Способ обработки заготовки чашечным резцом
Номер патента: 16296
Опубликовано: 30.08.2012
Авторы: Жолобов Александр Алексеевич, Шатуров Денис Геннадьевич
Текст
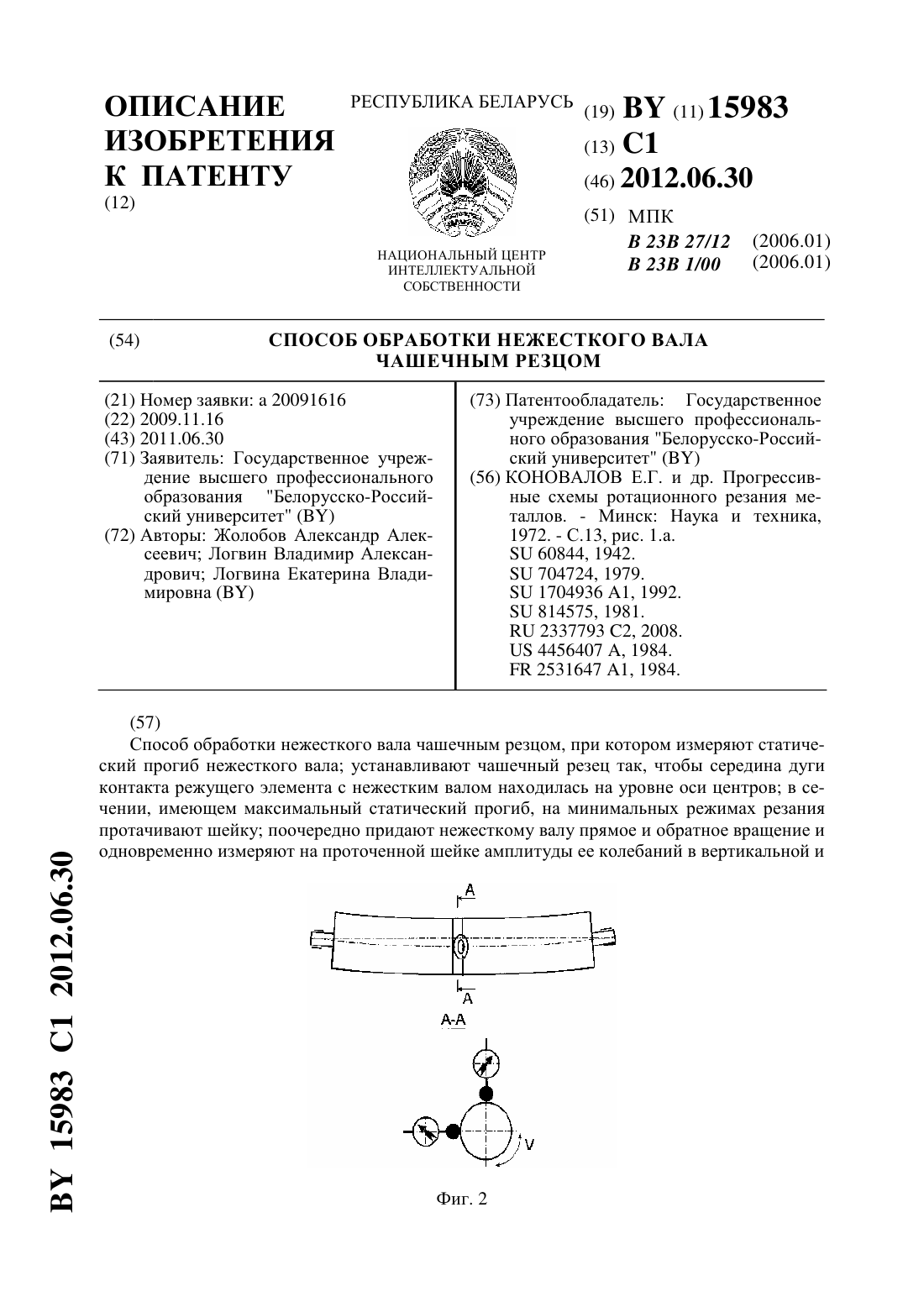
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ЧАШЕЧНЫМ РЕЗЦОМ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский Университет(72) Авторы Шатуров Денис Геннадьевич Жолобов Александр Алексеевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский Университет(57) Способ обработки заготовки чашечным резцом, включающий вращение заготовки и подачу резца с его принудительным непрерывным вращением вокруг своей геометрической оси с изменением скорости вращения, отличающийся тем, что скорость вращения резца для каждого оборотасоответствует выражению 1,где- текущий оборот резца 1 - скорость вращения резца при первом обороте, минимальное значение которой где- радиус режущей кромки резца 0 - период стойкости резца в остановленном состоянии- угол контакта режущей кромки резца и заготовки. Изобретение относится к области машиностроения, в частности к металлообработке заготовок на металлорежущих станках. Известен способ обработки резанием чашечным резцом 1, при котором осуществляют принудительное вращение чашечного резца вокруг своей геометрической оси с периодической остановкой во время резания, что увеличивает стойкость резца. Однако известный способ не позволяет стабилизировать составляющие силы резания на одном уровне. При вращении и остановке меняется не только величина сил, но и направление их действия относительно обрабатываемой заготовки, что вызывает возникновение вибраций с ухудшением качества обрабатываемой поверхности. Известен способ обработки чашечным резцом 2 с движением подачи и с принудительным вращением вокруг своей геометрической оси с изменением направления враще 16296 1 2012.08.30 ния на противоположное, устанавливая время обработки и углы поворота резца в направлении каждого вращения равным друг другу. Это повышает качество обрабатываемой поверхности. Однако при изменении вращения изменяются не только величина силы резания, но и вектор ее направления относительно обрабатываемого вала. Нестабильность разнонаправленность величины силы резания приводит к изменению упругих деформаций элементов технологической системы, что ухудшает точность обработки. Смена направления вращения резца приводит к изменению шероховатости обрабатываемой поверхности вследствие ее формирования лезвием, имеющем разный радиус округления режущей кромки и разную упругую деформацию обрабатываемого материала, увеличивающую величину шероховатости обрабатываемой поверхности. Задачей настоящего изобретения является стабилизация силы резания, характерной для первого оборота резца. Указанная задача достигается тем, что в способе обработки заготовки чашечным резцом, включающим вращение заготовки и подачу резца с его принудительным непрерывным вращением вокруг своей геометрической оси с изменением скорости вращения,согласно изобретению, скорость вращения резца для каждого оборотасоответствует выражению 1,где- текущий оборот резца 1 - скорость вращения резца при первом обороте минимальное значение которой,1 0 где- радиус режущей кромки резца 0 - период стойкости резца в остановленном состоянии- угол контакта режущей кромки с заготовкой. Составляющие силы резания увеличиваются с увеличением износа задней поверхности резца, который зависит от времени нахождения каждой точки режущей кромки в зоне резания и может быть определен из зависимости 0 з 100 ,0 где з 1 - величина износа задней поверхности резца при первом обороте 0 - оптимальная величина износа задней поверхности резца 0 - период стойкости резца в остановленном состоянии- время прохождения точки режущей кромки зоны резания 0 - показатель степени.,1 где- угол контакта режущей кромки с заготовкой- радиус режущей кромки резца- скорость вращения резца при первом обороте. Таким образом, величина износа лезвия резца уменьшается с уменьшением времени нахождения точки режущей кромки в зоне резания, т.е. с увеличением скорости ее перемещения, и увеличивается с увеличением времени нахождения точки режущей кромки в зоне резания, т.е. с увеличением числа ее проходов (оборотов) зоны резания. Для сохранения величин составляющих силы резания при -ом обороте резца, равными составляющим силы резания первого оборота необходимо соблюдать соотношение 16296 1 2012.08.301. На Фиг. 1 представлена схема обработки по предлагаемому способу. Способ обработки резанием чашечным резцом осуществляется следующим образом. В процессе обработки резанием чашечным резцом 1, включающим перемещение резца относительно обрабатываемой заготовки 2 с величиной подачиза один ее оборот, и его принудительное вращение вокруг собственной геометрической оси в направлении, совпадающем в зоне резания с направлением подачи, скорость вращения резца после каждого оборота увеличивают исходя из соотношения 1 где- скорость вращения резца при -ом обороте 1 - скорость вращения резца при первом обороте- текущий оборот резца. При этом первая (минимальная) скорость вращения резца ограничена временем прохождения точки режущей кромки зоны резания, равным периоду стойкости резца в остановленном состоянии, и определена из соотношения,0 где- минимальная скорость вращения резца- радиус режущей кромки резца 0 - период стойкости резца в остановленном состоянии- угол контакта режущей кромки с заготовкой. 0 - стойкость резца в остановленном состоянии - определяют из математического выражения 3 1 0,где Т 0 - стойкость резца в остановленном состоянии- скорость обработки, м/мин- глубина резания, мм- подача, мм/об- показатель относительной стойкости инструмента,- показатели степеней в формуле стойкости инструмента (таблица)- поправочный коэффициент 3. При этом значениеопределяется из соотношений 11 1, 2 где- основной угол контакта режущей кромки с заготовкой 1 - вспомогательный угол контакта режущей кромки с заготовкой. Пример Производится обработка вала (сталь 45) диаметром 100 мм длиной 1000 мм резцом Т 15 К 6 с диаметром режущей кромки 246 мм. Режимы обработки 250 м/мин глубина резания 0,5 мм подача 0,5 мм/об 0,150,351,0160,2 (данные приводятся в таблице Значения постоянных и показателей в уравнении стойкости резца при точении 3). 16296 1 2012.08.30 Значения постоянных и показателей в уравнении стойкости резца при точении Коэффициент и показатели Материал степени Материал заготовки Подача , мм/об инструмента Конструкционная уг до 0,3 420 0,2 леродистая сталь,Т 15 К 6 св. 0,3 до 0,7 350 0,15 0,35 0,2 в 750 МПа 0,7 340 0,45 Серый чугун,0,4 292 0,15 0,2 0,2 ВК 6 НВ 190 0,4 243 0,15 0,4 0,2 Определяем угол контакта резца . 1 12,590,2196 рад. Определяем стойкость остановленного резца 1 3501,0160, 233. 00 ,15 0 , 352500,50,5 Определяем минимальную скорость вращения резца 230,2196 мм 10 5 м. 0 33 мин с Назначаем для надежности 10,510-5 м/с. Далее определяем скорость вращения резца при каждом его обороте.1 10,510-5 м/с 5 мкм/с - первый оборот.221 20,5 10 5 20,71 10 5 м / с 7,1 мкм / с - второй оборот. 331 30,5 10 5 30,866 10 5 м / с 8,66 мкм/с - третий оборот и т.д. Определяем, например, составляющуюсилы резания при каждом обороте.0,34 1(105 )0, 684024.10, 681 0,50, 68 30,34(105 ) 0, 684024. 0,8660, 68 Таким образом имеем одинаковую составляющуюсилы резания. Этим обеспечиваются постоянные упругие деформации элементов технологической системы и обрабатываемого металла, что гарантирует неизменную точность обработки и неизменное качество обрабатываемой поверхности.3 Источники информации 1. Способ обработки резанием / Г.Ф.Шатуров Авт. свид. СССР 1303263. Заявка 2938465/25 - 08 от 10.06.80 // Бюл.14. - 15.04.87. 4 16296 1 2012.08.30 2. Способ обработки чашечным резцом / Г.Ф.Шатуров, В.А.Логвин, А.С.Бухтилов Авт. свид. СССР 1710190. Заявка 4602469/08 от 10.10.88 // Бюл.5. - 7.02.92 (прототип). 3. Справочник технолога машиностроителя / Под ред. А.Г.Косиловой,Р.К.Мещерякова. - М. Машиностроение, Т 2, 1986. - 485 с., С. 269. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23B 1/00, B23B 27/12
Метки: способ, обработки, резцом, чашечным, заготовки
Код ссылки
<a href="https://by.patents.su/5-16296-sposob-obrabotki-zagotovki-chashechnym-rezcom.html" rel="bookmark" title="База патентов Беларуси">Способ обработки заготовки чашечным резцом</a>
Способ обработки нежесткого вала чашечным резцом
Номер патента: 15983
Опубликовано: 30.06.2012
Авторы: Жолобов Александр Алексеевич, Логвина Екатерина Владимировна, Логвин Владимир Александрович
МПК: B23B 1/00, B23B 27/12
Метки: обработки, чашечным, способ, нежесткого, резцом, вала
Текст:
...ст - наибольший статический прогиб заготовки, мм мин - минутная подача чашечного резца с круглыми режущими элементами при обработке, мм/мин- подача чашечного резца с круглыми режущими элементами при обработке, мм/об., - число оборотов заготовки в минуту, об./мин- расстояние от начала рабочего хода до сечения с максимальным статическим прогибом, мм- расстояние от сечения с максимальным статическим прогибом до конца рабочего хода, мм- радиус...
Способ механической обработки внутренних поверхностей дисковым резцом

Номер патента: 5536
Опубликовано: 30.09.2003
Автор: Бурский Вячеслав Александрович
МПК: B23B 1/00
Метки: дисковым, внутренних, поверхностей, механической, способ, резцом, обработки
Текст:
...вращение вокруг оси, совпадающей с осью вращения детали, а вращение резца вокруг собственной оси осуществляют также принудительно. Сообщение принудительного вращения дисковому резцу вокруг оси, совпадающей с осью вращения детали, а также принудительного вращения дисковому резцу вокруг собственной оси обеспечивает возможность обработки внутренних поверхностей. Одновременно с этим, за счет принудительного вращения дискового резца вокруг...
Способ обработки пазов на торце заготовки
Номер патента: 9765
Опубликовано: 30.10.2007
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/00
Метки: обработки, торце, способ, заготовки, пазов
Текст:
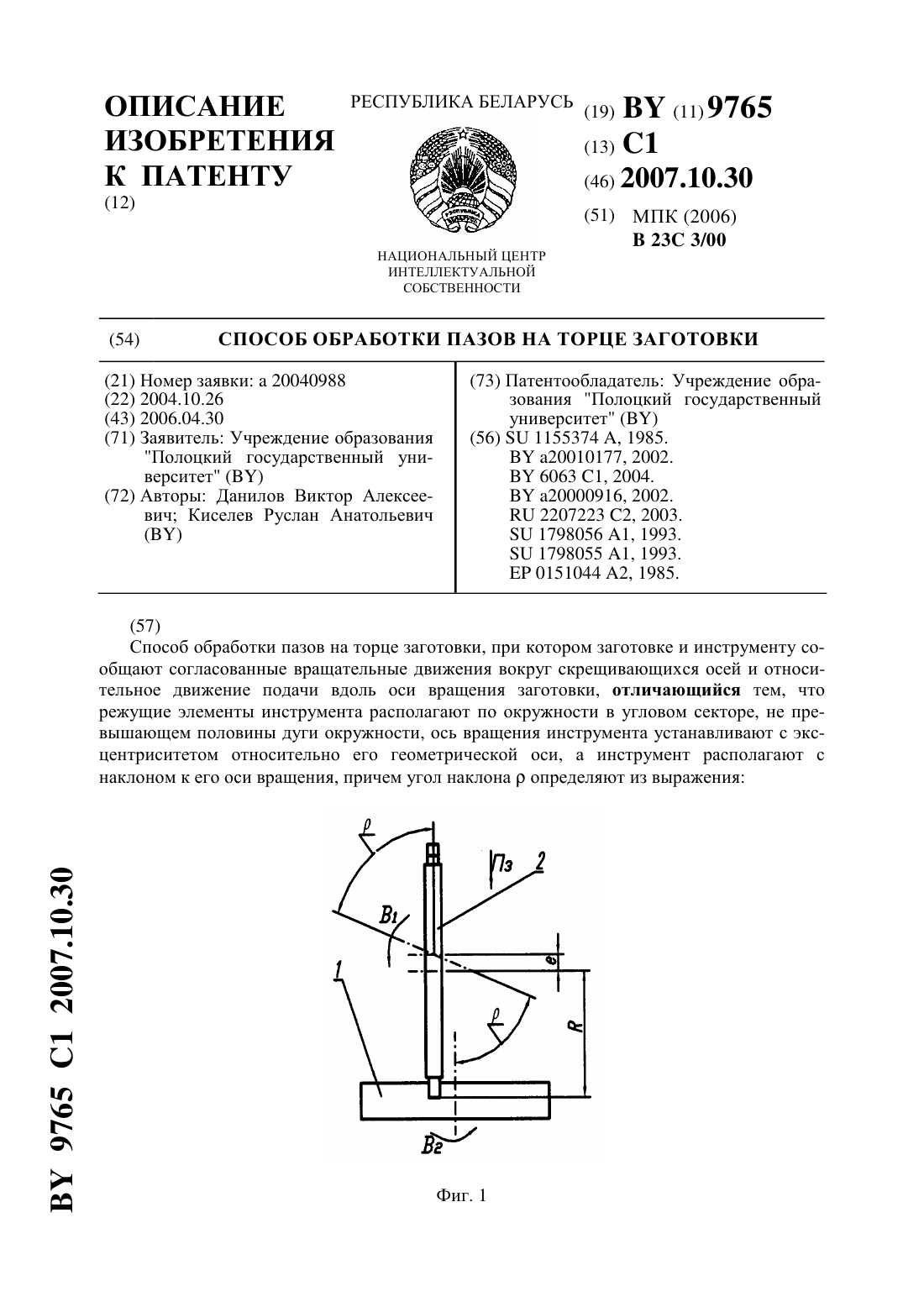
...2 - схема установки инструмента относительно заготовки на фиг. 3 - схема определения линейного шага расположения пазов на фиг. 4 - обрабатываемая заготовка на фиг. 5 - разрез по фиг. 4. Обработку пазов на торце заготовки 1 (фиг. 1, 2) осуществляют инструментом 2. Плоскость вращения последнего режущего элемента сектора устанавливают на определенном расстоянииот оси вращения заготовки, а расстояние между осями инструмента и заготовки задают...
Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Минаков Анатолий Петрович, Камчицкая Ирина Дмитриевна, Ильюшина Елена Валерьевна, Ткачев Александр Владимирович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: способ, вращения, нетермообработанной, внутренней, стали, поверхности, заготовки, обработки
Текст:
...шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра...
Способ разделения пьезокерамической заготовки
Номер патента: 760
Опубликовано: 15.08.1995
Авторы: Лайков Г. Д., Александренко В. Т.
МПК: H01L 21/304
Метки: способ, разделения, заготовки, пьезокерамической
Текст:
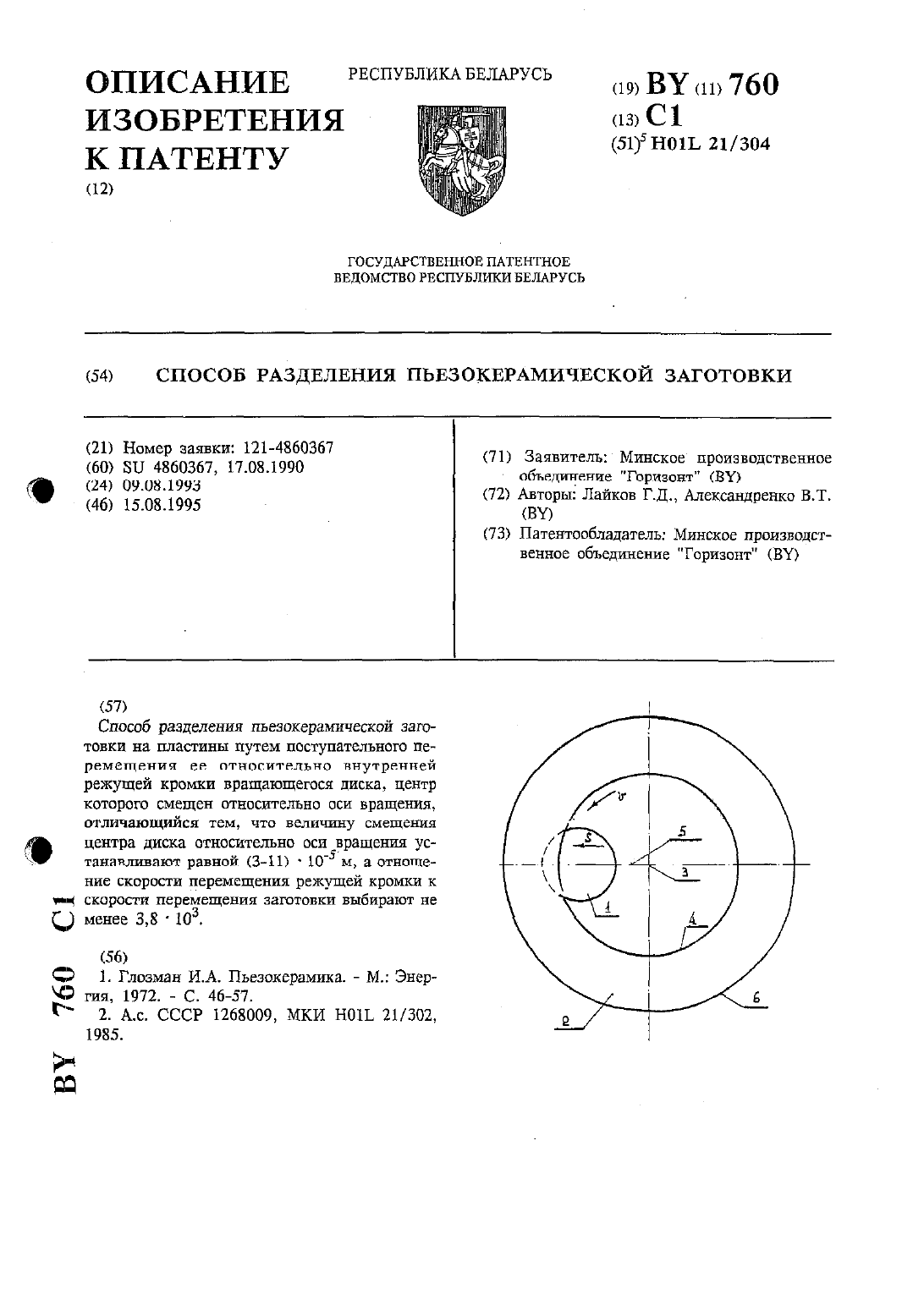
...пластины от заготовки 1 и образованию шлама в зоне обмработки. При смещении цента З режущей кромки 4 относительно оси вращения алмазного диска 2 резание пьезокерамической загоТОВКИ 1 ОСУЩЕСТВЛЯЕТСЯ ТОЛЬКО ЧЗСТЬЮ режущей кромки 4, наиболее близко расположенной к оси вращения алмазного диска 2, а остальная часть диска 2 удаляет шлам из зоны обработки. При этом процесс резания пьезокерамнческой заготовки 1 осуществляется только в...
Предыдущий патент: Устройство для вычисления бисимметрических булевых функций шести переменных
Следующий патент: Способ диагностики коллекторной электрической машины постоянного тока
Случайный патент: Способ очистки газов