Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза
Номер патента: 3922
Опубликовано: 30.06.2001
Авторы: Мисевич Валентин Станиславович, Рык Станислав Петрович
Текст
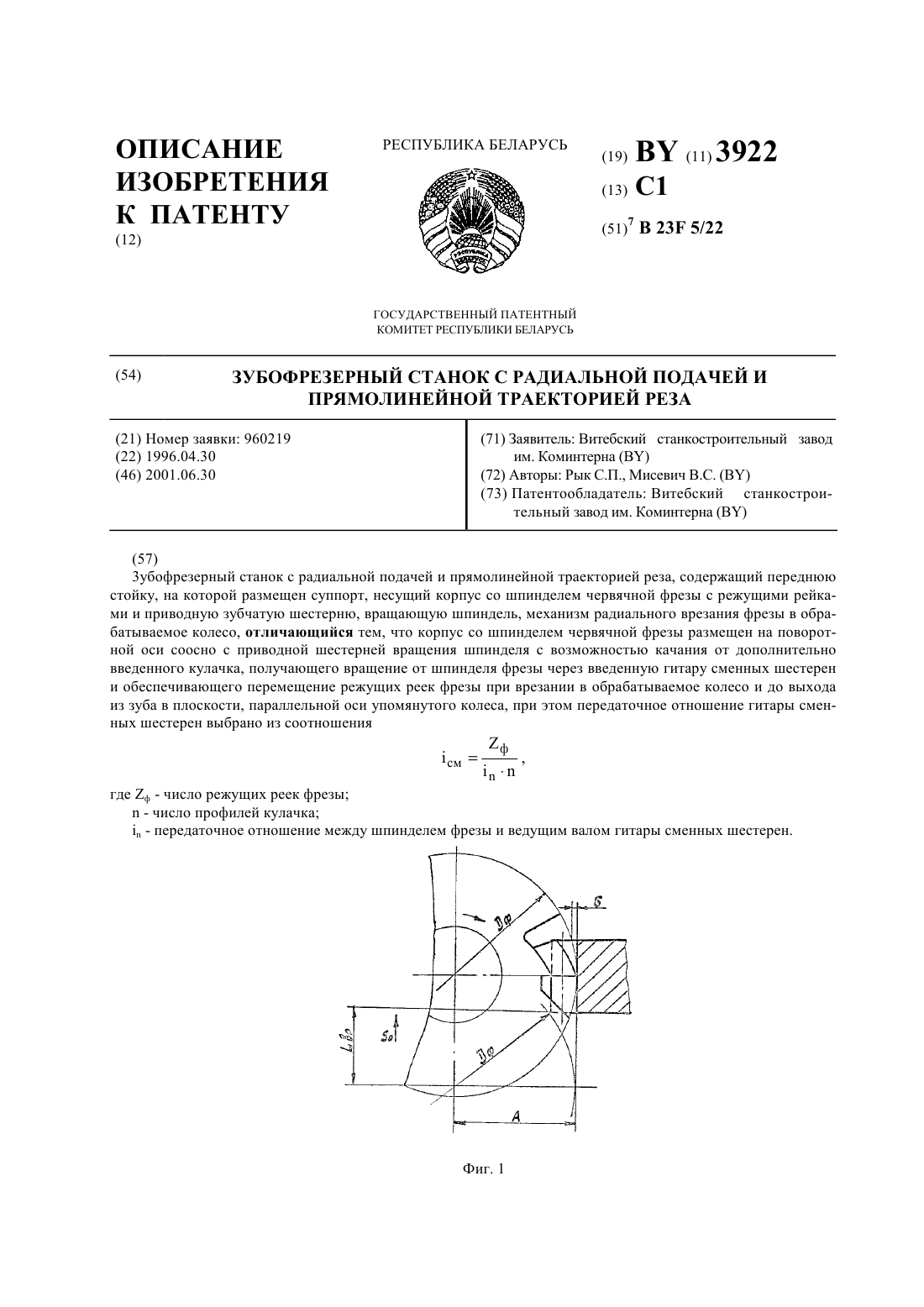
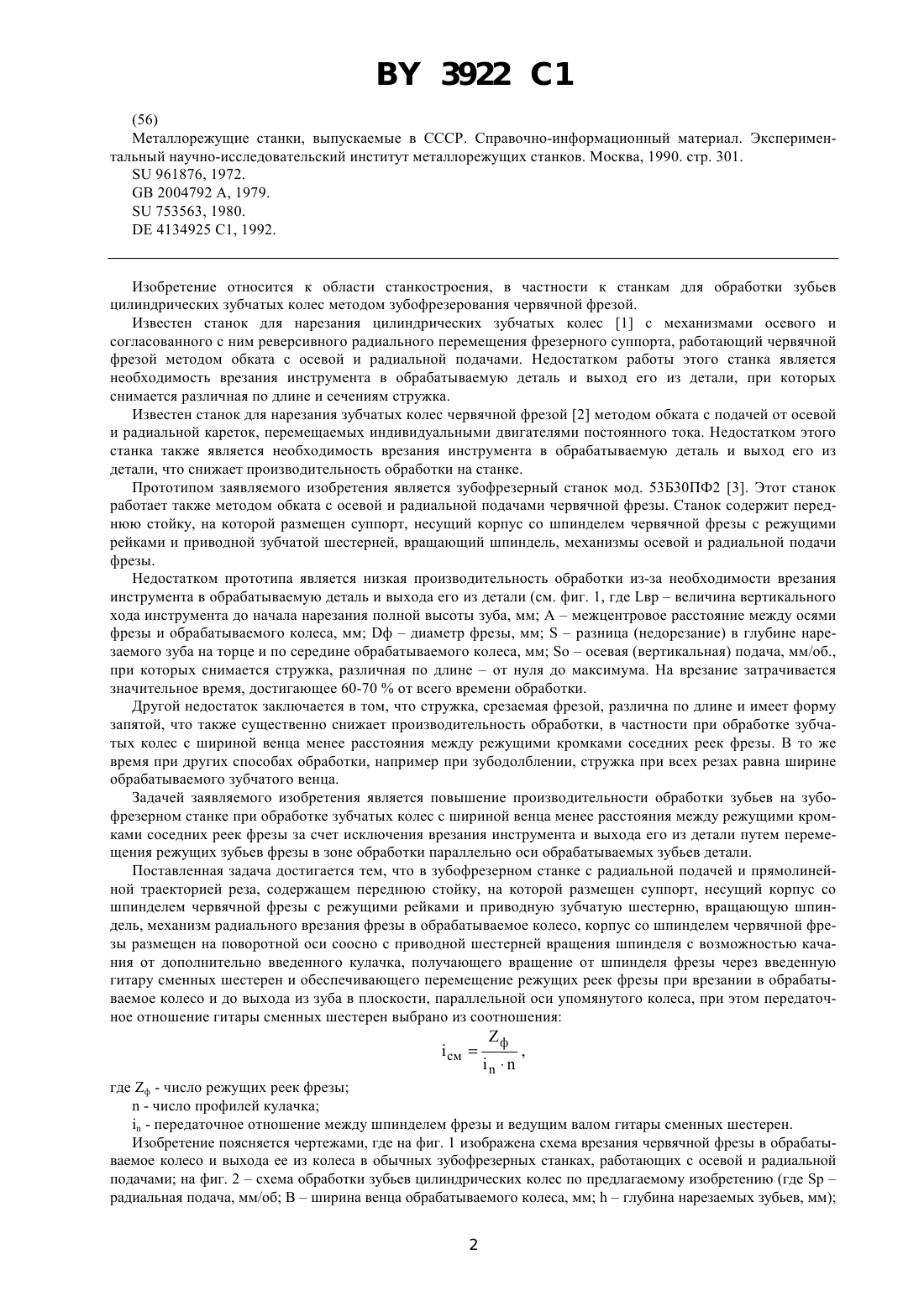
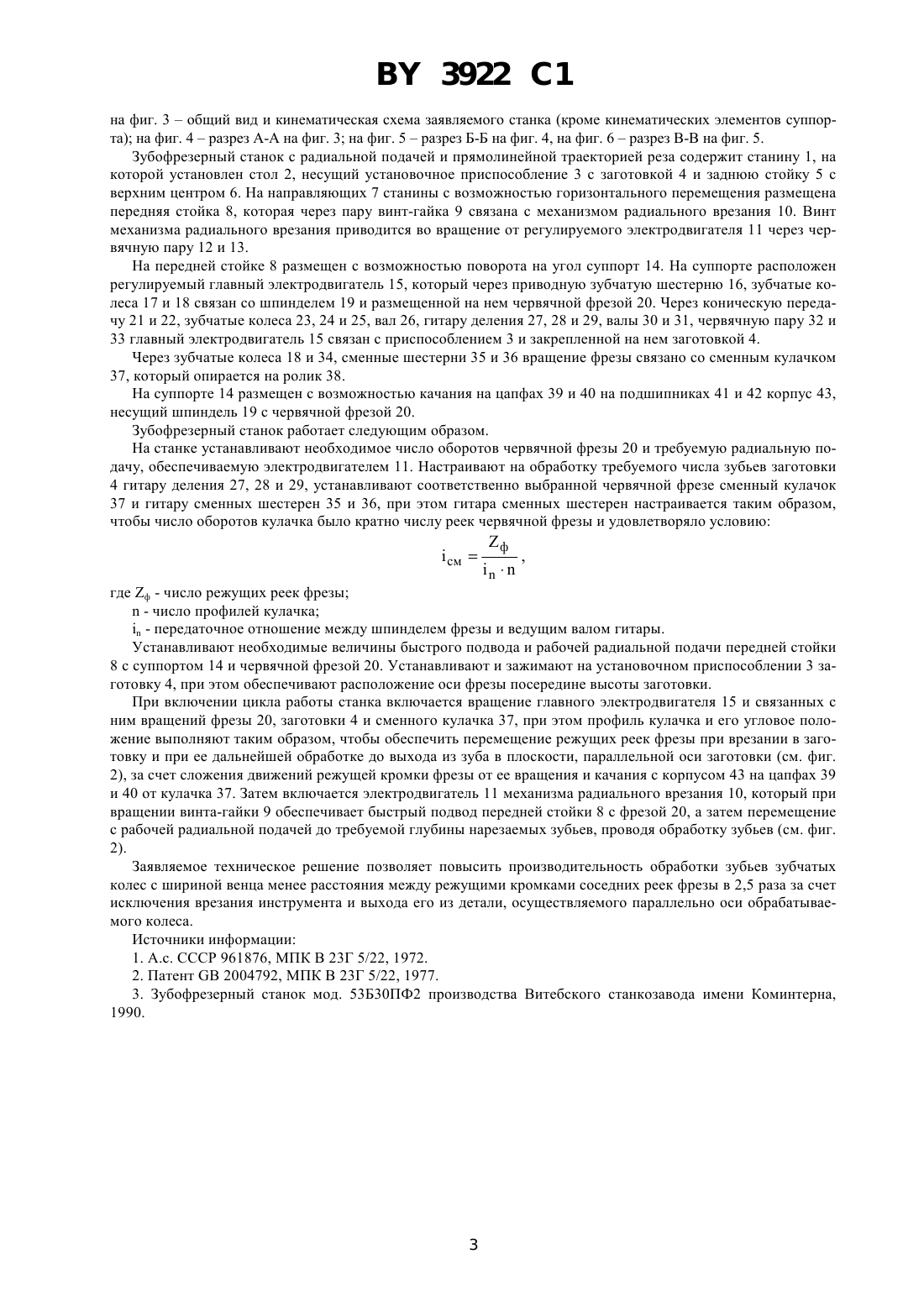
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Витебский станкостроительный завод им. Коминтерна(73) Патентообладатель Витебский станкостроительный завод им. Коминтерна(57) 3 убофрезерный станок с радиальной подачей и прямолинейной траекторией реза, содержащий переднюю стойку, на которой размещен суппорт, несущий корпус со шпинделем червячной фрезы с режущими рейками и приводную зубчатую шестерню, вращающую шпиндель, механизм радиального врезания фрезы в обрабатываемое колесо, отличающийся тем, что корпус со шпинделем червячной фрезы размещен на поворотной оси соосно с приводной шестерней вращения шпинделя с возможностью качания от дополнительно введенного кулачка, получающего вращение от шпинделя фрезы через введенную гитару сменных шестерен и обеспечивающего перемещение режущих реек фрезы при врезании в обрабатываемое колесо и до выхода из зуба в плоскости, параллельной оси упомянутого колеса, при этом передаточное отношение гитары сменных шестерен выбрано из соотношения, где ф - число режущих реек фрезы- число профилей кулачка- передаточное отношение между шпинделем фрезы и ведущим валом гитары сменных шестерен. Изобретение относится к области станкостроения, в частности к станкам для обработки зубьев цилиндрических зубчатых колес методом зубофрезерования червячной фрезой. Известен станок для нарезания цилиндрических зубчатых колес 1 с механизмами осевого и согласованного с ним реверсивного радиального перемещения фрезерного суппорта, работающий червячной фрезой методом обката с осевой и радиальной подачами. Недостатком работы этого станка является необходимость врезания инструмента в обрабатываемую деталь и выход его из детали, при которых снимается различная по длине и сечениям стружка. Известен станок для нарезания зубчатых колес червячной фрезой 2 методом обката с подачей от осевой и радиальной кареток, перемещаемых индивидуальными двигателями постоянного тока. Недостатком этого станка также является необходимость врезания инструмента в обрабатываемую деталь и выход его из детали, что снижает производительность обработки на станке. Прототипом заявляемого изобретения является зубофрезерный станок мод. 53 Б 30 ПФ 2 3. Этот станок работает также методом обката с осевой и радиальной подачами червячной фрезы. Станок содержит переднюю стойку, на которой размещен суппорт, несущий корпус со шпинделем червячной фрезы с режущими рейками и приводной зубчатой шестерней, вращающий шпиндель, механизмы осевой и радиальной подачи фрезы. Недостатком прототипа является низкая производительность обработки из-за необходимости врезания инструмента в обрабатываемую деталь и выхода его из детали (см. фиг. 1, где врвеличина вертикального хода инструмента до начала нарезания полной высоты зуба, мм Амежцентровое расстояние между осями фрезы и обрабатываемого колеса, мм фдиаметр фрезы, ммразница (недорезание) в глубине нарезаемого зуба на торце и по середине обрабатываемого колеса, мм оосевая (вертикальная) подача, мм/об.,при которых снимается стружка, различная по длинеот нуля до максимума. На врезание затрачивается значительное время, достигающее 60-70 от всего времени обработки. Другой недостаток заключается в том, что стружка, срезаемая фрезой, различна по длине и имеет форму запятой, что также существенно снижает производительность обработки, в частности при обработке зубчатых колес с шириной венца менее расстояния между режущими кромками соседних реек фрезы. В то же время при других способах обработки, например при зубодолблении, стружка при всех резах равна ширине обрабатываемого зубчатого венца. Задачей заявляемого изобретения является повышение производительности обработки зубьев на зубофрезерном станке при обработке зубчатых колес с шириной венца менее расстояния между режущими кромками соседних реек фрезы за счет исключения врезания инструмента и выхода его из детали путем перемещения режущих зубьев фрезы в зоне обработки параллельно оси обрабатываемых зубьев детали. Поставленная задача достигается тем, что в зубофрезерном станке с радиальной подачей и прямолинейной траекторией реза, содержащем переднюю стойку, на которой размещен суппорт, несущий корпус со шпинделем червячной фрезы с режущими рейками и приводную зубчатую шестерню, вращающую шпиндель, механизм радиального врезания фрезы в обрабатываемое колесо, корпус со шпинделем червячной фрезы размещен на поворотной оси соосно с приводной шестерней вращения шпинделя с возможностью качания от дополнительно введенного кулачка, получающего вращение от шпинделя фрезы через введенную гитару сменных шестерен и обеспечивающего перемещение режущих реек фрезы при врезании в обрабатываемое колесо и до выхода из зуба в плоскости, параллельной оси упомянутого колеса, при этом передаточное отношение гитары сменных шестерен выбрано из соотношения, где ф - число режущих реек фрезы- число профилей кулачка- передаточное отношение между шпинделем фрезы и ведущим валом гитары сменных шестерен. Изобретение поясняется чертежами, где на фиг. 1 изображена схема врезания червячной фрезы в обрабатываемое колесо и выхода ее из колеса в обычных зубофрезерных станках, работающих с осевой и радиальной подачами на фиг. 2 схема обработки зубьев цилиндрических колес по предлагаемому изобретению (гдерадиальная подача, мм/об Вширина венца обрабатываемого колеса, ммглубина нарезаемых зубьев, мм) 2 3922 1 на фиг. 3 общий вид и кинематическая схема заявляемого станка (кроме кинематических элементов суппорта) на фиг. 4 разрез А-А на фиг. 3 на фиг. 5 разрез Б-Б на фиг. 4, на фиг. 6 разрез В-В на фиг. 5. Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза содержит станину 1, на которой установлен стол 2, несущий установочное приспособление 3 с заготовкой 4 и заднюю стойку 5 с верхним центром 6. На направляющих 7 станины с возможностью горизонтального перемещения размещена передняя стойка 8, которая через пару винт-гайка 9 связана с механизмом радиального врезания 10. Винт механизма радиального врезания приводится во вращение от регулируемого электродвигателя 11 через червячную пару 12 и 13. На передней стойке 8 размещен с возможностью поворота на угол суппорт 14. На суппорте расположен регулируемый главный электродвигатель 15, который через приводную зубчатую шестерню 16, зубчатые колеса 17 и 18 связан со шпинделем 19 и размещенной на нем червячной фрезой 20. Через коническую передачу 21 и 22, зубчатые колеса 23, 24 и 25, вал 26, гитару деления 27, 28 и 29, валы 30 и 31, червячную пару 32 и 33 главный электродвигатель 15 связан с приспособлением 3 и закрепленной на нем заготовкой 4. Через зубчатые колеса 18 и 34, сменные шестерни 35 и 36 вращение фрезы связано со сменным кулачком 37, который опирается на ролик 38. На суппорте 14 размещен с возможностью качания на цапфах 39 и 40 на подшипниках 41 и 42 корпус 43,несущий шпиндель 19 с червячной фрезой 20. Зубофрезерный станок работает следующим образом. На станке устанавливают необходимое число оборотов червячной фрезы 20 и требуемую радиальную подачу, обеспечиваемую электродвигателем 11. Настраивают на обработку требуемого числа зубьев заготовки 4 гитару деления 27, 28 и 29, устанавливают соответственно выбранной червячной фрезе сменный кулачок 37 и гитару сменных шестерен 35 и 36, при этом гитара сменных шестерен настраивается таким образом,чтобы число оборотов кулачка было кратно числу реек червячной фрезы и удовлетворяло условию, где ф - число режущих реек фрезы- число профилей кулачка- передаточное отношение между шпинделем фрезы и ведущим валом гитары. Устанавливают необходимые величины быстрого подвода и рабочей радиальной подачи передней стойки 8 с суппортом 14 и червячной фрезой 20. Устанавливают и зажимают на установочном приспособлении 3 заготовку 4, при этом обеспечивают расположение оси фрезы посередине высоты заготовки. При включении цикла работы станка включается вращение главного электродвигателя 15 и связанных с ним вращений фрезы 20, заготовки 4 и сменного кулачка 37, при этом профиль кулачка и его угловое положение выполняют таким образом, чтобы обеспечить перемещение режущих реек фрезы при врезании в заготовку и при ее дальнейшей обработке до выхода из зуба в плоскости, параллельной оси заготовки (см. фиг. 2), за счет сложения движений режущей кромки фрезы от ее вращения и качания с корпусом 43 на цапфах 39 и 40 от кулачка 37. Затем включается электродвигатель 11 механизма радиального врезания 10, который при вращении винта-гайки 9 обеспечивает быстрый подвод передней стойки 8 с фрезой 20, а затем перемещение с рабочей радиальной подачей до требуемой глубины нарезаемых зубьев, проводя обработку зубьев (см. фиг. 2). Заявляемое техническое решение позволяет повысить производительность обработки зубьев зубчатых колес с шириной венца менее расстояния между режущими кромками соседних реек фрезы в 2,5 раза за счет исключения врезания инструмента и выхода его из детали, осуществляемого параллельно оси обрабатываемого колеса. Источники информации 1. А.с. СССР 961876, МПК В 23 Г 5/22, 1972. 2. Патент 2004792, МПК В 23 Г 5/22, 1977. 3. Зубофрезерный станок мод. 53 Б 30 ПФ 2 производства Витебского станкозавода имени Коминтерна,1990. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23F 5/22
Метки: станок, траекторией, прямолинейной, зубофрезерный, реза, подачей, радиальной
Код ссылки
<a href="https://by.patents.su/4-3922-zubofrezernyjj-stanok-s-radialnojj-podachejj-i-pryamolinejjnojj-traektoriejj-reza.html" rel="bookmark" title="База патентов Беларуси">Зубофрезерный станок с радиальной подачей и прямолинейной траекторией реза</a>
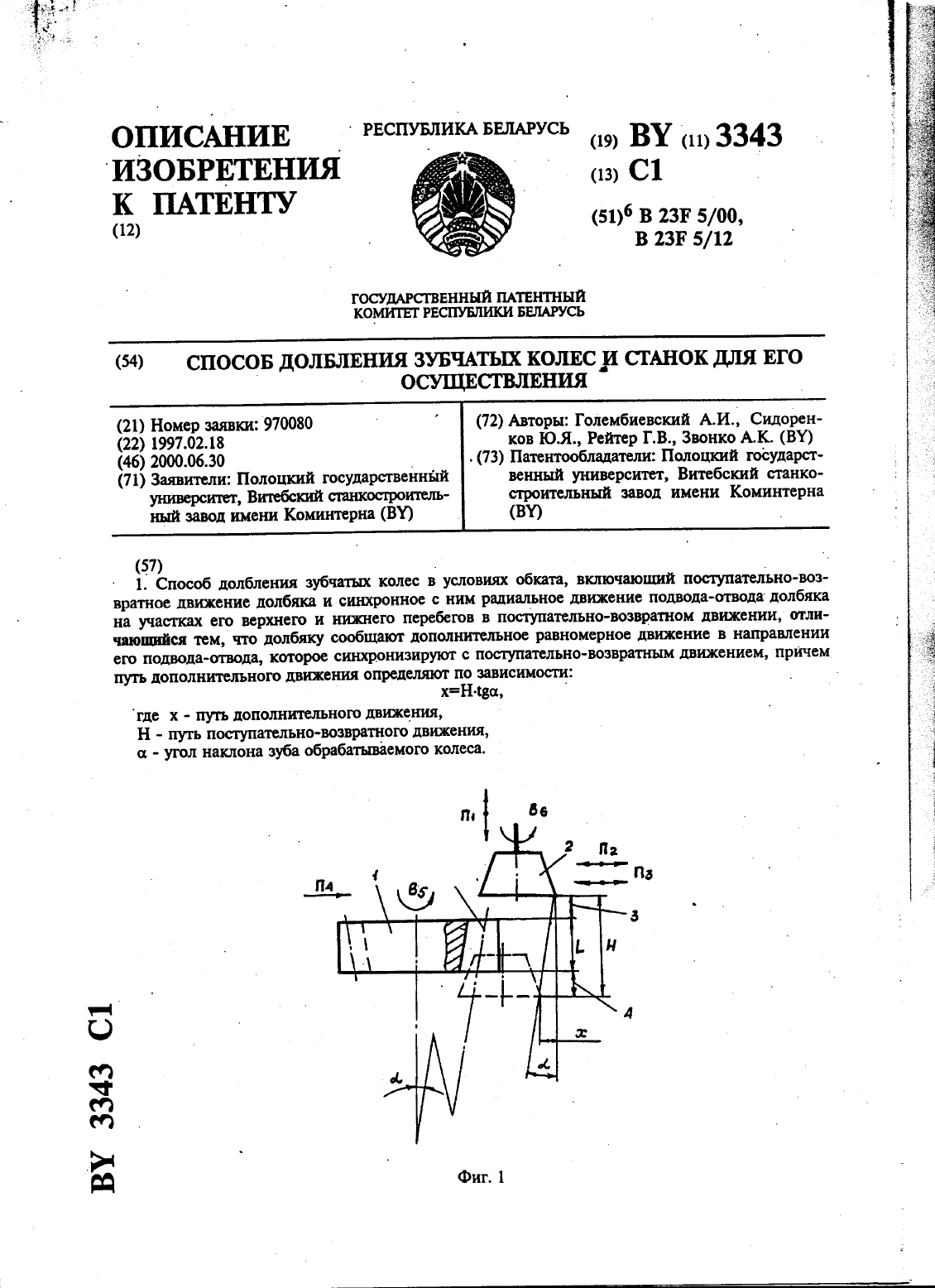
Способ долбления зубчатых колес и станок для его осуществления
Номер патента: 3343
Опубликовано: 30.06.2000
Авторы: Голембиевский Анатолий Иосифович, Сидоренков Юрий Яковлевич, Звонко Александр Константинович, Рейтер Генрих Витольдович
Метки: зубчатых, способ, долбления, колес, станок, осуществления
Текст:
...поступательному движению гильзы, а другая - ее возвратному движению, обе дуги профиля кулачка выполнены по архимедовой спирали, конечный радиус дуги, соответствующей поступательному движению гильзы, больше ее начального радиуса, а начальный радиус дуги,соответствующий возвратному движению гильзы, больше ее конечного радиуса, причем разность радиусов для обеих дуг определяется.по зависимости, задаваемой способом долбления.При...
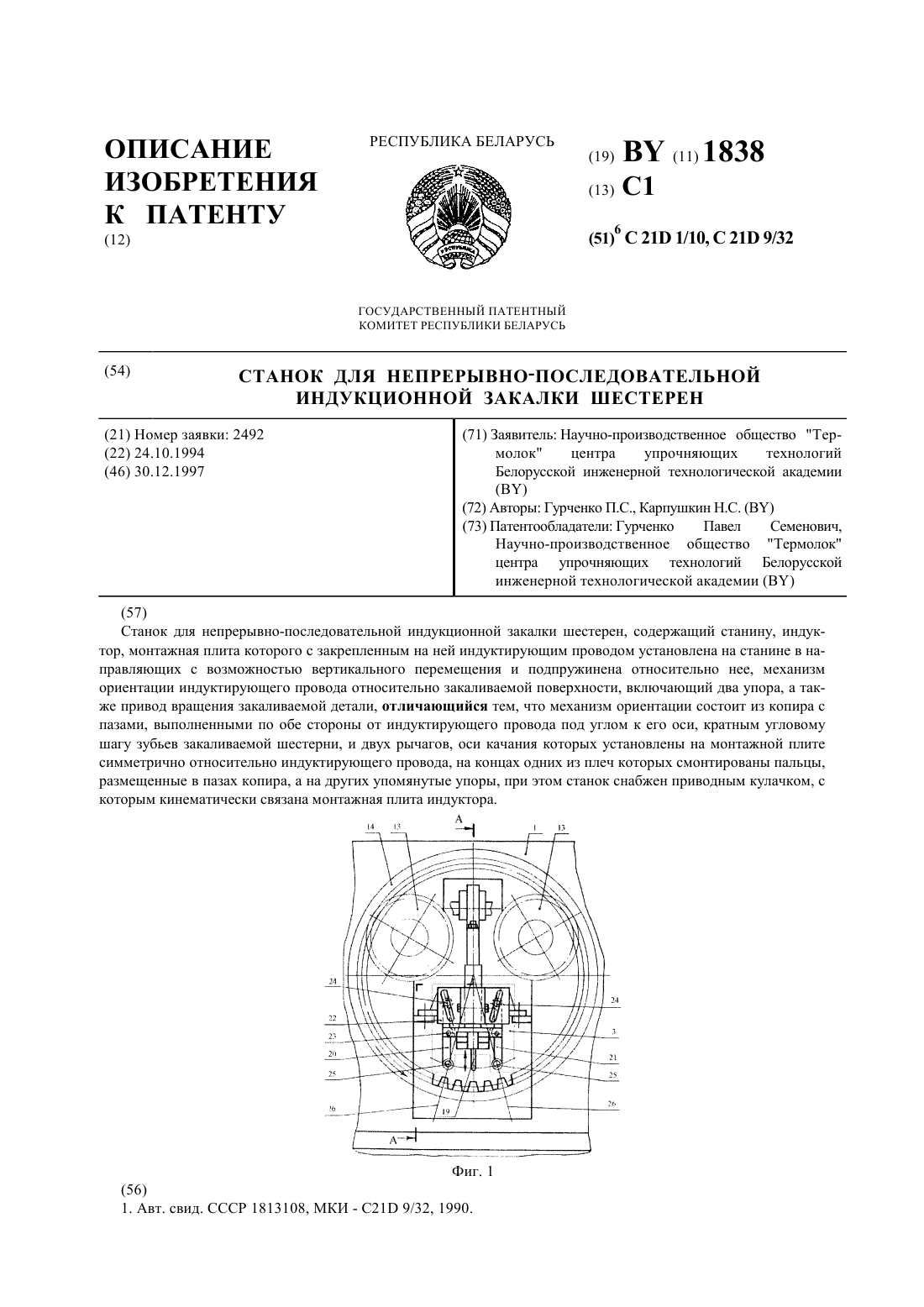
Станок для непрерывно-последовательной индукционной закалки шестерен
Номер патента: 1838
Опубликовано: 30.12.1997
Авторы: Гурченко Павел Семенович, Карпушкин Николай Сергеевич
Метки: непрерывно-последовательной, индукционной, станок, шестерен, закалки
Текст:
...связаны с индуктором 2, подпружиненным через пружины 12 относительно стоек 6, 7. На станине 1 расположены приводные сателлиты 13, на которые устанавливается обрабатываемая шестерня 14. Индуктор 2 состоит из монтажной плиты 15, к которой жестко крепятся токоподводящие шины 16, связанные с высокочастотным генератором через переходник 17 и гибкие шины 18. К шинам 16 жестко крепится индуктирующий провод 19. Механизм ориентации 3 выполнен в виде...
Борт радиальной пневматической шины
Номер патента: 1035
Опубликовано: 14.03.1996
Авторы: Портный Геннадий Лазаревич, Истрашкин Валерий Владимирович, Пискотин Николай Михайлович, Райбман Петр Гаврилович, Третьяков Олег Борисович, Сысоенко Александр Владимирович, Шепелина Лариса Николаевна, Иванова Вера Петровна, Вольнов Анатолий Алексеевич
МПК: B60C 15/06
Метки: пневматической, шины, радиальной, борт
Текст:
...каркаса. а еличина аз сме щения верхних кромок этих деталей в 2-25 л раза превышала расстояние а 1 между верх ней кромкой бортовой металлокордной ленты 8 и слоем каркаса 1. При этом отношение ширины нижней профилированной детали 10-191 к ширине 532 верхней 11 составляет 03-03. 1 з.п. ф-лы, 1 ил.каркаса 9 и металлокордную бортовую ленту накладывают профилированные детали 10 и 11.Расстояние между верхней кромкой металлокордной бортовой...
Пневматическая шина радиальной конструкции
Номер патента: 1036
Опубликовано: 14.03.1996
Авторы: Кожанов Евгений Фролович, Россин Валерий Донович, Муратова Светлана Ильинична, Тартаковер Евгений Иосифович, Иванова Вера Петровна, Эктов Владислав Васильевич, Третьяков Олег Борисович, Портный Геннадий Лазаревич, Истрашкин Валерий Владимирович, Александров Валентин Владимирович
МПК: B60C 15/06
Метки: шина, радиальной, пневматическая, конструкции
Текст:
...ленту 10 накладывают профилированные резиновые детали 12. 13.Указанные детали имеют углубление 14(фигд). в котором в процессе сборки размещают кромки каркаса П и мвталлокордной бортовой ленты 10 (Н высота углубления.Высота углубления Н принята равной толщине металлокордной бортовой ленты или слоя каркаса. Если толщина углубления больше толщины металпокордной бортовой ленты или слоя каркаса. образуются воздушные включения между...
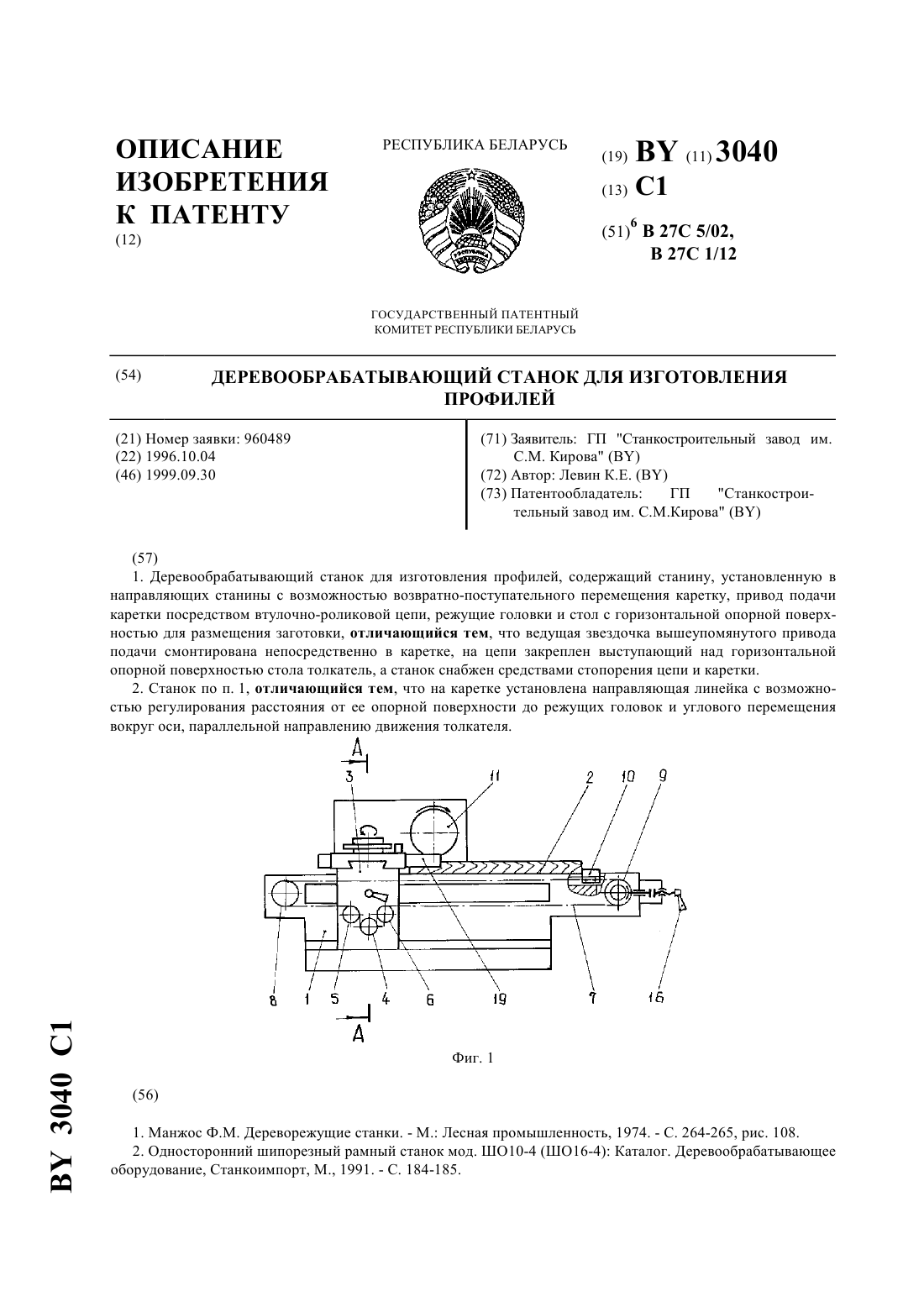
Деревообрабатывающий станок для изготовления профилей
Номер патента: 3040
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
Метки: деревообрабатывающий, профилей, станок, изготовления
Текст:
...и тем же приводом. Кроме того, на каретке установлена направляющая линейка с возможностью регулирования расстояния от е опорной поверхности до режущих головок, а также углового перемещения вокруг оси, параллельной направлению движения толкателя. Благодаря этому обеспечивается фрезерование продольного профиля методом реймусования, а, следовательно, и одинаковый настроенный размер по ширине обработки детали независимо от вариаций припуска на...
Предыдущий патент: Зубная щетка (варианты)
Следующий патент: Распределитель высеваемых материалов пневматических сеялок
Случайный патент: Стекло