Способ упрочнения изделий
Номер патента: 16340
Опубликовано: 30.10.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна, Жолобов Александр Алексеевич

Текст
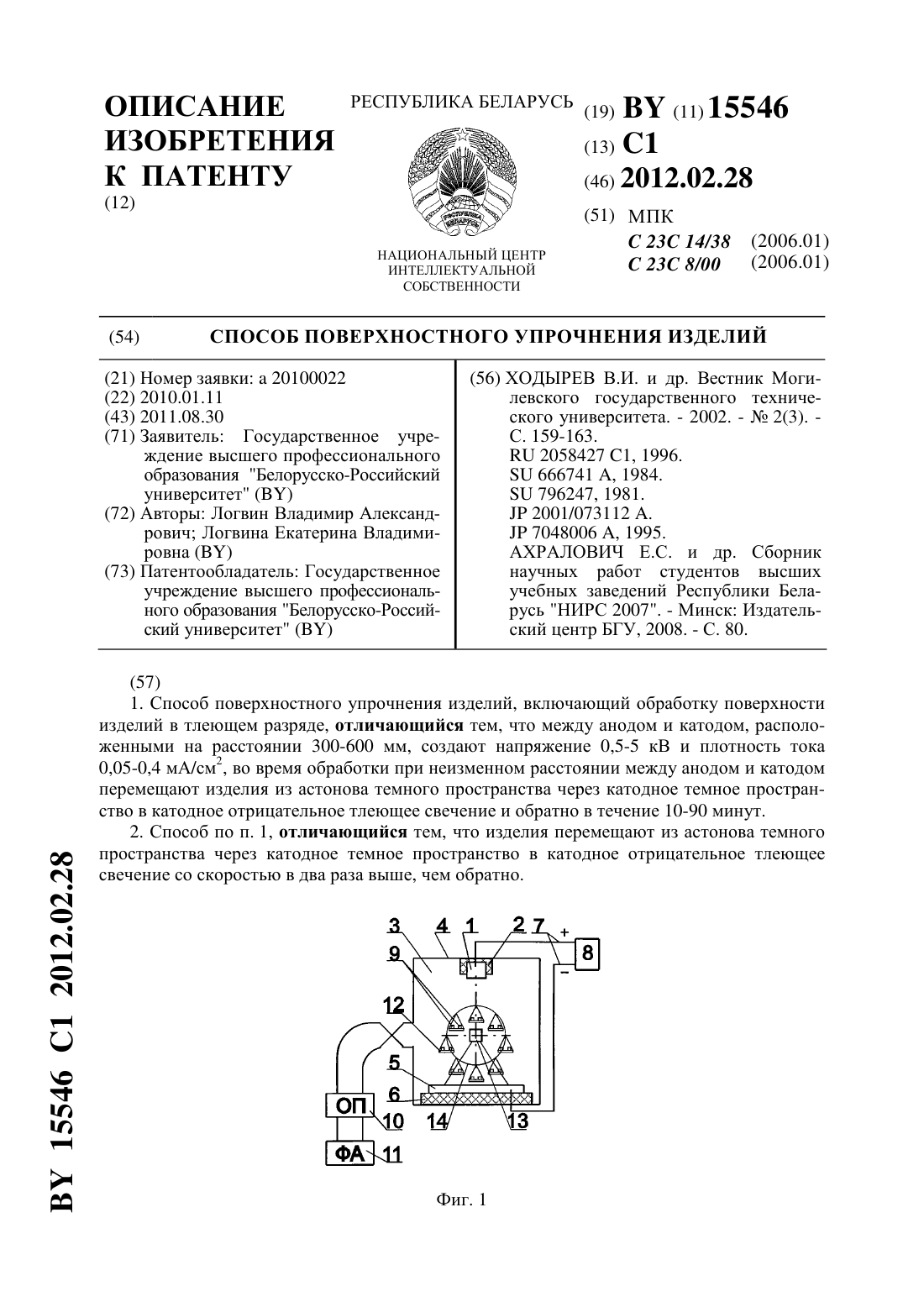
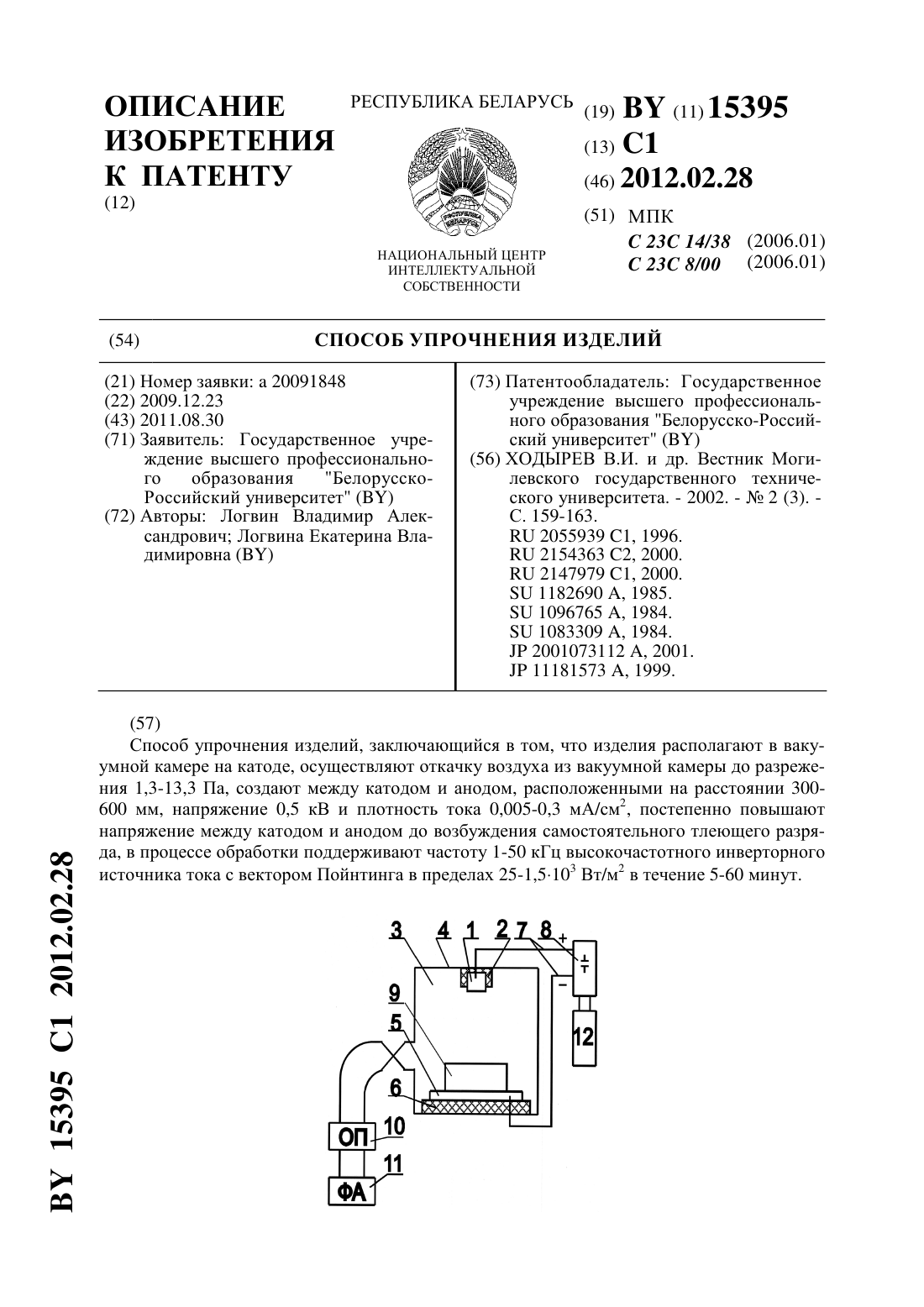
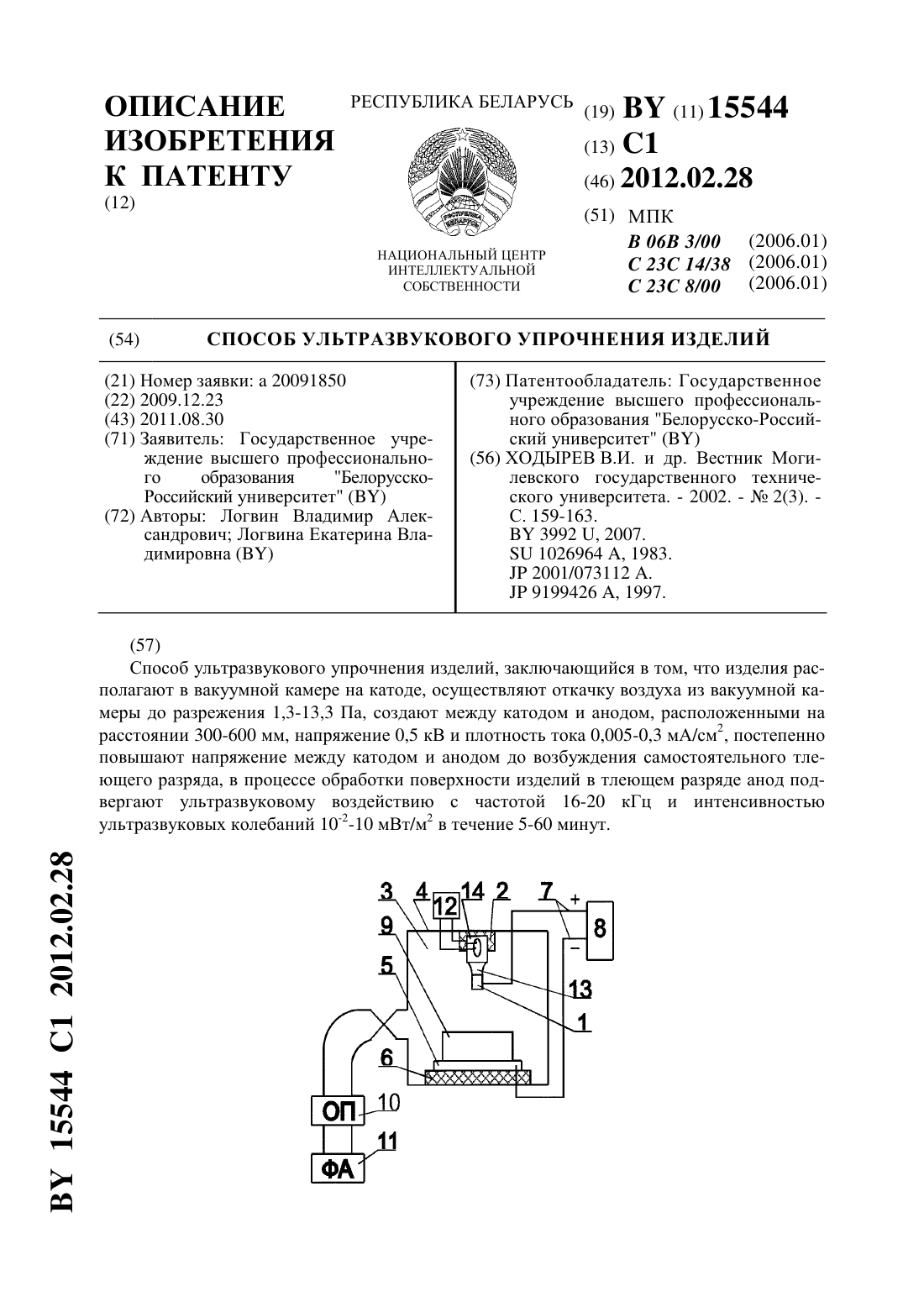
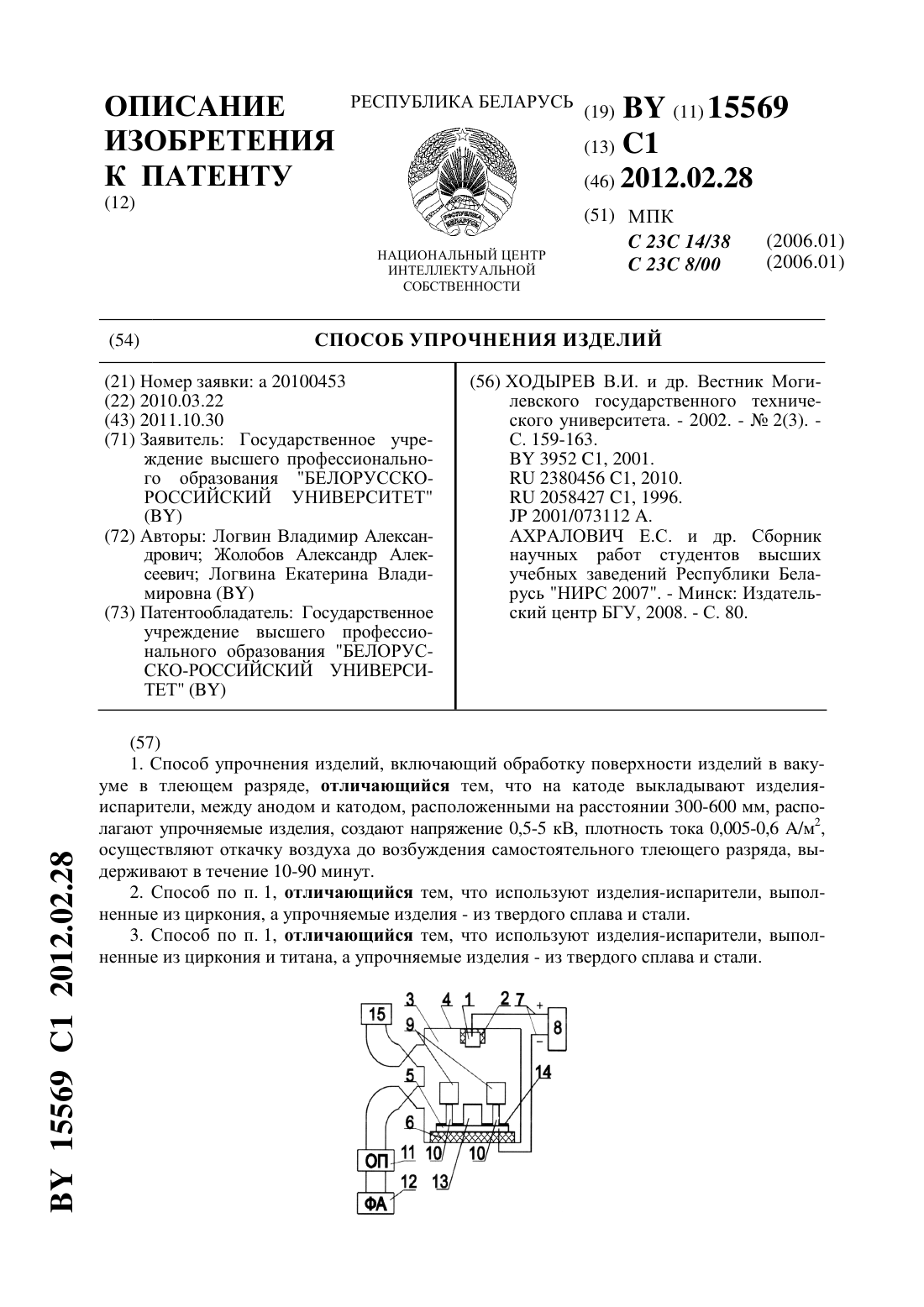
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Логвин Владимир Александрович Жолобов Александр Алексеевич Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) ХОДЫРЕВ В.И. и др. Вестник Могилевского государственного технического университета. - 2002. -2 (3). С. 159-163.10597 1, 2008.2065891 1, 1996.1671730 1, 1991.1757133 1, 1992.51910 , 2002.19782 , 2006.2001/073112 .(57) 1. Способ упрочнения изделий, заключающийся в том, что изделия располагают в вакуумной камере в области катодного темного пространства между анодом и катодом, подключенными к источнику пульсирующего напряжения в виде однополупериодного или двухполупериодного выпрямителя, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-600 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, в процессе обработки поддерживают пульсацию напряжения в пределах 10-400 Гц в течение 5-60 минут. 16340 1 2012.10.30 2. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют сначала в области положительного напряжения, а затем в области отрицательного напряжения. 3. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют сначала в области отрицательного напряжения, а затем в области положительного напряжения. 4. Способ по п. 1, отличающийся тем, что во время обработки пульсацию напряжения осуществляют поочередно в областях отрицательного и положительного напряжения. Изобретение относится к нанесению покрытий диодным распылением материала с помощью разряда и ионным внедрением и может использоваться в авиационной, приборостроительной, машиностроительной промышленности. Известны способы упрочнения, заключающиеся в том, что под воздействием высокочастотной ультразвуковой энергии происходит возрастание энергетического уровня материала упрочняемого изделия 1, 2. Данные способы имеют низкую производительность и значительные энергозатраты при осуществлении, так как необходимо подвергать высокочастотной ультразвуковой обработке изделие. Наиболее близким по технической сущности и достигаемым результатам является способ, заключающийся в том, что упрочнение осуществляется посредством изменения свойств поверхностного слоя вследствие разгона и торможения в нем бомбардирующих ионов в вакууме, в тлеющем разряде 3. Данный способ, принятый за прототип, для осуществления процесса предполагает наличие более высокого потенциала между катодом и анодом, нагрева изделий до высоких температур и большего времени выдержки изделий под действием потенциала. Задачей данного изобретения является снижение энергозатрат и сокращение времени обработки при одновременном повышении прочности изделий в процессе эксплуатации. Указанная задача достигается тем, что по способу упрочнения изделий, согласно изобретению, изделия располагают в вакуумной камере в области катодного темного пространства между анодом и катодом, подключенными к источнику пульсирующего напряжения в виде однополупериодного или двухполупериодного выпрямителя, осуществляют откачку воздуха из вакуумной камеры до разрежения 1,3-13,3 Па, создают между катодом и анодом, расположенными на расстоянии 300-600 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом и анодом до возбуждения самостоятельного тлеющего разряда, в процессе обработки поддерживают пульсацию тока в пределах 10-400 Гц в течение 5-60 минут. Во время обработки пульсацию напряжения осуществляют сначала в области положительного напряжения, а затем в области отрицательного напряжения. Во время обработки пульсацию напряжения осуществляют сначала в области отрицательного напряжения, а затем в области положительного напряжения. Во время обработки пульсацию напряжения осуществляют поочередно в областях отрицательного и положительного напряжения. Известно, что при пульсирующем изменении подаваемого напряжения происходит возрастание энергетического уровня материала. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода (электрода-излучателя) и образующиеся в пространстве между анодом и катодом, имеют энергию,достаточную для осуществления структурных изменений в материале для повышения прочности изделия. Под действием катодного падения потенциала энергия ионов, исходящих из анода и находящихся в пространстве между анодом и катодом, увеличивается. Подвергая изделие воздействию импульсного тока, в процессе обработки можно значительно повысить энергетический потенциал атомов кристаллической решетки материала 2 16340 1 2012.10.30 для повышения прочности изделия, тем самым создать условия для проведения структурных изменений в приповерхностных слоях материала изделия ионамис меньшей потенциальной энергией, повысить производительность, снизить энергозатраты и время на обработку. Сущность изобретения поясняется фигурой, где представлена схема установки для осуществления способа. Анод 1 установлен в диэлектрическом стакане 2, закрепленном вверху вакуумной камеры 3 на корпусе 4. На противоположной стороне внизу вакуумной камеры 3 расположен катод 5 на диэлектрической прокладке 6. На катоде 5 выкладываются изделия 9. Высоковольтные провода 7 от катода 5 и анода 1 подключены к устройству 12, обеспечивающему пульсацию напряжения, которое, в свою очередь, подключено к источнику напряжения 8. Источник напряжения 8 может быть дополнительно укомплектован регулятором 13 частоты или постоянной составляющей в виде источника постоянного тока 14. Откачной пост 10 и агрегат форвакуумный 11 служат для откачки воздуха из вакуумной камеры 3. Пример. Обработку по предлагаемому способу осуществляют следующим образом. Изделия 9 помещают в вакуумную камеру 3 и располагают на катоде 5, установленном на диэлектрической прокладке 6 таким образом, чтобы поверхность, которую необходимо упрочнять, была обращена к аноду 1. Закрывают вакуумную камеру 3. Включают откачной пост 10 для откачки воздуха из вакуумной камеры 3. После создания достаточного разрежения в вакуумной камере 3 включают агрегат форвакуумный 11 для создания разрежения 1,313,3 Па, создают между катодом 5 и анодом 1, расположенными на расстоянии 300600 мм, напряжение 0,5 кВ и плотность тока 0,05-3 А/м 2, постепенно повышают напряжение между катодом 5 и анодом 1 до возбуждения самостоятельного тлеющего разряда, тем самым зажигают тлеющий разряд. Благодаря тому что анод 1 и катод 5 подключены к устройству 12, обеспечивающему пульсацию напряжения от источника напряжения 8,возникает и устойчиво горит тлеющий разряд с формированием характерных для него структур при меньшем разрежении в вакуумной камере 3 и меньшем катодном падении потенциала, что, в свою очередь, снижает энергопотребление при работе установки. В процессе обработки поддерживают пульсацию напряжения в пределах 10-400 Гц в течение 5-60 минут. Во время обработки пульсацию напряжения производят сначала в области положительного напряжения, а затем в области отрицательного напряжения. Для этого устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими только ток сначала из положительной, а затем из отрицательной областей от источника напряжения 8. Во время обработки пульсацию напряжения можно производить сначала в области отрицательного напряжения, а затем в области положительного напряжения. Для этого устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими только ток сначала из отрицательной, а затем из положительной областей от источника напряжения 8. Во время обработки пульсацию напряжения можно производить поочередно в областях отрицательного и положительного напряжения. Для этого устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя однополупериодными выпрямителями, пропускающими поочередно ток из отрицательной и положительной областей от источника напряжения 8. Для увеличения частоты пульсации в два раза по отношению к частоте переменного тока сети от источника напряжения 8 устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено двумя двухполупериодными выпрямителями, подающими пульсирующее напряжение только из положительной области источника напряжения 8. Можно также подавать пульсирующее напряжение при помощи устройства 12, обеспечивающего пульсацию напряжения, снабженного двумя двухполупериодными выпрямителями, из отрица 3 16340 1 2012.10.30 тельной области переменного источника напряжения 8. Можно также подавать пульсирующее напряжение при помощи устройства 12, обеспечивающего пульсацию напряжения,снабженного двумя двухполупериодными выпрямителями, поочередно из отрицательной и положительной областей переменного источника напряжения 8. Для плавного изменения частоты пульсации напряжения во всем диапазоне 10-400 Гц от источника напряжения 8 устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено дополнительно регулятором 13 частоты. Во время обработки пульсацию напряжения,причем с разной частотой, можно производить сначала в области положительного напряжения, а затем в области отрицательного напряжения, или сначала в области отрицательного напряжения, а затем в области положительного напряжения, или поочередно в областях отрицательного и положительного напряжения, при этом закон изменения частоты пульсации можно менять не только во время обработки в какой-то конкретной области напряжения, но и в разных областях закон может быть различным. Устройство 12, обеспечивающее пульсацию напряжения, может быть снабжено дополнительно постоянной составляющей в виде последовательно включенного источника постоянного тока 14, который, не меняя полярности между катодом и анодом, позволяет менять законы изменения пульсации напряжения. Это позволит, в зависимости от служебного назначения изделий 9 и знака остаточных напряжений в поверхностном слое обрабатываемых изделий, воздействовать в большей мере импульсным напряжением противоположного знака,что позволит упорядочить или ослабить величину имеющихся остаточных напряжений или, наоборот, в зависимости от знака остаточных напряжений в поверхностном слое обрабатываемых изделий воздействовать в большей мере импульсным напряжением схожего знака, что позволит упорядочить или даже усилить величину имеющихся остаточных напряжений. После выдержки изделий 9 под действием излучения плазмы тлеющего разряда снимают напряжение с анода 5 и катода 1. В результате воздействия катодного падения потенциала тлеющего разряда на изделия 9 с пульсацией напряжения до двух раз сокращается время выдержки изделий 9 для перераспределения внутренних напряжений. Одновременно с перераспределением внутренних напряжений происходит насыщение поверхностного слоя изделий 9 ионами материала анода 1. После обработки подают воздух в вакуумную камеру 3 и извлекают изделия 9. Применение предлагаемого способа позволяет сократить энергозатраты при проведении обработки изделий до двух раз с одновременным повышением прочности изделий из различных материалов на 20 . Источники информации 1. Марков А.И. Ультразвуковая обработка материалов. - М. Машиностроение, 1980,С. 41. 2. Физический энциклопедический словарь / Гл. ред. А.М. Прохоров. Ред. кол. Д.М.Алексеев, А.М.Бонч-Бруевич, А.С.Боровик-Романов и др. - М. Сов. энциклопедия,1983. - С. 560. 3. Арзамасов Б.Н., Брострем В.А., Буше Н.А. и др. Конструкционные материалы Справочник. - М. Машиностроение, 1990. - С. 152-154 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 8/00, C23C 14/36, C23C 14/48
Метки: упрочнения, изделий, способ
Код ссылки
<a href="https://by.patents.su/4-16340-sposob-uprochneniya-izdelijj.html" rel="bookmark" title="База патентов Беларуси">Способ упрочнения изделий</a>
Способ поверхностного упрочнения изделий
Номер патента: 15546
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: C23C 14/38, C23C 8/00
Метки: упрочнения, изделий, способ, поверхностного
Текст:
...в лабораторной практике используют тлеющий разряд для катодного распыления материалов 2. Причина катодного распыления заключается в том, что каждый положительный ион при соударении с катодом и изделиями передает свою энергию небольшой группе атомов катода и изделий. Это приводит к сильному местному повышению температуры, возникающему в отдельных микроскопических областях катода и изделий, которое и приводит к испарению компонентов, входящих в...
Способ упрочнения изделий
Номер патента: 15395
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 8/00
Метки: упрочнения, способ, изделий
Текст:
...изменений в материале упрочняемого изделия. Поэтому, подвергая анод и катод воздействию высокочастотного постоянного тока, в процессе обработки можно значительно повысить начальную энергию заряженных частиц, исходящих из анода и катода, тем самым усилить действие эффекта Франка-Рида по выходу ионов из анода и электронов из катода. Далее под действием катодного падения потенциала энергия ионов и электронов увеличивается. Тем самым повышается...
Способ ультразвукового упрочнения изделий
Номер патента: 15544
Опубликовано: 28.02.2012
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: B06B 3/00, C23C 14/38, C23C 8/00...
Метки: изделий, упрочнения, ультразвукового, способ
Текст:
...металлов. Причина катодного распыления заключается в том,что каждый положительный ион при соударении с катодом и изделиями, контактирующими с катодом, передает свою энергию небольшой группе атомов катода и изделий, контактирующих с катодом. Кроме того, в тлеющем разряде поток ионов носит немоноэнергетический характер, не все ионы, исходящие из анода (электрода-излучателя) и расположенные в межкатодном пространстве, имеют энергию, достаточную...
Способ упрочнения изделий
Номер патента: 15569
Опубликовано: 28.02.2012
Авторы: Логвин Владимир Александрович, Жолобов Александр Алексеевич, Логвина Екатерина Владимировна
МПК: C23C 8/00, C23C 14/38
Метки: способ, изделий, упрочнения
Текст:
...из циркония, титана, ниобия, хрома и тантала, а упрочняемые изделия - из твердого сплава и стали, в вакуумную камеру осуществляют напуск азота и углеродсодержащих газов, используют анод, выполненный из вольфрама. Между анодом и катодом размещают дополнительно упрочняемые изделия из сверхтвердых материалов. Используют анод, выполненный из титана со вставками по периметру из вольфрама. Используют анод, выполненный сборным из титана,...
Способ поверхностного упрочнения изделий из металла или сплава

Номер патента: 15276
Опубликовано: 30.12.2011
Авторы: Логвин Владимир Александрович, Логвина Екатерина Владимировна
МПК: C23C 14/38, C23C 8/00
Метки: упрочнения, изделий, способ, металла, сплава, или, поверхностного
Текст:
...дефектов 3. При этом ионы материала анода, покидающие анод, внедряются в поверхностный слой упрочняемого изделия с образованием устойчивых связей с кристаллической решеткой материала изделия, изменяя структуру поверхностного слоя упрочняемого изделия особенно в местах с повышенной плотностью дефектов, что препятствует распаду мартенсита. Вследствие увеличения межатомных расстояний в кристаллической решетке и под действием катодного падения...
Предыдущий патент: Приспособление для защиты пчел от насекомоядных птиц в осенне-зимний период
Следующий патент: Способ упрочнения деталей тормозной системы в тлеющем разряде (варианты)
Случайный патент: Устройство для ослабления электромагнитного излучения сотовых телефонов