Зубофрезерный станок для нарезания червячных колес
Номер патента: U 9192
Опубликовано: 30.06.2013
Авторы: Данилов Александр Алексеевич, Данилов Виктор Алексеевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Данилов Александр Алексеевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Зубофрезерный станок для нарезания червячных колес, содержащий инструментальный шпиндель с червячной фрезой, который связан кинематически цепью обкатки через первый орган настройки и суммирующий механизм с двумя шпинделями, несущими заготовки нарезаемых колес, устройство для перемещения нарезаемых колес вдоль червячной фрезы, ходовой винт которого кинематически соединен через второй орган настройки и первый механизм включения с одним из шпинделей, несущим заготовку, а также связан через третий орган настройки с суммирующим механизмом, отличающийся тем, что он снабжен двумя винтовыми устройствами для одновременного перемещения в противоположных направлениях шпинделей с заготовками нарезаемых колес в плоскости вращения инструментального шпинделя, ходовые винты которых через четвертый орган настройки,реверсивный механизм и второй механизм включения связаны со шпинделями, несущими заготовки нарезаемых колес. 91922013.06.30 Полезная модель относится к области станкостроения и найдет применение при проектировании и модернизации зубофрезерных станков для обработки червячных колес. Известен зубофрезерный станок для нарезания червячных колес, содержащий инструментальный шпиндель, кинематически связанный со шпинделем заготовки, приводы вращения шпинделей и устройства их относительного перемещения 1. Недостатком этого станка является относительно низкая производительность, так как он позволяет обрабатывать одно червячное колесо. Отмеченный недостаток устранен в станке для одновременной обработки одной червячной фрезой двух червячных колес 2. Он имеет инструментальный шпиндель с червячной фрезой, который связан цепью обкатки с двумя несущими нарезаемые колеса шпинделями, и механизм перемещения нарезаемых колес вдоль оси фрезы, ходовой винт которого кинематически соединен через суммирующий механизм с цепью обкатки. Конструкция станка позволяет поочередно включать либо движение подачи (перемещение невращающихся нарезаемых колес вдоль оси непрерывно вращающейся фрезы),либо при выключенной подаче вращение нарезаемых колес, связанное с вращением фрезы,т.е. на станке невозможно совместить движение подачи и движение обкатки. Из-за раздельного во времени выполнения этих движений снижается производительность обработки. Известен принятый за прототип зубофрезерный станок для нарезания одной червячной фрезой двух червячных колес 3. Он содержит инструментальный шпиндель с червячной фрезой, который кинематически через первый орган настройки и суммирующий механизм связан цепью обкатки с двумя шпинделями, несущими заготовки нарезаемых колес, устройство для перемещения нарезаемых колес вдоль червячной фрезы, ходовой винт которого соединен через второй орган настройки и механизм переключения с одним из шпинделей, несущим заготовку, а также связан через третий орган настройки с суммирующим механизмом. Недостатком этого станка являются ограниченные технологические возможности, так как на нем можно нарезать червячные колеса только методом тангенциального врезания червячными фрезами с заборным конусом. Конструкция станка не позволяет применять более производительный метод радиального врезания и комбинированный метод, при котором нарезание колес осуществляется последовательно или одновременно методами радиального и тангенциального врезания более простыми по конструкции червячными фрезами. Задачей настоящего предложения является расширение технологических возможностей и повышение производительности станка. Указанная задача решается за счет того, что станок содержит инструментальный шпиндель с червячной фрезой, который кинематически через первый орган настройки и суммирующий механизм связан цепью обкатки с двумя шпинделями, несущими заготовки нарезаемых червячных колес, имеет устройство для перемещения нарезаемых колес вдоль червячной фрезы, ходовой винт которого соединен через второй орган настройки и первый механизм переключения с одним из шпинделей, несущим заготовку, и связан через третий орган настройки с суммирующим механизмом, а также снабжен двумя винтовыми устройствами для одновременного перемещения в противоположных направлениях шпинделей с заготовками в плоскости вращения инструментального шпинделя, ходовые винты которых через четвертый орган настройки, реверсивный механизм и второй механизм переключения связаны со шпинделями заготовок. Заявляемая полезная модель отличается тем, что станок снабжен двумя винтовыми устройствами для одновременного перемещения в противоположных направлениях шпинделей с заготовками, ходовые винты которых через орган настройки, реверсивный механизм и механизм переключения связаны со шпинделями заготовок. Отличительные признаки полезной модели обеспечивают получение технического результата в виде расширения технологических возможностей по реализуемым методам обработки и повышения производительности станка. 2 91922013.06.30 Сущность предложения поясняется фигурой, на которой изображена структурная схема станка. Станок содержит два кинематически связанных между собой шпинделя 1 и 2, несущих заготовки нарезаемых червячных колес 3 и 4. Шпиндели 1 и 2 связаны кинематической цепью обкатки с инструментальным шпинделем 5, на котором установлена червячная фреза 6. Цепь обкатки содержит орган настройки 7 в виде гитары сменных зубчатых колес и суммирующий механизм 8 и через орган настройки 9 связана с двигателем 10. Шпиндели 1 и 2 установлены с возможностью перемещения в плоскости вращения инструментального шпинделя с помощью ходовых винтов 11 и 12, связанных кинематически через орган настройки 13, реверсивный механизм 14 и механизм включения 15 со шпинделем 2. Шпиндель 1 через механизм включения 16, орган настройки 17 и реверсирующий механизм 18 кинематически связан с ходовым винтом 19 механизма перемещения шпинделей 1 и 2 вдоль оси вращения инструментального шпинделя 5. Ходовой винт 19 соединен кинематически через орган настройки 20 с суммирующим механизмом 8. Станок позволяет нарезать одной фрезой одновременно два червячных колеса методами тангенциального врезания, радиального врезания и комбинированным методом, основанным на последовательном или одновременном выполнении методов радиального и тангенциального врезания, что обеспечивается системой управления станком. При всех указанных методах нарезания инструментальный шпиндель 5 с червячной фрезой 6 и шпиндели 1 и 2, несущие заготовки нарезаемых червячных колес 3 и 4, получают вращательные движения от двигателя 10 через орган настройки 9 скорости, согласованные между собой органом настройки 7 в соответствии с числом нарезаемых зубьев. Нарезание червячных колес методом тангенциального врезания осуществляется удлиненной червячной фрезой 6 с заборным конусом, как показано на фигуре. Перед обработкой настраивается необходимое расстояние между осями шпинделей 1 и 2. В процессе обработки с помощью ходового винта 19 шпинделям 1 и 2 с заготовками нарезаемых колес 3 и 4 сообщается движение подачи вдоль оси вращения инструментального шпинделя 5 со скоростью, настраиваемой органом 17. При этом механизм 16 включен, а механизм 15 выключен. Обусловленное перемещением нарезаемых колес вдоль червячной фрезы, дополнительное вращение инструментального шпинделя обеспечивается кинематической цепью, соединяющей ходовой винт 19 с суммирующим механизмом 8, и настраивается расположенным в этой цепи органом 20. По окончании процесса нарезания зубьев механизм 16 выключается, включением механизма 15 с помощью ходовых винтов 11 и 12 шпиндели с нарезанными колесами 3 и 4 отводятся от фрезы и при включении механизма 16 с помощью ходового винта 19 возвращаются в исходное положение. Черновое нарезание червячных колес осуществляется заборной частью червячной фрезы, а их окончательная обработка - ее цилиндрической частью, что обуславливает увеличенную длину фрезы. При нарезании червячных колес методом радиального врезания шпинделям 1 и 2 с помощью ходовых винтов соответственно 12 и 11 сообщаются перемещения (движение врезания) в направлении к оси вращения инструментального шпинделя 5. Скорость движения врезания настраивается органом 13, а направление движения задается реверсивным механизмом 14. При этом механизм 15 включен, а механизм 16 выключен. При достижении требуемой высоты нарезаемых зубьев механизм 15 выключается и осуществляется окончательное профилирование зубьев червячных колес. После этого за счет переключения реверсивного механизма 14 и включения механизма 15 шпиндели с нарезанными колесами 3 и 4 возвращаются в исходное положение. Нарезание колес методом радиального врезания производится червячной фрезой нормальной длины и обеспечивает более высокую производительность обработки за счет уменьшения пути относительного перемещения фрезы и заготовок по сравнению с методом тангенциального врезания. 3 91922013.06.30 При нарезании червячных колес комбинированным методом вначале производится обработка радиальным врезанием, как описано выше. На этом этапе происходит черновое нарезание зубьев. При достижении требуемой высоты нарезаемых зубьев механизм 15 выключается и включается механизм 16. Далее зубья червячных колес окончательно обрабатываются методом тангенциального врезания. На станке возможна также обработка червячных колес разновидностью комбинированного метода, когда на этапе чернового нарезания зубьев одновременно осуществляются методы радиального и тангенциального врезания, для чего включаются механизмы 15 и 16, а чистовое их нарезание осуществляется методом тангенциального врезания при выключенном механизме 15 и включенном механизме 16. В этом случае, по сравнению с раздельным выполнением радиального и осевого врезания, повышается стойкость червячной фрезы, но увеличивается ее длина. В обоих вариантах комбинированного метода нарезание червячных колес производится червячными фрезами без заборного конуса, что упрощает конструкцию инструмента. Наличие в предлагаемом станке, в отличие от известного, двух винтовых устройств для одновременного перемещения в противоположных направлениях шпинделей с заготовками нарезаемых зубчатых колес в плоскости вращения инструментального шпинделя,ходовые винты которых связаны с этими шпинделями через орган настройки, реверсивный механизм и механизм переключения, расширяет технологические возможности станка по реализуемым методам обработки, так как позволяет нарезать червячные колеса методами тангенциального врезания, радиального врезания и комбинированным методом,основанным на последовательном или одновременном выполнении методов радиального и тангенциального врезания. Благодаря этому повышается производительность станка,обеспечивается возможность применять для нарезания червячных колес более простые по конструкции червячные фрезы. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23F 11/00
Метки: станок, червячных, колес, зубофрезерный, нарезания
Код ссылки
<a href="https://by.patents.su/4-u9192-zubofrezernyjj-stanok-dlya-narezaniya-chervyachnyh-koles.html" rel="bookmark" title="База патентов Беларуси">Зубофрезерный станок для нарезания червячных колес</a>
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
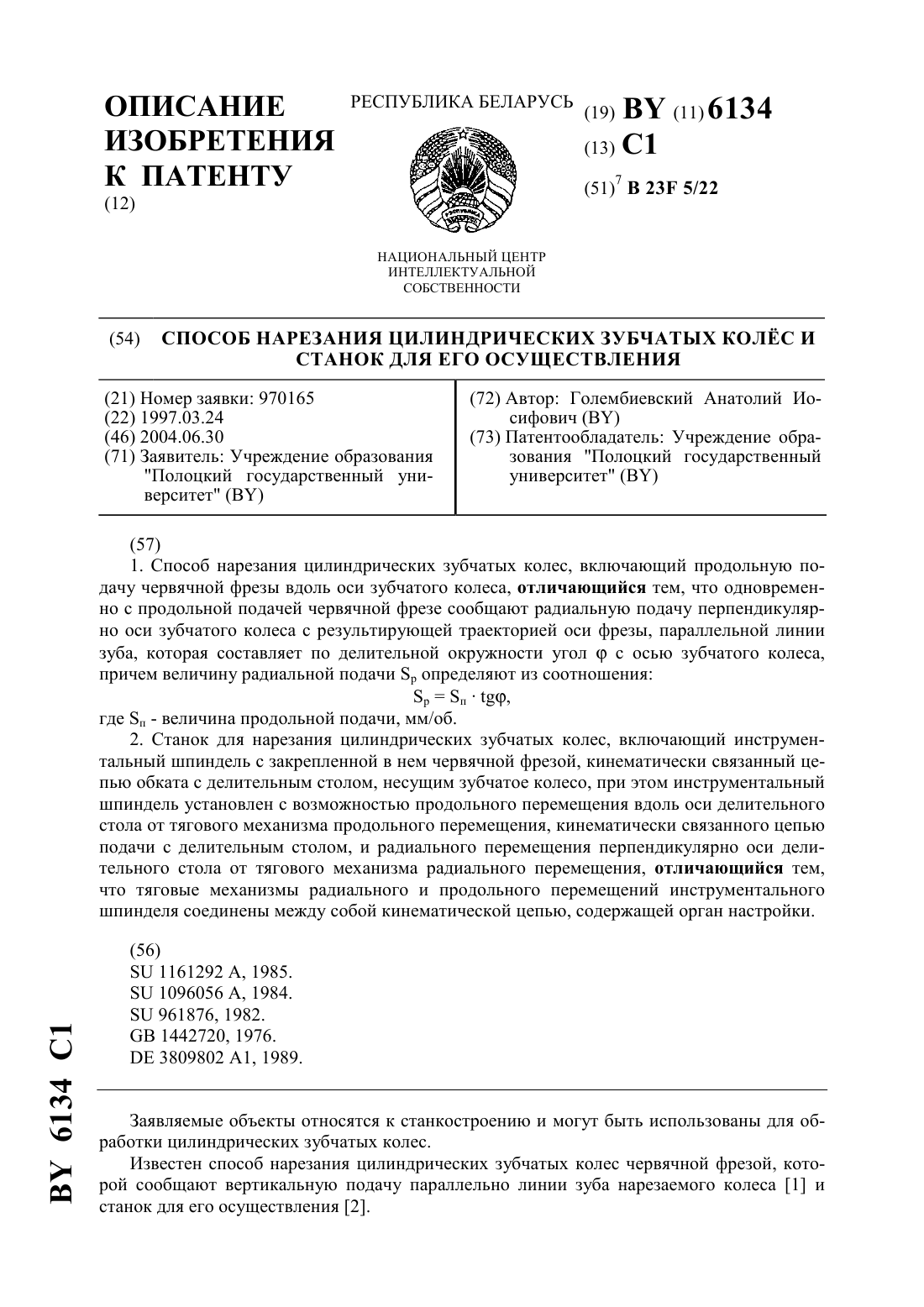
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: зубчатых, станок, осуществления, нарезания, способ, цилиндрических, колёс
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза
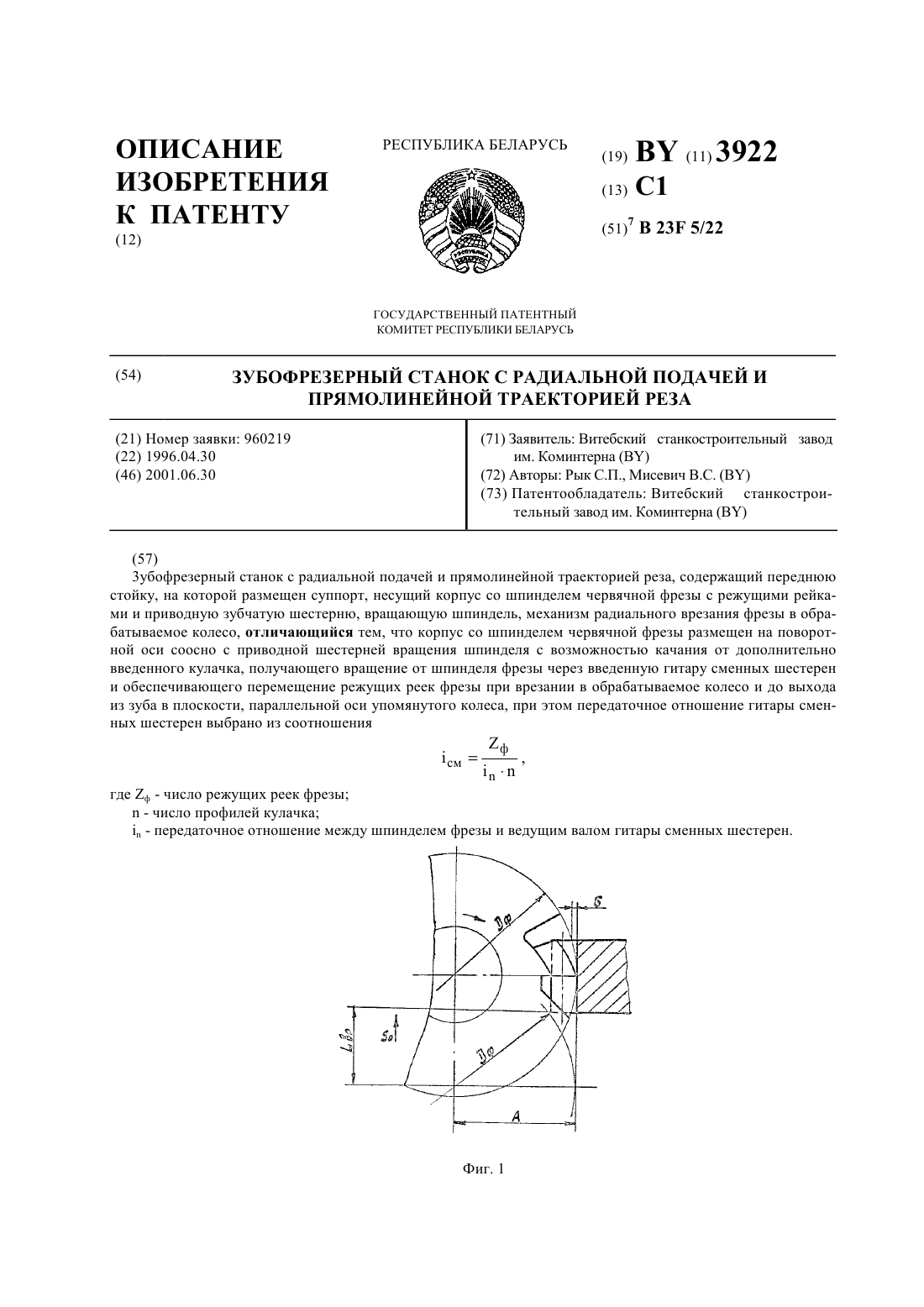
Номер патента: 3922
Опубликовано: 30.06.2001
Авторы: Мисевич Валентин Станиславович, Рык Станислав Петрович
МПК: B23F 5/22
Метки: подачей, реза, станок, радиальной, прямолинейной, траекторией, зубофрезерный
Текст:
...шестерней вращения шпинделя с возможностью качания от дополнительно введенного кулачка, получающего вращение от шпинделя фрезы через введенную гитару сменных шестерен и обеспечивающего перемещение режущих реек фрезы при врезании в обрабатываемое колесо и до выхода из зуба в плоскости, параллельной оси упомянутого колеса, при этом передаточное отношение гитары сменных шестерен выбрано из соотношения, где ф - число режущих реек фрезы- число...
Станок для заточки червячных фрез
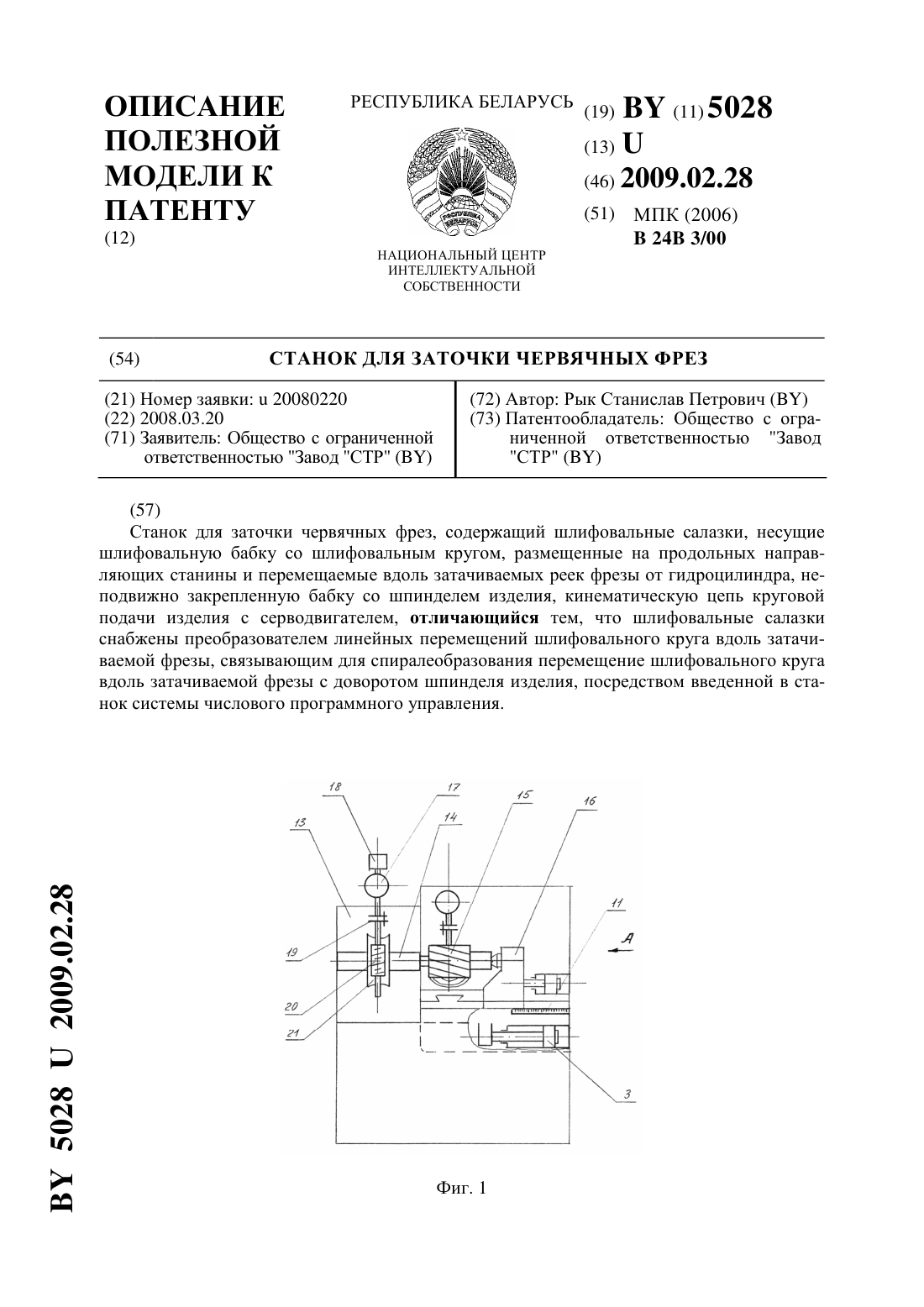
Номер патента: U 5028
Опубликовано: 28.02.2009
Автор: Рык Станислав Петрович
МПК: B24B 3/00
Метки: червячных, станок, заточки, фрез
Текст:
...фрез, содержащем шлифовальные салазки, несущие шпиндельную головку со шлифовальным кругом,размещенные на продольных направляющих станины и перемещаемые вдоль затачиваемых реек фрезы от гидроцилиндра, неподвижно закрепленную бабку со шпинделем изделия, кинематическую цепь круговой подачи изделия с серводвигателем, шлифовальные салазки снабжены преобразователем линейных перемещений, связывающим для спиралеобразования перемещение...
Устройство для магнитно-абразивной обработки червячных колёс, выполненных из чёрных металлов
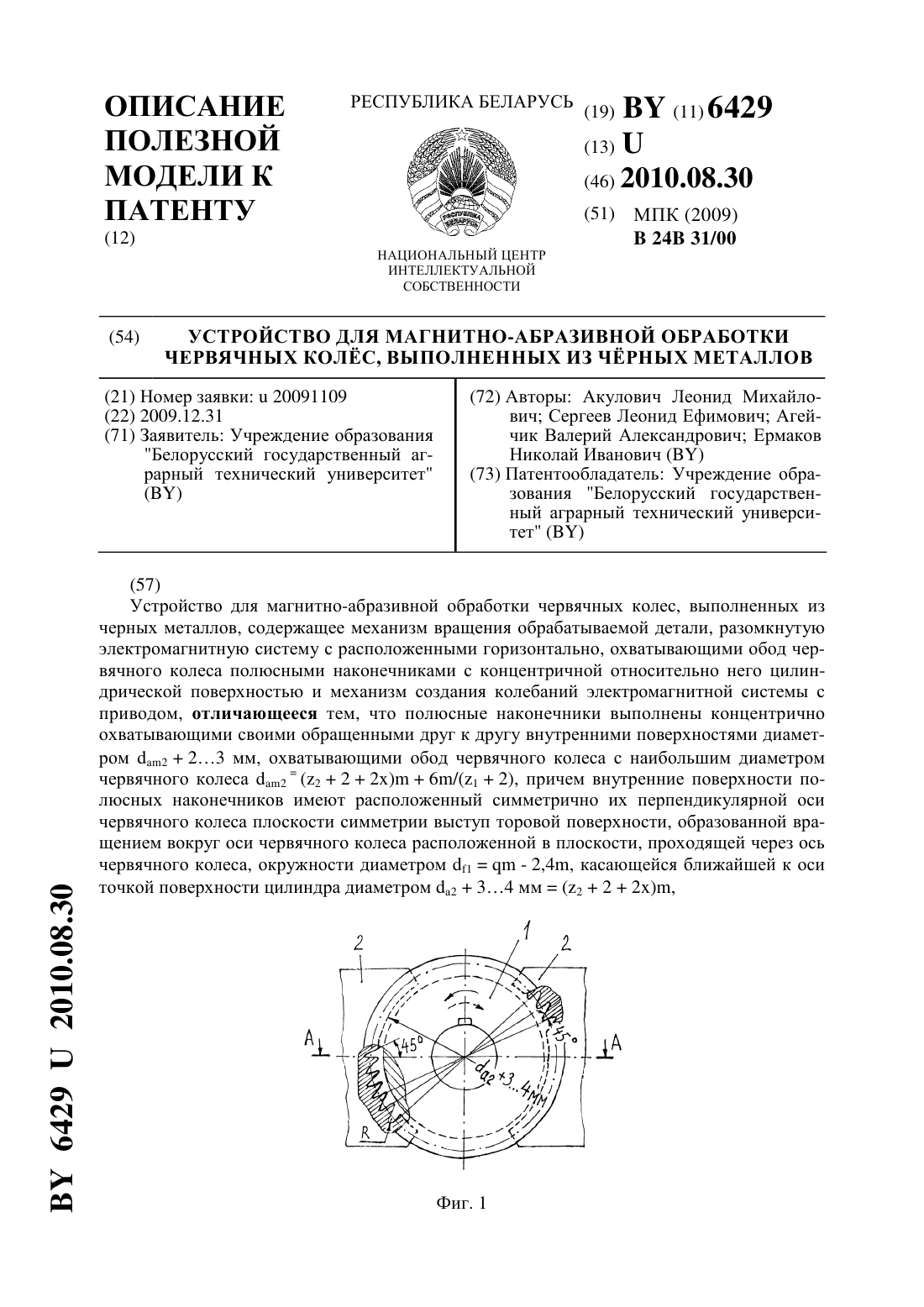
Номер патента: U 6429
Опубликовано: 30.08.2010
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: устройство, магнитно-абразивной, обработки, червячных, чёрных, колёс, выполненных, металлов
Текст:
...диаметр червячного колеса 1 - диаметр впадин витков червяка 2- диаметр вершин зубьев червячного колеса 1 - число заходов червяка 2 - число зубьев червячного колеса- коэффициент диаметра червяка- осевой модуль червяка- коэффициент осевого смещения при нарезании червячного колеса,причем торовая часть полюсных наконечников имеет зубчатую поверхность, образованную пересекающимися у концентричных цилиндрических поверхностей полюсных наконечников...
Устройство для магнитно-абразивной обработки червячных колёс, выполненных из цветных металлов
Номер патента: U 6924
Опубликовано: 30.12.2010
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: выполненных, устройство, червячных, магнитно-абразивной, цветных, металлов, колёс, обработки
Текст:
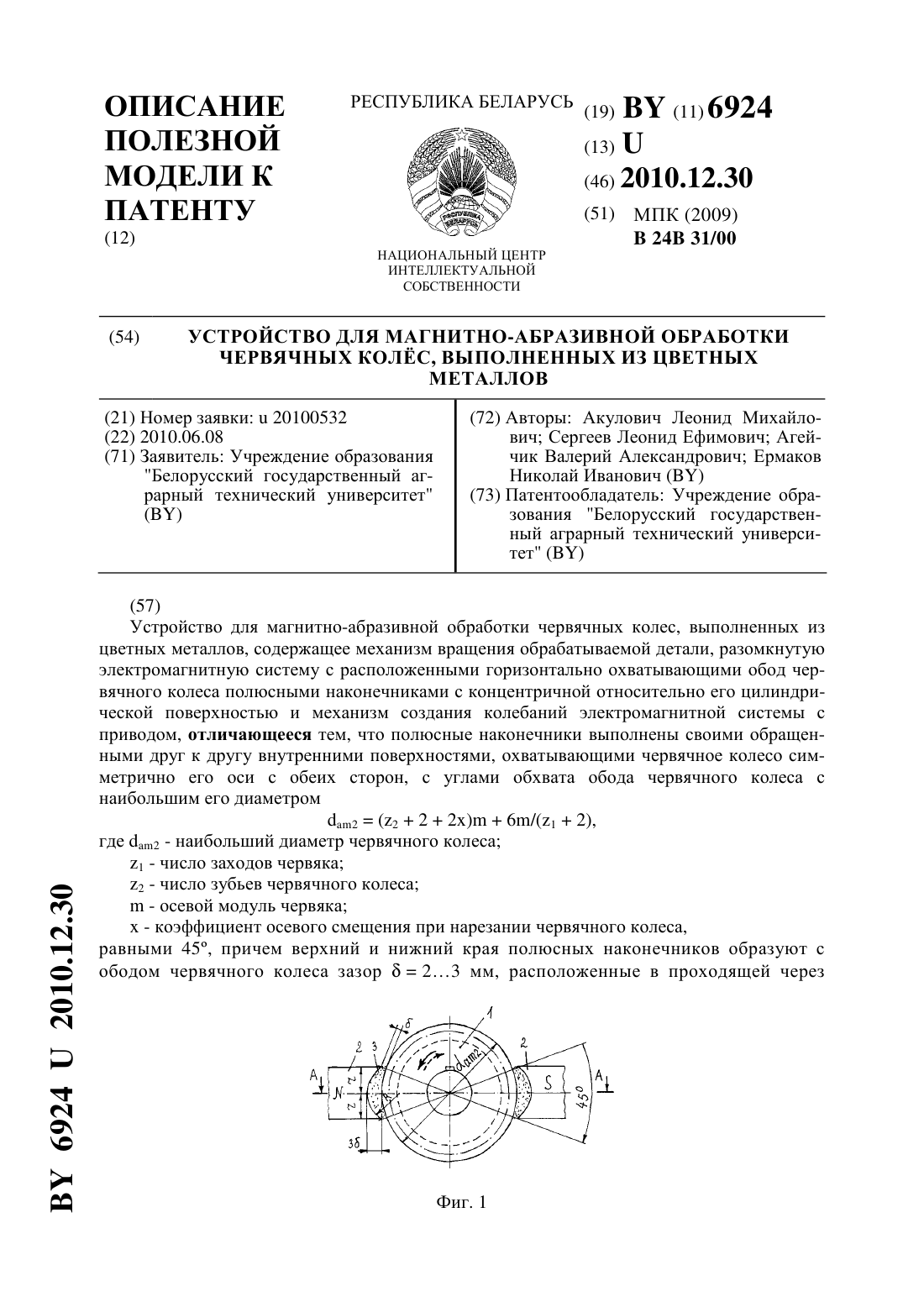
...2 - наибольший диаметр червячного колеса 1 - число заходов червяка 2 - число зубьев червячного колеса- осевой модуль червяка- коэффициент осевого смещения при нарезании червячного колеса,равными 45, причем верхний и нижний края полюсных наконечников образуют с ободом червячного колеса зазор 23 мм, расположенные в проходящей через ось колеса горизонтальной плоскости симметрии полюсных наконечников центральные части их внутренних поверхностей...
Предыдущий патент: Станок для обработки пазов на торцах деталей
Следующий патент: Устройство для производства многопереходного электропластического волочения медной проволоки
Случайный патент: Роликовая направляющая для шахтных подъёмных сосудов