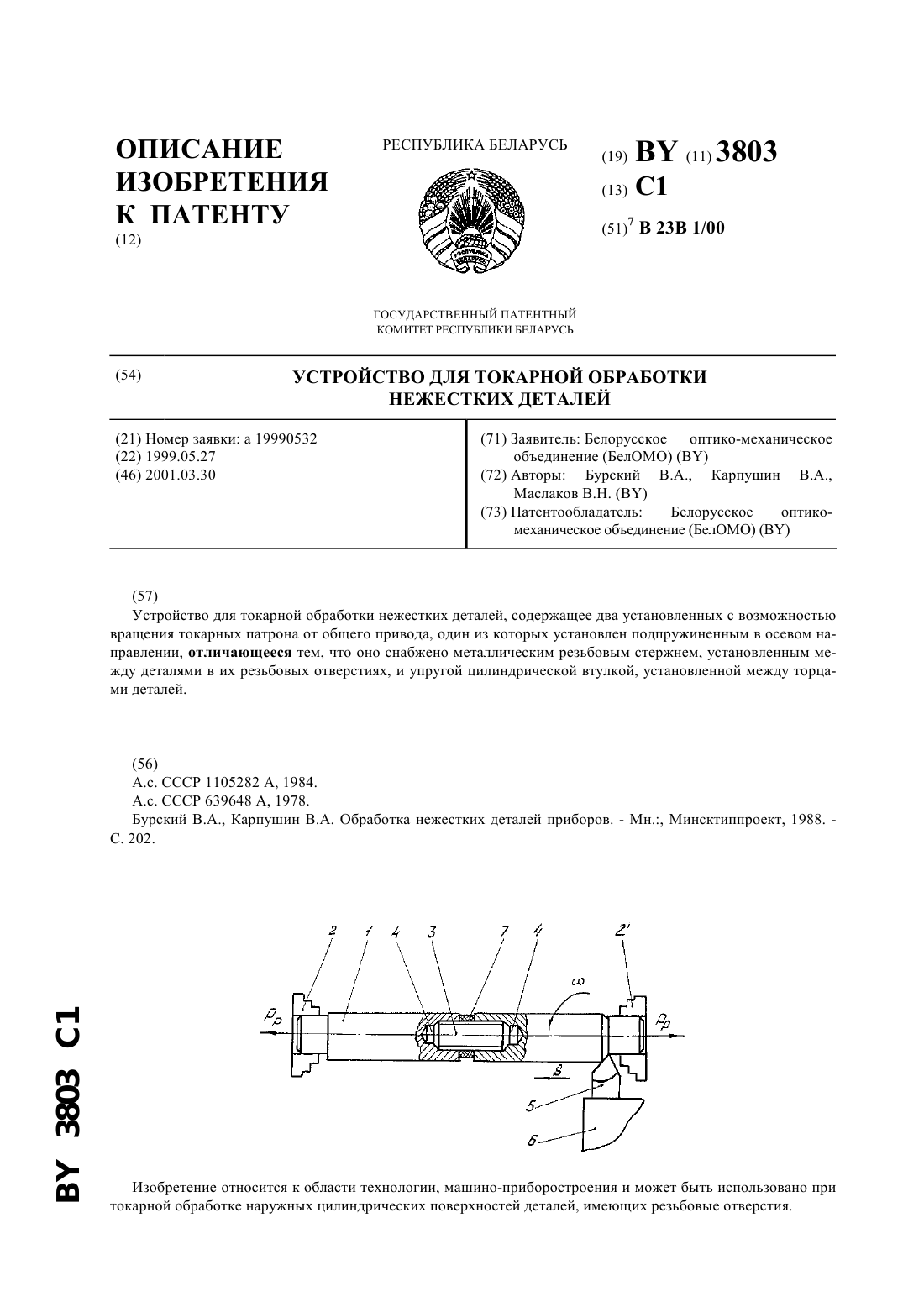
...производительность. Задачей изобретения является расширение функциональных свойств известных устройств путем обеспечения возможности обработки деталей, имеющих резьбовые отверстия, а также повышение производительности процесса обработки. Это достигается тем, что в устройстве для токарной обработки нежестких деталей, содержащем два установленных с возможностью вращения токарных патрона от общего привода, один из которых установлен...
Устройство для токарной обработки нежестких деталей
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00, B23Q 15/00
Метки: деталей, обработки, токарной, нежестких, устройство
Текст:
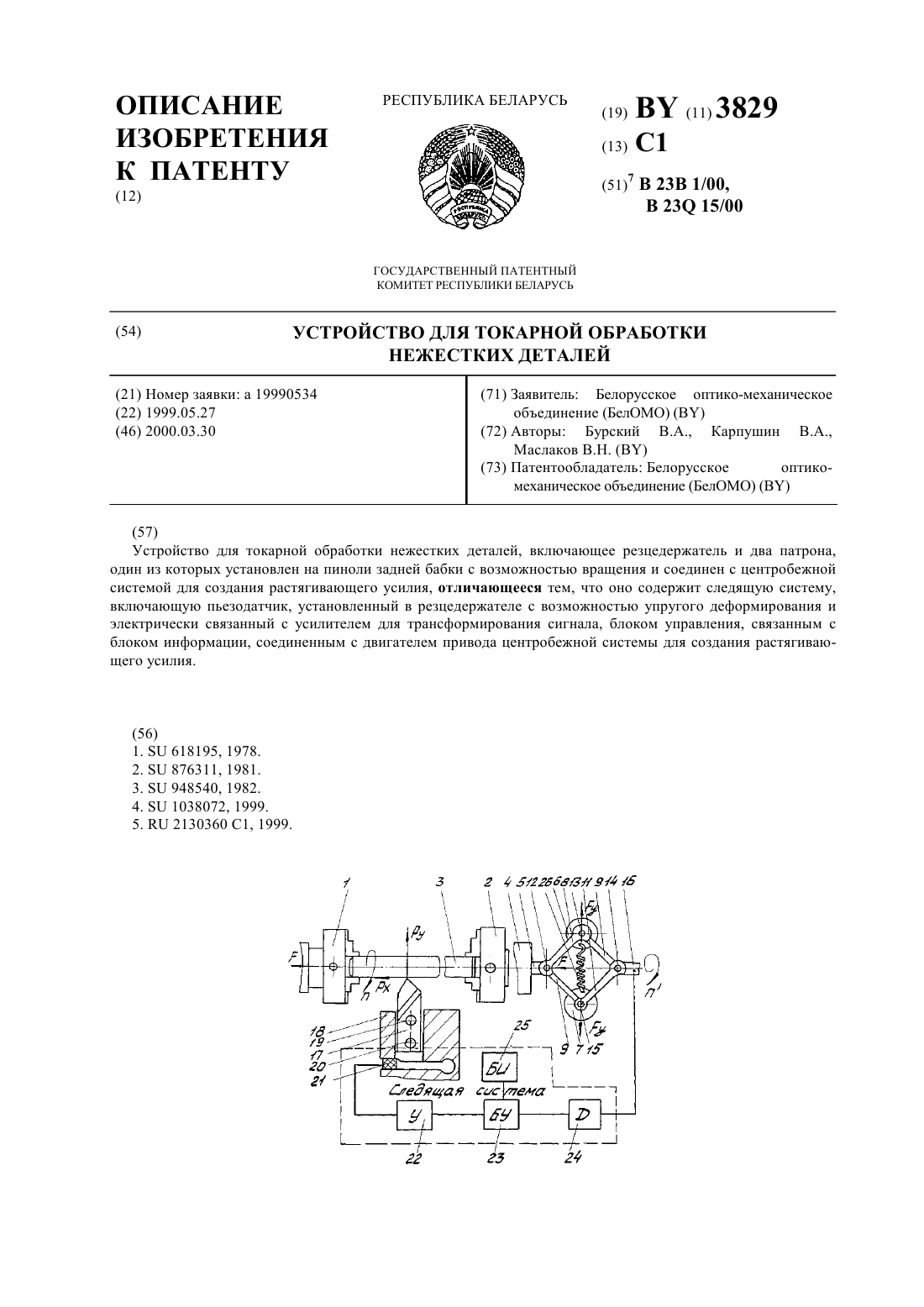
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Мастюгин Л. И., Амозов С. В., Минец В. В.
МПК: B24B 37/02, B24D 13/02
Метки: поверхностей, цилиндрических, сквозных, отверстий, обработки, способ
Текст:
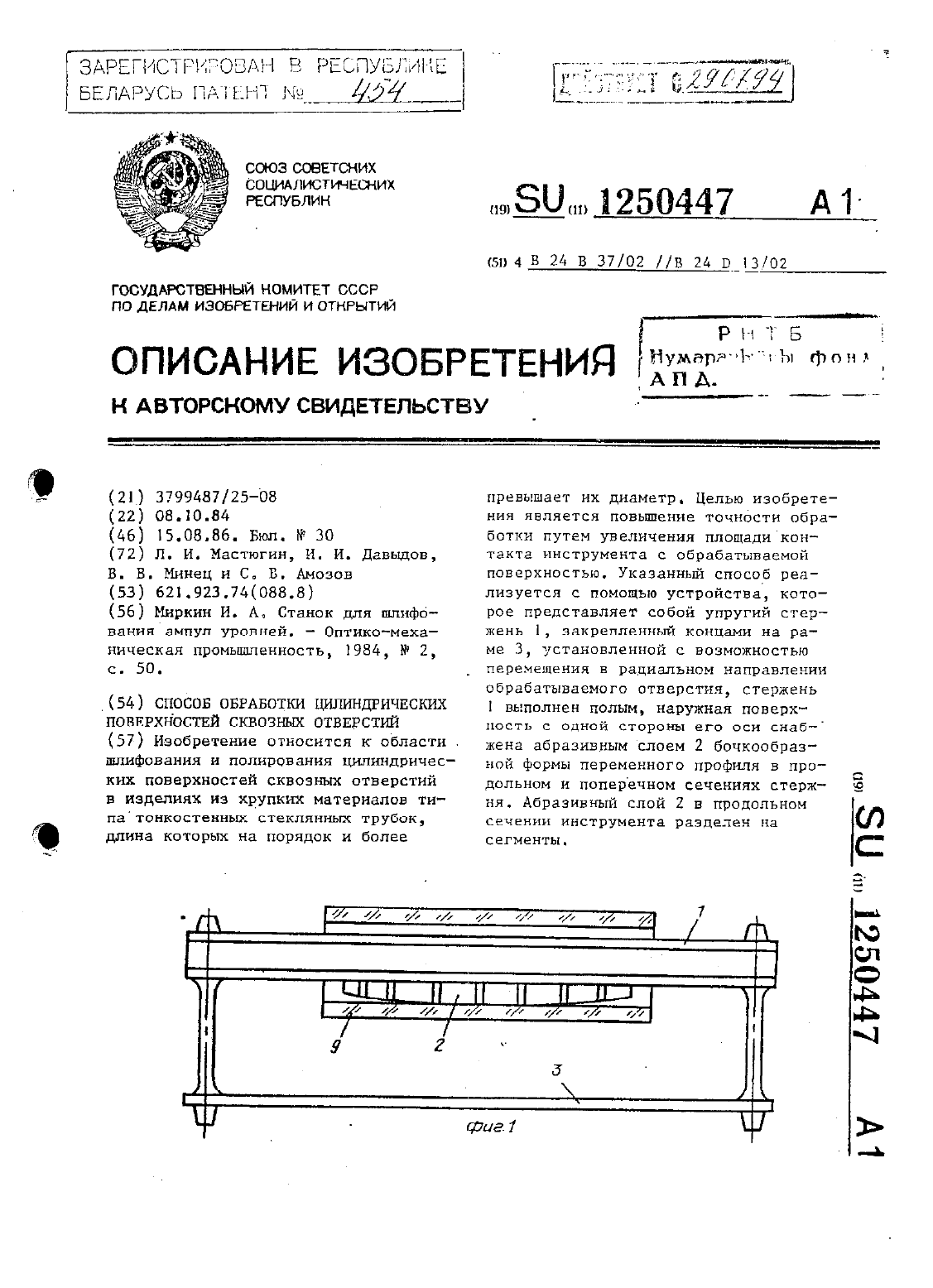
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Предыдущий патент: Устройство для токарной обработки нежестких деталей
Следующий патент: Устройство для ротационной обработки отверстий
Случайный патент: Декоративное стекло