Станок для заточки червячных фрез
Текст
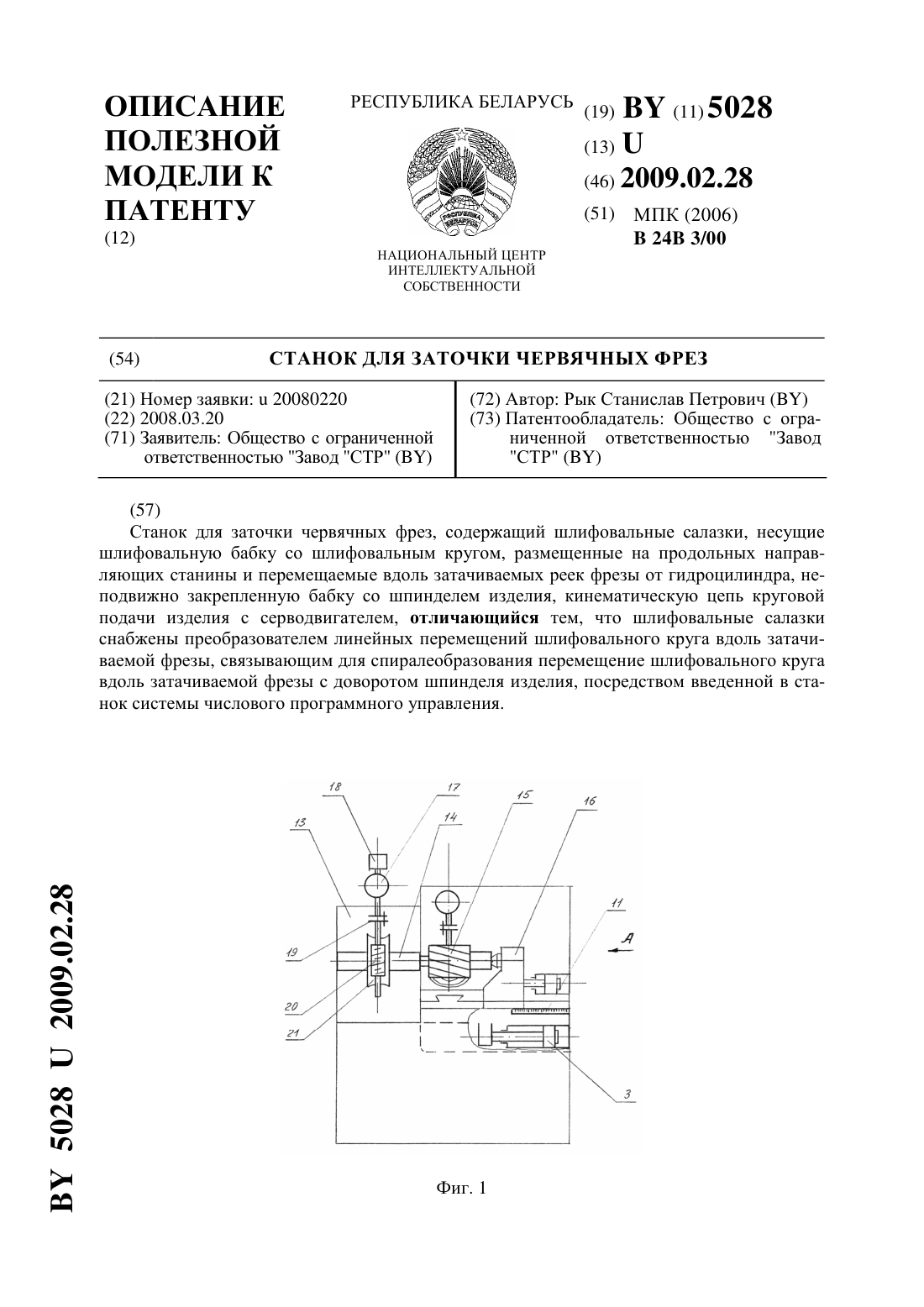
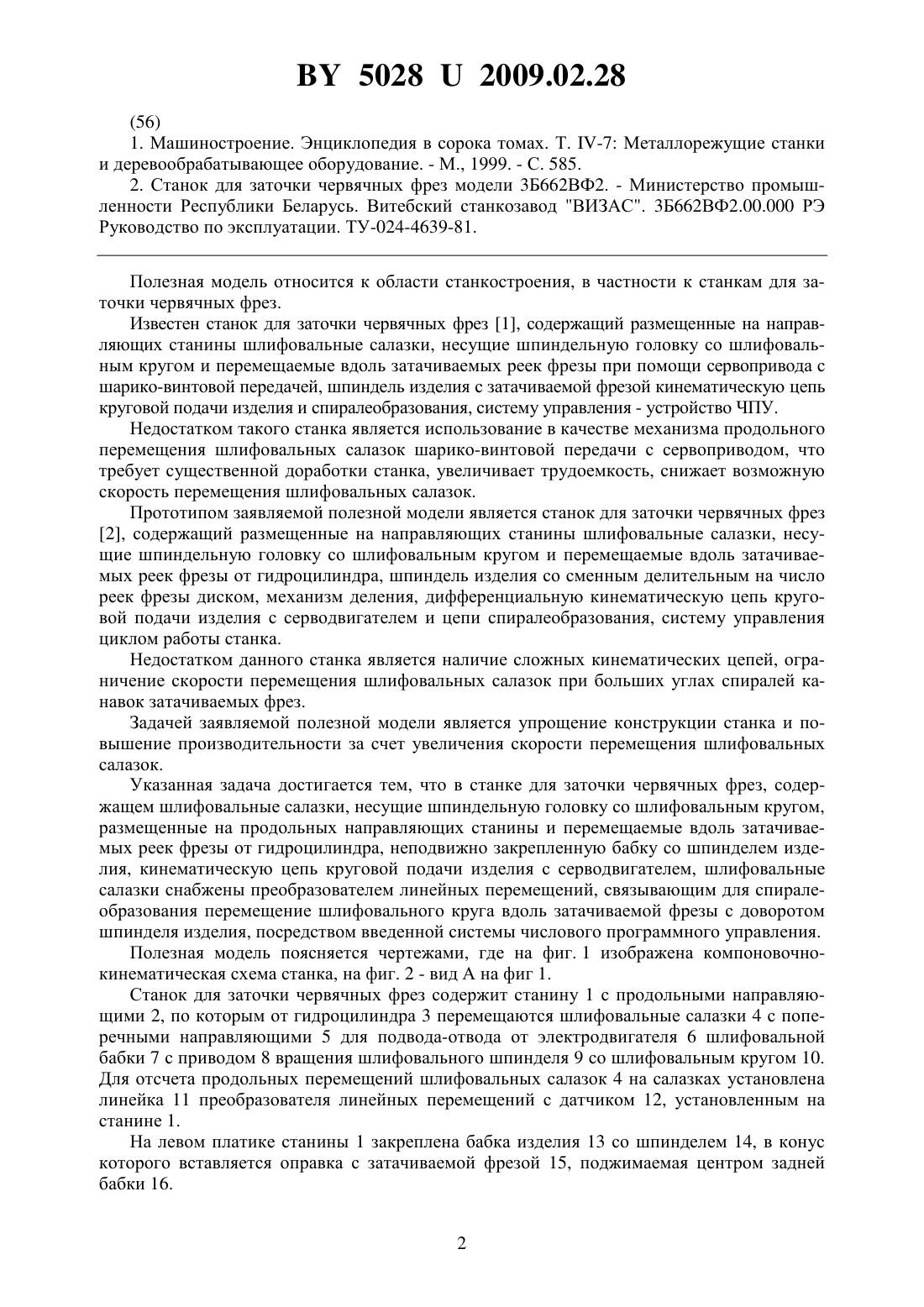
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ЗАТОЧКИ ЧЕРВЯЧНЫХ ФРЕЗ(71) Заявитель Общество с ограниченной ответственностью Завод СТР(72) Автор Рык Станислав Петрович(73) Патентообладатель Общество с ограниченной ответственностью Завод СТР(57) Станок для заточки червячных фрез, содержащий шлифовальные салазки, несущие шлифовальную бабку со шлифовальным кругом, размещенные на продольных направляющих станины и перемещаемые вдоль затачиваемых реек фрезы от гидроцилиндра, неподвижно закрепленную бабку со шпинделем изделия, кинематическую цепь круговой подачи изделия с серводвигателем, отличающийся тем, что шлифовальные салазки снабжены преобразователем линейных перемещений шлифовального круга вдоль затачиваемой фрезы, связывающим для спиралеобразования перемещение шлифовального круга вдоль затачиваемой фрезы с доворотом шпинделя изделия, посредством введенной в станок системы числового программного управления.(56) 1. Машиностроение. Энциклопедия в сорока томах. Т. -7 Металлорежущие станки и деревообрабатывающее оборудование. - М., 1999. - С. 585. 2. Станок для заточки червячных фрез модели 3 Б 662 ВФ 2. - Министерство промышленности Республики Беларусь. Витебский станкозавод ВИЗАС. 3 Б 662 ВФ 2.00.000 РЭ Руководство по эксплуатации. ТУ-024-4639-81. Полезная модель относится к области станкостроения, в частности к станкам для заточки червячных фрез. Известен станок для заточки червячных фрез 1, содержащий размещенные на направляющих станины шлифовальные салазки, несущие шпиндельную головку со шлифовальным кругом и перемещаемые вдоль затачиваемых реек фрезы при помощи сервопривода с шарико-винтовой передачей, шпиндель изделия с затачиваемой фрезой кинематическую цепь круговой подачи изделия и спиралеобразования, систему управления - устройство ЧПУ. Недостатком такого станка является использование в качестве механизма продольного перемещения шлифовальных салазок шарико-винтовой передачи с сервоприводом, что требует существенной доработки станка, увеличивает трудоемкость, снижает возможную скорость перемещения шлифовальных салазок. Прототипом заявляемой полезной модели является станок для заточки червячных фрез 2, содержащий размещенные на направляющих станины шлифовальные салазки, несущие шпиндельную головку со шлифовальным кругом и перемещаемые вдоль затачиваемых реек фрезы от гидроцилиндра, шпиндель изделия со сменным делительным на число реек фрезы диском, механизм деления, дифференциальную кинематическую цепь круговой подачи изделия с серводвигателем и цепи спиралеобразования, систему управления циклом работы станка. Недостатком данного станка является наличие сложных кинематических цепей, ограничение скорости перемещения шлифовальных салазок при больших углах спиралей канавок затачиваемых фрез. Задачей заявляемой полезной модели является упрощение конструкции станка и повышение производительности за счет увеличения скорости перемещения шлифовальных салазок. Указанная задача достигается тем, что в станке для заточки червячных фрез, содержащем шлифовальные салазки, несущие шпиндельную головку со шлифовальным кругом,размещенные на продольных направляющих станины и перемещаемые вдоль затачиваемых реек фрезы от гидроцилиндра, неподвижно закрепленную бабку со шпинделем изделия, кинематическую цепь круговой подачи изделия с серводвигателем, шлифовальные салазки снабжены преобразователем линейных перемещений, связывающим для спиралеобразования перемещение шлифовального круга вдоль затачиваемой фрезы с доворотом шпинделя изделия, посредством введенной системы числового программного управления. Полезная модель поясняется чертежами, где на фиг. 1 изображена компоновочнокинематическая схема станка, на фиг. 2 - вид А на фиг 1. Станок для заточки червячных фрез содержит станину 1 с продольными направляющими 2, по которым от гидроцилиндра 3 перемещаются шлифовальные салазки 4 с поперечными направляющими 5 для подвода-отвода от электродвигателя 6 шлифовальной бабки 7 с приводом 8 вращения шлифовального шпинделя 9 со шлифовальным кругом 10. Для отсчета продольных перемещений шлифовальных салазок 4 на салазках установлена линейка 11 преобразователя линейных перемещений с датчиком 12, установленным на станине 1. На левом платике станины 1 закреплена бабка изделия 13 со шпинделем 14, в конус которого вставляется оправка с затачиваемой фрезой 15, поджимаемая центром задней бабки 16. 2 50282009.02.28 Шпиндель изделия 14 приводится во вращение от серводвигателя 17 с круговым датчиком 18 через муфту 19 и червячную пару 20 и 21 с регулируемым в передаче люфтом. Станок работает следующим образом. После закрепления затачиваемой фрезы 15 с оправкой в шпинделе 14 с поджимом задней бабки изделия 13, перемещением шлифовальной бабки 7 и шлифовального шпинделя 9, а также поворотом шпинделя изделия 14 от серводвигателя 17 определяют исходные положения шлифовального круга 10 и затачиваемой фрезы 15. Затем узлы станка разводятся в исходное положение и включается цикл заточки. Включается вращение шлифовального круга. Шлифовальная бабка 7 подводится электродвигателем 6 в зону обработки, включается от гидроцилиндра 3 осциллирующее движение салазок 4 со шлифовальным кругом 10. После каждого продольного хода от серводвигателя 17 через червячную передачу 20 и 21 фреза 15 поворачивается на заданную величину снимаемого с рейки фрезы припуска. Величина снимаемого припуска задается программой системы управления. При заточке фрезы со спиральными канавками при перемещении шлифовальных салазок 4 датчик 12, отслеживая положение линейки 11 преобразователя линейных перемещений, передает соответствующие сигналы в систему управления станком и на серводвигатель, который через червячную передачу 20 и 21 поворачивает шпиндель изделия 13 с затачиваемой фрезой 15, обеспечивая съем припуска по спирали канавки фрезы. После съема припуска первой рейки шлифовальные салазки перемещаются в исходное положение. Включается серводвигатель 17, который по программе системы управления поворачивает фрезу для заточки следующей рейки. Цикл заточки повторяется. Так происходит заточка всех реек фрезы. После этого узлы выходят в исходное положение. Производится разжим оправки с заточенной фрезой. Станок готов для очередной заточки. Заявляемая полезная модель позволит упростить конструкцию станка и повысить производительность за счет увеличения скорости перемещения шлифовальных салазок. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 3/00
Метки: фрез, червячных, станок, заточки
Код ссылки
<a href="https://by.patents.su/3-u5028-stanok-dlya-zatochki-chervyachnyh-frez.html" rel="bookmark" title="База патентов Беларуси">Станок для заточки червячных фрез</a>
Станок для заточки боковых сторон зубьев пил
Номер патента: 6119
Опубликовано: 30.06.2004
Авторы: Чичерин Владимир Иванович, Гольман Игорь Вульфович, Калугин Аркадий Павлович
МПК: B23D 63/14
Метки: боковых, сторон, станок, пил, заточки, зубьев
Текст:
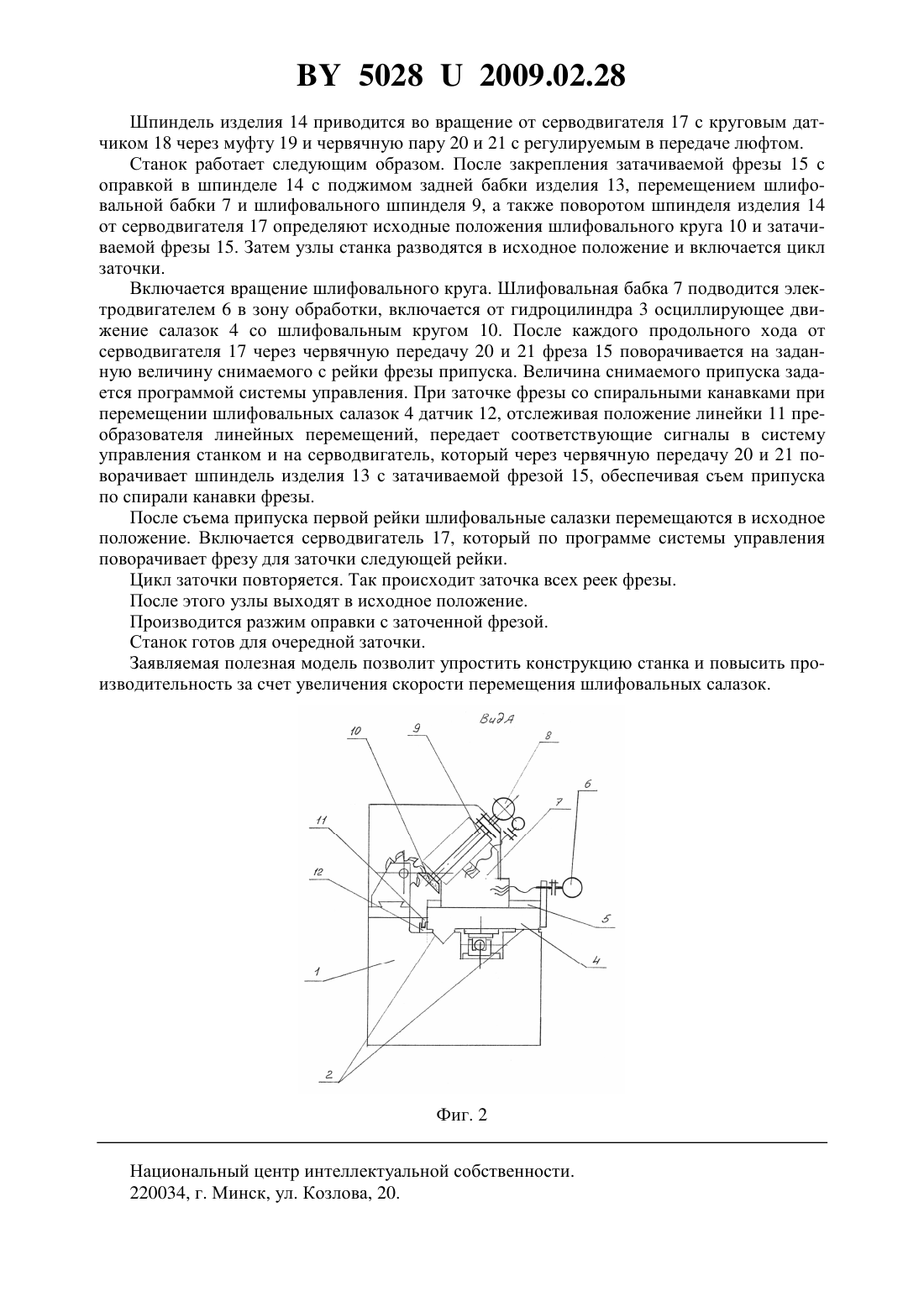
...26. На осях 24, 25 (фиг. 4) установлены кронштейны 27, 28 приводов 29, 30 главного движения. Шпиндельные группы 22, 23 имеют гибкую связь с приводами 29, 30 главного движения с помощью поликлиновой передачи 31, 32. На боковой стенке станка закреплен кронштейн 33, несущий гидроцилиндр 34 фиксации пилы 26 в цикле. К этой же стенке прикреплена тумба 35 с круговым пазом 36 и кронштейном 37. В расточке кронштейна 37 (фиг. 3) установлена втулка 38,...
Станок для заточки пил
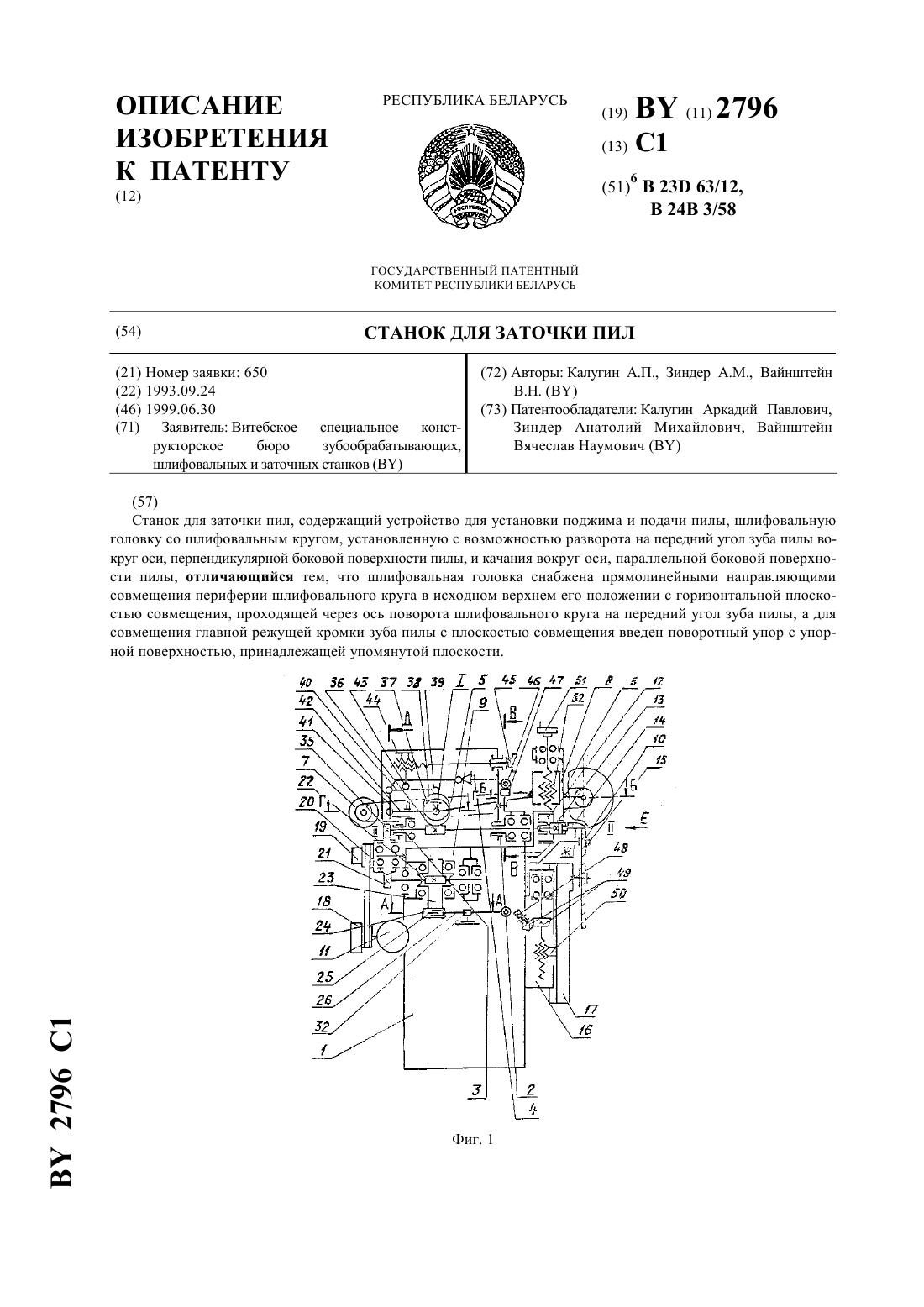
Номер патента: 2796
Опубликовано: 30.06.1999
Авторы: Калугин Аркадий Павлович, Зиндер Анатолий Михайлович, Вайнштейн Вячеслав Наумович
МПК: B23D 63/12, B24B 3/58
Текст:
...схема станка с устройством совмещения периферии шлифовального круга на фиг. 2 - разрез А-А на фиг.1, кинематическая цепь привода подающей собачки на фиг. 3 - разрез Б-Б на фиг.1, прямолинейные направляющие совмещения периферии шлифовального круга на фиг 4 - разрез В-В на фиг.1. Кинематическая цепь поворота шлифовальной головки на передний угол зуба пилы на фиг. 5 - разрез Г-Г, ось качания шлифовальной головки на фиг. 6 - разрез Д-Д, рычажная...
Станок для заточки пил
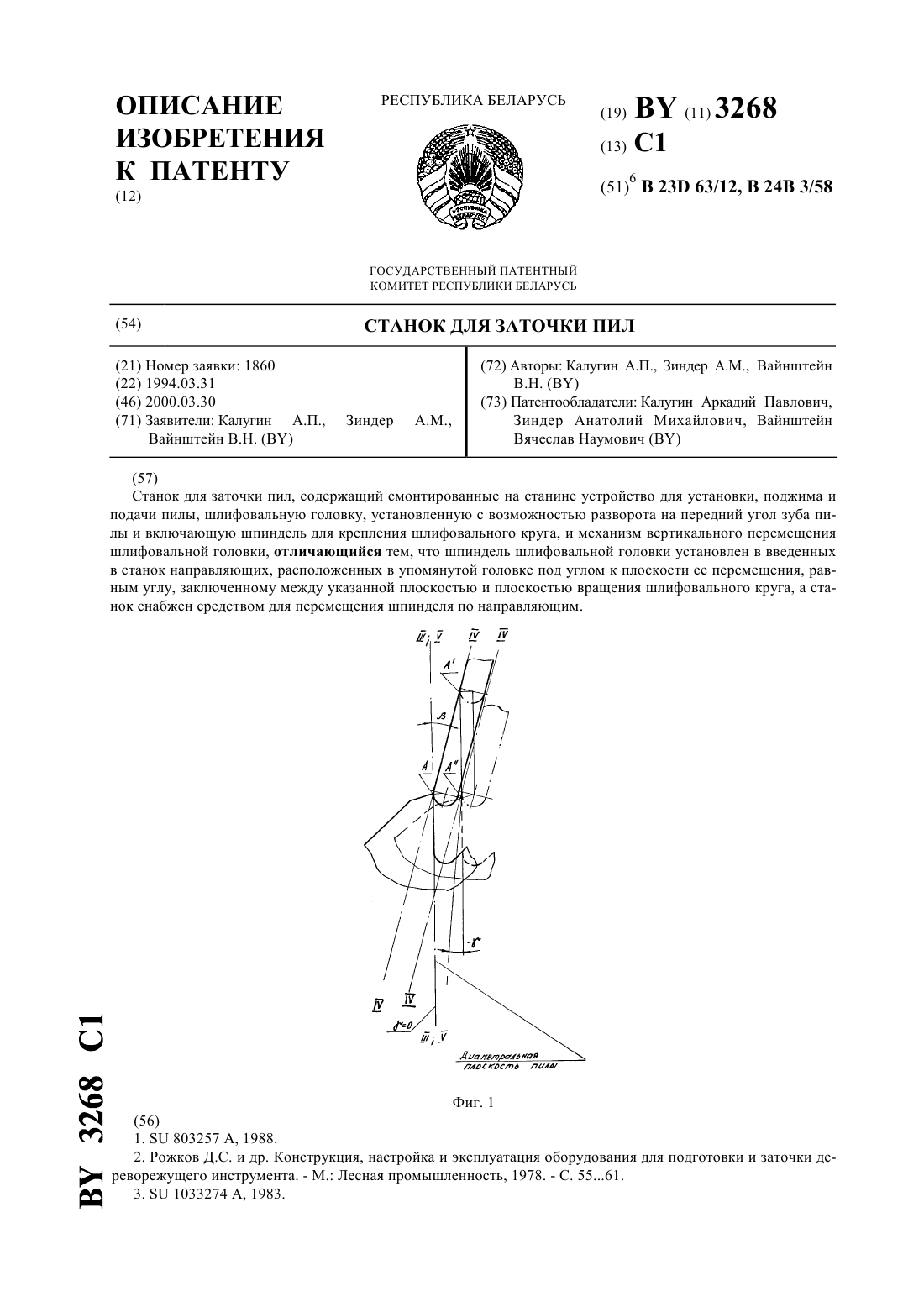
Номер патента: 3268
Опубликовано: 30.03.2000
Авторы: Вайнштейн Вячеслав Наумович, Калугин Аркадий Павлович, Зиндер Анатолий Михайлович
МПК: B23D 63/12, B24B 3/58
Текст:
...подводит режущую кромку зуба пилы в одно и то же положение процесс съема припуска с поверхности зуба пилы возобновится без поворота пилы, а геометрические параметры профиля зуба пилы остаются без изменений (см. фиг. 2). Изобретение поясняется чертежами, где фиг. 1 - схема расположения шлифовального круга при заточке и изменении диаметра круга в результате износа и компенсации присущая аналогам и прототипу,фиг. 2 - схема расположения...
Станок для заточки ножей
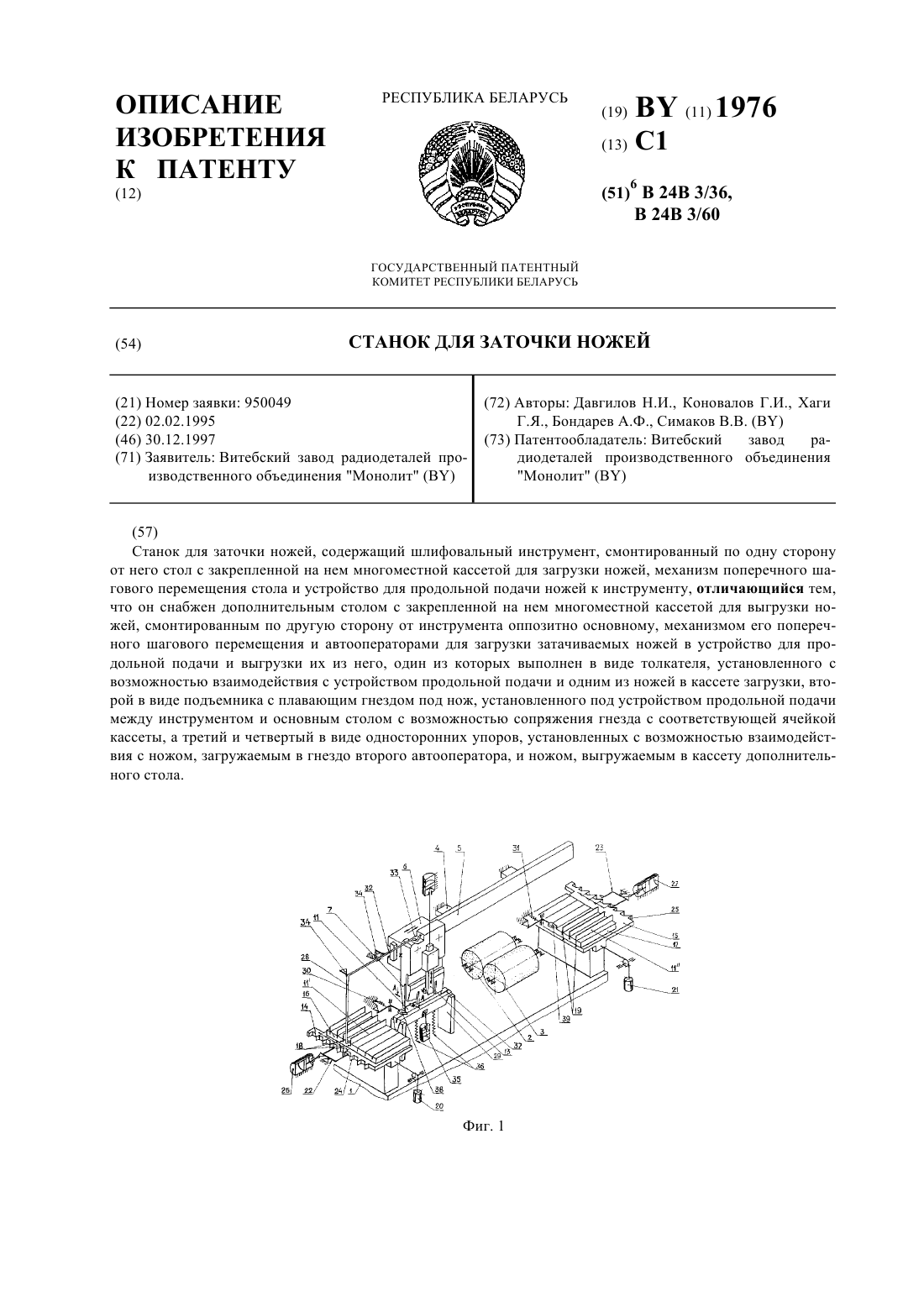
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Симаков Виктор Васильевич, Коновалов Геннадий Иосифович, Бондарев Анатолий Федорович, Хаги Григорий Яковлевич, Давгилов Николай Иванович
Текст:
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Устройство для точной заточки резцов
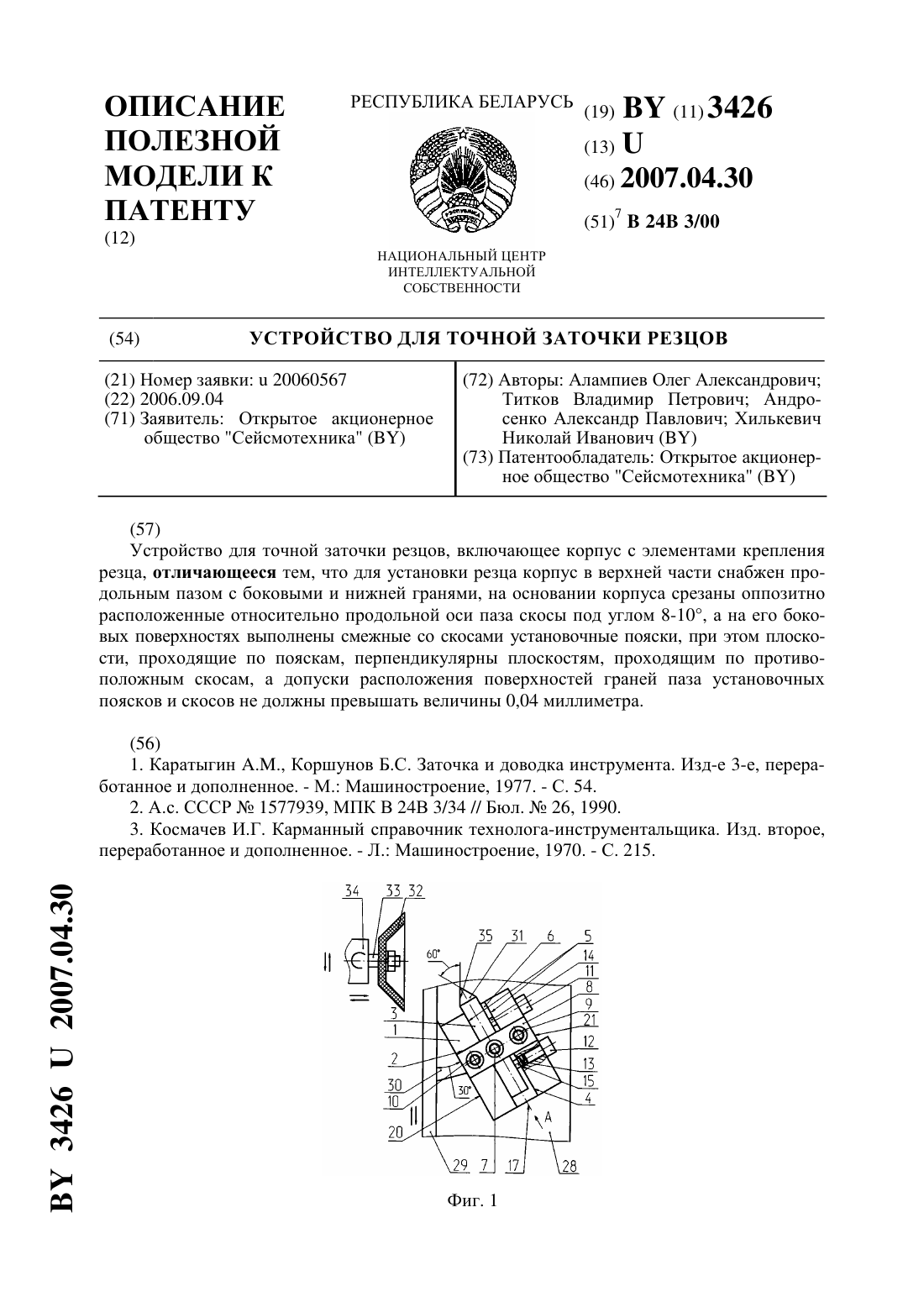
Номер патента: U 3426
Опубликовано: 30.04.2007
Авторы: Хилькевич Николай Иванович, Титков Владимир Петрович, Алампиев Олег Александрович, Андросенко Александр Павлович
МПК: B24B 3/00
Метки: устройство, резцов, заточки, точной
Текст:
...паз 4 с его боковыми гранями 5 и нижней гранью 6, в который устанавливается резец 3. Сверху резец 3 прижимается к нижней грани 6 винтом 7 через резьбовое отверстие в планке 8. Планка 8 в свою очередь прикреплена к корпусу 1 винтами 9 и 10. К левой грани 5 резец 3 прижимается винтами 11 и 12 через пружины 13 и штифты 14 и 15 соответственно. В корпусе 1 на его основании 16 выполнены оппозитно расположенные относительно продольной оси 17...
Предыдущий патент: Паяный образец для испытания на циклическую нагрузку
Следующий патент: Автоматизированный кругошлифовальный центровой станок
Случайный патент: Устройство защиты организма человека от воздействия электромагнитного излучения мобильных радиотелефонов