Способ восстановления профиля зубьев зубчатых колес и устройство для его осуществления
Номер патента: 8471
Опубликовано: 30.10.2006
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
Текст
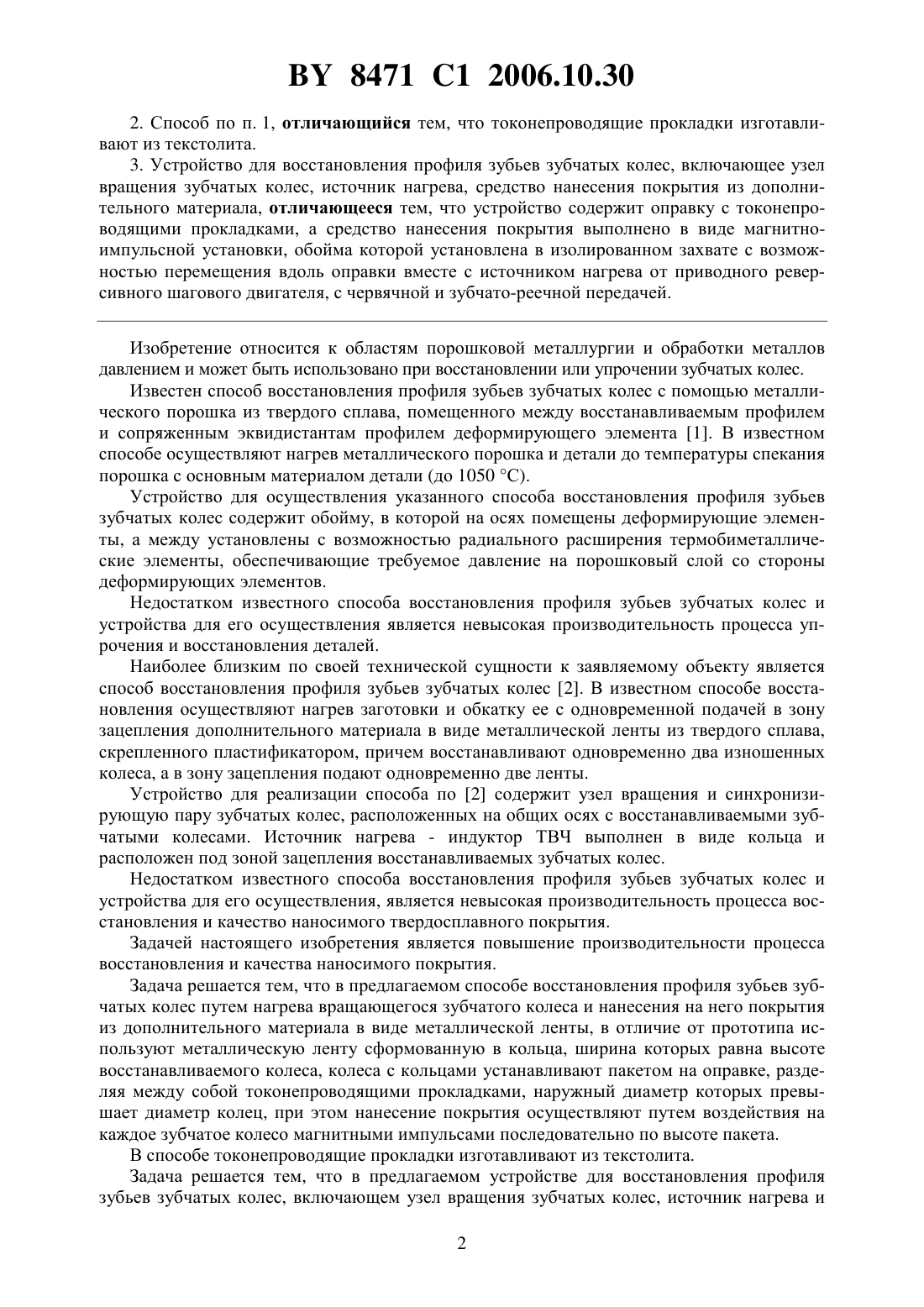
(51)23 6/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Производственное республиканское унитарное предприятие Минский механический завод имени С.И. Вавилова(72) Авторы Бурский Вячеслав Александрович Карпушин Вячеслав Алексеевич Маслаков Вячеслав Николаевич(73) Патентообладатель Производственное республиканское унитарное предприятие Минский механический завод имени С.И. Вавилова(57) 1. Способ восстановления профиля зубьев зубчатых колес путем нагрева вращающегося зубчатого колеса и нанесения на него покрытия из дополнительного материала в виде металлической ленты, отличающийся тем, что используют металлическую ленту, сформованную в кольца, ширина которых равна высоте восстанавливаемого колеса, колеса с кольцами устанавливают пакетом на оправке, разделяя между собой токонепроводящими прокладками, наружный диаметр которых превышает диаметр колец, при этом нанесение покрытия осуществляют путем воздействия на каждое зубчатое колесо магнитными импульсами последовательно по высоте пакета. 8471 1 2006.10.30 2. Способ по п. 1, отличающийся тем, что токонепроводящие прокладки изготавливают из текстолита. 3. Устройство для восстановления профиля зубьев зубчатых колес, включающее узел вращения зубчатых колес, источник нагрева, средство нанесения покрытия из дополнительного материала, отличающееся тем, что устройство содержит оправку с токонепроводящими прокладками, а средство нанесения покрытия выполнено в виде магнитноимпульсной установки, обойма которой установлена в изолированном захвате с возможностью перемещения вдоль оправки вместе с источником нагрева от приводного реверсивного шагового двигателя, с червячной и зубчато-реечной передачей. Изобретение относится к областям порошковой металлургии и обработки металлов давлением и может быть использовано при восстановлении или упрочении зубчатых колес. Известен способ восстановления профиля зубьев зубчатых колес с помощью металлического порошка из твердого сплава, помещенного между восстанавливаемым профилем и сопряженным эквидистантам профилем деформирующего элемента 1. В известном способе осуществляют нагрев металлического порошка и детали до температуры спекания порошка с основным материалом детали (до 1050 С). Устройство для осуществления указанного способа восстановления профиля зубьев зубчатых колес содержит обойму, в которой на осях помещены деформирующие элементы, а между установлены с возможностью радиального расширения термобиметаллические элементы, обеспечивающие требуемое давление на порошковый слой со стороны деформирующих элементов. Недостатком известного способа восстановления профиля зубьев зубчатых колес и устройства для его осуществления является невысокая производительность процесса упрочения и восстановления деталей. Наиболее близким по своей технической сущности к заявляемому объекту является способ восстановления профиля зубьев зубчатых колес 2. В известном способе восстановления осуществляют нагрев заготовки и обкатку ее с одновременной подачей в зону зацепления дополнительного материала в виде металлической ленты из твердого сплава,скрепленного пластификатором, причем восстанавливают одновременно два изношенных колеса, а в зону зацепления подают одновременно две ленты. Устройство для реализации способа по 2 содержит узел вращения и синхронизирующую пару зубчатых колес, расположенных на общих осях с восстанавливаемыми зубчатыми колесами. Источник нагрева - индуктор ТВЧ выполнен в виде кольца и расположен под зоной зацепления восстанавливаемых зубчатых колес. Недостатком известного способа восстановления профиля зубьев зубчатых колес и устройства для его осуществления, является невысокая производительность процесса восстановления и качество наносимого твердосплавного покрытия. Задачей настоящего изобретения является повышение производительности процесса восстановления и качества наносимого покрытия. Задача решается тем, что в предлагаемом способе восстановления профиля зубьев зубчатых колес путем нагрева вращающегося зубчатого колеса и нанесения на него покрытия из дополнительного материала в виде металлической ленты, в отличие от прототипа используют металлическую ленту сформованную в кольца, ширина которых равна высоте восстанавливаемого колеса, колеса с кольцами устанавливают пакетом на оправке, разделяя между собой токонепроводящими прокладками, наружный диаметр которых превышает диаметр колец, при этом нанесение покрытия осуществляют путем воздействия на каждое зубчатое колесо магнитными импульсами последовательно по высоте пакета. В способе токонепроводящие прокладки изготавливают из текстолита. Задача решается тем, что в предлагаемом устройстве для восстановления профиля зубьев зубчатых колес, включающем узел вращения зубчатых колес, источник нагрева и 2 8471 1 2006.10.30 средство нанесения покрытия из дополнительного материала, в отличие от прототипа,устройство содержит оправку с токонепроводящими прокладками, а средство нанесения покрытия выполнено в виде магнитно-импульсной установки, обойма которой установлена в изолированном захвате с возможностью перемещения вдоль оправки вместе с источником нагрева от приводного реверсивного шагового двигателя, с червячной и зубчатореечной передачей. На фигуре показано устройство для реализации предлагаемого способа восстановления профиля зубьев зубчатых колес, содержащие оправку 1, закрепленную в токарном патроне 2 узла вращения детали и поджатую центром 3, зафиксированным винтом 4. Патрон 2 прикреплен вместе с двигателем вращения (не показан) к корпусу 5. На оправке расположен пакет восстанавливаемых зубчатых колес 6, разделенных между собой токонепроводящими прокладками 7, выполненными из текстолита, наружный диаметр которых превышает диаметр колец из металлической ленты 8. Источник нагрева - индуктор ТВЧ (поз. 9) жестко прикреплен к захвату 10 и изолирован от нее токонепроводящей втулкой 11. Средство нанесения покрытия из дополнительного материала (кольцо из ленты 8) выполнено в виде магнитно-импульсной установки, обойма 12 которой установлена в изолированном захвате 10 посредством накладки 13 и закреплена винтом 14, а также привода вертикального перемещения обоймы 12. Привод содержит шаговый реверсивный двигатель 15, червячную передачу (червяк 16, червячное колесо 17) и посаженное на одной оси 18 с червячным колесом прямозубое колесо 19, зацепляющееся с зубчатой рейкой 20 (зубчатореечная передача). Позицией 21 на фиг. 1 обозначен емкостный накопитель магнитноимпульсной установки. Поджимающий центр 3 установлен в планке 22, закрепленной к корпусу 5 с возможностью углового поворота и фиксации винтом 23. Позицией 24 обозначен индуктор магнитно-импульсной установки. Устройство для восстановления профиля зубьев зубчатых колес работает следующим образом. На оправку 1 помещают пакет зубчатых колес 6, между которыми устанавливают прокладки из токонепроводящего материала 7 и металлические кольца 8 из твердосплавного порошка. Оправку 1 закрепляют в токарном патроне 2 и поджимают центром 3, зафиксировав его винтом 4. Включают привод вращения оправки 1 (патроном 2) и индуктор ТВЧ,а также привод магнитно-импульсной установки. Вращением червяка 16 обеспечивается поворот червячного колеса 17 и зубчатого колеса 9, которое, обкатываясь по рейке 20, перемещает захват 10 вместе с обоймой 12 вниз до тех пор, пока во внутреннюю полость обоймы 12 не войдет восстанавливаемое зубчатое колесо 6 вместе с кольцом 8 из твердосплавного металлического порошка, скрепленного пластификатором. Индикатор 9 производит предварительный разогрев восстанавливаемого зубчатого колеса 6 и металлического кольца 8. В накопителе 21 накапливается заряд, который разряжается в требуемый момент времени в соответствии с импульсом, поступающим с реле времени (на фигуре не показано). В результате воздействия магнитного импульса кольцо 8 резко сжимается и припекается ко всему восстанавливаемому профилю, образуя высокопрочное металлическое покрытие. После срабатывания магнитно-импульсной установки на шаговый двигатель 15 подается электрический сигнал, обеспечивающий вращение червячного и зубчатореечного редукторов и в результате - шаговое перемещение захвата 10 вместе с обоймой 12 на следующую позицию - для восстановления ниже расположенного по оси оправки колеса 6. Таким образом последовательно осуществляют восстановление всего блока зубчатых колес, после чего включают реверсивный двигатель 15 и обеспечивают подъем захвата 10 с обоймой 12 в верхнее положение. После этого отворачивают винт 23, снимают деталь 22, ослабляют крепление патрона 2 и снимают оправку 1 вместе с восстановленными деталями 6, которые после охлаждения разъединяют. Пример реализации способа. Диаметр восстанавливаемого зубчатого колеса (окружности выступов) Дв 100 мм. Высота зуба колеса В 2 мм. 3 8471 1 2006.10.30 Материал кольца - СНГН. Толщина ленты -1 мм. Внутренний диаметр кольца из ленты -102 мм. Температура спекания ленты с восстанавливаемым профилем - 1050 С. Количество деталей одновременно помещенных на оправку,- 10 шт. Число оборотов восстанавливаемых колес,- 200 об/мин. Энергия магнитно-импульсного прессования - 10 кДж. Время восстановления 10 деталей - 4 мин. Материал восстанавливаемой шестерни - сталь 45. Выполнение ленты в виде кольца и размещение ее на оправке обеспечивает возможность повышения производительности процесса по сравнению с базовым объектом, выбранным в качестве прототипа, не менее чем в 5 раз. Это объясняется не только тем, что на оправку одновременно помещают от 10 и выше деталей, но и тем, что воздействие магнитного импульса производится по всей цилиндрической поверхности, охватывающей зубчатый профиль восстанавливаемого колеса, одновременно. Поэтому, как в известных способах, не требуется последовательная накатка металлической ленты на зубчатый профиль восстанавливаемого колеса. Вращение детали обеспечивает возможность равномерного воздействия магнитного импульса на металлическое кольцо из твердого сплава, что оказывает положительное влияние на качество нанесенного на деталь покрытия. Относительное перемещение импульсного источника и пакета на шаг обеспечивает возможность автоматизации процесса восстановления пакета. Использование токонепроводящих разделительных прокладок, установленных между восстанавливаемыми колесами,устраняет возможность спекания отдельных колец ленты между собой, а также сваривание торцов зубчатых восстанавливаемых колес, что снижает время, затраченное на снятие упрочненных деталей с оправки и повышает соответственно качество детали. Кроме того,прокладки ограничивают зону действия магнитно-импульсного источника в момент его срабатывания. Установка обоймы магнитно-импульсной установки с возможностью вертикального перемещения от шагового реверсивного двигателя, червячной и зубчато-реечной передач обеспечивает возможность автоматизации цикла восстановления пакета зубчатых колес,что повышает производительность процесса восстановления не менее чем в 5 раз. Использование шагового двигателя обеспечивает точную установку и ориентацию обоймы (поз. 12) магнитно-импульсной установки относительно упрочняемой детали с точностью не ниже 1 мм, что также оказывает положительное влияние на качество наносимого покрытия. Применение червячного редуктора обеспечивает возможность плавного перемещения индуктора 9, что способствует равномерному нагреву зубчатого колеса и кольца металлической ленты. Это, в свою очередь, способствует повышению качества наносимого на зубчатый профиль покрытия. Прочность сцепления наносимого покрытия достигает 10-11 кг/мм 2, пористость - не выше 7 . Кроме того, достигается высокая геометрическая точность наносимого покрытия, поэтому для получения качественного профиля требуется дополнительная чистовая обработка восстановленных колес шлифованием, исключая черновую обработку, которая необходима при использовании известных методов восстановления. Источники информации 1. А.с. СССР 1052338, МПК В 21 5/00, 1983. 2. А.с. СССР 670365, МПК В 21 5/00, 1979. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23P 6/00
Метки: устройство, осуществления, профиля, зубьев, колес, восстановления, зубчатых, способ
Код ссылки
<a href="https://by.patents.su/4-8471-sposob-vosstanovleniya-profilya-zubev-zubchatyh-koles-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ восстановления профиля зубьев зубчатых колес и устройство для его осуществления</a>
Устройство для восстановления профиля зубьев зубчатых реек

Номер патента: 5077
Опубликовано: 30.03.2003
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B23P 6/00
Метки: устройство, зубчатых, восстановления, реек, профиля, зубьев
Текст:
...ленты с материалом зубчатых реек(1050 С). Установление приводного колеса между рейками обеспечивает возможность восстановления одновременно обоих профилей зубчатых реек, что повышает производительность процесса восстановления в 2 раза. 2 5077 1 Выполнение накладок в корпусах обеспечивает возможность надежной фиксации обеих лент при ведении процесса, а продольные пазы, выполненные в корпусах, обеспечивают высокоточное...
Способ долбления зубчатых колес и станок для его осуществления
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Голембиевский Анатолий Иосифович, Сидоренков Юрий Яковлевич, Звонко Александр Константинович, Рейтер Генрих Витольдович
Метки: зубчатых, способ, долбления, колес, станок, осуществления
Текст:
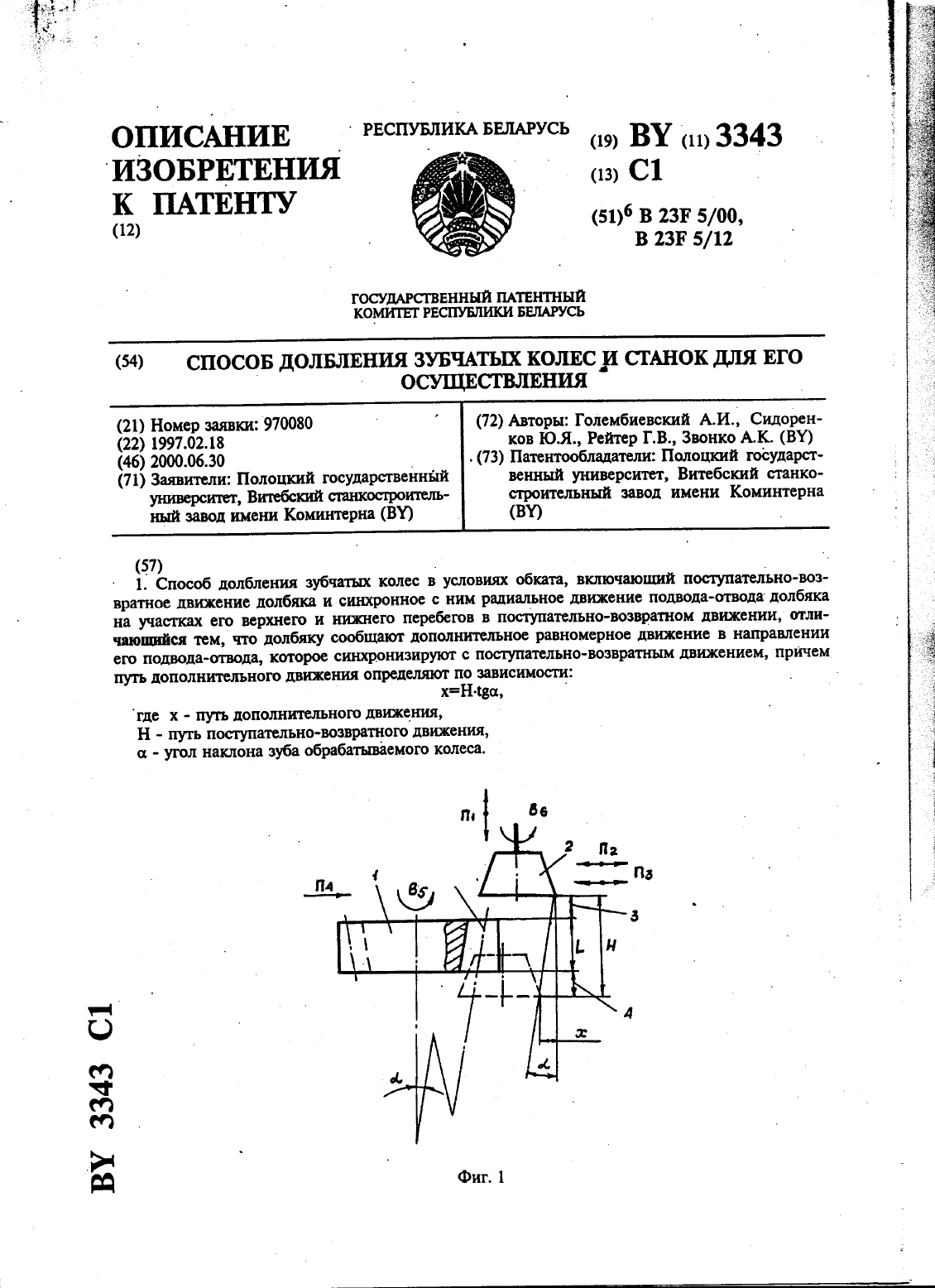
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: цилиндрических, станок, способ, зубчатых, нарезания, колёс, осуществления
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Акулович Леонид Михайлович, Сидоренко Михаил Иванович, Сергеев Леонид Ефимович, Ракомсин Александр Петрович, Миронов Алексей Михайлович, Ящерицын Петр Иванович
МПК: B24B 57/00, B24B 31/112
Метки: обработки, устройство, зубчатых, магнитно-абразивной, колес
Текст:
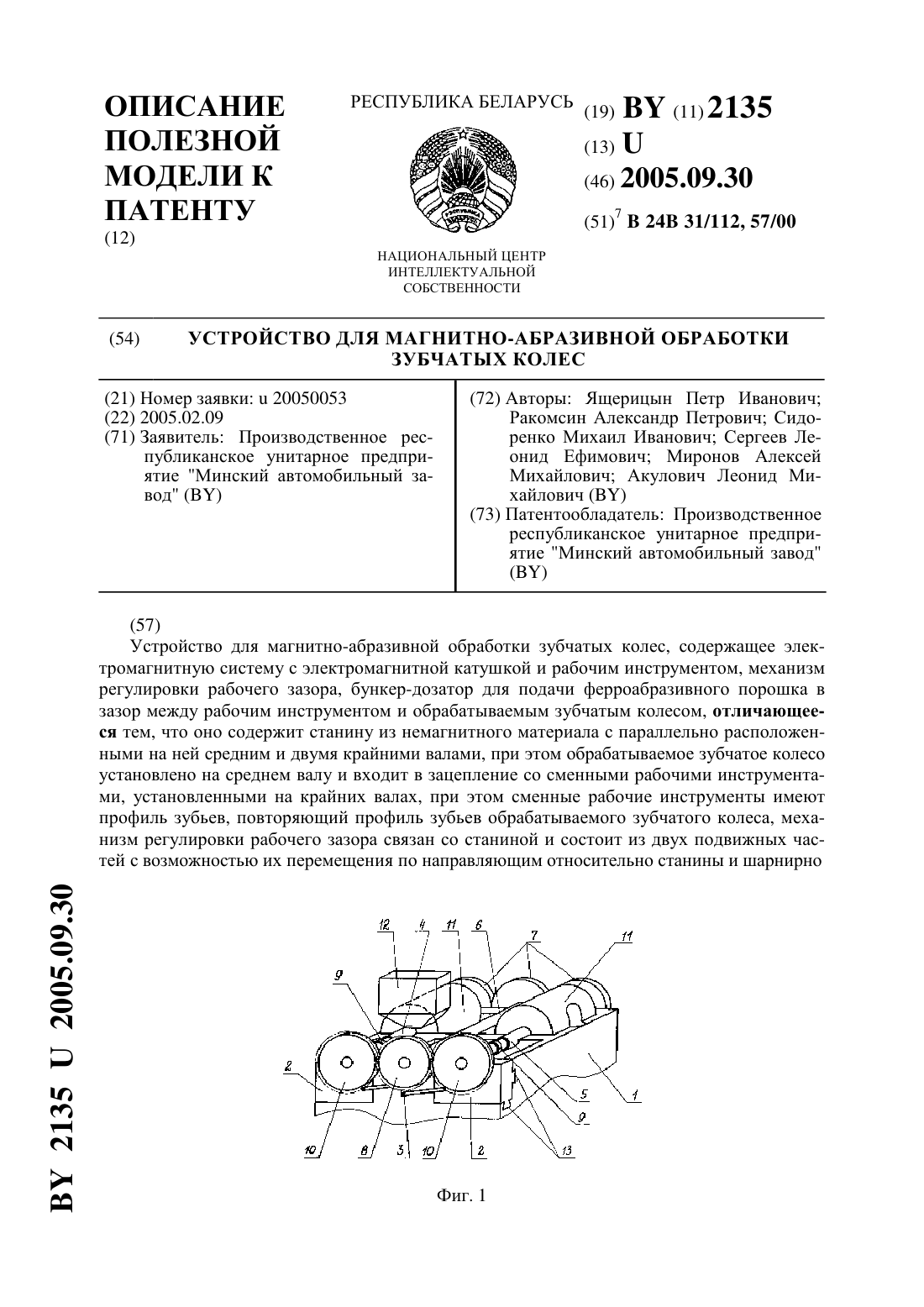
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: обработки, магнитно-абразивной, колес, зубчатых, устройство
Текст:
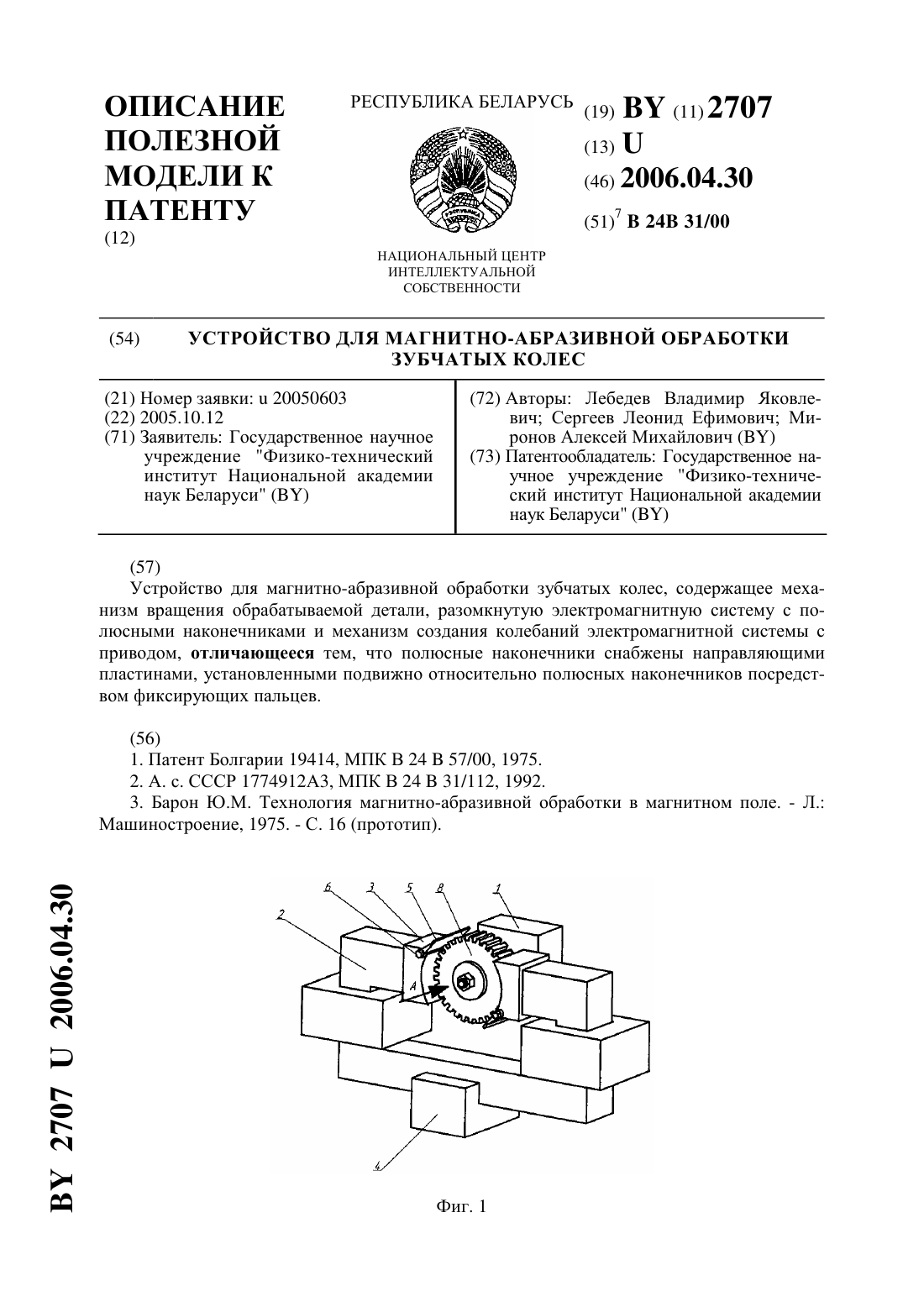
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Предыдущий патент: Медико-фармацевтическое устройство для получения дезинфицирующего и моющего хлорсодержащего раствора
Следующий патент: Катализатор для разложения закиси азота и способ снижения количества закиси азота в процессах, включающих образование закиси азота
Случайный патент: Гемостатическое ранозаживляющее средство