Способ нагрева в кольцевой печи заготовок для получения бесшовных труб
Номер патента: 12570
Опубликовано: 30.10.2009
Авторы: Тимошпольский Владимир Исаакович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Менделев Дмитрий Владимирович, Кабишов Сергей Михайлович, Хлебцевич Всеволод Алексеевич, Корнеев Сергей Владимирович
Текст
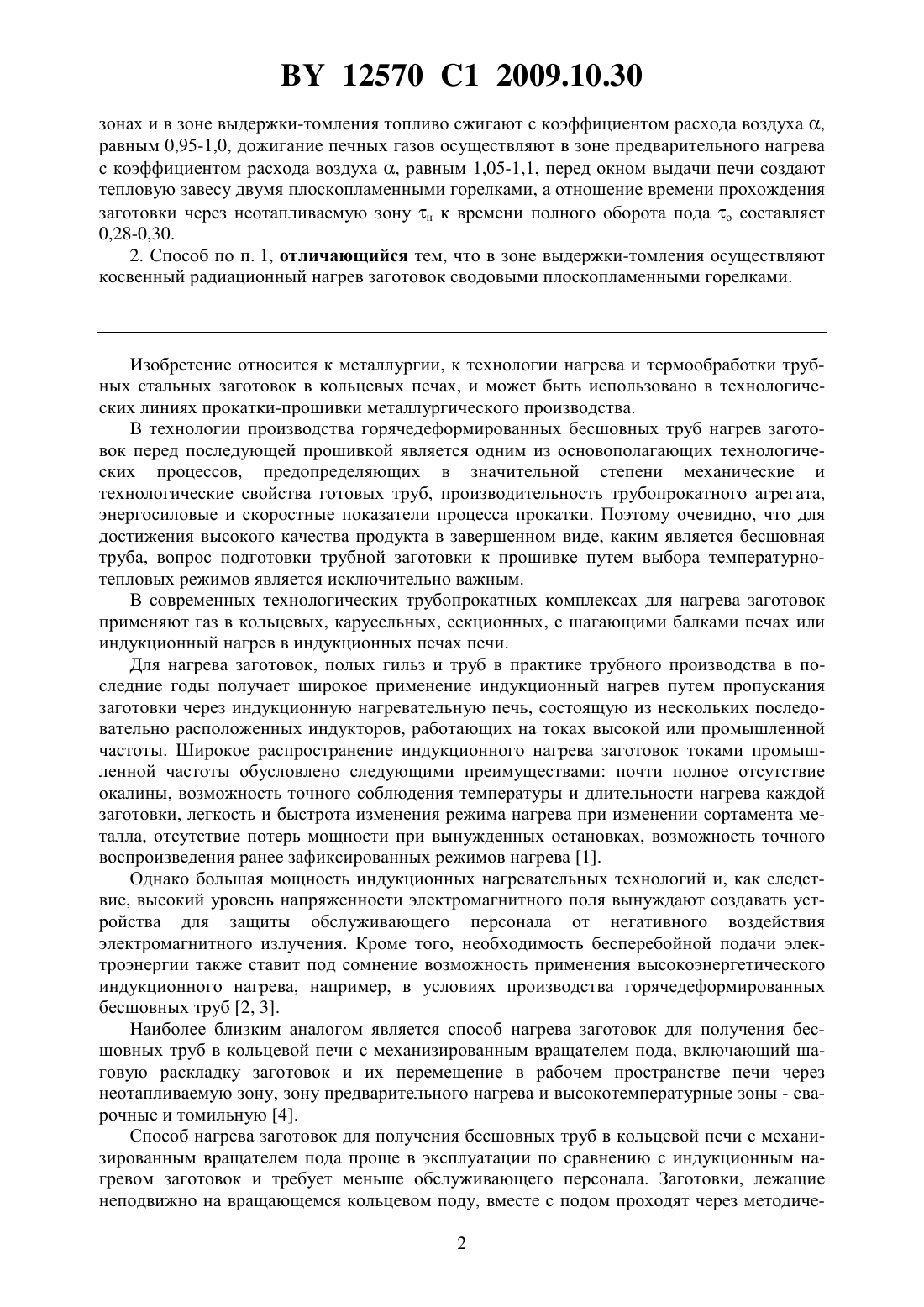
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАГРЕВА В КОЛЬЦЕВОЙ ПЕЧИ ЗАГОТОВОК ДЛЯ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ(71) Заявитель Белорусский национальный технический университет(72) Авторы Тимошпольский Владимир Исаакович Маточкин Виктор Аркадьевич Кабишов Сергей Михайлович Трусова Ирина Александровна Менделев Дмитрий Владимирович Корнеев Сергей Владимирович Хлебцевич Всеволод Алексеевич(73) Патентообладатель Белорусский национальный технический университет(56)2016 , 2005. ТИМОШПОЛЬСКИЙ В.И. и др. Кольцевые печи. Теория и расчеты.- Минск Высшая школа, 1993.- . 8-12. ТИМОШПОЛЬСКИЙ В.И. и др. Теоретические основы тепловой обработки стали в трубопрокатном производстве.- Минск Белорусская наука,2005.- . 19-21. ТИМОШПОЛЬСКИЙ В.И. и др. // Инженерно-физический журнал.2005.- Т. 78.-3.- . 3-14.2049588 1, 1995.(57) 1. Способ нагрева в кольцевой печи заготовок для получения бесшовных труб, включающий шаговую раскладку заготовок на вращающемся поду и перемещение их в рабочем пространстве печи через неотапливаемую зону, зону предварительного нагрева, две сварочные зоны и зону выдержки-томления, отличающийся тем, что тепловую мощность распределяют по зонам печи следующим образом в зоне предварительного нагрева 4555 , в сварочных зонах 37-50 , в зоне выдержки-томления 4-8 , при этом в сварочных 12570 1 2009.10.30 зонах и в зоне выдержки-томления топливо сжигают с коэффициентом расхода воздуха ,равным 0,95-1,0, дожигание печных газов осуществляют в зоне предварительного нагрева с коэффициентом расхода воздуха , равным 1,05-1,1, перед окном выдачи печи создают тепловую завесу двумя плоскопламенными горелками, а отношение времени прохождения заготовки через неотапливаемую зону н к времени полного оборота пода о составляет 0,28-0,30. 2. Способ по п. 1, отличающийся тем, что в зоне выдержки-томления осуществляют косвенный радиационный нагрев заготовок сводовыми плоскопламенными горелками. Изобретение относится к металлургии, к технологии нагрева и термообработки трубных стальных заготовок в кольцевых печах, и может быть использовано в технологических линиях прокатки-прошивки металлургического производства. В технологии производства горячедеформированных бесшовных труб нагрев заготовок перед последующей прошивкой является одним из основополагающих технологических процессов, предопределяющих в значительной степени механические и технологические свойства готовых труб, производительность трубопрокатного агрегата,энергосиловые и скоростные показатели процесса прокатки. Поэтому очевидно, что для достижения высокого качества продукта в завершенном виде, каким является бесшовная труба, вопрос подготовки трубной заготовки к прошивке путем выбора температурнотепловых режимов является исключительно важным. В современных технологических трубопрокатных комплексах для нагрева заготовок применяют газ в кольцевых, карусельных, секционных, с шагающими балками печах или индукционный нагрев в индукционных печах печи. Для нагрева заготовок, полых гильз и труб в практике трубного производства в последние годы получает широкое применение индукционный нагрев путем пропускания заготовки через индукционную нагревательную печь, состоящую из нескольких последовательно расположенных индукторов, работающих на токах высокой или промышленной частоты. Широкое распространение индукционного нагрева заготовок токами промышленной частоты обусловлено следующими преимуществами почти полное отсутствие окалины, возможность точного соблюдения температуры и длительности нагрева каждой заготовки, легкость и быстрота изменения режима нагрева при изменении сортамента металла, отсутствие потерь мощности при вынужденных остановках, возможность точного воспроизведения ранее зафиксированных режимов нагрева 1. Однако большая мощность индукционных нагревательных технологий и, как следствие, высокий уровень напряженности электромагнитного поля вынуждают создавать устройства для защиты обслуживающего персонала от негативного воздействия электромагнитного излучения. Кроме того, необходимость бесперебойной подачи электроэнергии также ставит под сомнение возможность применения высокоэнергетического индукционного нагрева, например, в условиях производства горячедеформированных бесшовных труб 2, 3. Наиболее близким аналогом является способ нагрева заготовок для получения бесшовных труб в кольцевой печи с механизированным вращателем пода, включающий шаговую раскладку заготовок и их перемещение в рабочем пространстве печи через неотапливаемую зону, зону предварительного нагрева и высокотемпературные зоны - сварочные и томильную 4. Способ нагрева заготовок для получения бесшовных труб в кольцевой печи с механизированным вращателем пода проще в эксплуатации по сравнению с индукционным нагревом заготовок и требует меньше обслуживающего персонала. Заготовки, лежащие неподвижно на вращающемся кольцевом поду, вместе с подом проходят через методиче 2 12570 1 2009.10.30 скую зону, включающую неотапливаемую зону и зону предварительного нагрева, две сварочные зоны и зону выдержки-томления. Таким образом, заготовка за время полного оборота пода должна нагреться до необходимой температуры. Загрузку и выгрузку заготовок осуществляют специальными машинами. Кольцевой под печи двигают циклически, поворачивая при каждом цикле на угол, соответствующий расстоянию между двумя соседними заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемой заготовки. Однако для известной технологии нагрева трубных заготовок в кольцевой печи характерен недостаточно равномерный нагрев металла по объему заготовки, что снижает качество продукции и увеличивает расход топлива на процесс нагрева. Следует добавить, что несимметричность температурного поля по сечению заготовки увеличивается при длительной эксплуатации печей, так как деформируется подина, что в конечном итоге может привести к возникновению дефектов уже на стадии прошивки заготовки. Техническая задача, на решение которой направлено изобретение, заключается в применении технологического приема, который позволит сблизить тепловой и геометрический центры и выровнять температурное поле по сечению заготовки путем повышения равномерности нагрева заготовок по длине и сечению за счет снижения подсоса холодного воздуха в печь через окно выдачи заготовок для снижения потерь металла с окалиной и улучшения качества поверхности заготовок. Сущность изобретения выражается новой совокупностью признаков, необходимых и достаточных для осуществления способа с достижением указанного технического результата, и реализована тем, что в способе нагрева в кольцевой печи заготовок для получения бесшовных труб, включающем шаговую раскладку заготовок на вращаемом поду и перемещение их в рабочем пространстве печи через неотапливаемую зону, зону предварительного подогрева, две сварочные зоны и зону выдержки-томления, согласно изобретению,тепловую мощность распределяют по зонам печи следующим образом в зоне предварительного подогрева 4555 , в сварочных зонах 3750 , в зоне выдержки-томления 48 , при этом в сварочных зонах и в зоне выдержки-томления топливо сжигают с коэффициентом расхода воздуха , равным 0,951,0, дожигание печных газов осуществляют в зоне предварительного нагрева с коэффициентом расхода воздуха , равным 1,051,1, перед окном выдачи печи создают тепловую завесу двумя плоскопламенными горелками, а отношение времени прохождения заготовки через неотапливаемую н зону к времени полного оборота о пода составляет 0,280,30. В способе в зоне выдержки-томления осуществляют косвенно-радиационный нагрев заготовок сводовыми плоскопламенными горелками. Технический результат при использовании изобретения характеризуется повышением равномерности распределения температурного поля по объему заготовки и однородности макроструктуры и является следствием причинно-следственной связи с новой совокупностью признаков устройства печи. Для лучшего понимания изобретение поясняется чертежом, где приведена технологическая схема нагрева заготовок в кольцевой печи с механизированным вращателем пода для производства горячедеформированных бесшовных труб. Изобретение реализуют по фигуре в нагревательной газовой кольцевой печи 1 для нагрева трубных заготовок 2 для производства горячедеформированных бесшовных труб,которая включает рабочую камеру 3, под 4 с механизированным вращателем. Рабочая камера 3 разделена на методическую неотапливаемую зону 5 и зону 6 предварительного нагрева две сварочные зоны 7 и 8 и зону 9 выдержки-томления. Длина н пода 4 неотапливаемой зоны 5 связана с полной длиной п пода 4 следующим расчетно-экспериментальным соотношением н/п 0,2180,231,где н - длина пода неотапливаемой зоны 3 12570 1 2009.10.30 п - полная длина пода, равная средней длине окружности кольцевого пода. Печь имеет плоский подвесной свод. Под печи опирается на стационарные ролики,размещенные по трем концентрическим окружностям, центр которых совпадает с осью вращения подины. Фиксация вращаемого пода осуществляется упорными роликами. Под приводят во вращение двумя приводами, расположенными с диаметрально противоположных сторон печи. Заготовки 2 располагают так, чтобы концы их были равноудалены от кромок механизированного пода 4, при этом реализуют оптимальный режим распределения тепловой мощности при переходе заготовки из зоны форсированного нагрева - сварочной зоны в томильную зону - выдержки. Для снижения подсоса холодного воздуха в печь через окно 10 выгрузки заготовок 2 в своде печи 1 перед окном 10 выгрузки установлены, по меньшей мере, две плоскопламенные горелки 11 для создания тепловой завесы. Для повышения равномерности нагрева заготовок по длине и сечению томильная зона 9 может быть снабжена системой сводовых плоскопламенных горелок 11 путем использования косвенно-радиационного нагрева заготовок. Для обеспечения оптимального закона распределения тепловой мощности между отапливаемыми зонами кольцевой печи и равномерности нагрева заготовок на боковых стенках печи 1 в зоне 6 предварительного нагрева размещены 14 штук плоскопламенных горелок 12, с возможностью регулирования длины факела, в первой сварочной зоне 7 и второй сварочной зоне 8 размещены по 14 штук аналогичных горелок 12, в томильной зоне 9 размещена система из 12 штук плоскопламенных горелок. Для обеспечения оптимального закона тепловой мощности печи 1 на внешней боковой стенке печи 1 расчетным путем задают количество горелок 12 таким образом, чтобы оно превышало количество горелок 12 на внутренней боковой стенке печи 1. Нагрев трубных заготовок 2 в кольцевой печи 1 с механизированным вращателем кольцевого пода 4 для производства горячедеформированных бесшовных труб путем их прошивки включает подачу заготовок 2 через загрузочное окно 13 и их шаговую раскладку на кольцевом поду 4, перемещение заготовок 2 в рабочем пространстве печи 1 через неотапливаемую зону 5, зону 6 предварительного нагрева, две сварочные зоны 7 и 8 и зону 9 выдержки-томления. В процессе нагрева заготовок тепловую мощность между отапливаемыми зонами кольцевой печи распределяют по следующему расчетно-экспериментальному закону зона 6 предварительного подогрева - 4555 две сварочные зоны 7 и 8 - 3750 томильная 9 зона -48 , при этом оптимальное время прохождения заготовки через неотапливаемую зону 5 связано с временем полного оборота пода 4 следующим расчетноэкпериментальным соотношением н/ о 0,280,30,где н - время прохождения заготовки через неотапливаемую зону 5 о - время полного оборота пода 4. Как показали экспериментальные исследования, заинтервальное время прохождения заготовки и значения распределения тепловой мощности между отапливаемыми зонами 6,7, 8, 9 кольцевой печи для нагрева заготовок приводят к перерасходу топлива, к снижению скорости нагрева, увеличению времени пребывания трубной заготовки в зонах с высокой температурой, приводящему к окислению и обезуглероживанию металла и др. Для повышения равномерности нагрева заготовок 2 по длине в томильной зоне 9 осуществляют косвенно-радиационный нагрев сводовыми плоскопламенными горелками 11. Для снижения подсоса холодного воздуха в печь 1 через окно 10 выдачи заготовок 2 в своде печи перед окном выдачи 10 создают избыточное давление путем образования тепловой завесы двумя плоскопламенными горелками 11. 12570 1 2009.10.30 Для снижения потерь металла с окалиной и улучшения качества поверхности заготовок 2 топливо в высокотемпературных зонах - томильной 9 и сварочных 7, 8 - сжигают при коэффициенте расхода воздуха 0,951,0, а дожигание печных газов осуществляют в зоне 5 предварительного нагрева за счет подачи избыточного количества воздуха при коэффициенте расхода воздуха 1,051,1. Новая технология нагрева трубных заготовок позволит сблизить тепловой и геометрический центры и выровнять температурное поле по сечению заготовки. Исследования температурного поля заготовок при применении новой технологии нагрева в кольцевой печи позволяет сократить общее время нагрева, т.е. увеличить производительность нагревательной установки. При выравнивании температурного поля за счет релаксации напряжений в зоне интерметаллических включений улучшаются условия равномерности деформаций при прошивке заготовки для получения трубы. Реализация новой технологии нагрева трубных заготовок дает возможность определить оптимальные расходы топлива по длине печи, при которых достигается требуемое качество нагрева металла и минимальное количество окалины. Кроме того, и это весьма важный момент, разработанная технология нагрева и описывающая ее математическая модель позволяют адекватно описывать температурное поле по сечению заготовки перед прошивкой с учетом фактического состояния пода печи, температурного режима нагрева металла и т.п. Использование новой технологии позволяет сделать следующие выводы 1. Использование новой технологии нагрева заготовок при эксплуатации кольцевой печи в составе трубопрокатных агрегатов подтверждает ее преимущество перед нагревательными технологиями других типов. Эксплуатационные достоинства кольцевых печей характеризуются эффективным использованием топлива, высокой надежностью оборудования, малым угаром металла (до 0,5 ), широкими возможностями регулирования и управления технологическими процессами. 2. Изобретение обеспечивает требуемое качество нагрева заготовок перед прошивкой и, как показали исследования, позволяет устранить существенную несимметричность нагрева и тем самым обеспечить улучшение качества готовой продукции. В комплексе описанные преимущества новой технологии позволяют не только интенсифицировать процесс нагрева заготовок, но и повысить коэффициент полезного действия(КПД) и коэффициент использования тепла (КИТ) нагревательного устройства печи. Промышленное использование кольцевой печи запланировано на РУП БМЗ. Источники информации 1. Губинский В.И. Электромоделирование нагрева металла с образованием окалины // ИФЖ.- 1968.- Т. .-3.- . 488-493. 2. Тимошпольский В.И., Трусова И.А., Пекарский М.Я. Кольцевые печи Теория и расчеты / Под общ. ред. Тимошпольского В.И.- Минск Выш. шк, 1993.- С. 24-34. 3. Тимошпольский В.И., Трусова И.А. и др. Печи и сушила машиностроительного и металлургического производства / Под общ. ред. Тимошпольского В.И. Теплотехника.Москва, 2007.- С. 7, 144, 214. 4.2016. Кольцевая печь с механизированным подом для заготовок бесшовных труб, МПК 7 27 В 9/20, 30.09.2005. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: F27B 13/00
Метки: труб, способ, кольцевой, печи, заготовок, нагрева, бесшовных, получения
Код ссылки
<a href="https://by.patents.su/5-12570-sposob-nagreva-v-kolcevojj-pechi-zagotovok-dlya-polucheniya-besshovnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Способ нагрева в кольцевой печи заготовок для получения бесшовных труб</a>
Кольцевая печь для нагрева заготовок под прошивку бесшовных труб

Номер патента: U 4604
Опубликовано: 30.08.2008
Авторы: Кабишов Сергей Михайлович, Трусова Ирина Александровна, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Корнеев Сергей Владимирович, Менделев Дмитрий Владимирович, Хлебцевич Всеволод Алексеевич
МПК: F27B 9/00
Метки: бесшовных, труб, заготовок, прошивку, нагрева, кольцевая, печь
Текст:
...в конечном итоге может привести к возникновению дефектов уже на стадии прошивки заготовки. Техническая задача, на решение которой направлена полезная модель заключается в применении конструирования и технологического приема, которые позволят сблизить тепловой и геометрический центры и выровнять температурное поле по сечению заготовки путем повышения равномерности нагрева заготовок по длине и сечению за счет снижения подсоса холодного воздуха в...
Кольцевая печь для нагрева заготовок под прокатку бесшовных труб
Номер патента: 10008
Опубликовано: 30.12.2007
Авторы: Савань Павел Николаевич, Трусова Ирина Александровна, Кабишов Сергей Михайлович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Андрианов Николай Викторович, Андрианов Дмитрий Николаевич, Гуненков Валентин Юрьевич, Мандель Николай Львович, Маточкин Виктор Аркадьевич
Метки: бесшовных, нагрева, заготовок, кольцевая, прокатку, печь, труб
Текст:
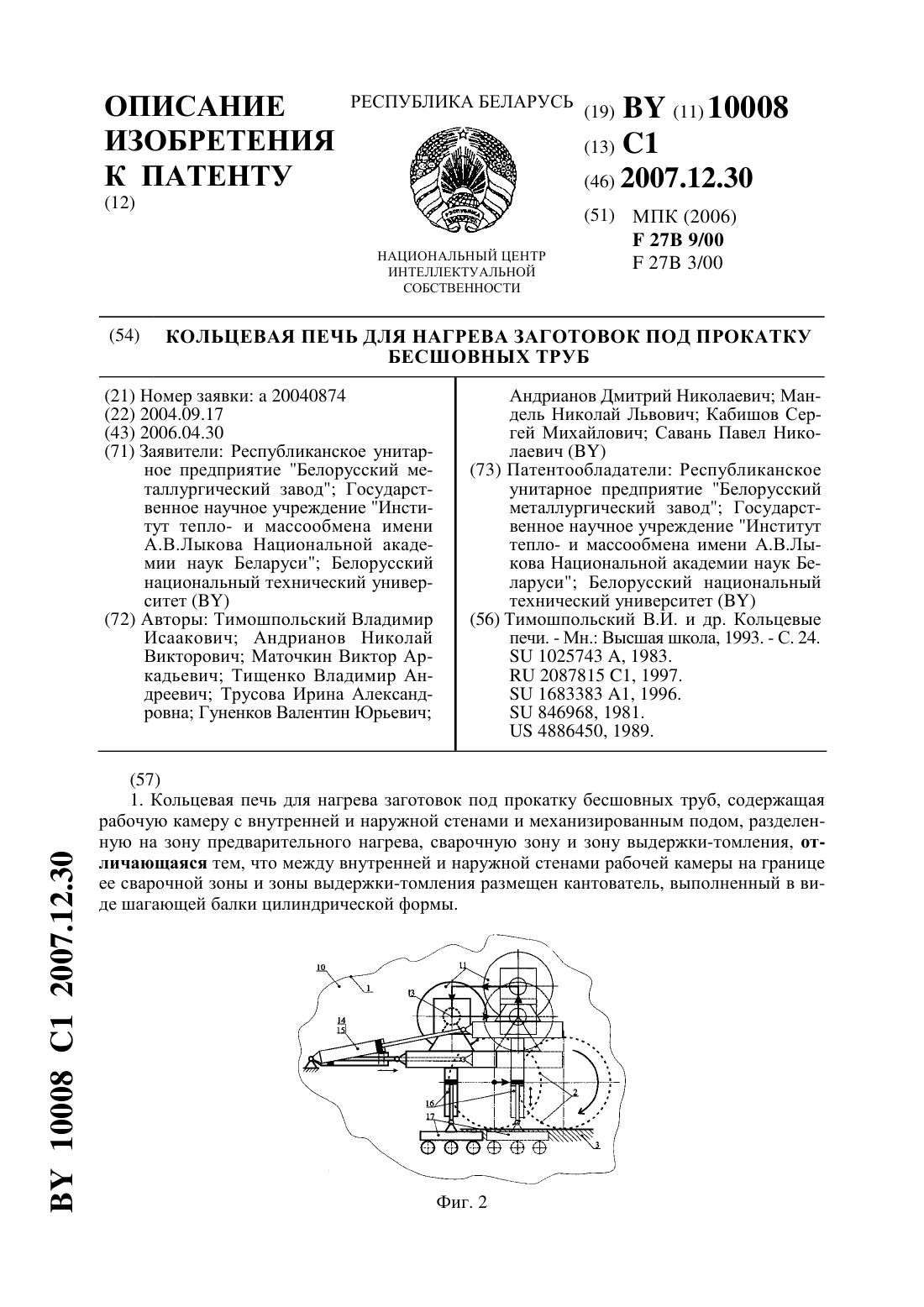
...в печи и автономным приводом вращения для возможности поворота балки на заданный угол , выбранный из соотношения 90 к ,з где к - диаметр кантователя з - диаметр заготовки. Технический результат при использовании полезной модели связан причинно-следственной связью с новой совокупностью признаков устройства печи. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид продольного разреза печи на...
Кольцевая печь с механизированным подом для заготовок бесшовных труб
Номер патента: U 2016
Опубликовано: 30.09.2005
Авторы: Андрианов Николай Викторович, Кабишов Сергей Михайлович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Андрианов Дмитрий Николаевич, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович
МПК: F27B 9/20
Метки: бесшовных, кольцевая, механизированным, труб, заготовок, подом, печь
Текст:
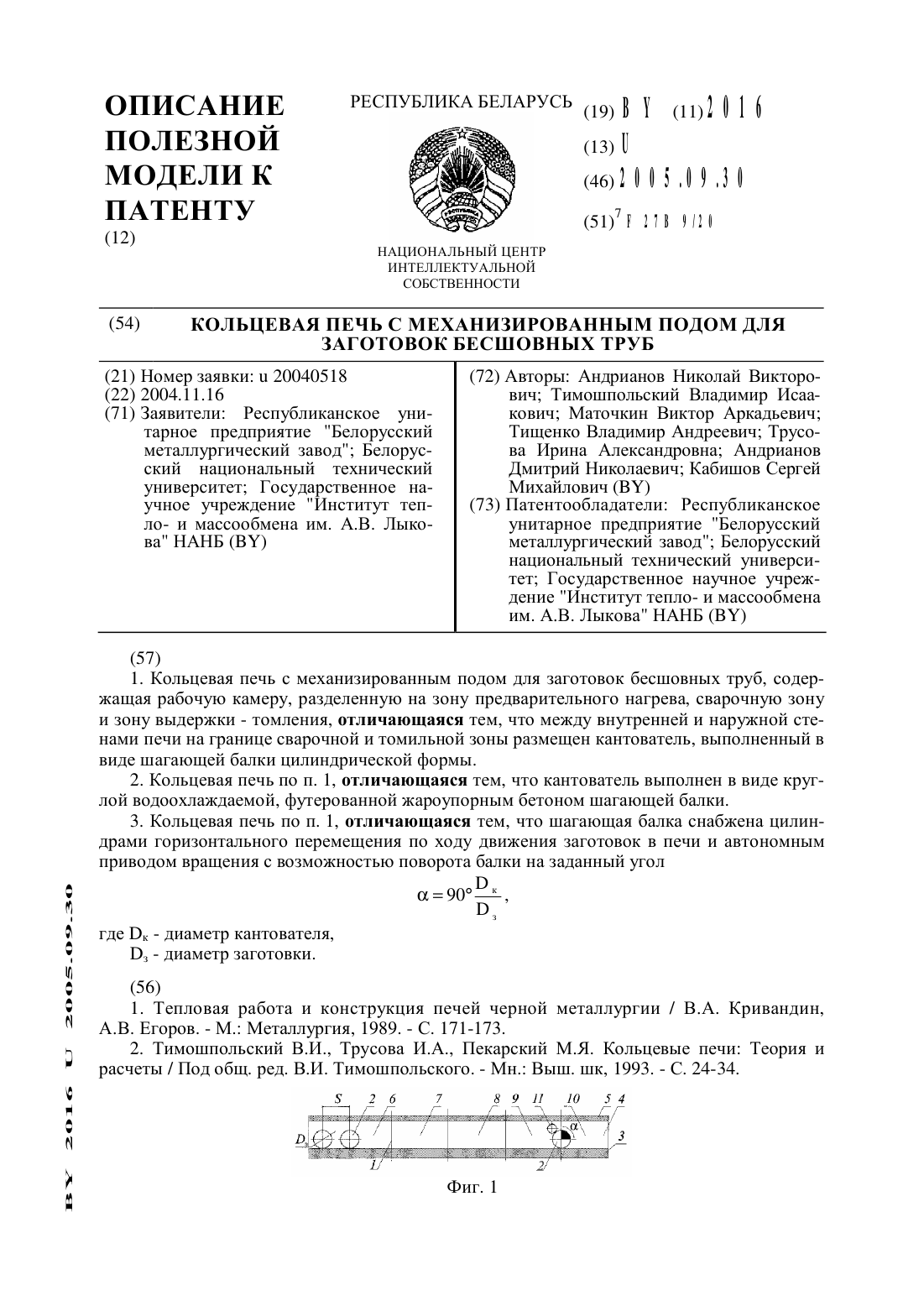
...выражается новой совокупностью признаков, необходимь 1 х и достаточных для осуществления полезной модели с достижением указанного технического результата, и реализована тем, что в кольцевой печи с механизированным подом для заготовок бесшовных труб, содержащей рабочую камеру, разделенную на зону предварительного нагрева, сварочную зону и зону выдержки - томления, согласно полезной модели между внутренней и наружной стенами печи на границе...
Топочная камера печи для нагрева металлических заготовок
Номер патента: U 1394
Опубликовано: 30.06.2004
Авторы: Мандель Николай Львович, Трусова Ирина Александровна, Тимошпольский Владимир Исаакович, Хлебцевич Всеволод Алексеевич, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич, Сорока Борис Семенович, Тищенко Владимир Андреевич
МПК: F27B 9/20
Метки: камера, топочная, металлических, печи, заготовок, нагрева
Текст:
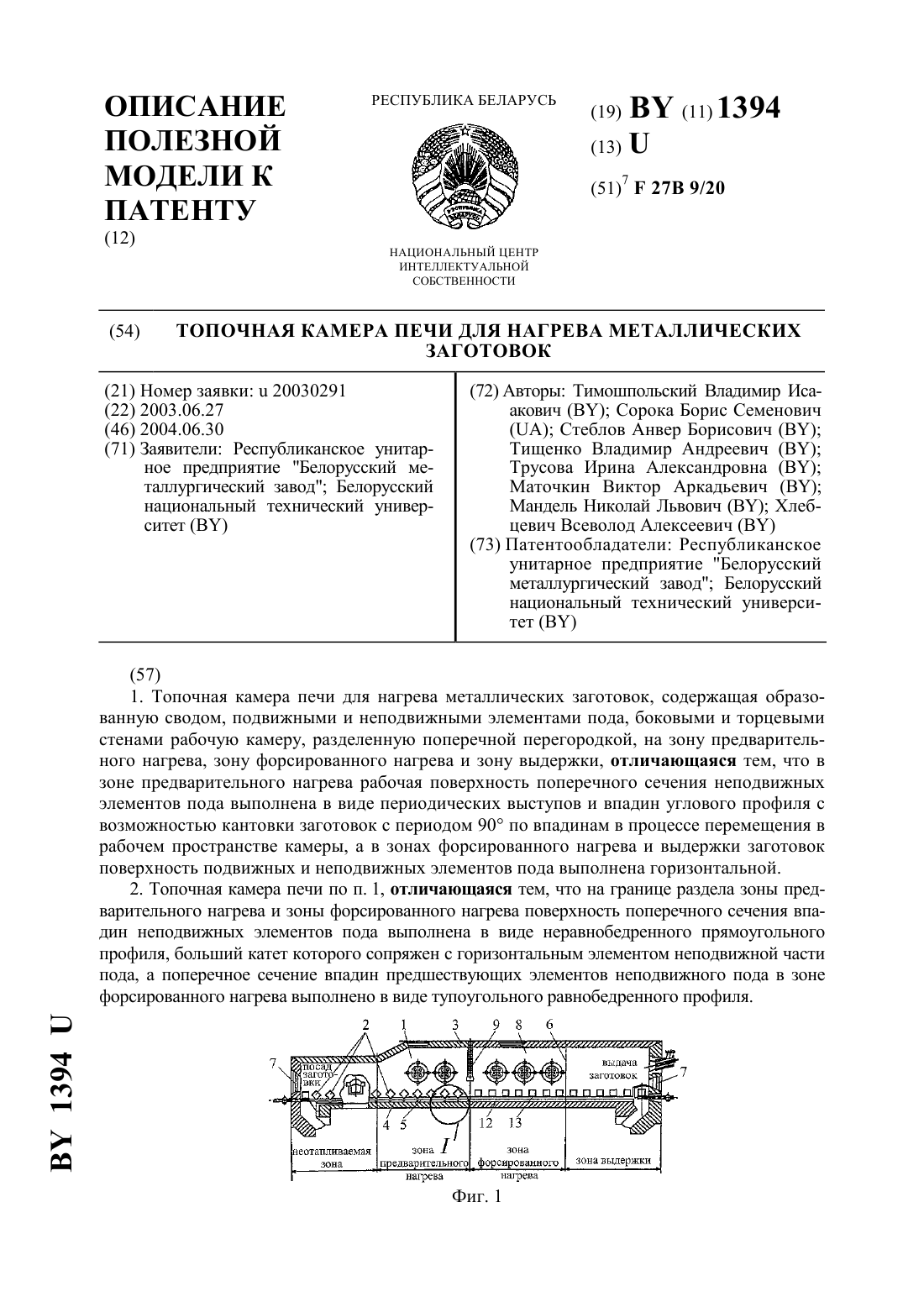
...прямоугольного профиля, больший катет которого сопряжен с горизонтальным элементом неподвижной части пода, а поперечное сечение впадин предшествующих элементов неподвижного пода в зоне форсированного нагрева выполнено в виде тупоугольного равнобедренного профиля. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид топочной камеры печи на фиг. 2 представлена конструкция рабочей поверхности...
Кольцевая печь для производства горячедеформированных бесшовных труб
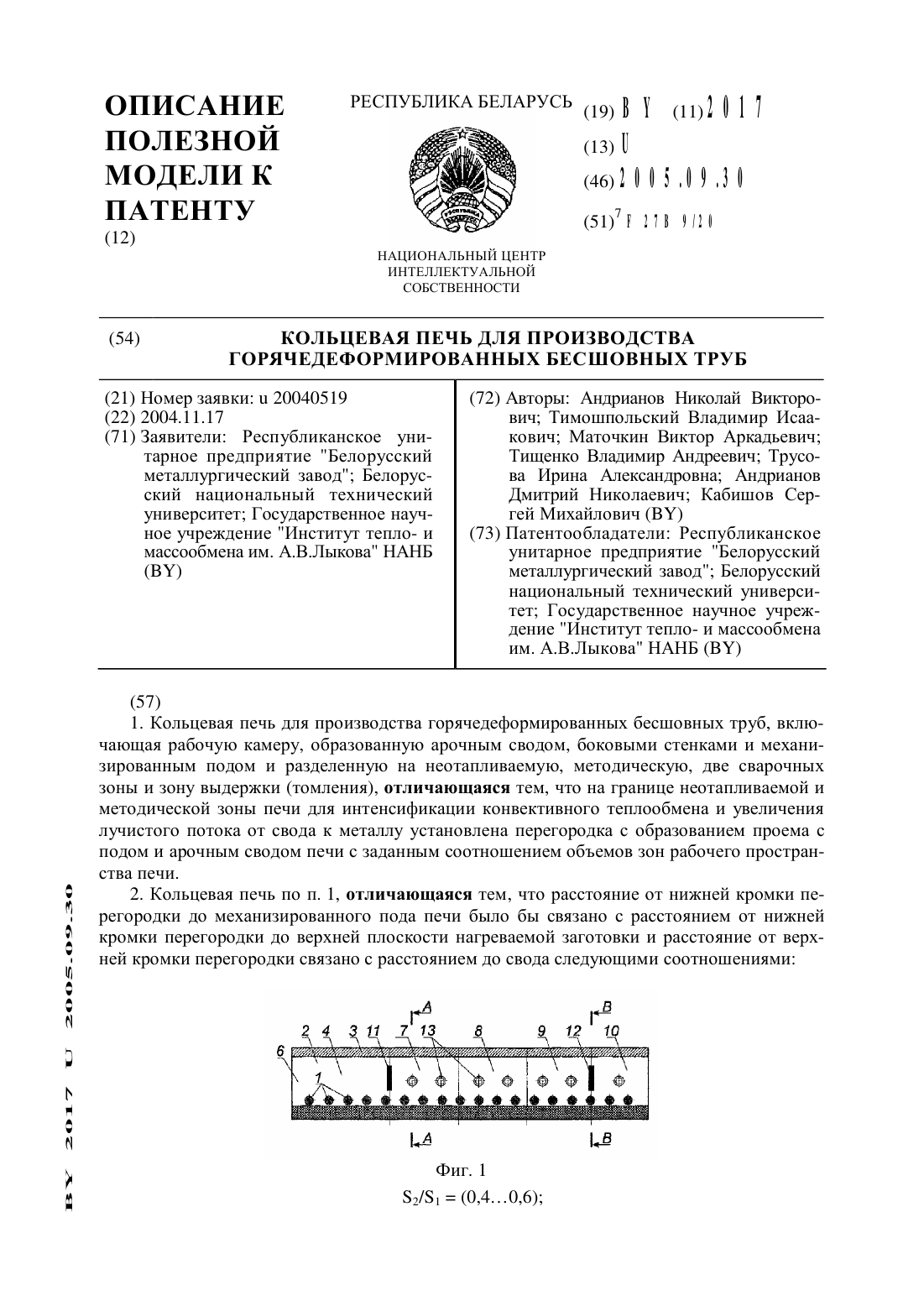
Номер патента: U 2017
Опубликовано: 30.09.2005
Авторы: Андрианов Дмитрий Николаевич, Трусова Ирина Александровна, Тищенко Владимир Андреевич, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Кабишов Сергей Михайлович
МПК: F27B 9/20
Метки: кольцевая, труб, горячедеформированных, производства, бесшовных, печь
Текст:
...перегородок, размещенных с образованием проема с подом печи с заданным новым соотношением объемов зон рабочего пространства печи, позволяет снизить время нагрева,увеличить производительность печи с одновременным уменьшением удельного расхода условного топлива и снижением окалинообразования.Для лучшего понимания полезной модели она поясняется чертежом, где на фиг.1 представлен общий вид продольного разреза печифиг. 2 представлен...
Предыдущий патент: Заглаживающая машина
Следующий патент: Способ бесконтактного контроля профиля изделия и устройство для его осуществления
Случайный патент: Тепловая труба с переменной проводимостью