Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников
Номер патента: 2825
Опубликовано: 30.06.1999
Авторы: Дьяков Игорь Иванович, Дмитриев Олег Леонидович, Зоткин Алексей Алексеевич, Якимович Александр Максимович
Текст
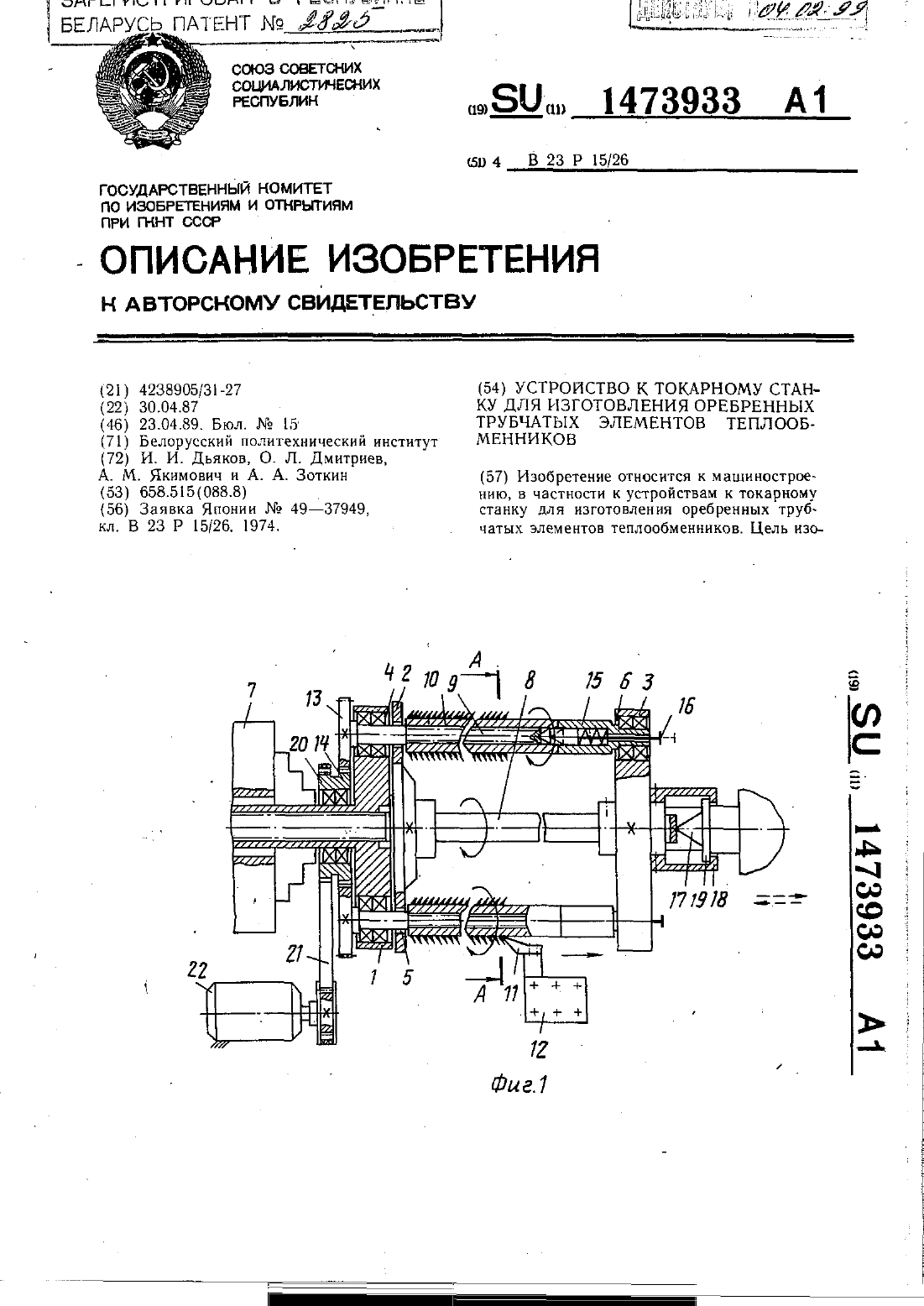
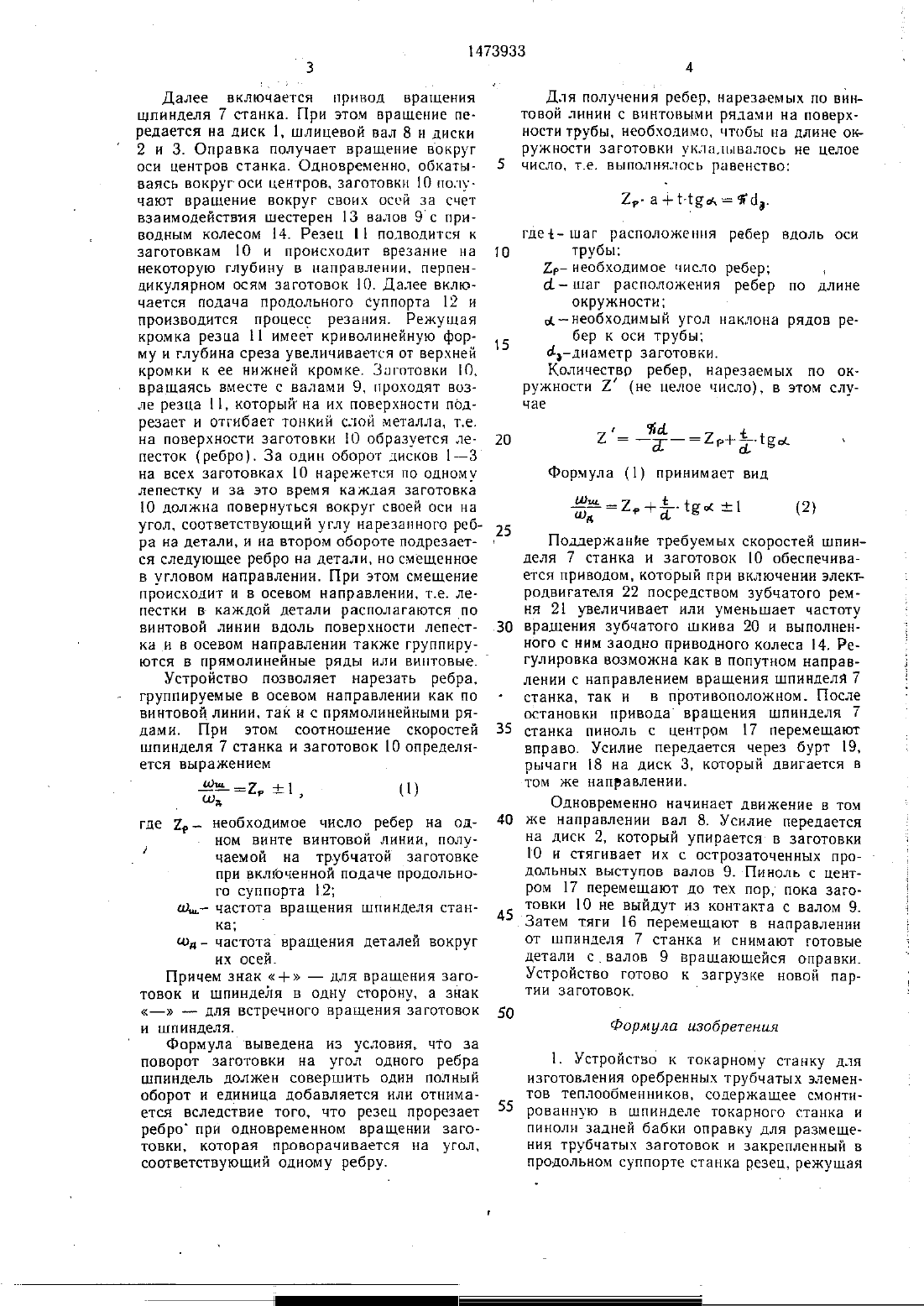
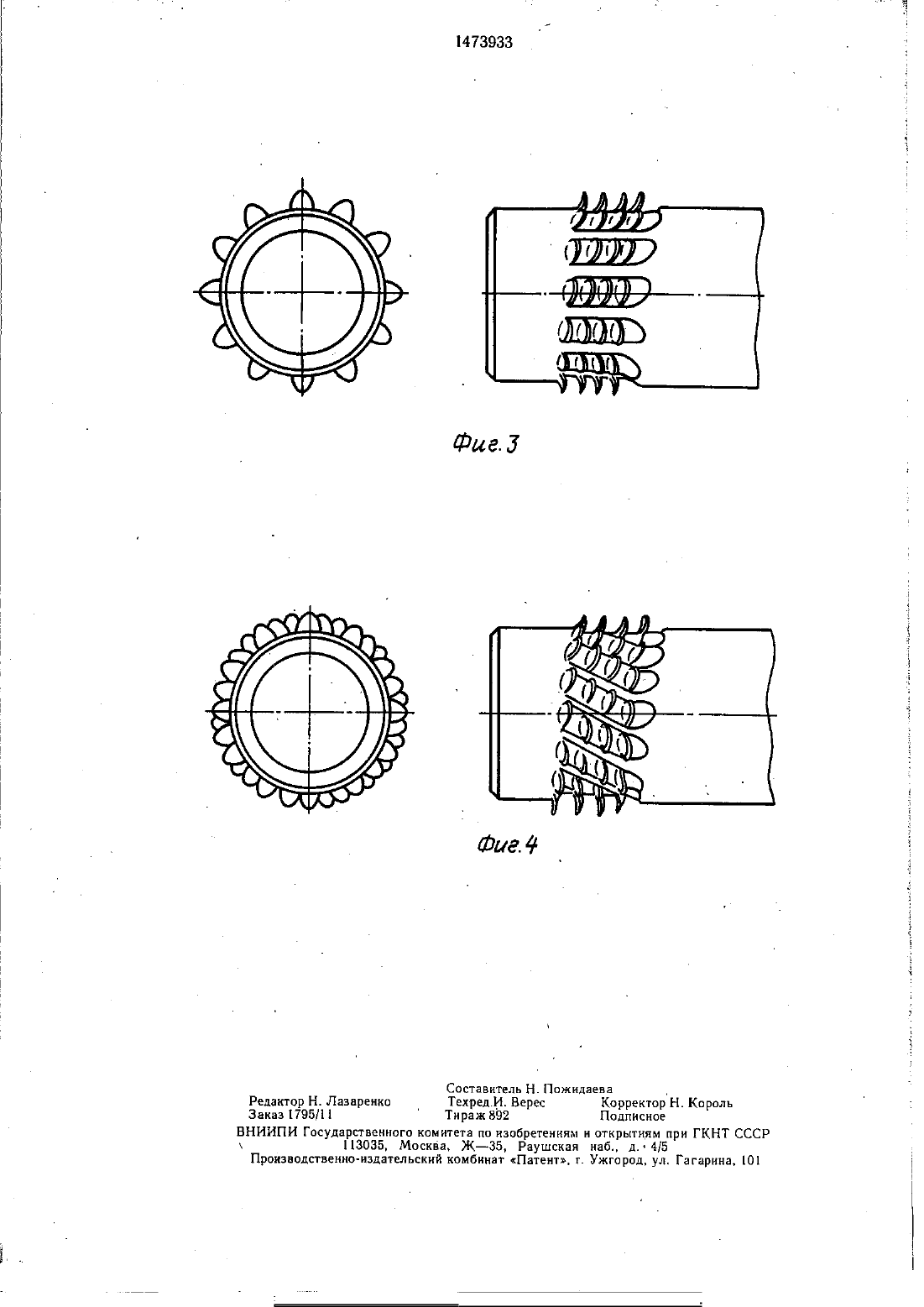
союз советских сошмлисттвших РЕСПУБЛИНГОСУДАРСТВЕННЫЙ номитет по изовг-Етвниям и оТнРьггиям при п-тнт ссор(56) Заявка Японии Не 49-37949, кл. В 23 Р 15/26. 1974.(54) УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХТРУ БЧАТЫХ ЭЛЕМЕНТОВ ТЕ ПЛ ООБ МЕННИКОВ(57) Изобретение относится к машиностроению, в частности к устройствам к токарному станку для изготовления оребреиньтх труб чатых элементов теплообменников. Цель изо 42 д О тгт в 7553бретения повышение производительности и расширение технологических возможностей устройства. Для этого оно содержит расположенную в шпинделе токарного станка и пиноли задней бабки оправку в виде трех соосных дисков 13 со сквозными соосно расположенными отверстиями 4-6. Диск 1 устанавливают в шпинделе токарного станКа, а диск 3 поджимается центром 17 пиноли задней бабки станка. Диски 2 и 3 закреплены на шлицевом валу 8, установленном сВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМВЩЕЧНЯ ОТНОСНЧтельно диска 1. В отверстиях 4 диска 1 консольно смонтированы с возможностью вращения несущие валы 9 для установки труб 1Изобретение относится к машиностроению, в частности к устройствам для изготовления теплообменниковЦель изобретения повышение производительности и расширение технологических возможностей устройства за счет обеспечения одновременной обработки нескольких трубчатых заготовок и изменения характера расположения ребер по их поверхности.На фиг. 1 изображено устройство, общий вид, продольный разрез на фиг. 2 разрез А-А на фиг. 1 на фиг. 3 оребрение с прямолинейным продольным расположением ребер на фиг. 4 то же, свинтовым продольным расположением ребер.- Устройство состоит из вращающейся оп.равки, выполненной в виде трех соосных дис ков 1-3 с эксцентричиыми отверстиями74-6. Диск 1 установлен в шпинделе 7 тоу карного станка (не показан). Диски 2 и 3закреплены на шлицевом- валу 8, установленном с возможностью осевого перемещения относительно диска 1. В отверстиях 4 ДИСКЕ 1 КОНСОЛЬНО закреплены С ВОЗМОЖНОстыо вращения несущие валы 9, на которых крепятся трубчатые заготовки, 10, взаимодействующие в процессе резания с резцом 11,закрепленным на продольном суппорте 12станка. На валах 9 со стороны диска 1 смон тированы шестерни 13, входящие в зацепление с приводным колесом 14, установленным с возможностью вращения соосно диску 1. В отверстиях б диска 3 размещены с возможностью вращения подпружиненные центры 15 с тягами 16. Шлицевой вал 8 со-стороны диска 3 поджимается центром 17 пиноли задней бабки станка. На диске 3 крепятся рычаги 18, -зацепляюшиеся с буртом 19 центра 17. Устройство содержит также привод вращения несущих валов, включающий зубчатый шкив 20, выполненный за 10чатых заготовок 10 сушестернями 13, входящими в зацепление с приводным колесом 14. Колесо 14 связано с электродвигателем 22 управляющего привода. Резец 11 закреплен на продольном суппорте 12 станка и имеет криволинейиую режущую кромку. Вращаясь вокруг своих осей и оси шпинделя, трубчатые заготовки 10 касаютсярезца 11. Резец 11 подрезает при каждом касании с деталью 10 ребра в виде лепестков. Устройство позволяет повысить производительность изготовления трубчатых элементов за счет их групповой обработки и обеспечивает изменение характера расположения ребер на поверхности трубчатых элементов. 4 ил.одно с колесом 14, зубчатый ремень 21, электродвигатель 22, закрепленный на станине станка. Резец 11 имеет криволинейную режущую кромку, обеспечивающую глубину среза на трубчатой заготовке 10, увеличивающуюся от верхней кромки режущего лезвия к его нижней кромке Причем режущая кромка резца 11 наклонена к оси заготовки 10 в сторону подачи резца.Устройство работает следующим образомПри загрузке устройства трубчатыми заготовками 10 задняя бабка с пинолью и Центром 17 отводится по направляющим станка в сторону от шпинделя 7 станка. Усилие Передается через бурт 19 и рычаги 18 на диск 3, который перемещается в ту же-стороиу вместе с центрами 15 и шлицевым валом 8. Диск 2 двигаетсятакже в указанном направлении вдоль валов 9. Далее посредством тяг 16 перемещают центры 15 и в образовавшийся промежуток между диском 2 и центрами 15 помещают заготовки 10. Затем тяги 16 отпускают и центры 15 входятво внутреннюю полость заготовок 10, кото рые будут удерживаться на их цилиндрической части. После установки всех заготовок Шдпииоль задней бабки с центром 17 перемещают в направлении к шпинделю 7 станка. Усилие передается на вал 8 и диск3, которые рместе с заготовками 10 переме щаются в сторону несущих валов 9 с остроугольными выступами,-при этом заготовки 10 насаживаются на валы 9 с натягом и перемещаются до взаимодействия валов с центрами 15. , Таким образом заготовки 10 закрепляются на валах 9 с исключением возможности проворота относительно последних за счет посадки на острозаточеиные продольныеДалее включается привод вращения шпинделя 7 станка. При этом вращение передается на диск 1, шлицевой вал 8 и диски 2 и 3. Оправка получает вращение вокруг оси центров станка. Одновременно, обкатываясь вокруг оси центров, заготовки 10 подпучают вращение вокруг своих осей за счет взаимодействия шестерен 13 валов 9 с приводным колесом 14. Резец 11 подводится к заготовкам 10 и происходит врезание на некоторую глубину в направлении, перпендикулярном осям заготовок 10. Далее включается подача продольного суппорта 12 и производится процесс резания. Режущая кромка резца 11 имеет криволинейную форму и глубина среза увеличивается от верхней кромки к ее нижней кромке. Заготовки 10,Вращаясь ВМВСТЕ С ВЗЛЗМИ 9, ПрОХОДЯТ ВОЗ.пе резца 11, который на их поверхности подрезает и отгибает тонкий слой металла, т.е. на поверхности заготовки Ю образуется лепесток (ребро). За один оборот дисков 1-3 на всех заготовках 10 нарежется по одному лепестку и за это время каждая заготовка 10 должна повернуться вокруг своей оси наугол, соответствующий углу нарезанного реб- 25ра на детали, и на втором обороте подрезается следующее ребро На детали, но смещенное в угловом направлении. При этом смещение происходит и в осевом направлении, те лепестки в- каждои детали располагаются по винтовой линии вдоль поверхности лепестка и в осевом направлении также группиру ЮТСЯ В ПРЯМОЛИНЕЙНЫЕ рЯДЫ ИЛИ ВННТОВЫЗ. 7Устройство позволяет нарезать ребра,ГРУППНРУЕМЫВ В ОСЕВОМ направлении КЭК ПО винтовой линии, так и с прямолинейными рядами. При этом соотношение скоростей шпинделя 7 станка и заготовок 10 определяется выражениемгде 29 необходимое числоцребер на одном винте винтовок линии, получаемой на трубчатой заготовке при включенной подаче продольного суппорта 1.2 дш. ЧНСТОТЗ ВРЭЩЕНИЯ ШПИНДЕЛЯ СТЕН ка шд частотавращения деталей вокруг их осей. Причем знак для вращения заготовок и шпинделя в одну сторону, а знак - для встречного вращения заготовок И ШПИНДЕЛЯ.Формулавыведена из условия, что за поворот заготовки на угол одного ребра шпиндель должен совершить один полныи оборот и единица добавляется или отнимается вследствие того, что резец прорезает ребро при одновременном вращении заготовки, которая проворачивается на угол,соответствующий одному ребру.Для получения ребер, нареза-емых по винТОВОЙ линии с винтовыми рядами на поверхности трубы, необходимо, чтобы на длине окружности ЗЗГОТОВКН укдндьлвадтось не целое ЧИСЛО, Т.Е. ВЫПОЛНЯЛОСЬ РЦВЕНСТВОСгде-ь- шаг расположения ребер вдоль оси трубы Ер- необходимое число ребер а.щаг расположения окружности Ыи-Не 0 бХОдИМЫЙ угол наклона рядов ребер к оси трубы адгднаметр заготовки. Количество ребер, нарезаемых по ок ружности 2 (не целое число), в этом случаеПоддержание требуемых скоростей шпинделя 7 станка и заготовок 10 обеспечивается приводом, который при включении электродвигателя 22 посредством зубчатого ремня 21 увеличивает или уменьшает частоту вращения зубчатого шкива 20 и выполненного с ним заодно приводного колеса 14. Регулировка возможна как в попутном направлении с направлением вращения шпинделя Т станка, так и в противоположном. После остановки привода вращения шпинделя 7 станка пиноль с центром 17 перемещают вправо. Усилие передается через бурт 19,рычаги 18 на диск 3, который двигается в том же направлении.Одновременно начинает движение в том же направлении вал 8. Усилие передается на диск 2, который упирается в заготовки Ю и стягивает их с острозаточенных продельных выступов валов 9. Пиноль с центром 17 перемещают до тех пор, пока заготовки 10 не выйдут из контакта с валом 9. Затем тяги 16 перемещают в направлении ОТ шпинделя 7 станка и снимают готовые детали овалов 9 вращающейся оправки.Устройство готово к загрузке новой партии заготовок.1. Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников. содержащее смонтированную в шпинделе токарного станка и ПИНОЛР задней бабки оправку для размещения трубчатых заготовок н закрепленный в продольном суппорте станка резец, режущаякромка которого расположена под углом к продольной оси оправки. отличающееся тем,что. с целью повышения производительности и расширения технологических возможностей. оправка выполнена в виде трех соосно размещенных дисков со сквозными отверстиями. центры которых расположены на окружности одного радиуса. причем один из крайних дисков смонтирован в шпинделе токарного станка, а другой в пиноли его задней бабки, шлицевого вала, жестко связанного со средним и последним из упомянутых крайних дисков, а посредством шлицов С ДИСКОМ, СОЕДИНЕННЫМ СО ШПИНДЕЛЕМ, И УСтаиовлениого с возможностью осевого перемещения относительно последнего. несущих валов с остроугольиыми выступами дляустановки трубчатых заготовок, смонтированных одним концом с возможностью вращения в отверстиях диска, связанного со шпинделем. и размещенных в отверстиях среднего диска, привода вращения несущих валов и подпружииенных центров, установленных с возможностью вращения в отверстиях диска, связанного с пинолы-о задней бабки токарного станка, и обращенных своими рабочими концами к несущим валам.2. Устройство по п. 1, отличающееся тем,что привод вращениянесущих валов выполнен в виде электродвигателя. соединенного посредством ременной передачи с зубчатым колесом установленным соосно с дисками и кинематически связанным посредством шес терней с несущими валами.
МПК / Метки
МПК: B23P 15/26
Метки: трубчатых, изготовления, оребренных, станку, устройство, токарному, теплообменников, элементов
Код ссылки
<a href="https://by.patents.su/5-2825-ustrojjstvo-k-tokarnomu-stanku-dlya-izgotovleniya-orebrennyh-trubchatyh-elementov-teploobmennikov.html" rel="bookmark" title="База патентов Беларуси">Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников</a>
Устройство для изготовления ребристых трубчатых радиаторов из плоских труб
Номер патента: 1335
Опубликовано: 16.09.1996
Авторы: Дьяков Игорь Иванович, Белицкая Анна Ивановна
МПК: B21D 53/02, B23P 15/26
Метки: ребристых, радиаторов, трубчатых, плоских, устройство, изготовления, труб
Текст:
...( в случае расположения на планшайбе одного резца) плоская труба перемещается на шаг ребер и затем инструмент срезает следующее ребро. данное устройство позволяет нарезать ребра при постоянной подаче трубы. при этом частоту вращения резца п необходимо согласовать со скоростью осевого перемещения(подачи) трубы следующим образом Е вы где 59 скорость осевого перемещения трубы. мм/мин т шаг ребер ммМ число резцов. равномерно расположенных...
Устройство для изготовления трубчатых гофрированных деталей
Номер патента: 1621
Опубликовано: 30.03.1997
Авторы: Мовчан Вячеслав Иванович, Россол Александр Иванович, Евсеев Александр Михайлович, Терехов Анатолий Васильевич, Кенько Виктор Михайлович
МПК: B21D 53/30, B21D 51/12
Метки: изготовления, деталей, трубчатых, устройство, гофрированных
Текст:
...поверхности, оставаясь постоянными по радиусу до получения конечной детали, а внутренние ролики 8, 9 и 10 касаются внутренней поверхности исходной заготовки, установленные в положение расчетного шага Т, удерживаются пластинчатыми пружинами 11, 12 и 13, насаженными на вал 14. За 2 1621 1 данное расстояние Т выдерживается при помощи пружин 15. Ролики 8, 9 и 10 насажены на эксцентриковый вал 16 с возможностью свободного осевого перемещения....
Способ изготовления монолитных элементов на основе керамики
Номер патента: 302
Опубликовано: 30.12.1994
Авторы: Сергеева М. В., Марченко И. В., Гелясин А. Е., Самойлов В. В.
Метки: изготовления, способ, монолитных, керамики, элементов, основе
Текст:
...подпожки и устранения их деформации при обжиге. уП р И М е р . Для изготовления монолитных элементов на основе керамки, обладающей пьезосвойствами,готовят питьевой шликер, состоящий из порошка пьезокерамки на основе цирканата-титаната свинца (ЦТС)чИ связующего на основе растворенного каучука. Шликер разливают в виде слон.толщИт ной 90-129 мкм на движущуюся технологическую подложку, Полученную пленку разделяют на полосы, которые собирают в...
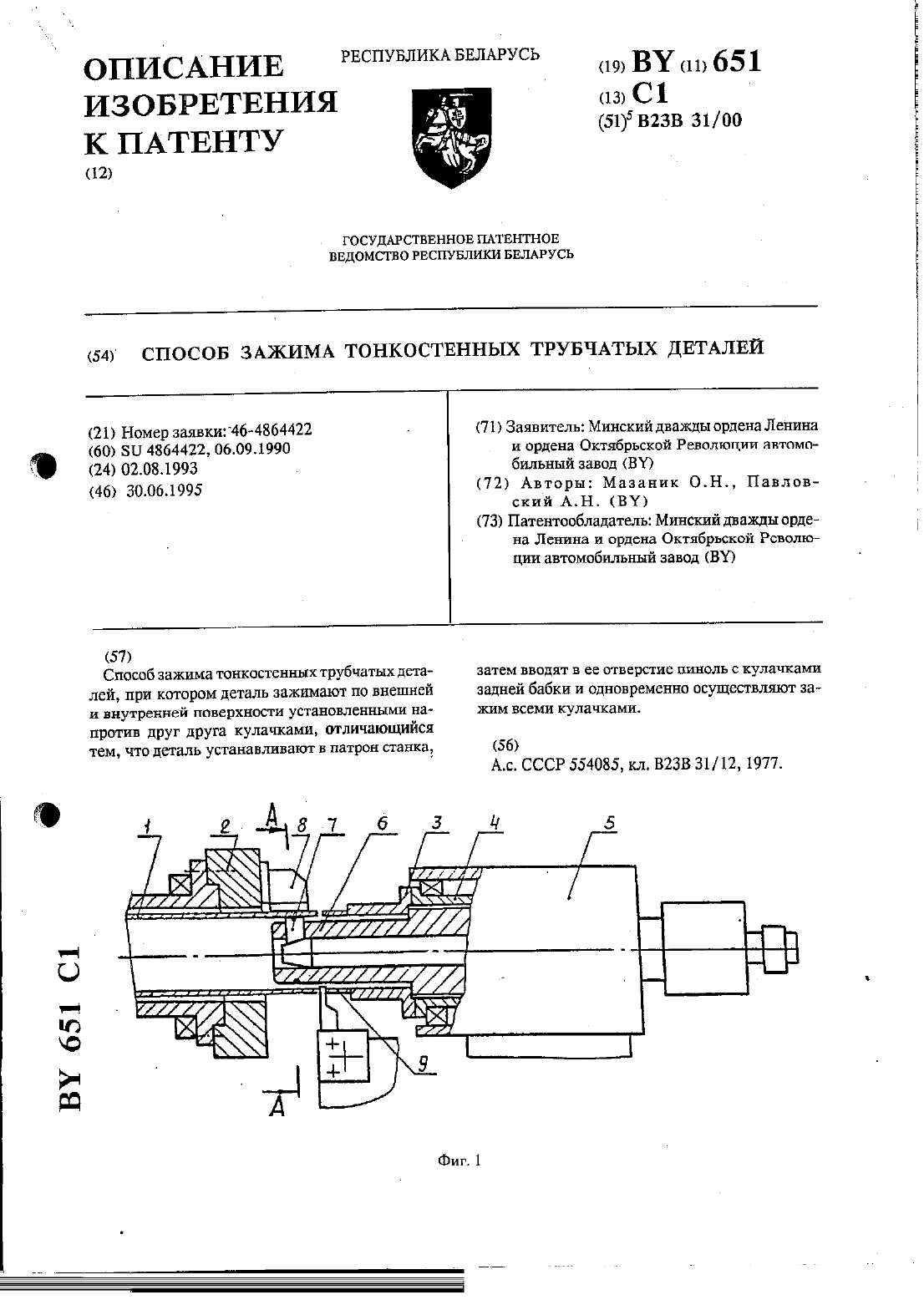
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 31/00
Метки: деталей, трубчатых, способ, зажима, тонкостенных
Текст:
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ изготовления трубчатых полимерных изделий
Номер патента: 220
Опубликовано: 30.12.1994
Авторы: Горелик А. Л., Корюков В. П.
МПК: B29C 67/14, B29D 23/22
Метки: способ, трубчатых, изготовления, полимерных, изделий
Текст:
...размер, ЦЕННЫЙ ВНУТВВННВМУ диаметру КОЛЬЦВВЫХсекций и высоту на 100 мм меньше длины водопропускной трубы. устанавливают на нижнюю плиту 6 с теплоиаолятором 7 и соединяют секции между собой. концентрич НО УКЛЭДЫВЭЯ на ПЛИТУ 5 КОЛЬЦВВЪЮ СЕКЦИИ1 вплотную одна к другой. затем сжимают их с помощью гидроцилиндра 8 и верхней плиты 9 с теппоизолятором 7 в осевом направпении с заданной удельной нагрузкой. например 540 МПа (меньшее значение для...
Предыдущий патент: Инструмент для получения ребристых трубчатых радиаторов
Следующий патент: Устройство для нарезания ребристых поверхностей теплообменников на токарном станке
Случайный патент: Катализатор на носителе нерегулярной, несферической формы и способ гидроконверсии тяжелых нефтяных фракций