Арматурный элемент
Номер патента: 3672
Опубликовано: 30.12.2000
Авторы: Тимохин Павел Николаевич, Подлозный Эдуард Дмитриевич
Текст
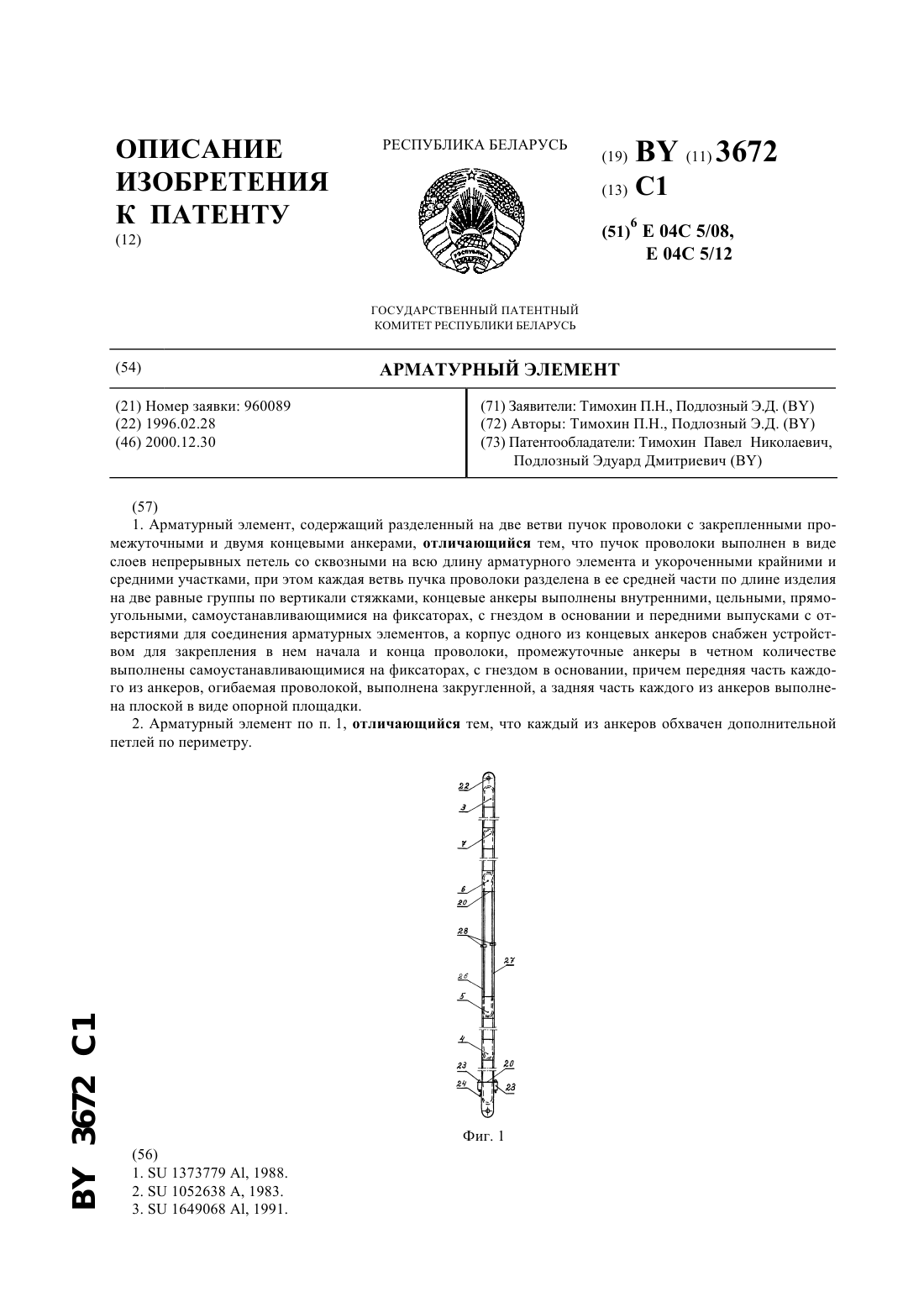
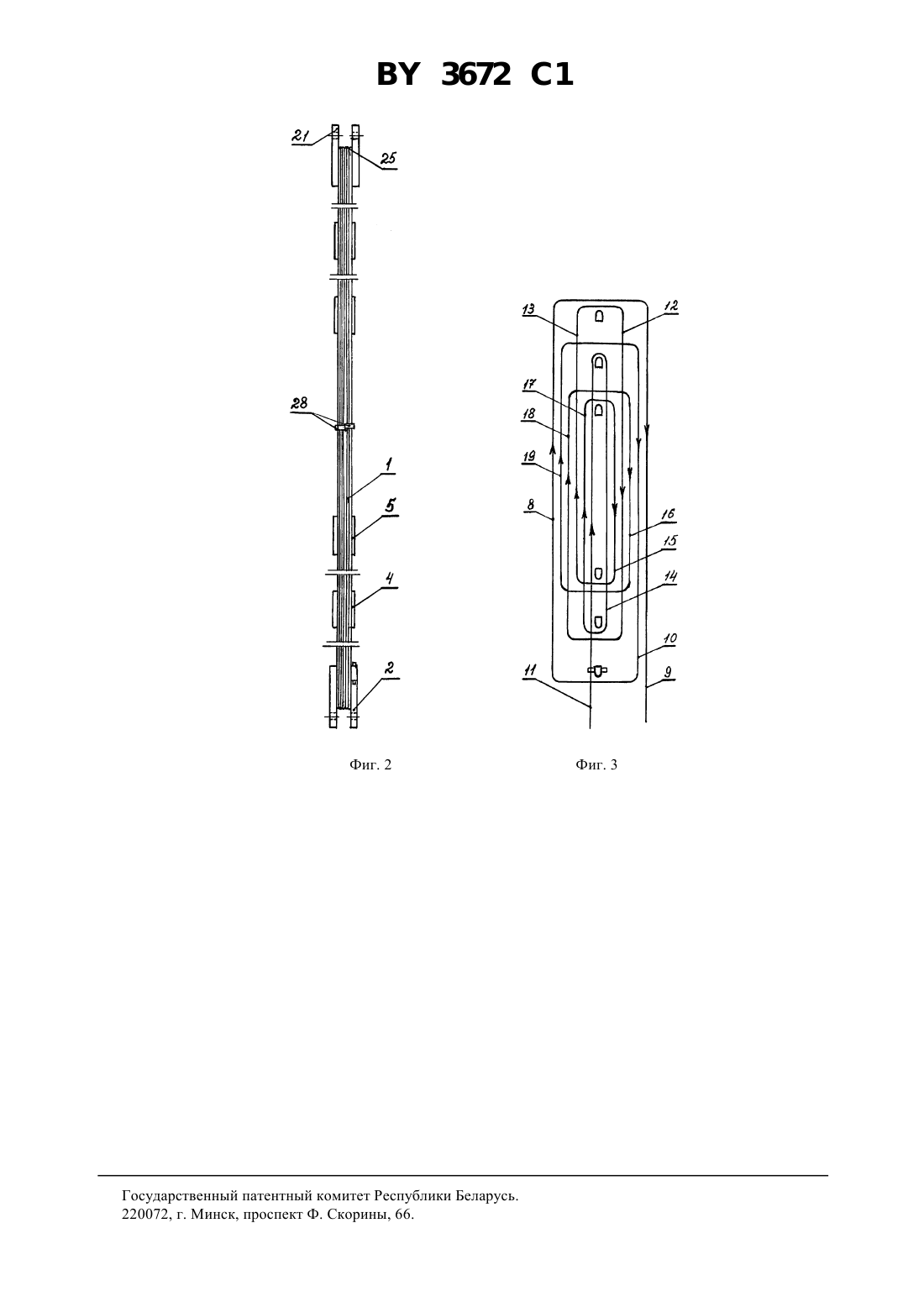
04 5/12 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатели Тимохин Павел Николаевич,Подлозный Эдуард Дмитриевич(57) 1. Арматурный элемент, содержащий разделенный на две ветви пучок проволоки с закрепленными промежуточными и двумя концевыми анкерами, отличающийся тем, что пучок проволоки выполнен в виде слоев непрерывных петель со сквозными на всю длину арматурного элемента и укороченными крайними и средними участками, при этом каждая ветвь пучка проволоки разделена в ее средней части по длине изделия на две равные группы по вертикали стяжками, концевые анкеры выполнены внутренними, цельными, прямоугольными, самоустанавливающимися на фиксаторах, с гнездом в основании и передними выпусками с отверстиями для соединения арматурных элементов, а корпус одного из концевых анкеров снабжен устройством для закрепления в нем начала и конца проволоки, промежуточные анкеры в четном количестве выполнены самоустанавливающимися на фиксаторах, с гнездом в основании, причем передняя часть каждого из анкеров, огибаемая проволокой, выполнена закругленной, а задняя часть каждого из анкеров выполнена плоской в виде опорной площадки. 2. Арматурный элемент по п. 1, отличающийся тем, что каждый из анкеров обхвачен дополнительной петлей по периметру. 3672 1 4. Михайлов В. В., Фоломеев А. А. Предварительно напряженные железобетонные конструкции с проволочной и прядевой арматурой. Технология изготовления. Москва, Издательство литературы по строительству. 1971, с. 152-159. Изобретение относится к области строительства, а именно к конструкции арматурного элемента, предназначенного для изготовления сборных предварительно напряженных железобетонных конструкций. Известен арматурный элемент, устанавливаемый в канале, образованном в бетоне готового изделия, содержащий пучок проволоки непрерывной навивки, с закрепленными на петлевых концах анкерами, состоящими из захвата-коуша, гильзы, гайки, прокладок и стяжек из эластичного материала авт. св.560043 МПК 2 Е 04 С 5/08, 1977. Недостатком данного арматурного элемента является сложность и громоздкость самого анкера, в виду чего нет возможности применить данную конструкцию анкера для машинного способа навивания арматуры на анкеры перед формованием изделия с установкой анкеров на фиксаторы формы, и нет возможности использовать арматурный элемент в тонких, длинных, легких изделиях, а выполнение пучка проволоки арматурного элемента, в промежутке между анкерами, в виде троса, создает большую концентрацию сил в средней части толщины изделия, что создает возможности придать изделию прочность, жесткость,трещиностойкость, сейсмостойкость. Конструкция арматурного элемента не создает возможности, по мере надобности, усилить среднюю часть пучка арматурного элемента в промежутке между крайними анкерами, а технологический процесс изготовления самого арматурного элемента и технологический процесс его использования в изделии является трудоемким. Наиболее близким по технологической сущности является арматурный элемент, натягиваемый на упоры вне формуемого изделия еще до формования самого изделия, содержащий разделенный на две ветви пучок проволоки, на концах которого размещены кольцевые анкеры, а в промежутках по длине между ними - промежуточные анкеры с распределительным элементом, на котором образованы разделительные пазы, в которых размещаются ветви проволоки смежных ветвей пучка. По концам пучка перед концевыми анкерами ветви проволоки пучка обжимаются стяжками, удерживая проволоки смежных ветвей в боковых пазах распределительных элементов промежуточных анкеров авт. св.1373779 МПК 2 Е 04 С 5/08, 1988. Недостаток данного арматурного элемента в том, что петли проволоки арматурного пучка после термообработки изделия обрезаются и арматура в изделии остается в виде отдельных забетонированных отрезков проволоки, в связи с чем изделие имеет малую прочность, жесткость, трещиностойкость и морозостойкость,так как из-за отсутствия концевых анкеров в изделии, арматура в бетоне ползет, т. е. нет гарантии качества изделия. Другой недостаток состоит в том, что данные кольцевые анкеры не могут быть использованы за внутренние концевые анкеры, остающиеся в теле изделия для сохранения цельности петель проволоки пучка арматуры и предотвращения ее ползучести в бетоне изделия, так как кольцевые цилиндрические анкеры раздавливают бетон, особенные угловые части изделия В. В. Михайлов и др., Предварительно напряженные непрерывно армированные конструкции с арматурой класса К-7. - М. Стройиздат, 1977. - С. 42-48. Кроме того, конструкция данного кольцевого анкера не приспособлена для использования его как соединительного элемента между изделиями. Способ армирования изделия с расположением пучка в центре ребра, особенно длинного изделия, не создает надежности и устойчивости самого изделия против коробления и боковой изгибаемости, что противодействует задаче самого изобретения. Отрезание концевых частей петель пучка проволоки арматурного элемента способствует увеличению расхода металла и усложняет технологический процесс. Применяемая конструкция промежуточного анкера также способствует увеличению расхода металла, так как не создает возможности, по мере надобности, образовать укороченные крайние и промежуточные средние петли проволоки пучка арматурного элемента для усиления средней части изделия. Задачей изобретения является усиление средней части длины пучка арматурного элемента, упрощение и изменение конструкции концевого и промежуточного анкеров и самого арматурного элемента, сокращение расхода металла и придание арматурному элементу в работе пучка проволоки по толщине изделия равномерных симметричных усилий натяжения, упрощение технологического процесса изготовления и использования арматурного элемента. Новые задачи достигаются тем, что арматурный элемент, содержащий разделенный на две ветви пучок проволоки с закрепленными промежуточными и двумя концевыми анкерами, где пучок проволоки выполнен в виде слоев непрерывных петель со сквозными на всю длину арматурного элемента и укороченными крайними и средними участками, при этом каждая ветвь пучка проволоки разделена в ее средней части по длине изделия на две равные группы по вертикали стяжками, концевые анкеры выполнены внутренними, цельными, прямоугольными, самоустанавливающимися на фиксаторах, с гнездом в основании и передними выпусками с отверстиями для соединения арматурных элементов, а корпус одного из концевых анкеров снабжен устройством для закрепления в нем начала и конца проволоки, промежуточные анкеры в четном количестве выполнены самоустанавливающимися на фиксаторах, с гнездом в основании, причем передняя часть каждо 2 3672 1 го из анкеров, огибаемая проволокой, выполнена закругленной, а задняя часть каждого из анкеров выполнена плоской в виде опорной площадки. Арматурный элемент может быть выполнен так, что каждый из анкеров обхвачен дополнительной петлей по периметру. На фиг. 1 показан арматурный элемент с двумя концевыми и четырьмя промежуточными анкерами - вид в плане, повернутый на 90 в плоскости, на фиг. 2 - то же, вид сбоку фиг. 1, на фиг. 3 - показана схема навивки проволоки одного замкнутого витка из пучка непрерывной навивки. Арматурный элемент состоит из пучка 1 проволоки непрерывной навивки, из концевых анкеров 2, 3 фиг. 1, 2, закрепленных на петлевых концах, и промежуточных анкеров 4, 5, 6, где пучок проволоки 1 непрерывной навивки, помимо петель-витков сквозных нитей проволоки 8, 9 фиг. 3, т. е. на всю длину изделия,снабжен укороченными дополнительными крайними участками проволоки 10, 11, 12, 13 и дополнительными средними петлевыми участками проволоки 14, 15, 16, 17, 18, 19 фиг. 3. Концевые анкеры 2, 3 выполнены прямоугольными, упрощенными по конструкции и являются самоустанавливающимися на фиксаторах внутренними, остающимися в теле изделия, корпус каждого из которых снабжен опорной площадкой 20, передающей нагрузку от натянутых нитей проволоки на бетон, гнездом, для закрепления его на фиксаторе формы(на чертеже не показано), передними выпусками 21 с отверстиями 22 в них, создающими возможность через них соединять изделия между собой. Корпус одного из крайних анкеров 2 снабжен устройством (ами) 23 для закрепления на нем начала и конца 24 проволоки арматурного пучка 1. Взамен диафрагменных промежуточных анкеров, привязываемых проволокой к петлям пучка, предлагаемый арматурный элемент снабжен четным количеством промежуточным самоустанавливающихся на фиксаторах внутренних анкеров 4, 5, 6, 7,создающих возможность помимо сквозных проволок 8, 9 на всю длину изделия, наматываемых на концевые анкера 2, 3, снабдить предлагаемый арматурный элемент дополнительно укороченными крайними 10, 11,12, 13 и дополнительными средними петлевыми участками проволоки 14, 15, 16, 17, 18, 19 фиг. 3, усиливающими среднюю часть изделия. Корпуса промежуточных внутренних анкеров 4, 5, 6, 7 выполнены упрощенной конструкции без передних выпусков и снизу имеют гнездо, за счет которого каждый из них удерживается на фиксаторе силового элемента формы изделия. Длина ветвей пучка проволоки 1 выполнена укороченной по отношению длины изделия на величину линейного удлинения, плюс длину выпусков 21 концевых анкеров 2, 3 и длину стяжной муфты. Ветви пучка проволоки, начиная от концов изделия, в промежутке по длине пучка 1, между анкерами, обхватывая корпуса анкеров как крайних, так и промежуточных,располагаются двумя параллельными группами 26, 27 фиг. 1, 2 с равномерным расположением слоев проволоки на анкерах в каждой группе. Для придания бетону повышенной трещиностойкости, в каждой группе в средней части длины изделия, т. е. между средними промежуточными анкерами 5, 6, петли ветвей проволоки пучка 1 каждой группы 26, 27 разделены пополам и снабжены стяжками 28. Для придания каждой нити проволоки самостоятельности в работе все корпуса анкеров арматурного элемента могут быть обвиты проволокой пучка 1 дополнительно на полное кольцо по периметру. Там, где анкеры являются промежуточными, их обхватывают каждой нитью проволоки на 360, а где они являются концевыми, их обвивают на 540 по окружности. Применение данного способа создает возможность укоротить рабочую базу каждой нити арматурной проволоки, а именно все длинные отрезки проволоки пучка, как например 8, 9, 12, 13, 18 и других, разделить на самостоятельные короткие. Места обхвата корпусов анкеров петлями проволоки как впереди, так и сзади анкера, выполнены закругленными. Изготовление арматурного элемента производят следующим образом. При применении машинного способа навивания арматуры формы оборудованы фиксаторами для удержания анкеров как крайних 2, 3, так и промежуточных 4, 5, 6, 7. Конец проволоки закрепляют в крепежном устройстве одного из крайних анкеров 2 и одевают его на один из крайних фиксаторов формы, на другой концевой фиксатор формы одевают второй концевой анкер 3, на промежуточные фиксаторы устанавливают заданные промежуточные анкера 4, 5, 6,7, осуществляют навивку проволоки на анкера по выработанной заранее схеме, образуя сквозные петли 8, 9,на всю длину укороченные крайние 10-13 и дополнительные средние 14-19, сохраняя замкнутыми петли на анкерах. Намотав заданное количество витков проволоки, по выработанной заранее схеме, заводят проволоку во второе крепежное устройство 23 первого анкера 2, где ее закрепляют на этом анкере 2 и отрезают. Таким образом, форма с натянутым арматурным элементом готова к формованию изделия. Данная конструкция арматурного элемента может быть использована также и в тех случаях, где стенд для формования изделия не оборудован машинным способом навивания арматуры на анкера. В этом случае форма должна быть обязательно оборудована фиксаторами для удержания на заданных координатах внутренних промежуточных анкеров 47. При этом заготавливают проволоку заданной длины согласно технологическим расчетам, проверив ее длину при изготовлении опытных образцов. Сам процесс изготовления арматурного элемента осуществляют на специальном стенде, снабженном фиксаторами для всех анкеров, где фиксаторы промежуточных анкеров 47 фиксируют анкеры на заданных координатах, указанных в чертежах изделия, а фиксаторы концевых анкеров 2. 3 смещенные к середине, снабжены натяжными винтами, из рас 3 3672 1 чета создания возможности растянуть в прямолинейное состояние в заданных габаритах длины изделия сам арматурный элемент. После чего делают из проволоки заданное число витков - колец, учитывая, что на один полный виток требуется шесть колец проволоки (по схеме фиг. 3). Отмерив данную длину проволоки и сделав в ней заданное число колец, закрепляют первый конец проволоки 24 на концевом анкере 2 и начинают навивать проволоку на анкеры согласно выработанной схеме, используя при этом вспомогательный пневматический или гидравлический инструмент. С целью сохранения на каждом конце арматурного элемента равнодействующих моментов сил натягиваемой проволоки, последующие полные витки проволоки навивают на анкеры симметричными - повернутыми как в плоскости, так и в перпендикулярном направлении предыдущим петлям согласно технологическим схемам навивки витков проволоки арматурного элемента, второй конец проволоки заводят во второе крепежное устройство анкера 2 и ее закрепляют. Затем в промежуток между выпусками анкера 2 заводят тягу с отверстием, вставляют валик в отверстия выпусков анкера и тяги, и шлинтуют его. Аналогично, заводят тягу между выпусками концевого анкера 3 и также вставляют валик в отверстие и шплинтуют. После чего витки проволоки каждой группы в промежутке между средними промежуточными анкерами делят пополам и одевают на них стяжки, а затем с помощью скоб закрепляют на витках проволоки промежуточные анкеры 47, вынимают из анкеров поочередно с концов арматурного элемента фиксаторы и арматурный элемент доставляют в форму, устанавливают на фиксаторы формы промежуточные анкеры, а натяжение арматурного элемента осуществляют с двух сторон. Первым, из концевых анкеров арматурного элемента, натягивают до заданного усилия с помощью гидродомкрата анкер 2, с крепежным устройством концов проволоки. А в дальнейшем снимают с промежуточных анкеров скобы и натягивают арматурный элемент за тягу другого анкера на заданное усилие согласно технологического процесса. После натяга арматурного элемента форма готова к формованию изделия. Применение внутренних анкеров данных конструкций в предложенном арматурном элементе способствует сохранению концевых частей петель непрерывно замкнутой нити витков арматурного пучка в заформованном готовом железобетонном изделии, что предотвращает ползучесть арматуры в бетоне изделия, гарантируя качество железобетонного изделия, что также изменяет характер работы арматуры и бетона изделия,где она, обхватывая корпуса внутренних прямоугольных анкеров, сжимает бетон и работает на разрыв, передавая нагрузку на бетон через опорную площадку анкера, что создает возможность применить арматуру повышенной прочности, сокращая тем самым расход металла. Применение в предлагаемом арматурном элементе внутренних промежуточных анкеров 47 предлагаемой конструкции способствует созданию помимо сквозных петель 8, 9 в пучке 1 непрерывной навивки, также дополнительно укороченных концевых 10-13 и дополнительных средних участков проволоки 14-19 фиг. 3, которые усиливают среднюю часть арматурного элемента, а значит и самого железобетонного изделия, что также способствует сокращению расхода металла и предотвращает выпучивание вверх средней части длины изделия. Применение способа расположения арматуры 1 по бокам анкеров, т. е. двумя параллельными группами, предотвращает боковое выгибание изделия, создавая тем самым возможность изготавливать тонкие и длинные изделия. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 5
МПК / Метки
Метки: элемент, арматурный
Код ссылки
<a href="https://by.patents.su/5-3672-armaturnyjj-element.html" rel="bookmark" title="База патентов Беларуси">Арматурный элемент</a>
Арматурный элемент
Номер патента: 2983
Опубликовано: 30.09.1999
Авторы: Тимохин Павел Николаевич, Подлозный Эдуард Дмитриевич
Метки: арматурный, элемент
Текст:
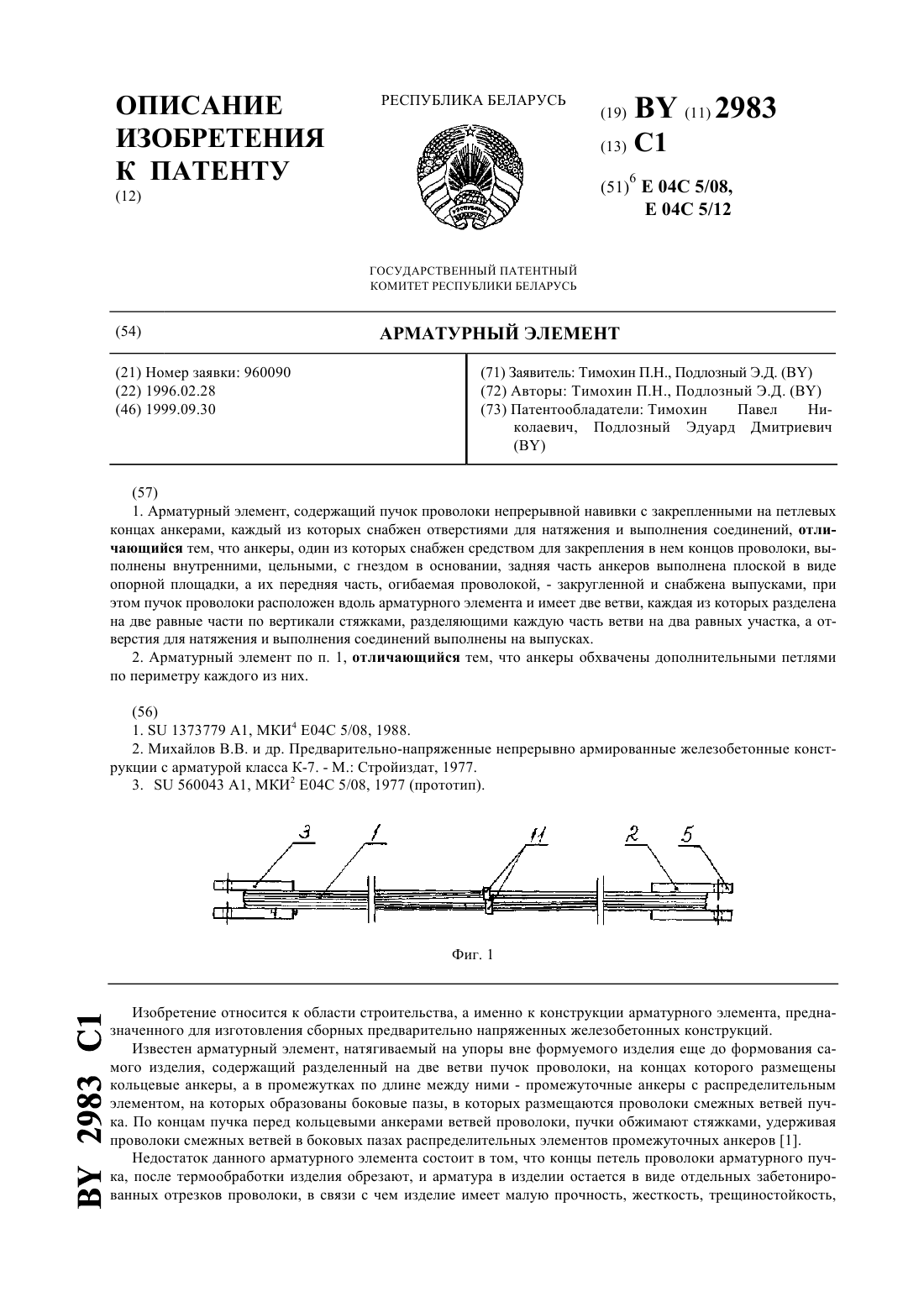
...цельными, с гнездом в основании, задняя часть анкеров выполнена плоской в виде опорной площадки, а их передняя часть, огибаемая проволокой, - закругленной и снабжена выпусками, при этом пучок проволоки расположен вдоль арматурного элемента и имеет две ветви, каждая из которых разделена на две равные части по вертикали стяжками, разделяющими каждую часть ветви на два равных участка, а отверстия для натяжения и выполнения соединений выполнены на...
Арматурный стержень периодического профиля
Номер патента: 771
Опубликовано: 15.08.1995
Авторы: Бобренок Г. Л., Асанов В. Н., Стеблов А. Б., Свечников С. Л., Олейник В. А., Парусов В. В., Токмаков В. А., Бондаренко А. Н., Дышлевич Б. Ф., Тихонов И. Н.
МПК: E04C 5/03
Метки: периодического, арматурный, стержень, профиля
Текст:
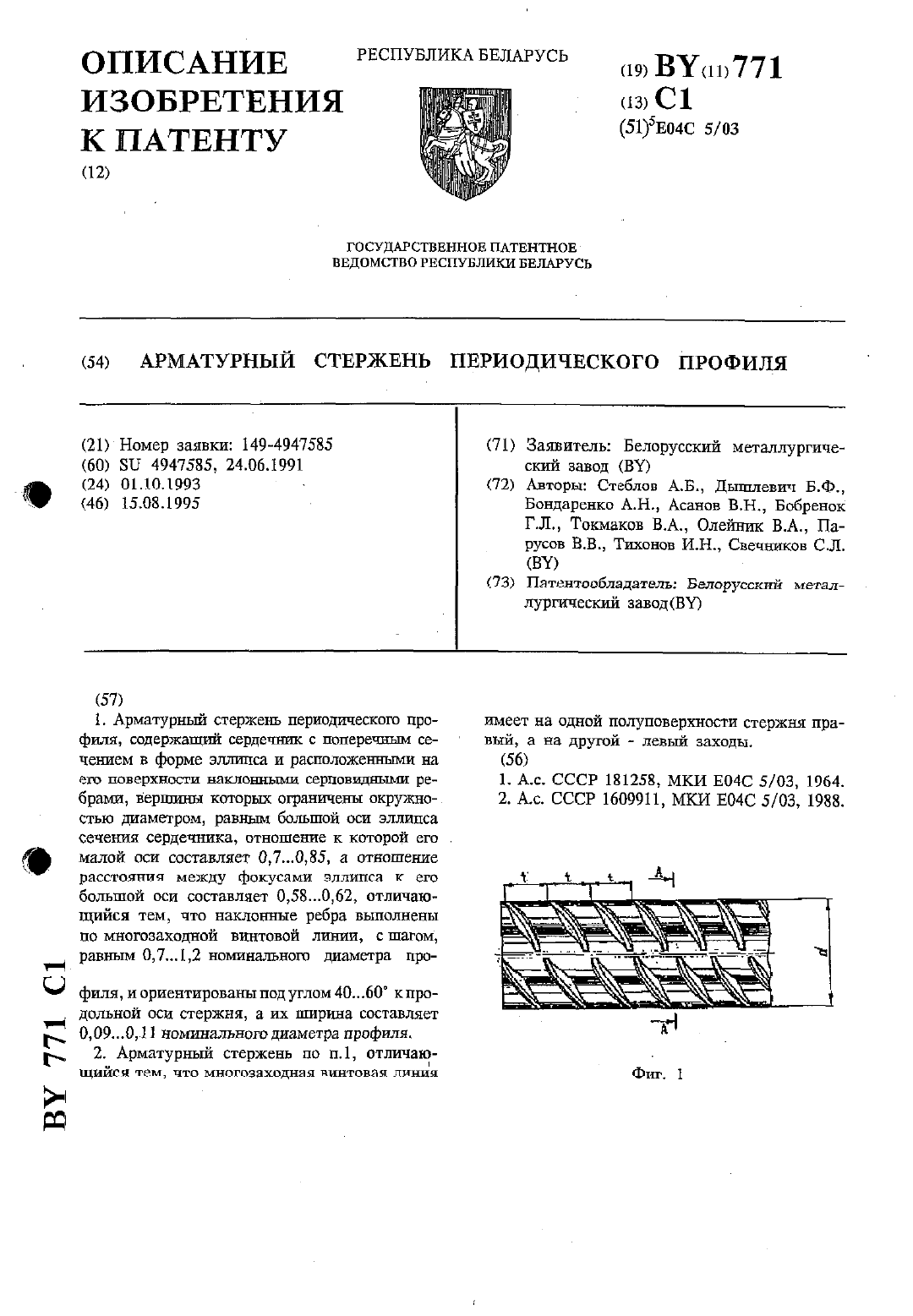
...поясняется чертежами, где на фиг. 1 изображен общий вид арматурного стержня периодического профиля. На фиг. 2 - его нормальное сечение.Контур сердечника 1 имеет в поперечном сечении форму укороченной гштоцшслоиды с чет 10ным числом дветвей. Наклонные ребра имеют внешний контур, проекция которого в нормальном сечении стержня представляет замкнутую кривую, составленную из четного КОЛИЧЕСТВЕ сопрягающихся СИММБТРИЧНЫХ ВЫпуклых кривых. Соотношение...
Арматурный стержень периодического профиля
Номер патента: 776
Опубликовано: 15.08.1995
Авторы: Масленников А. В., Судаков Г. Н., Дышлевич В. Ф., Ходырев В. А., Черненко В. Т., Бобренок Г. Л., Асанов В. Н., Стеблов А. Б., Мамедов Т. И., Бондаренко А. Н., Тихонов И. Н.
МПК: E04C 5/03
Метки: профиля, стержень, арматурный, периодического
Текст:
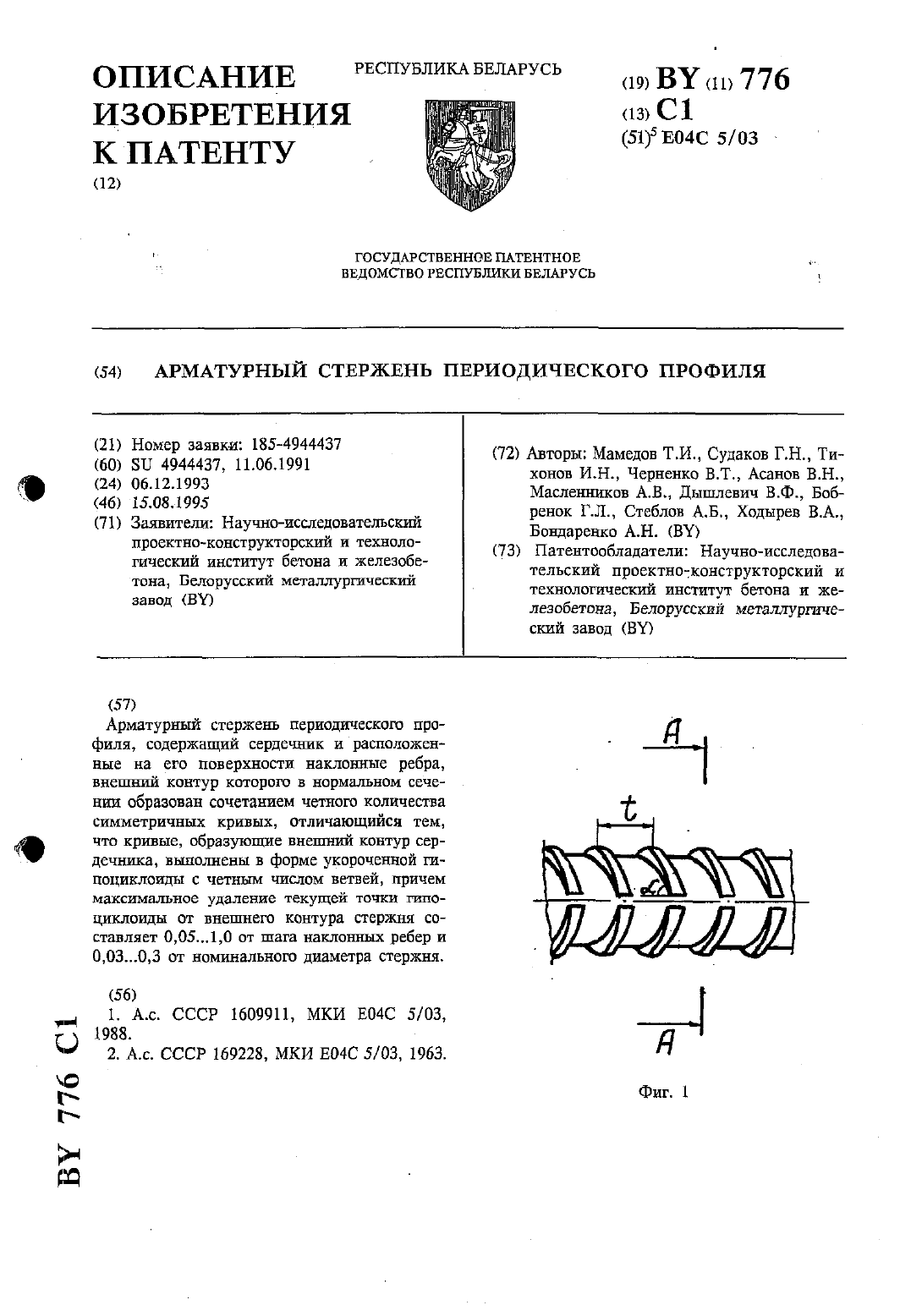
...предел шага наклонных выступов обусловлен эксплуатационными требованиями к арматурному стержню. При увеличении шага выступов более 1,2 номинального диаметра арматурного профиля (соответствующего номиналъному диаметру равновеликого по площади поперечного сечения гладкого профиля) не соблюдается условие постоянства расчетной площади сечения по всей длине профиля, что приводит к ухудшению условий работы арматуры в бетоне. Так, как...
Предварительно напряженная железобетонная мостовая балка и способ ее изготовления
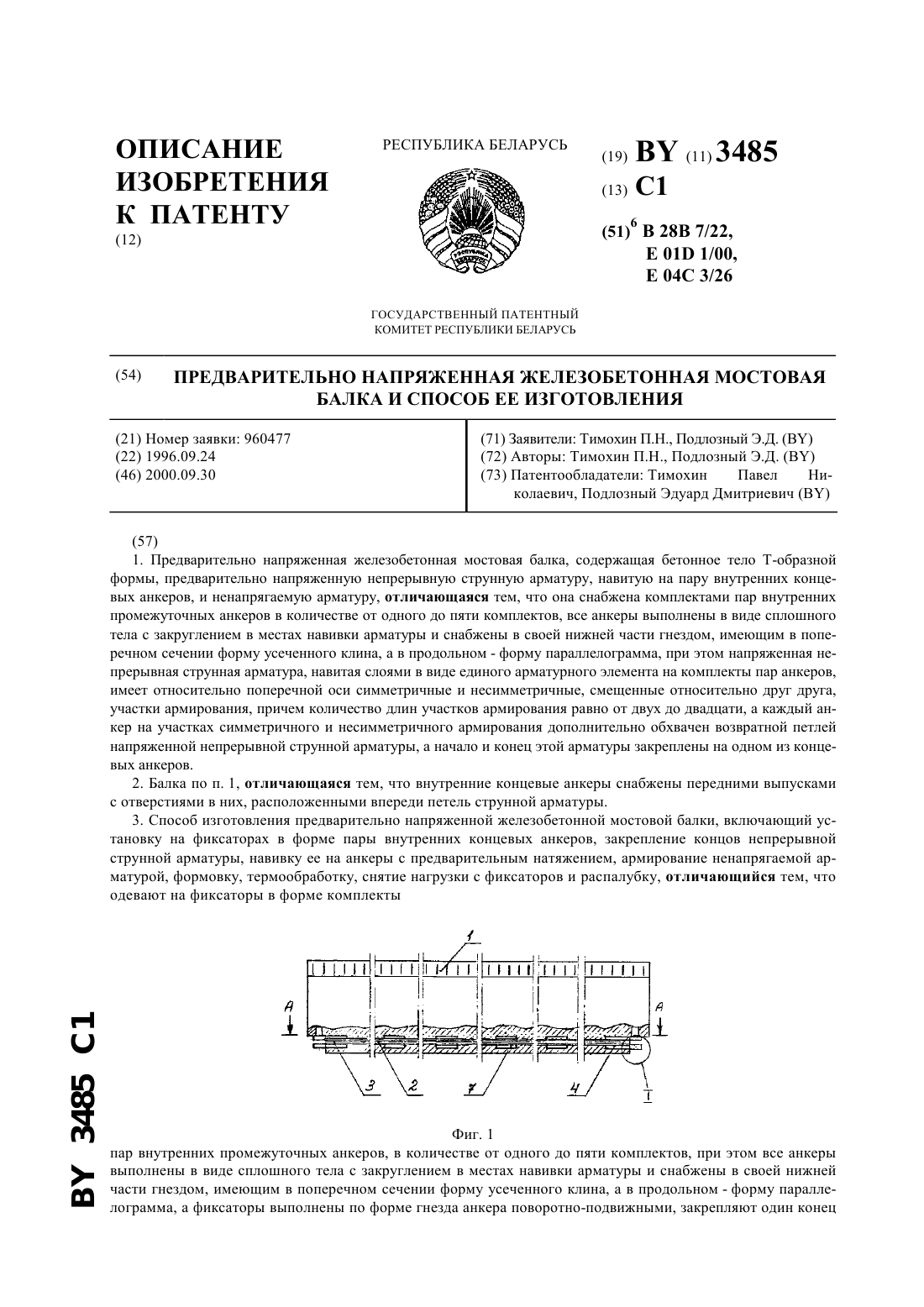
Номер патента: 3485
Опубликовано: 30.09.2000
Авторы: Подлозный Эдуард Дмитриевич, Тимохин Павел Николаевич
МПК: B28B 7/22, E04C 3/26, E01D 1/00...
Метки: железобетонная, мостовая, способ, балка, изготовления, напряженная, предварительно
Текст:
...от сцепления бетона с арматурой, но и, главным образом, от прочности на разрыв самой арматуры, а разделение всей арматуры на участки за счет промежуточных анкеров способствует повышению усилия натяжения арматуры при навивке, что позволяет регулировать напряжения в наиболее нагруженных участках балки по эпюре изгибающих моментов, избегая переармирования в менее нагруженных участках. Полное использование арматурной проволоки с учетом ее работы...
Пространственный арматурный каркас
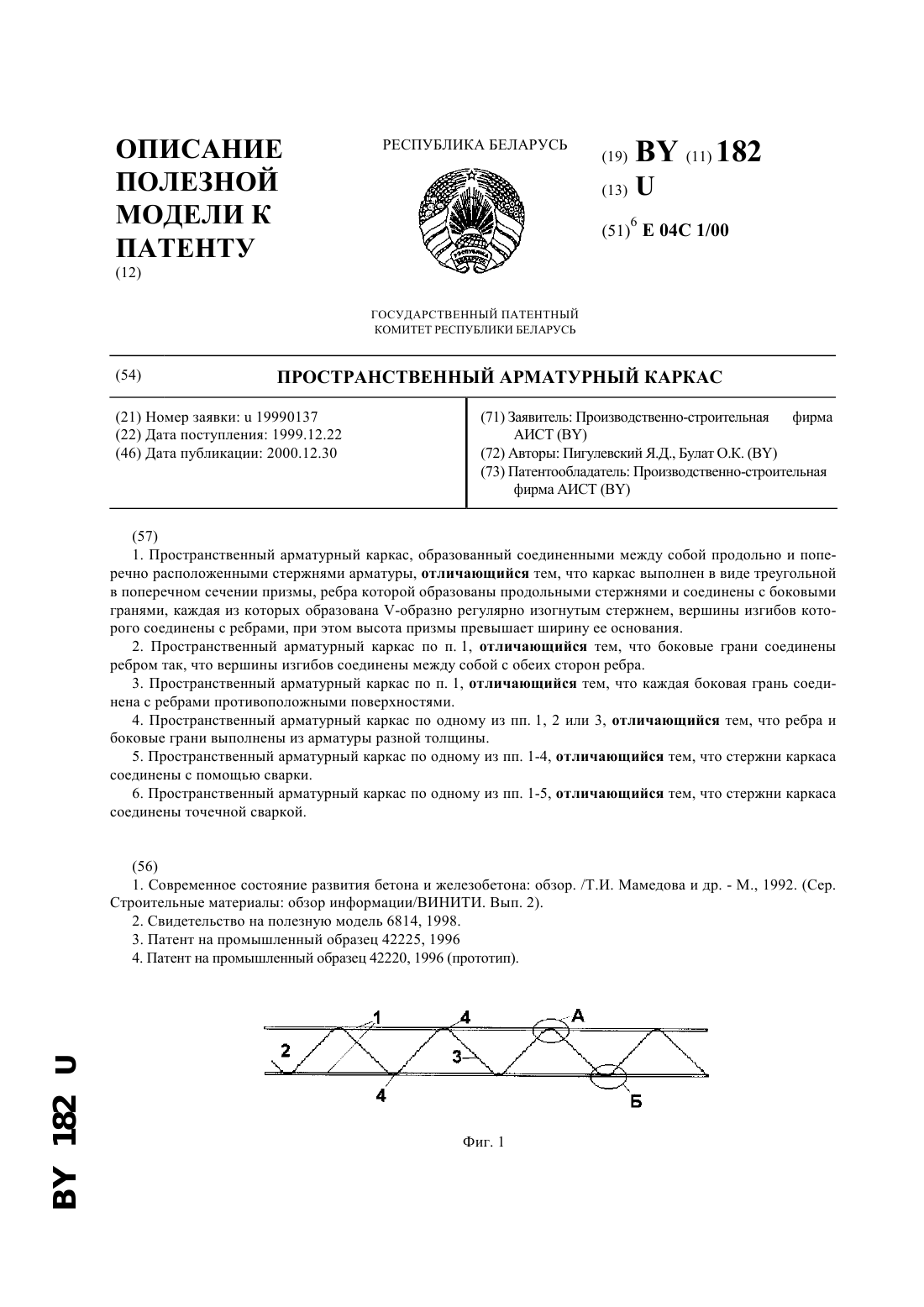
Номер патента: U 182
Опубликовано: 30.12.2000
Авторы: Булат Олег Константинович, Пигулевский Яков Данилович
МПК: E04C 1/00
Метки: каркас, пространственный, арматурный
Текст:
...Каркас выполнен по оригинальной схеме. Для боковых граней 2 каркаса применены заготовки из арматуры 3, предварительно -образно изогнутые так, что после сборки и соединения боковых граней 2 с продольными ребрами 1 каркас оказывается выполненным из последовательности плотно упакованных пирамид. Боковые стороны каждой из пирамид имеют форму треугольника -наиболее жесткой геометрической фигуры. Верхние или нижние изгибы 4 арматуры 3 жестко...
Предыдущий патент: Электропривод переменного тока
Следующий патент: Лебедка
Случайный патент: Устройство для продольного перемещения рельсов железнодорожного пути