Способ бесконтактного контроля профиля изделия и устройство для его осуществления
Номер патента: 12407
Опубликовано: 30.10.2009
Авторы: Коннов Алексей Владимирович, Марков Алексей Петрович, Гоголинский Валерий Феликсович, Александрович Александр Александрович, Марукович Евгений Игнатьевич
Текст
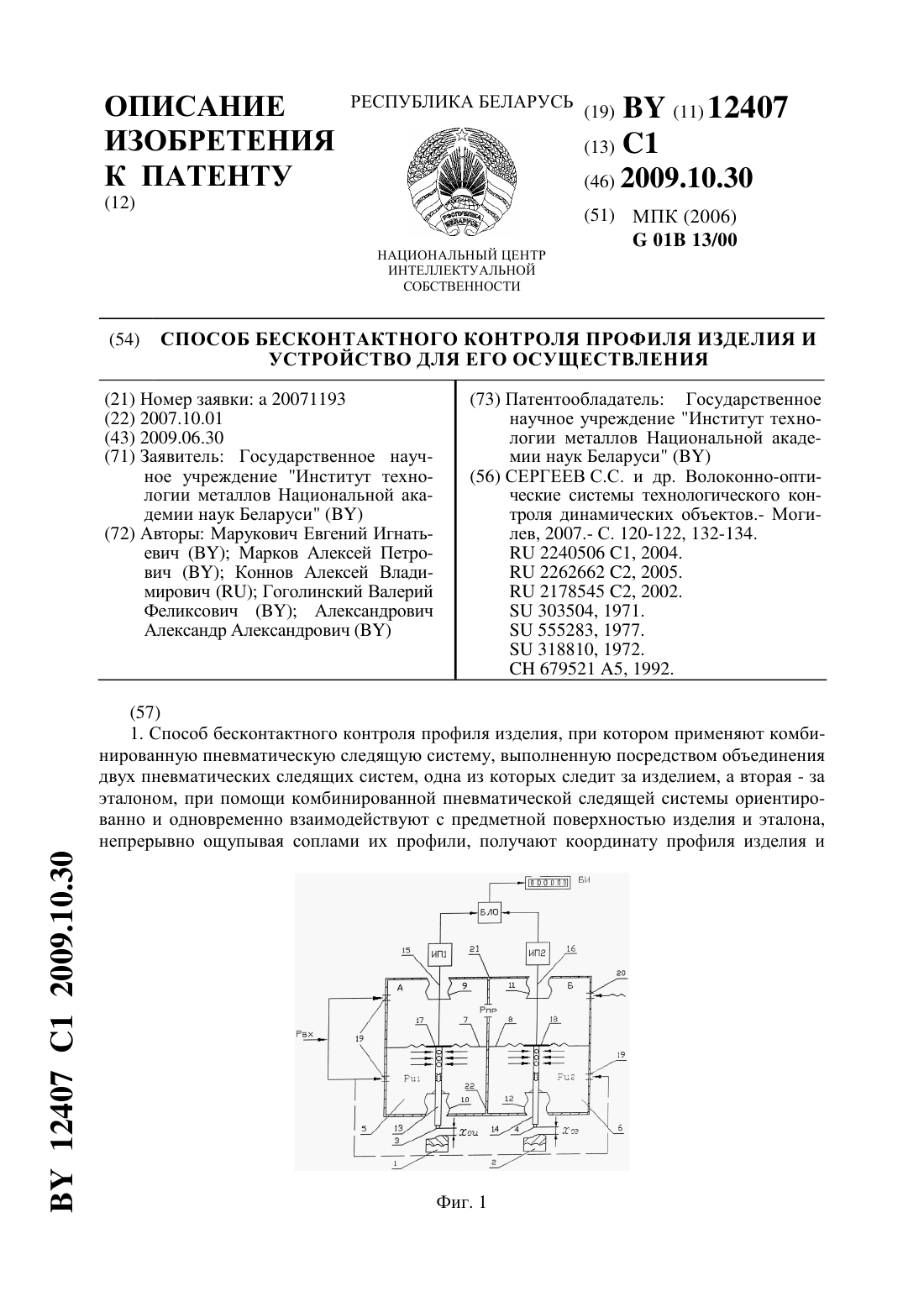
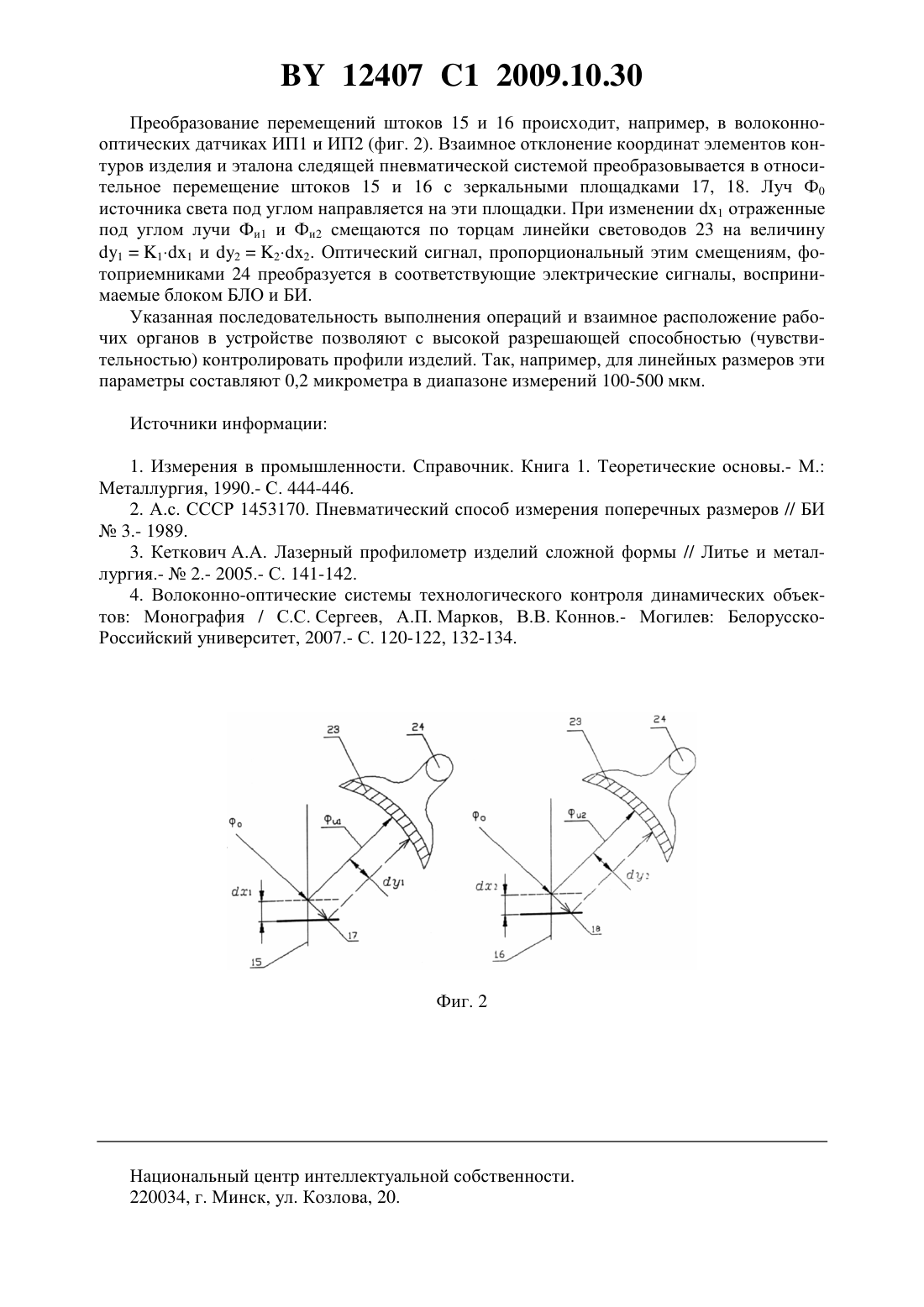
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ БЕСКОНТАКТНОГО КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Марукович Евгений ИгнатьевичМарков Алексей ПетровичКоннов Алексей ВладимировичГоголинский Валерий ФеликсовичАлександрович Александр Александрович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(56) СЕРГЕЕВ С.С. и др. Волоконно-оптические системы технологического контроля динамических объектов.- Могилев, 2007.- С. 120-122, 132-134.2240506 1, 2004.2262662 2, 2005.2178545 2, 2002.303504, 1971.555283, 1977.318810, 1972.679521 5, 1992.(57) 1. Способ бесконтактного контроля профиля изделия, при котором применяют комбинированную пневматическую следящую систему, выполненную посредством объединения двух пневматических следящих систем, одна из которых следит за изделием, а вторая - за эталоном, при помощи комбинированной пневматической следящей системы ориентированно и одновременно взаимодействуют с предметной поверхностью изделия и эталона,непрерывно ощупывая соплами их профили, получают координату профиля изделия и 12407 1 2009.10.30 эталона, сравнивают координату профиля изделия с координатой профиля эталона и определяют величину отклонения координаты профиля изделия относительно координаты профиля эталона в момент ощупывания с последующими световодным преобразованием,оптоэлектронной обработкой и отображением в блоке индикации в реальных пространственно-временных параметрах. 2. Устройство для бесконтактного контроля профиля изделия, содержащее корпус комбинированной пневматической следящей системы с пневматическим источником питания, питающим и регулировочным дросселями комбинированная пневматическая следящая система выполнена посредством объединения двух пневматических следящих систем, отделенных друг от друга жесткой перегородкой, выполненной с отверстием в верхней части и жестко связанной с корпусом с образованием камеры противодавления,при этом одна из систем предназначена для слежения за изделием, а вторая - за эталоном каждая пневматическая следящая система содержит рабочую камеру, разделенную герметичной гибкой мембраной на верхнюю и нижнюю камеры, сопло, пневматически связанное с рабочей камерой, верхний и нижний сильфоны, полый шток с отверстиями и зеркальной площадкой, установленный с возможностью перемещения вдоль оси, перпендикулярной поверхности изделия или эталона, и жестко связанный с соплом, сильфонами и гибкой мембраной, относительное перемещение которой через линейку световодов фиксируется волоконно-оптическим датчиком изделия или эталона, соединенным с оптоэлектронным блоком логической обработки выходных сигналов волоконно-оптических датчиков изделия и эталона с последующим отображением результата на блоке индикации. Изобретение относится к методам и средствам технологического контроля в литейном производстве и металлургии и может быть использовано для контроля и измерения формы поверхности, поперечных размеров, профилей и контуров изделий в статике и движущихся изделий. Известны способы и средства контактного, контактно-бесконтактного и бесконтактного контроля и измерения поперечных размеров и профилей. Контактная профилометрия 1 при всех своих преимуществах по точности ограничена метрологией формирования первичной информации о текущих отклонениях координат каждого элемента поверхности (контура) изделия в статике. На результатах контроля сказываются износ контактных щупов, а также сложности сопоставления координат контура реальной поверхности и координат контура поверхности по чертежу. Информационно-технические возможности бесконтактной профилометрии позволяют контролировать поперечные и продольные профили и контуры как в статике, так и в динамике 2. Способ заключается в том, что на поверхность контролируемого изделия направляют потоки газа, которыми интегрируют изделие, а величины давлений определяют из условий взаимного уравновешивания сил давления, действующих по обе стороны от измерительных сопел. Устройство содержит два измерительных сопла, расположенных оппозитно, установленных с возможностью перемещения вдоль их оси, оснащено датчиками давления и регулируемыми дросселями на входе, однако данное техническое решение позволяет контролировать только линейные макроразмеры сложно-контурных изделий. Известны способ и устройство для лазерной профилометрии 3. На контролируемый объект направляют тонкие пучки света большой интенсивности во взаимно ортогональных направлениях, при этом на обеих сторонах объекта формируются светящиеся полосы,очерчивающие контур сечения, который затем проецируется на светочувствительный элемент камеры, однако возможности лазерной профилометрии из-за расходимости даже 2 12407 1 2009.10.30 узкого луча и соизмеримости сечения луча с микронеровностями грани профиля также ограничены. Из известных наиболее близким по технической сущности является пневмоэлектрическое устройство для измерения линейных размеров детали 4. Устройство содержит корпус, разделенный гибкой герметичной мембраной на верхнюю и нижнюю камеры, регулировочный дроссель, шток с соплом, жестко соединенный с перегородкой, волоконно-оптический преобразователь перемещений штока в дискретный электрический сигнал. Метод предполагает предварительную настройку перемещения подвижной части преобразователя по эталону или образцовому изделию. К недостаткам можно отнести ограниченную точность и производительность измерений размеров штучных изделий при изготовлении и при их сортировке. Отмеченные недостатки обусловлены технологическими ограничениями при изготовлении и укладке дискретов, дифракцией светового потока, нестабильностью источника питания в одинарной схеме измерений. Изза контроля размеров в поле допуска с дискретным отсчетом требуется пересчет результатов для изменяющихся линейных размеров, что снижает производительность контроля. Следует отметить также, что размытость грани свет-тень при проектировании на границу дискретов линейки световодов увеличивает погрешность считывания. Единой технической задачей, на решение которой направлено настоящее изобретение,является повышение точности измерений и производительности метода. Задача достигается тем, что в способе бесконтактного контроля профиля изделия, при котором применяют комбинированную пневматическую следящую систему, выполненную посредством объединения двух пневматических следящих систем, одна из которых следит за изделием,а вторая - за эталоном, при помощи комбинированной пневматической следящей системы ориентированно и одновременно взаимодействует с предметной поверхностью изделия и эталона, непрерывно ощупывая соплами их профили, получают координату профиля изделия и эталона, сравнивают координату профиля изделия с координатой профиля эталона и определяют величину отклонения координаты профиля изделия относительно координаты профиля эталона в момент ощупывания с последующими световодным преобразованием, оптоэлектронной обработкой и отображением в блоке индикации в реальных пространственно-временных параметрах. Задача достигается тем, что в устройстве для бесконтактного контроля профиля изделия, содержащем корпус комбинированной пневматической следящей системы с пневматическим источником питания, питающим и регулировочным дросселями, комбинированная пневматическая следящая система выполнена посредством объединения двух пневматических следящих систем, отделенных друг от друга жесткой перегородкой, выполненной с отверстием в верхней части и жестко связанной с корпусом с образованием камеры противодавления, при этом одна из систем предназначена для слежения за изделием, а вторая - за эталоном, каждая пневматическая следящая система содержит рабочую камеру, разделенную герметичной гибкой мембраной на верхнюю и нижнюю камеры, сопло, пневматически связанное с рабочей камерой, верхний и нижний сильфоны, полый шток с отверстиями и зеркальной площадкой, установленный с возможностью перемещения вдоль оси, перпендикулярной поверхности изделия или эталона, и жестко связанный с соплом, сильфонами и гибкой мембраной, относительное перемещение которой через линейку световодов фиксируется волоконно-оптическим датчиком изделия или эталона, соединенным с оптоэлектронным блоком логической обработки выходных сигналов волоконно-оптических датчиков изделия и эталона с последующим отображением результата на блоке индикации. На фиг. 1 представлена схема устройства, реализующего способ, на фиг. 2 - схема световодного преобразователя. Устройство содержит конструктивно связанные пневматические камеры, с помощью которых отслеживаются изменения координат контуров изделия 1 и эталона 2, чувстви 3 12407 1 2009.10.30 тельные сопла 3 и 4, рабочую 5 и копирующую камеры 6, разделительные герметичные гибкие мембраны 7 и 8, с сильфонами 9, 10, 11, 12 каналы 13 и 14, со штоками 15 и 16 с зеркальными площадками 17, 18, питающий дроссель 19 и регулировочный дроссель 20,связанную с корпусом 21 жесткую перегородку 22, волоконно-оптические преобразователи ИП 1 и ИП 2, блок логической обработки БЛО и блок индикации БИ. За счет жестко связанной с корпусом 21 перегородки 22 создается совмещенная пневматическая камера противодавления Рпр. В такой конструкции пневматическая следящая система обеспечивает некоторое равновесное положение при заданных зазорах измерительных сопел относительно предметных поверхностей изделия и эталона. Устройство работает следующим образом. Пневматическая система измерения одновременно и направленно ощупывает профили изделия 1 и эталона 2 чувствительными соплами 3 и 4, пневматически связанными с рабочей камерой 5 и копирующей камерой 6. Чувствительные сопла жестко связаны соответственно с разделительными гибкими мембранами 7 и 8, сильфонами 9, 10, 11, 12. Положение разделительных мембран, выполняющих функции элементов сравнения, преобразовывается в перемещение штоков 15 и 16, жестко связанных с мембранами и чувствительными соплами. За счет дросселей 19 и 20 поддерживается связь с пневматическим источником питания. Предусмотренная в конструкции жестко связанная с корпусом 21 разделительная перегородка 22 образует совмещенную пневматическую камеру противодавления Рпр. Комбинированная конструкция пневматической системы измерения создает равновесное положение при начальных зазорах между соплами и изделием хои и между соплом и эталоном хоэ. В промежуточном положении мембран координаты штоков 15 и 16 (фиг. 2) через зеркала 17, 18, линейку 23 входных торцов световодов и фотоприемников 24 преобразовываются в сигналы, поступающие в блок логической обработки БЛО с последующим отображением в блоке индикации БИ. В случае, когда координата элемента контура изделия меньше значения зазора ои(оиоэ) (фиг. 2), возрастает расход воздуха и 1, который через отверстия в полом штоке и сопло 3 проходит через зазор между соплом и поверхностью изделия. За счет избыточного давления в верхней камере А под действием разности давлений в камере 5 и противодавления Рпр мембрана 7 смещается, а с ней перемещается и шток 15, растягивая верхний сильфон 9 и сжимая нижний сильфон 10. С увеличением объема верхней камеры А нарушается равновесие в камерах А и Б, что приводит к снижению давления в камере Б и перемещению мембраны 8 со штоком в верхнее положение. При этом жестко связанный с соплом 4 шток сжимает сильфон 11 и шток 16 смещается вверх. Такое взаимодействие в элементах следящей системы происходит до тех пор, пока не сравняются зазоры между соплами, ощупывающими изделие 1 и эталон 2, т.е. хоихоэ. В таком положении выравнивается давление Ри 1 и Ри 2, мембраны занимают промежуточное равновесное состояние. По перемещению штоков 15 и 16 оценивается величина отклонения координаты профиля изделия относительно координаты профиля эталона. В случае, когда координата элемента контура изделия больше эталонных параметров,соответственно зазор оиоэ, расход воздуха через сопло 4 возрастает, давление и 2 падает и противодавлением Рпр мембрана 8 смещается вниз, воздух из камеры А перетекает в камеру Б. Такое перераспределение происходит до тех пор, пока не наступит равновесие в силах противодавления, давлений Ри 1 и Ри 2 и усилий сильфонов. В таком состоянии максимальное перемещение штоков 15 и 16, выраженное в выходных сигналах преобразователей ИП 1 и ИП 2, определяет величину верхнего отклонения координаты контура изделия относительно эталона. Блок логической обработки (БЛО) выходных сигналов преобразователей ИП 1 и ИП 2 выдает результат в численных значениях с привязкой к пространственным параметрам изделия на блоке индикации БИ. 12407 1 2009.10.30 Преобразование перемещений штоков 15 и 16 происходит, например, в волоконнооптических датчиках ИП 1 и ИП 2 (фиг. 2). Взаимное отклонение координат элементов контуров изделия и эталона следящей пневматической системой преобразовывается в относительное перемещение штоков 15 и 16 с зеркальными площадками 17, 18. Луч Ф 0 источника света под углом направляется на эти площадки. При изменении 1 отраженные под углом лучи Фи 1 и Фи 2 смещаются по торцам линейки световодов 23 на величину 111 и 222. Оптический сигнал, пропорциональный этим смещениям, фотоприемниками 24 преобразуется в соответствующие электрические сигналы, воспринимаемые блоком БЛО и БИ. Указанная последовательность выполнения операций и взаимное расположение рабочих органов в устройстве позволяют с высокой разрешающей способностью (чувствительностью) контролировать профили изделий. Так, например, для линейных размеров эти параметры составляют 0,2 микрометра в диапазоне измерений 100-500 мкм. Источники информации 1. Измерения в промышленности. Справочник. Книга 1. Теоретические основы.- М. Металлургия, 1990.- С. 444-446. 2. А.с. СССР 1453170. Пневматический способ измерения поперечных размеров // БИ 3.- 1989. 3. Кеткович А.А. Лазерный профилометр изделий сложной формы // Литье и металлургия.-2.- 2005.- С. 141-142. 4. Волоконно-оптические системы технологического контроля динамических объектов Монография / С.С. Сергеев, А.П. Марков, В.В. Коннов.- Могилев БелорусскоРоссийский университет, 2007.- С. 120-122, 132-134. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01B 13/00
Метки: способ, профиля, бесконтактного, контроля, осуществления, устройство, изделия
Код ссылки
<a href="https://by.patents.su/5-12407-sposob-beskontaktnogo-kontrolya-profilya-izdeliya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ бесконтактного контроля профиля изделия и устройство для его осуществления</a>
Способ неразрушающего контроля усталости металлического изделия и устройство для его осуществления
Номер патента: 10954
Опубликовано: 30.08.2008
Авторы: Венгринович Валерий Львович, Бусько Валерий Николаевич, Довгялло Анатолий Григорьевич
МПК: G01N 27/72, G01N 3/32
Метки: усталости, контроля, изделия, неразрушающего, металлического, осуществления, способ, устройство
Текст:
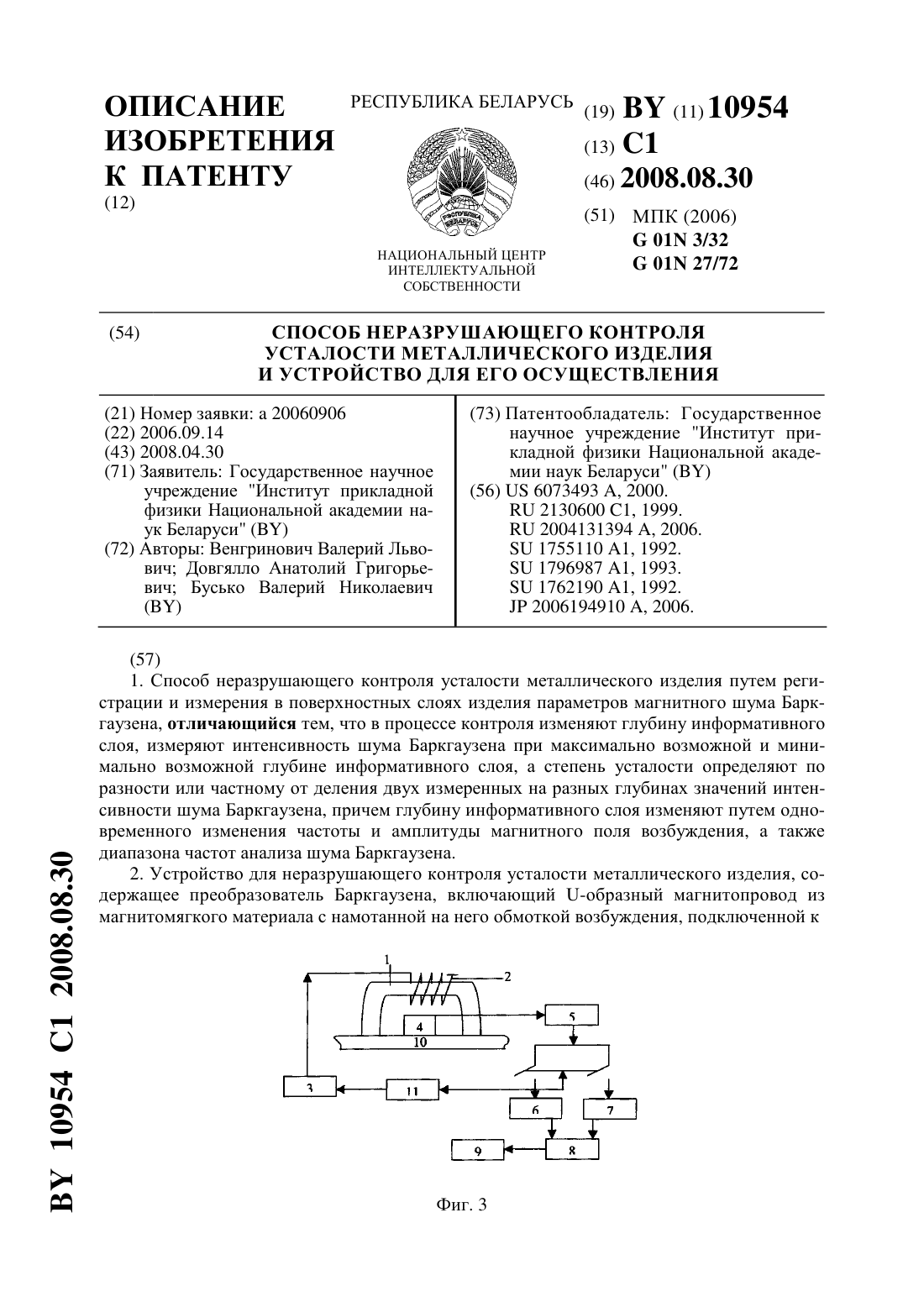
...распределения ШБ в образцах, подвергнутых знакопеременному циклированию изгибом. В результате впервые было установлено, что по мере увеличения числа циклов нагружения существенно возрастает градиент магнитного ШБ по глубине образца. Это является результатом сегрегации дефектов структуры металла и примесей на поверхности. Как правило, с увеличением степени деградации металла в процессе усталости ШБ в тонком поверхностном слое возрастает,...
Способ прокатки изделий переменного профиля и устройство для его осуществления
Номер патента: 2948
Опубликовано: 30.09.1999
Авторы: КУДИН Виктор Михайлович, Степаненко Александр Васильевич, Соколовский Игорь Феликсович, Исаевич Леонид Александрович, Сильванович Николай Владимирович, Рудович Александр Олегович, Король Владимир Андреевич
МПК: B21B 1/08, B21B 13/02
Метки: устройство, переменного, профиля, способ, прокатки, осуществления, изделий
Текст:
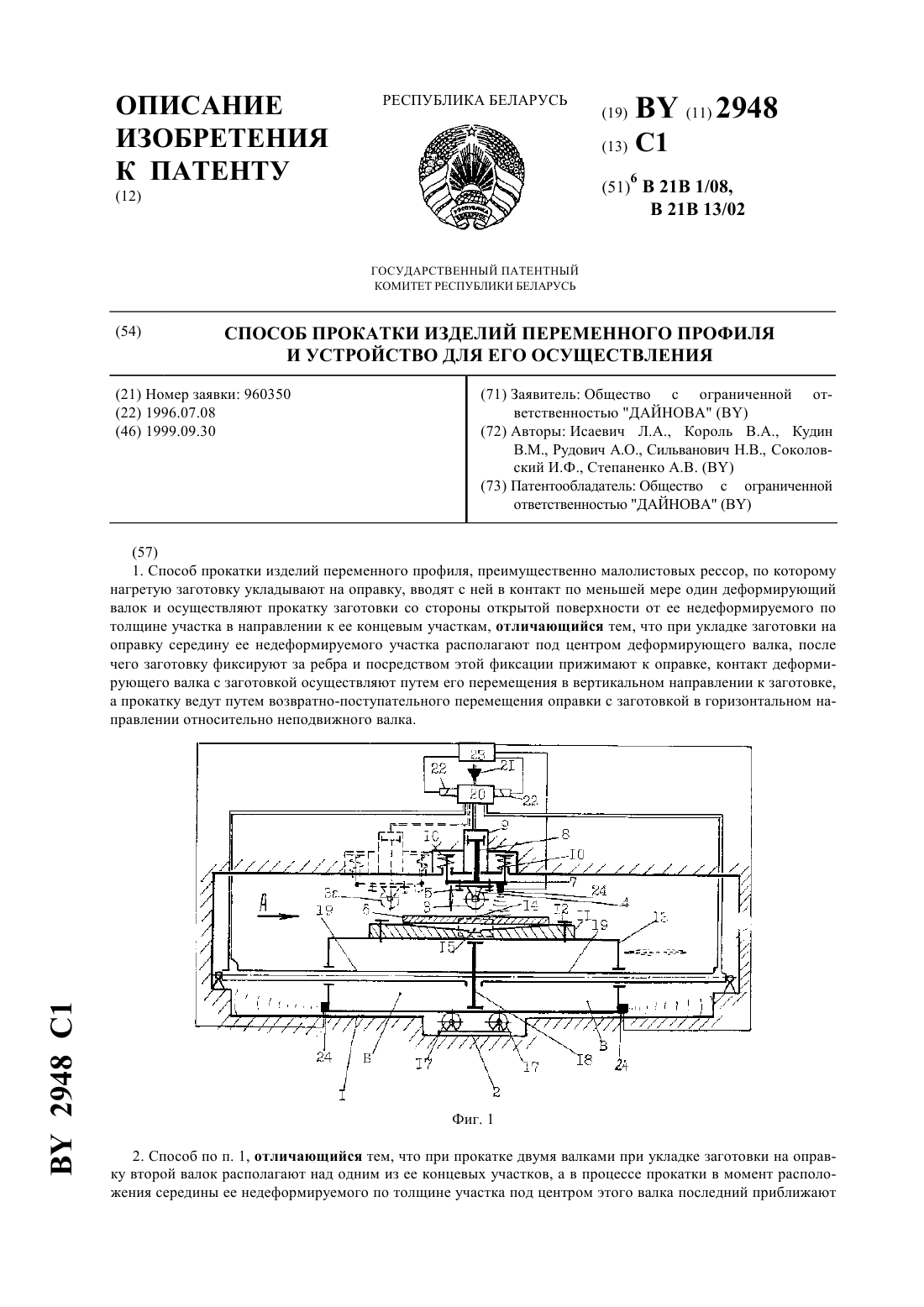
...оправку, снабженную прижимом для заготовки, имеются следующие существенные отличия ложемент выполнен в виде горизонтально расположенного на опорных валках гидроцилиндра, профилированная оправка закреплена на верхней поверхности его корпуса, а поршень гидроцилиндра соединен с закрепленными в станине полыми штоками, сообщенными с внутренней полостью гидроцилиндра и через распределитель с источником текучей среды, который соединен с...
Способ восстановления профиля зубьев зубчатых колес и устройство для его осуществления
Номер патента: 8471
Опубликовано: 30.10.2006
Авторы: Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович
МПК: B23P 6/00
Метки: устройство, осуществления, колес, зубчатых, зубьев, восстановления, способ, профиля
Текст:
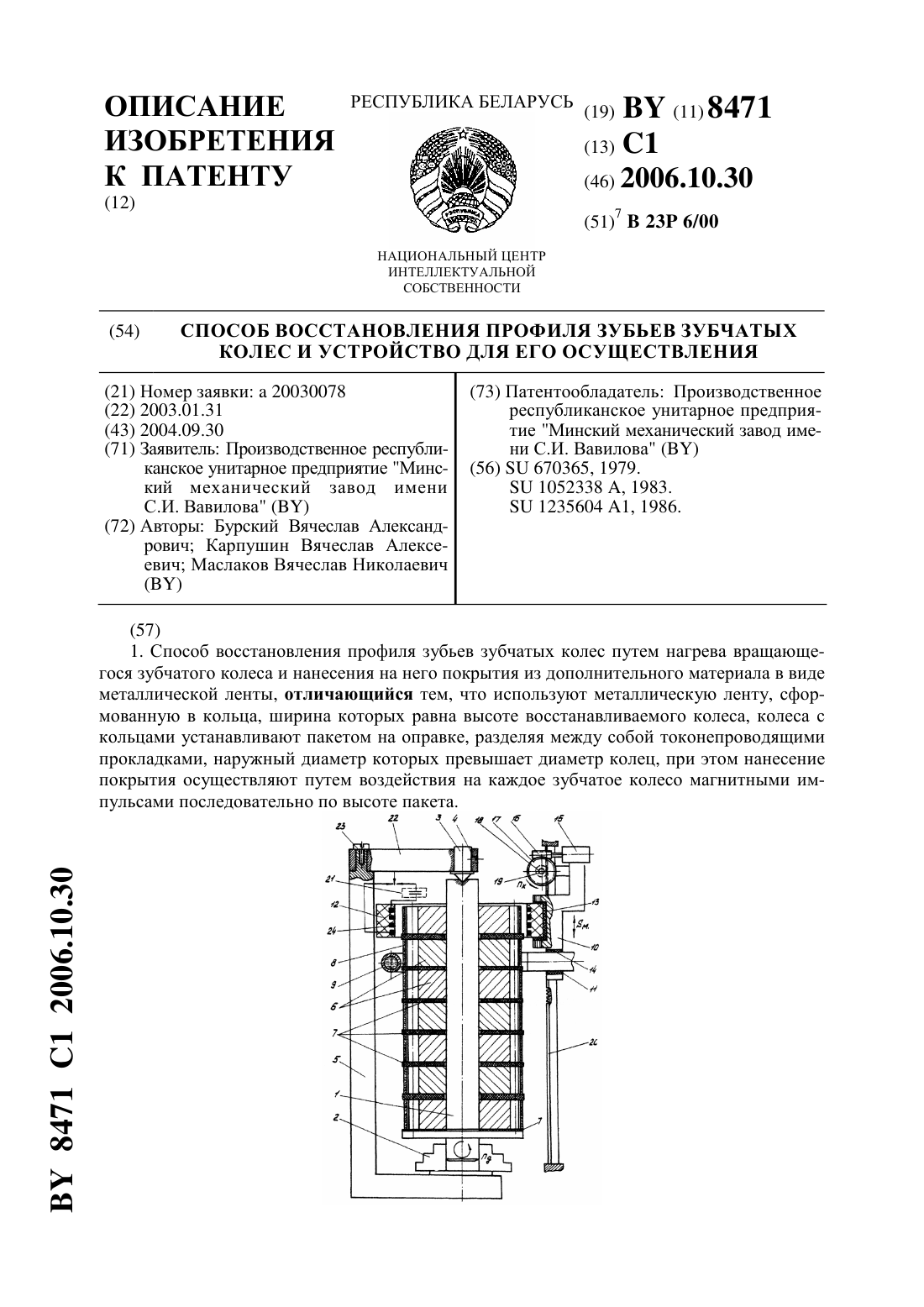
...нагрева - индуктор ТВЧ (поз. 9) жестко прикреплен к захвату 10 и изолирован от нее токонепроводящей втулкой 11. Средство нанесения покрытия из дополнительного материала (кольцо из ленты 8) выполнено в виде магнитно-импульсной установки, обойма 12 которой установлена в изолированном захвате 10 посредством накладки 13 и закреплена винтом 14, а также привода вертикального перемещения обоймы 12. Привод содержит шаговый реверсивный двигатель...
Способ неразрушающего контроля и устройство для его осуществления
Номер патента: 3295
Опубликовано: 30.03.2000
Авторы: Правоторов Юрий Витальевич, Сергеев Сергей Сергеевич
МПК: G01N 29/00, G01H 9/00
Метки: осуществления, контроля, устройство, способ, неразрушающего
Текст:
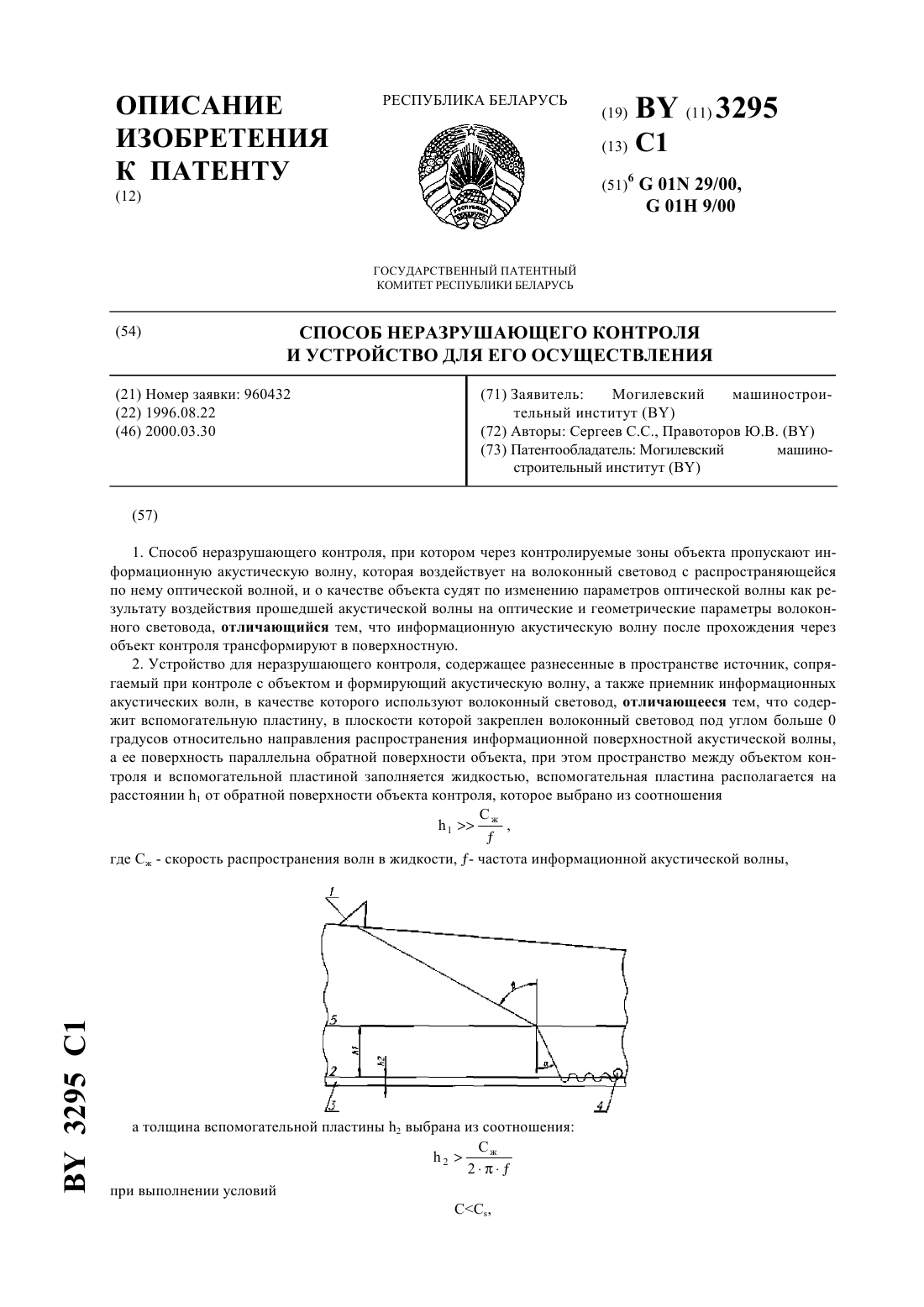
...качестве объекта судят по изменению параметров оптической волны как результату воздействия прошедшей акустической волны на оптические и геометрические параметры волоконного световода, согласно изобретению, информационную акустическую волну после прохождения через объект контроля трансформируют в поверхностную. Решение указанной задачи достигается также тем, что предложено устройство для неразрушающего контроля, содержащее разнесенные в...
Способ обработки поверхности протяженного изделия, линия и устройство для его осуществления
Номер патента: 10099
Опубликовано: 30.12.2007
Авторы: МАРУТЬЯН, Сергей Васильевич, ВОЛКОВ, Юрий Сергеевич
МПК: C23C 2/36
Метки: устройство, осуществления, протяженного, изделия, линия, обработки, поверхности, способ
Текст:
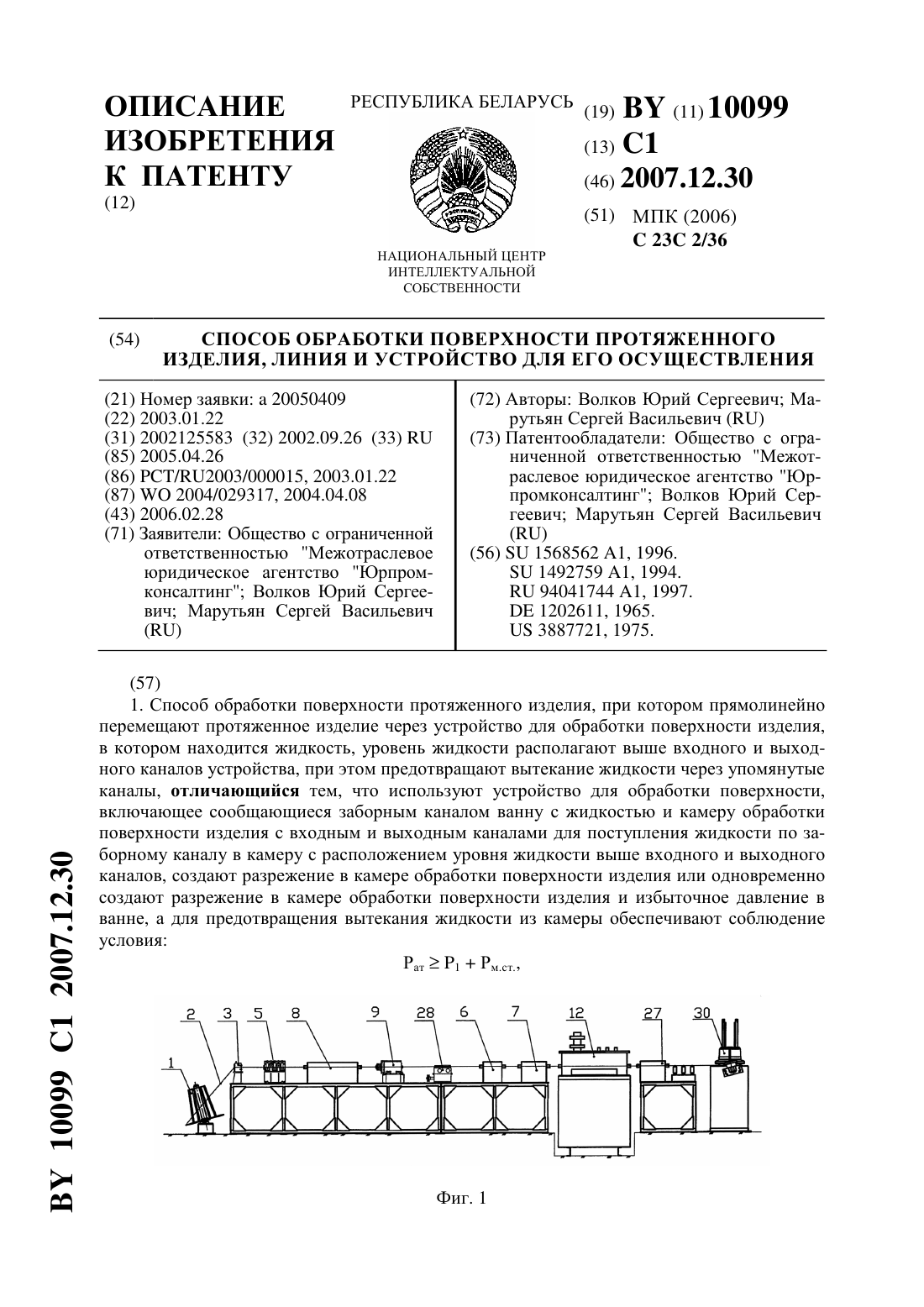
...за счет простого и надежного удержания материала, которым обрабатывают изделие (раствора, расплава), от вытекания через входной и выходной каналы. Изобретение обеспечивает повышение качества получаемого покрытия или качества обработанной поверхности изделия вследствие того, что режимы, предлагаемые в изобретении, позволяют обеспечить как спокойное состояние материала, находящегося в устройстве для обработки поверхности изделия (например,...
Предыдущий патент: Способ нагрева в кольцевой печи заготовок для получения бесшовных труб
Следующий патент: Способ измерения твердости металла и устройство для его осуществления
Случайный патент: Гидроксиэтиламино-сульфониламиды гетероциклокарбонильных аминокислот в качестве ингибиторов ретровирусной протеазы