Композиционное плакированное абразивное зерно
Номер патента: 12431
Опубликовано: 30.10.2009
Авторы: Якубовская Светлана Владимировна, Судник Лариса Владимировна, Кульбицкая Людмила Викторовна, Жук Елена Владимировна
Текст
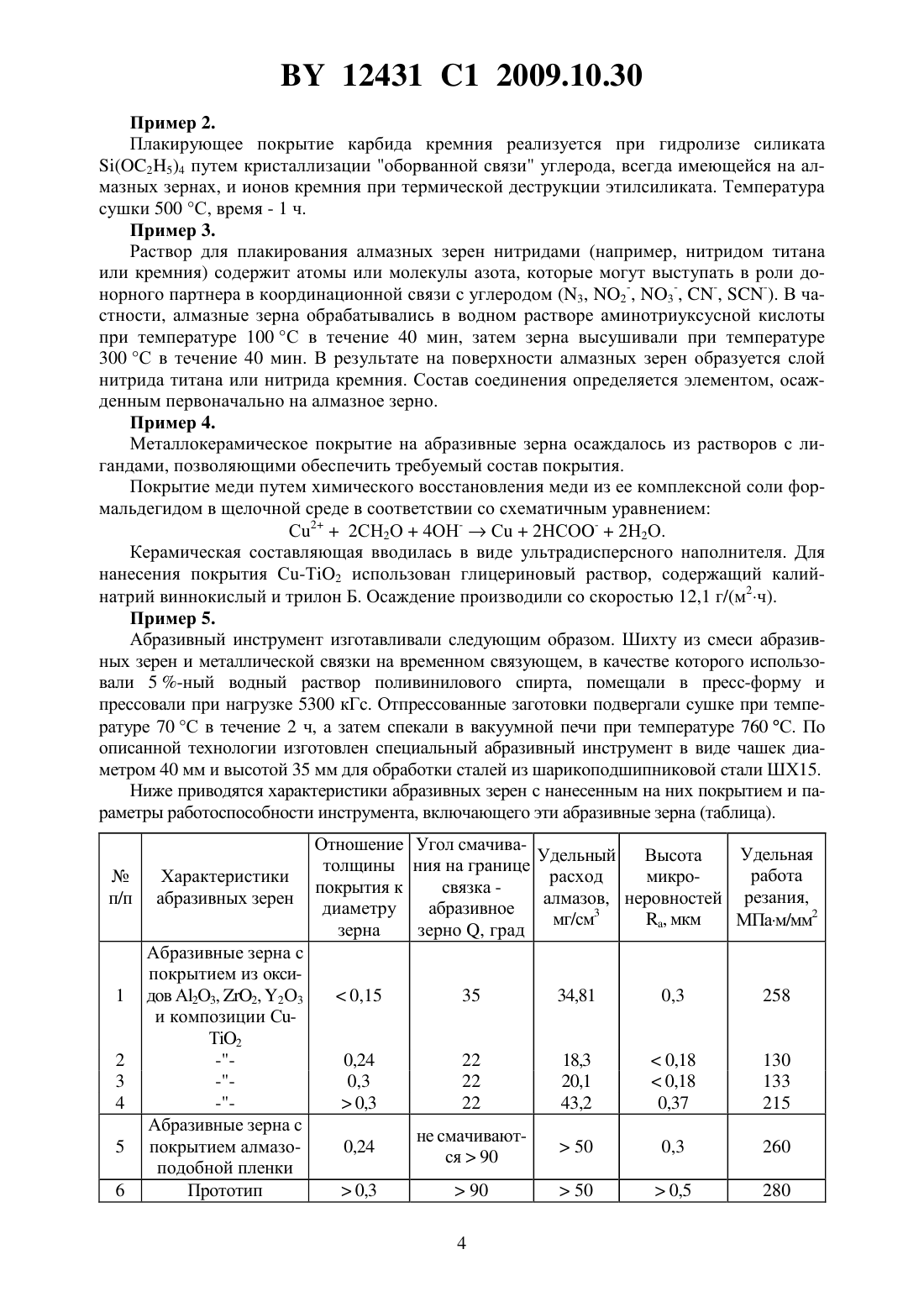
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОМПОЗИЦИОННОЕ ПЛАКИРОВАННОЕ АБРАЗИВНОЕ ЗЕРНО(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Судник Лариса Владимировна Якубовская Светлана Владимировна Кульбицкая Людмила Викторовна Жук Елена Владимировна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) 1. Композиционное плакированное абразивное зерно, содержащее абразивную частицу синтетического алмаза с нанесенным на нее покрытием, включающим слой неметаллических тугоплавких соединений, нанесенный методом химического осаждения с последующим термолизом, отличающееся тем, что покрытие дополнительно содержит металлокерамический слой, при этом толщина слоя неметаллических тугоплавких соединений составляет 0,05-0,10 диаметра абразивной частицы, толщина металлокерамического слоя - 0,15-0,30 диаметра абразивной частицы, а соотношение толщины слоев не превышает 13 соответственно, толщина покрытия составляет 0,2-0,4 диаметра абразивной частицы, а его твердость ниже твердости алмаза. 2. Композиционное плакированное абразивное зерно по п. 1, отличающееся тем, что слой неметаллических тугоплавких соединений нанесен на поверхность абразивной частицы. 3. Композиционное плакированное абразивное зерно по п. 1, отличающееся тем, что металлокерамический слой нанесен на поверхность слоя неметаллических тугоплавких соединений, при этом его твердость ниже твердости слоя неметаллических тугоплавких соединений. Изобретение относится к производству абразивных зерен, предназначенных для композиционных металлокерамических материалов и используемых в производстве абразивного инструмента на металлических связках. Абразивные зерна являются основной областью применения тугоплавких соединений,т.к. обладают высокой твердостью, прочностью, химической устойчивостью. Это способствует основным требованиям, предъявляемым к абразивам, направленным на обеспечение высокой производительности, чистоты обработанных поверхностей, минимального накопления повреждений на поверхности и в объеме материала как при шлифовании, так и при полировании 1, 2. 12431 1 2009.10.30 Основными показателями, характеризующими абразивные материалы, являются абразивная способность, прочность зерна на сжатие, шероховатость обрабатываемых материалов. Известны синтетические абразивные зерна, получаемые в процессе расплавления, когда керамические материалы расплавляются в печи, а затем охлаждаются или медленно,чтобы получить твердый клинкер, или быстро - погружением в воду - для получения мелких кристаллов 3, 4. Известно, что нанесение защитных покрытий на абразивные зерна, в частности металлизация алмазных зерен, повышает их прочность, предохраняет их от дробления при формовании и окисления при спекании, увеличивает зерноудержание в матрице и теплопроводность в рабочем слое, что в итоге приводит к повышению работоспособности инструмента в целом 5. Однако в ряде случаев способ неприемлем из-за несовместимости металла связки и абразивных зерен по ряду физико-механических характеристик, например по коэффициенту термического расширения. Кроме того, известные способы по нанесению металлических слоев связаны с применением вредных для окружающей среды соединений хлора 5, а также требуют сложного аппаратного оснащения. Известен способ, при котором для увеличения адгезии абразивного слоя его покрывают тонким гальваническим слоем меди толщиной до 0,1 мм 6. Этот способ непригоден для абразивных инструментов, т.к. не обеспечивает самозатачиваемость абразивных зерен при работе инструментом на металлических связках и не обеспечивает самозатачиваемость отдельных абразивных зерен в инструменте с металлической связкой. Метод не может быть использован для изготовления инструмента с узкой кромкой рабочего слоя 7 из-за намазывания меди на обрабатываемые поверхности и образования прижогов, а также высокой адгезии к стенкам пресс-формы при формировании инструмента. Известен также способ изготовления многослойного покрытия на абразивных частицах для шлифовального инструмента 8. Многослойное покрытие частиц синтетического абразивного зерна для спекаемого шлифовального инструмента обладает хорошей удерживающей способностью и увеличенным сроком службы. Покрытие содержит 2 слоя. Первый слой покрытия наносят способом химического осаждения из газовой фазы . Второй слой покрытия наносят химическим или гальваническим осаждением. Недостатком этого способа является сложное аппаратное оснащение. Кроме того, способ не обеспечивает эффект самозатачиваемости абразивных зерен. Наиболее близким по технической сущности и достигаемому результату является изобретение 9, согласно которому композиционное плакированное алмазное зерно представляет собой абразивную частицу синтетического алмаза с нанесенным на нее покрытием из неметаллических тугоплавких соединений. Покрытие нанесено методом термолиза, при этом толщина покрытия составляет 0,05-0,10 диаметра алмазного зерна, а его твердость ниже твердости алмаза. Указанное изобретение исключает применение абразивных частиц, получаемых по известному способу, для инструментов на металлических связках из-за разницы температурных коэффициентов линейного расширения связки и абразивных зерен. Задача настоящего изобретения - повышение прочности синтетических алмазных зерен за счет состава и наноразмерности покрытия, увеличение адгезионной способности абразивных зерен по отношению к металлической связке и обеспечение самозатачиваемости отдельных алмазных зерен. Поставленная задача решается путем создания композиционного плакированного абразивного зерна, содержащего абразивную частицу синтетического алмаза с нанесенным на нее покрытием, включающим слой неметаллических тугоплавких соединений, нанесенный методом химического осаждения с последующим термолизом. Отличительная часть заявляемого изобретения заключается в том, что покрытие дополнительно содержит металлокерамический слой. При этом толщина слоя неметаллических тугоплавких соединений составляет 0,05-0,10 диаметра абразивной частицы,2 12431 1 2009.10.30 толщина металлокерамического слоя - 0,15-0,30 диаметра абразивной частицы, а соотношение толщины слоев не превышает 13, соответственно толщина покрытия составляет 0,2-0,4 диаметра абразивной частицы, а его твердость ниже твердости алмаза. При увеличении толщины керамического покрытия свыше 0,1 диаметра абразивного зерна покрытие будет отшелушиваться, а при изготовлении инструмента на границах соединения абразивного зерна и матричного материала (связки) будут иметь место трещины,расслоение материала, прочность удержания алмазных зерен снизится, работоспособность материала резко упадет. При снижении толщины покрытия ниже заявляемой не будут залечиваться поверхностные эффекты, а на микропорошках вообще трудно будет достичь равномерности покрытия по толщине, что не позволит достичь заявляемого результата. При увеличении твердости покрытия до твердости алмаза (алмазоподобная пленка) не обеспечивается самозатачиваемость алмазных зерен, при уменьшении твердости покрытия ниже твердости металлической связки абразивные зерна легко будут выкрашиваться из рабочего слоя. Метод нанесения металлокерамических слоев - химическое осаждение, заключающееся в осаждении требуемых соединений на абразивные зерна из соответствующих химических растворов, которые при высыхании и термической деструкции образуют тонкие покрытия, толщина которых лимитируется составами растворов и режимами осаждения. Метод не требует дорогостоящего оборудования, является простым и не приводит к удорожанию инструмента, использующего алмазные зерна, т.к. небольшие затраты на нанесение покрытий окупаются увеличением технологических и эксплуатационных характеристик как самих алмазных зерен, так и инструментов, в которых они использованы. Преимущества заявляемого композиционного плакированного абразивного зерна обеспечение самозатачиваемости отдельных зерен, увеличение прочности за счет залечивания поверхностных несовершенств, повышенная адгезионная способность за счет оптимизированного состава покрытия, снижение окисляемости, снижение коэффициента трения с обрабатываемым материалом, снижение температуры в зоне резания и повышение эксплуатационных температур. Способ изготовления композиционных плакированных абразивных зерен включает нанесение на зерна из синтетических алмазов покрытия неметаллических тугоплавких соединений и металлокерамики химическим осаждением. На абразивные зерна наносят покрытие из раствора солей металла, оксид которого планируется получить. При разработке метода нанесения покрытия была использована способность алкоголятов некоторых металлов и других металлических соединений, содержащих группировку (гдеорганический радикал,- металл), образовывать при высыхании их растворов, нанесенных на твердую поверхность, прочные тонкие слои. Нагрев приводит к термической деструкции входящих в их состав алкоксидов, в результате которой на поверхности твердого тела остаются только оксиды металла 10, 11. При нанесении металлокерамического покрытия химическим осаждением использовались растворы для химической металлизации с нанодисперсным наполнителем 12. Сущность изобретения поясняется следующими примерами. Пример 1. Раствор для нанесения покрытий на абразивные зерна содержал смесь, полученную при синтезе органического производственного циркония с добавкой концентрированного раствора (О 3)3, содержащего аддукт тетрахлорида циркония 554, в котором атом кислорода обладает избытком положительного заряда. Стремясь скомпенсировать этот избыток, такие молекулы проявляют сильную реакционную способность, что приводит к резкому повышению адгезии пленки к подложке. В процессе обработки раствором и последующего отжига при 500 С (3 с) сформированы покрытия толщиной от 6 до 200 нм. Из полученных композиционных плакированных зерен изготавливали абразивный и инструмент с нанесенными слоями тугоплавких соединений. 3 12431 1 2009.10.30 Пример 2. Плакирующее покрытие карбида кремния реализуется при гидролизе силиката(25)4 путем кристаллизации оборванной связи углерода, всегда имеющейся на алмазных зернах, и ионов кремния при термической деструкции этилсиликата. Температура сушки 500 С, время - 1 ч. Пример 3. Раствор для плакирования алмазных зерен нитридами (например, нитридом титана или кремния) содержит атомы или молекулы азота, которые могут выступать в роли донорного партнера в координационной связи с углеродом (3, 2-, 3-, -, -). В частности, алмазные зерна обрабатывались в водном растворе аминотриуксусной кислоты при температуре 100 С в течение 40 мин, затем зерна высушивали при температуре 300 С в течение 40 мин. В результате на поверхности алмазных зерен образуется слой нитрида титана или нитрида кремния. Состав соединения определяется элементом, осажденным первоначально на алмазное зерно. Пример 4. Металлокерамическое покрытие на абразивные зерна осаждалось из растворов с лигандами, позволяющими обеспечить требуемый состав покрытия. Покрытие меди путем химического восстановления меди из ее комплексной соли формальдегидом в щелочной среде в соответствии со схематичным уравнением С 22 СН 2 О 4 ОН-С 2 НСО-2 Н 2 О. Керамическая составляющая вводилась в виде ультрадисперсного наполнителя. Для нанесения покрытия С-Т 2 использован глицериновый раствор, содержащий калийнатрий виннокислый и трилон Б. Осаждение производили со скоростью 12,1 г/(м 2 ч). Пример 5. Абразивный инструмент изготавливали следующим образом. Шихту из смеси абразивных зерен и металлической связки на временном связующем, в качестве которого использовали 5 -ный водный раствор поливинилового спирта, помещали в пресс-форму и прессовали при нагрузке 5300 кГс. Отпрессованные заготовки подвергали сушке при температуре 70 С в течение 2 ч, а затем спекали в вакуумной печи при температуре 760 С. По описанной технологии изготовлен специальный абразивный инструмент в виде чашек диаметром 40 мм и высотой 35 мм для обработки сталей из шарикоподшипниковой стали ШХ 15. Ниже приводятся характеристики абразивных зерен с нанесенным на них покрытием и параметры работоспособности инструмента, включающего эти абразивные зерна (таблица). Характеристики абразивных зерен Абразивные зерна с покрытием из оксидов А 2 О 3, 2, 2 О 3 и композиции СТ 2 Абразивные зерна с покрытием алмазоподобной пленки Прототип Отношение Угол смачиваУдельная Удельный Высота толщины ния на границе работа расход микропокрытия к связка алмазов, неровностей резания,диаметру абразивное мг/см 3 12431 1 2009.10.30 Обрабатываемый материал - твердый сплав Т 15 К 6. Исходные абразивные зерна диаметром 125/100 на металлической связке 1 (режимы обработки шлифование с продольной подачей 2 м/мин, поперечной подачей 0,03 мм/дв. ход при скорости круга 0,03 мм/дв. ход). Как видно из таблицы, нанесение покрытий существенно ( в 2 раза) снижает удельную работу резания. Это объясняется лучшей прочностью связи на границе абразивное зерно - связка из-за улучшения условий смачиваемости. При этом возможно увеличение скорости резания, а значит, достигается повышение производительности. Улучшается качество обрабатываемой поверхности, снижается высота микронеровностей в 1,64 раза. Заявляемый способ позволяет увеличить конкурентоспособность и по экономическим соображениям, т.к. снижается расход дефицитных абразивных зерен. Полученные материалы и инструменты, включающие заявляемые зерна, отвечают требованиям, предъявляемым к абразивным зернам и материалам, что в сочетании с полученным экономическим эффектом позволяет рекомендовать их для широкого использования в инструментальном производстве. Источники информации 1. Адамовский А.А. Абразивные материалы из металлоподобных тугоплавких соединений // Порошковая металлургия.- 1974.-5.- С. 49-56. 2. Самсонов Г.В. Новые абразивные материалы для шлифования и доводки // Порошковая металлургия.- 1973.-7.- С. 72-82. 3. Патент США 4,685,937, МПК 04 35/65, 1987. 4. Патент США 5, 009,676, МПК С 04 И 35/111, 1991. 5. Получение, свойства и применение порошков алмаза и кубического нитрида бора.Минск Беларуская навука, 2003.- С. 217-219. 6. Заявка ПНР 259448, МПК 7 В 24, 1987. 7. Попов С.А., Малевский Н.П., Терещенко Л.М. Алмазно-абразивная обработка металлов и твердых сплавов.- М. Машиностроение, 1977.- С. 111. 8. Патент США 5250086, МПК 5 В 24 3/02. 9. Патент РБ 9047, МПК 7 С 01 В 31/6, 2006 (прототип). 10. Алесковский В.В. Курс химии надмолекулярных соединений.- Ленинград ЛГУ,1990.- С. 282. 11. Штанский Д.В., Машев Е.А. Многокомпонентные наноструктурные тонкие пленки, проблемы и решения // Цветная металлургия.- 2001.-3.- С. 52-61. 12. Бреховских С.М., Подобеда Л.Г., Русакова Л.Н. Реакционная пропитка - новый метод синтеза металлокерамических композиций // Неорганические материалы.- 1974.- Т. 10, 9.- С. 1713-1716. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24D 3/04, C30B 29/04, C09K 3/14
Метки: композиционное, плакированное, зерно, абразивное
Код ссылки
<a href="https://by.patents.su/5-12431-kompozicionnoe-plakirovannoe-abrazivnoe-zerno.html" rel="bookmark" title="База патентов Беларуси">Композиционное плакированное абразивное зерно</a>
Композиционное плакированное алмазное зерно
Номер патента: 9047
Опубликовано: 30.04.2007
Авторы: Жук Алла Григорьевна, Жук Елена Владимировна, Судник Лариса Владимировна
МПК: C01B 31/06, C09K 3/14, B24D 3/14...
Метки: композиционное, плакированное, зерно, алмазное
Текст:
...характеристик как самих алмазных зерен, так и инструментов, в которых они использованы. Преимущества заявляемого композиционного плакированного алмазного синтетического зерна увеличение прочности за счет залечивания поверхностных несовершенств,повышенная адгезионная способность за счет состава и наноразмерности покрытия, снижение окисляемости, понижение технологических и повышение эксплуатационных температур. Способ изготовления плакируемых...
Композиционное многослойное покрытие
Номер патента: 10924
Опубликовано: 30.08.2008
Авторы: Кравченко Виктор Иванович, Рогачев Александр Владимирович, Овчинников Евгений Витальевич, Костюкович Геннадий Александрович, Попов Александр Викторович, Радевич Александр Михайлович, Струк Василий Александрович, Авдейчик Сергей Валентинович
МПК: C23C 14/06
Метки: композиционное, многослойное, покрытие
Текст:
...слои с различным содержанием алмазоподобной и графитоподобной фракции, так называемые алмазоподобные покрытия (АПП), углеродсодержащие слои, легированные титаном . Слои наносили на режущие кромки сверл из стали Р 6 М 5 с диаметром рабочей части 0,3, 0,5, 0,8, 1,0, 2,0 мм. Для нанесения композиционного материала использовали серийную установку вакуумного напыления УВ НИПА-1-001. Установка содержит газовый ионный источник, с помощью...
Абразивное изделие и форма для изготовления абразивного изделия

Номер патента: U 2989
Опубликовано: 30.08.2006
Авторы: Катюк Андрей Владиславович, Мороз Валерий Васильевич, Будрица Александр Александрович
МПК: B24D 11/00
Метки: абразивное, форма, изготовления, изделие, абразивного, изделия
Текст:
...связанный с основой. Благодаря подбору соответствующей технологии изготовления предлагаемого абразивного изделия, в частности особых технологических режимов и специальной технологической оснастки, а также органического связующего для абразивной массы авторам удалось получить высоконадежное соединение абразивных элементов с основой без использования слоя связующего материала. В предпочтительной форме реализации предлагаемого абразивного...
Композиционное покрытие и способ его изготовления
Номер патента: 6057
Опубликовано: 30.03.2004
Авторы: Басинюк Владимир Леонидович, Макаревич Геннадий Викторович, Берестнев Олег Васильевич, Кирейцев Максим Валерьевич, Сасковец Валерий Васильевич
МПК: C23C 28/00, C25D 11/18
Метки: композиционное, способ, покрытие, изготовления
Текст:
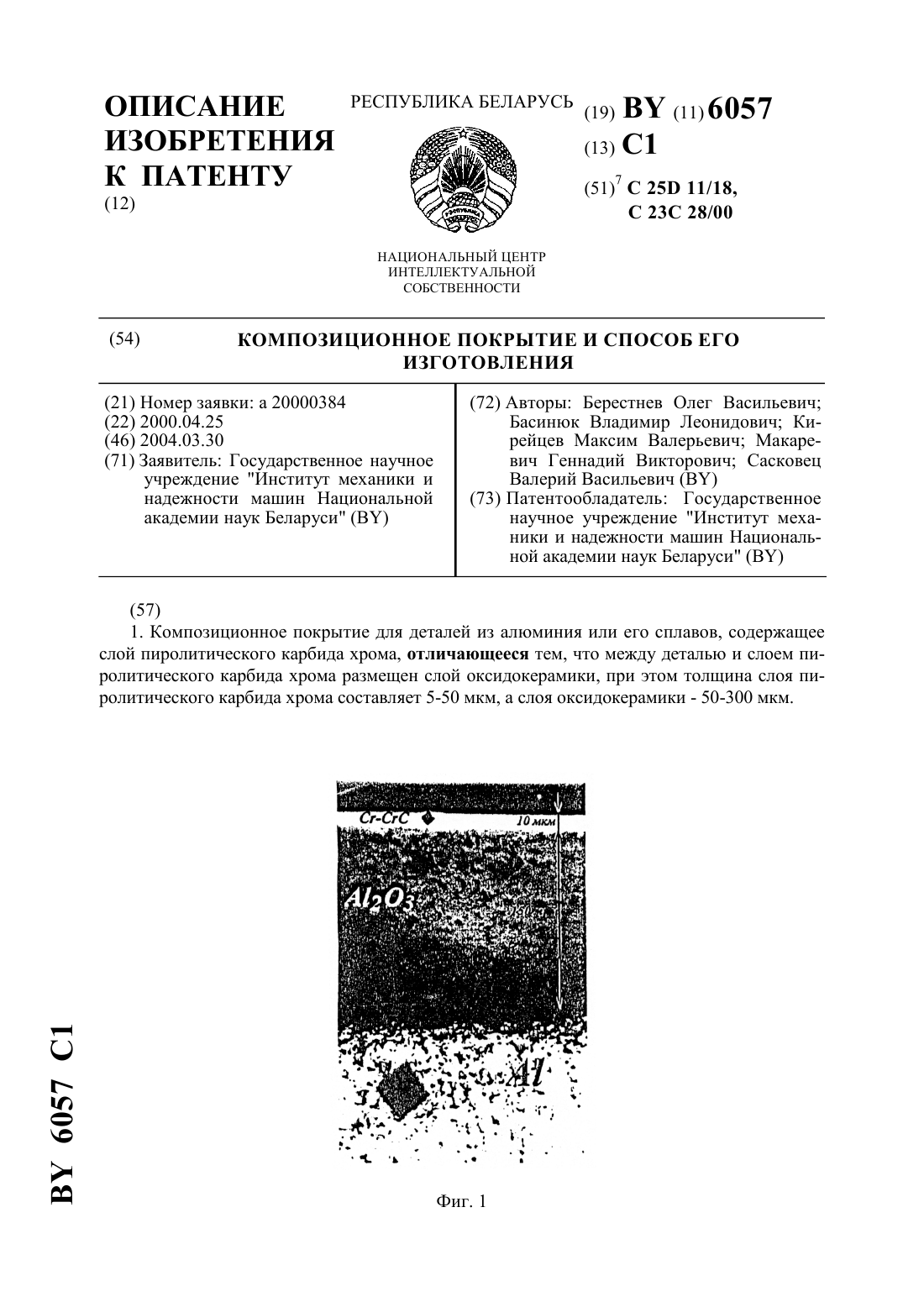
...исследования, увеличение толщины нанесенного слоя карбида хрома (более 50 мкм) на основу из алюминия или его сплавов, кроме увеличения затрат дорогостоящих материалов, приводит к возникновению значительных внутренних напряжений, способствующих отслоению покрытия, его разрушению и, как следствие, потере работоспособности узла. Задачей изобретения является создание износостойкого композиционного покрытия и способа его изготовления,...
Композиционное покрытие на деталях из алюминиевых сплавов и способ его изготовления
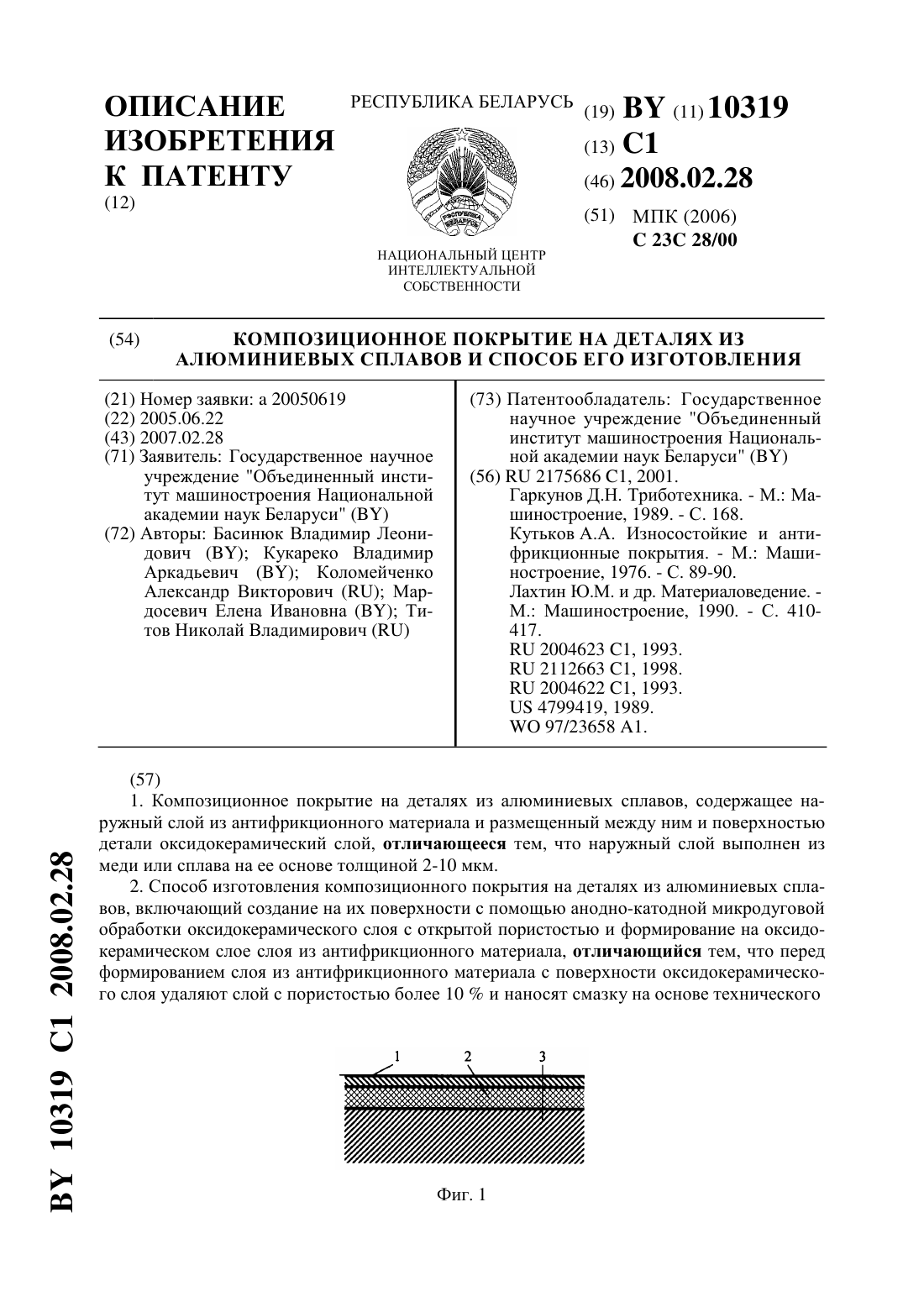
Номер патента: 10319
Опубликовано: 28.02.2008
Авторы: Мардосевич Елена Ивановна, Титов Николай Владимирович, Кукареко Владимир Аркадьевич, Коломейченко Александр Викторович, Басинюк Владимир Леонидович
МПК: C23C 28/00
Метки: алюминиевых, способ, сплавов, изготовления, покрытие, деталях, композиционное
Текст:
...поверхности техническим глицерином, активизирующим процессы взаимодействия пластины с оксидокерамическим слоем, и теплоизоляция зоны контакта от прижимающего элемента и материала основы позволяет обеспечить интенсивный локализованный разогрев пластины и эффективное формирование антифрикционного покрытия на оксидокерамическом слое при относительно небольших контактных давлениях (менее 15 МПа) и невысокой объемной температуре, исключив...
Предыдущий патент: Рыхлитель
Следующий патент: Устройство для вычисления модулярных симметрических булевых функций n переменных
Случайный патент: Кремниевая эпитаксиальная структура ориентации (001)