Станок для обработки пазов на торцах деталей
Номер патента: U 9191
Опубликовано: 30.06.2013
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич

Текст
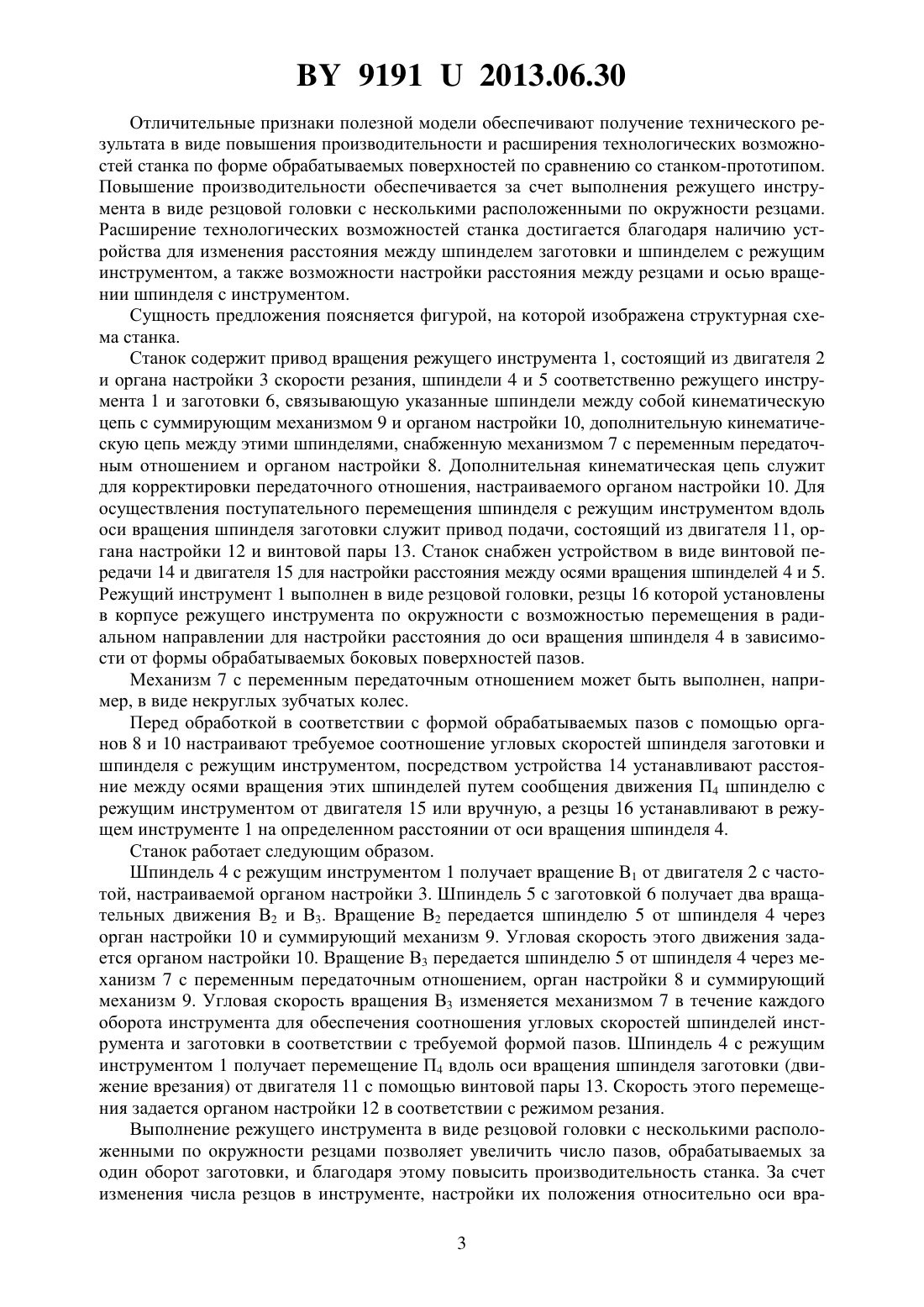
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ НА ТОРЦАХ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Киселев Руслан Анатольевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Станок для обработки пазов на торцах деталей, содержащий шпиндель с режущим инструментом и шпиндель заготовки, привод вращения шпинделей, привод подачи шпинделя с режущим инструментом вдоль оси вращения шпинделя заготовки, кинематическую цепь, связывающую шпиндели между собой, дополнительную кинематическую цепь между этими шпинделями, снабженную механизмом с переменным передаточным отношением, отличающийся тем, что он снабжен устройством для настройки расстояния между осями вращения шпинделей, а режущий инструмент выполнен в виде резцовой головки с расположенными по окружности резцами с возможностью их перемещения в радиальном направлении для настройки расстояния до оси вращения шпинделя с инструментом.(56) 1. А.с. СССР 1593898, МПК 23 7/00, 1990. 2. Малов А.Н. Механизация и автоматизация универсальных металлорежущих станков. - М. Машиностроение, 1969. - С. 79, рис. -57. 3. Патент 6165, МПК 23 3/28, 2004. Полезная модель относится к металлорежущим станкам и найдет применение в машиностроении при изготовлении различных деталей с пазами на торцах, например, кулачковых муфт, роторов и т.п. 91912013.06.30 Известен станок для фрезерования пазов 1, содержащий шпиндели режущего инструмента и заготовки, привод вращения режущего инструмента, загрузочное устройство,привод подачи заготовки относительно режущего инструмента вдоль обрабатываемого паза, механизм прерывистого поворота заготовки на угол между соседними обрабатываемыми пазами. Недостатком известного станка является наличие механизма прерывистого поворота заготовки, что обуславливает дискретные процессы при обработке и приводит к возникновению дополнительных погрешностей. Его недостатком является также осуществление движения подачи вдоль формируемого паза, что увеличивает длину рабочего хода режущего инструмента и снижает производительность. Известно также устройство на базе токарного станка для обработки пазов на торцах деталей 2, которое содержит шпиндели режущего инструмента и заготовки, привод вращения режущего инструмента, привод подачи режущего инструмента вдоль оси вращения шпинделя заготовки и кинематическую цепь, связывающую между собой шпиндели режущего инструмента и заготовки. Передаточное отношение этой цепи постоянно и равно двум. Недостатком известного устройства является невозможность управления формой боковых поверхностей обрабатываемых пазов, что ограничивает его технологические возможности. Известен принятый за прототип станок для обработки пазов на торцах деталей 3. Он содержит шпиндели заготовки и режущего инструмента, приводы вращения шпинделей,привод подачи режущего инструмента вдоль оси вращения шпинделя заготовки, кинематическую цепь, связывающую между собой шпиндели режущего инструмента и заготовки,и дополнительную кинематическую цепь между этими шпинделями, снабженную механизмом с переменным передаточным отношением для автоматического изменения угловой скорости вращения шпинделя заготовки. Недостатком этого станка являются ограниченные технологические возможности по форме боковых поверхностей обрабатываемых пазов, так как он предназначен для обработки пазов с близкими к прямолинейным боковыми сторонами и не позволяет обрабатывать пазы с выпуклыми и вогнутыми боковыми сторонами. Этот недостаток обусловлен невозможностью настройки расстояния между осями вращения шпинделей режущего инструмента и заготовки и расположения резцов относительно оси вращения шпинделя с инструментом. Станок имеет также невысокую производительность из-за того, что режущий инструмент оснащен одним резцом. Задачей настоящего предложения является устранение отмеченных недостатков повышение производительности станка и обеспечение возможности обработки на нем пазов с прямолинейными, выпуклыми или вогнутыми боковыми сторонами, т.е. расширение технологических возможностей станка. Указанная задача решается за счет того, что станок содержит шпиндель с режущим инструментом, шпиндель заготовки, привод вращения шпинделей, привод подачи шпинделя с режущим инструментом вдоль оси вращения шпинделя заготовки, кинематическую цепь, связывающую между собой указанные шпиндели, дополнительную кинематическую цепь между этими шпинделями, снабженную механизмом с переменным передаточным отношением, устройство для настройки расстояния между осями вращения шпинделей, а режущий инструмент выполнен в виде резцовой головки с расположенными по окружности резцами с возможностью их перемещения в радиальном направлении для настройки расстояния до оси вращения шпинделя с инструментом в соответствии с формой боковых поверхностей обрабатываемых пазов. Заявляемая полезная модель отличается тем, что станок снабжен устройством для настройки расстояния между осями вращения шпинделей, а режущий инструмент в виде резцовой головки оснащен несколькими равномерно расположенными по окружности резцами с возможностью их перемещения в радиальном направлении для настройки расстояния до оси вращения шпинделя с инструментом. 2 91912013.06.30 Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышения производительности и расширения технологических возможностей станка по форме обрабатываемых поверхностей по сравнению состанком-прототипом. Повышение производительности обеспечивается за счет выполнения режущего инструмента в виде резцовой головки с несколькими расположенными по окружности резцами. Расширение технологических возможностей станка достигается благодаря наличию устройства для изменения расстояния между шпинделем заготовки и шпинделем с режущим инструментом, а также возможности настройки расстояния между резцами и осью вращении шпинделя с инструментом. Сущность предложения поясняется фигурой, на которой изображена структурная схема станка. Станок содержит привод вращения режущего инструмента 1, состоящий из двигателя 2 и органа настройки 3 скорости резания, шпиндели 4 и 5 соответственно режущего инструмента 1 и заготовки 6, связывающую указанные шпиндели между собой кинематическую цепь с суммирующим механизмом 9 и органом настройки 10, дополнительную кинематическую цепь между этими шпинделями, снабженную механизмом 7 с переменным передаточным отношением и органом настройки 8. Дополнительная кинематическая цепь служит для корректировки передаточного отношения, настраиваемого органом настройки 10. Для осуществления поступательного перемещения шпинделя с режущим инструментом вдоль оси вращения шпинделя заготовки служит привод подачи, состоящий из двигателя 11, органа настройки 12 и винтовой пары 13. Станок снабжен устройством в виде винтовой передачи 14 и двигателя 15 для настройки расстояния между осями вращения шпинделей 4 и 5. Режущий инструмент 1 выполнен в виде резцовой головки, резцы 16 которой установлены в корпусе режущего инструмента по окружности с возможностью перемещения в радиальном направлении для настройки расстояния до оси вращения шпинделя 4 в зависимости от формы обрабатываемых боковых поверхностей пазов. Механизм 7 с переменным передаточным отношением может быть выполнен, например, в виде некруглых зубчатых колес. Перед обработкой в соответствии с формой обрабатываемых пазов с помощью органов 8 и 10 настраивают требуемое соотношение угловых скоростей шпинделя заготовки и шпинделя с режущим инструментом, посредством устройства 14 устанавливают расстояние между осями вращения этих шпинделей путем сообщения движения П 4 шпинделю с режущим инструментом от двигателя 15 или вручную, а резцы 16 устанавливают в режущем инструменте 1 на определенном расстоянии от оси вращения шпинделя 4. Станок работает следующим образом. Шпиндель 4 с режущим инструментом 1 получает вращение В 1 от двигателя 2 с частотой, настраиваемой органом настройки 3. Шпиндель 5 с заготовкой 6 получает два вращательных движения В 2 и В 3. Вращение В 2 передается шпинделю 5 от шпинделя 4 через орган настройки 10 и суммирующий механизм 9. Угловая скорость этого движения задается органом настройки 10. Вращение В 3 передается шпинделю 5 от шпинделя 4 через механизм 7 с переменным передаточным отношением, орган настройки 8 и суммирующий механизм 9. Угловая скорость вращения В 3 изменяется механизмом 7 в течение каждого оборота инструмента для обеспечения соотношения угловых скоростей шпинделей инструмента и заготовки в соответствии с требуемой формой пазов. Шпиндель 4 с режущим инструментом 1 получает перемещение П 4 вдоль оси вращения шпинделя заготовки (движение врезания) от двигателя 11 с помощью винтовой пары 13. Скорость этого перемещения задается органом настройки 12 в соответствии с режимом резания. Выполнение режущего инструмента в виде резцовой головки с несколькими расположенными по окружности резцами позволяет увеличить число пазов, обрабатываемых за один оборот заготовки, и благодаря этому повысить производительность станка. За счет изменения числа резцов в инструменте, настройки их положения относительно оси вра 3 91912013.06.30 щения и расстояния между шпинделями с помощью устройства 14 обеспечивается возможность обрабатывать пазы с различной формой боковых поверхностей (выпуклых, вогнутых или приближающихся с требуемой точностью к прямолинейным). Таким образом, предлагаемый станок, являясь более производительным, имеет более широкие технологические возможности по форме обрабатываемых пазов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23C 3/28
Метки: пазов, торцах, деталей, станок, обработки
Код ссылки
<a href="https://by.patents.su/4-u9191-stanok-dlya-obrabotki-pazov-na-torcah-detalejj.html" rel="bookmark" title="База патентов Беларуси">Станок для обработки пазов на торцах деталей</a>
Станок для обработки пазов на торцах деталей
Номер патента: U 6350
Опубликовано: 30.06.2010
Авторы: Данилов Виктор Алексеевич, Яловский Олег Васильевич
МПК: B23C 3/00
Метки: деталей, станок, торцах, обработки, пазов
Текст:
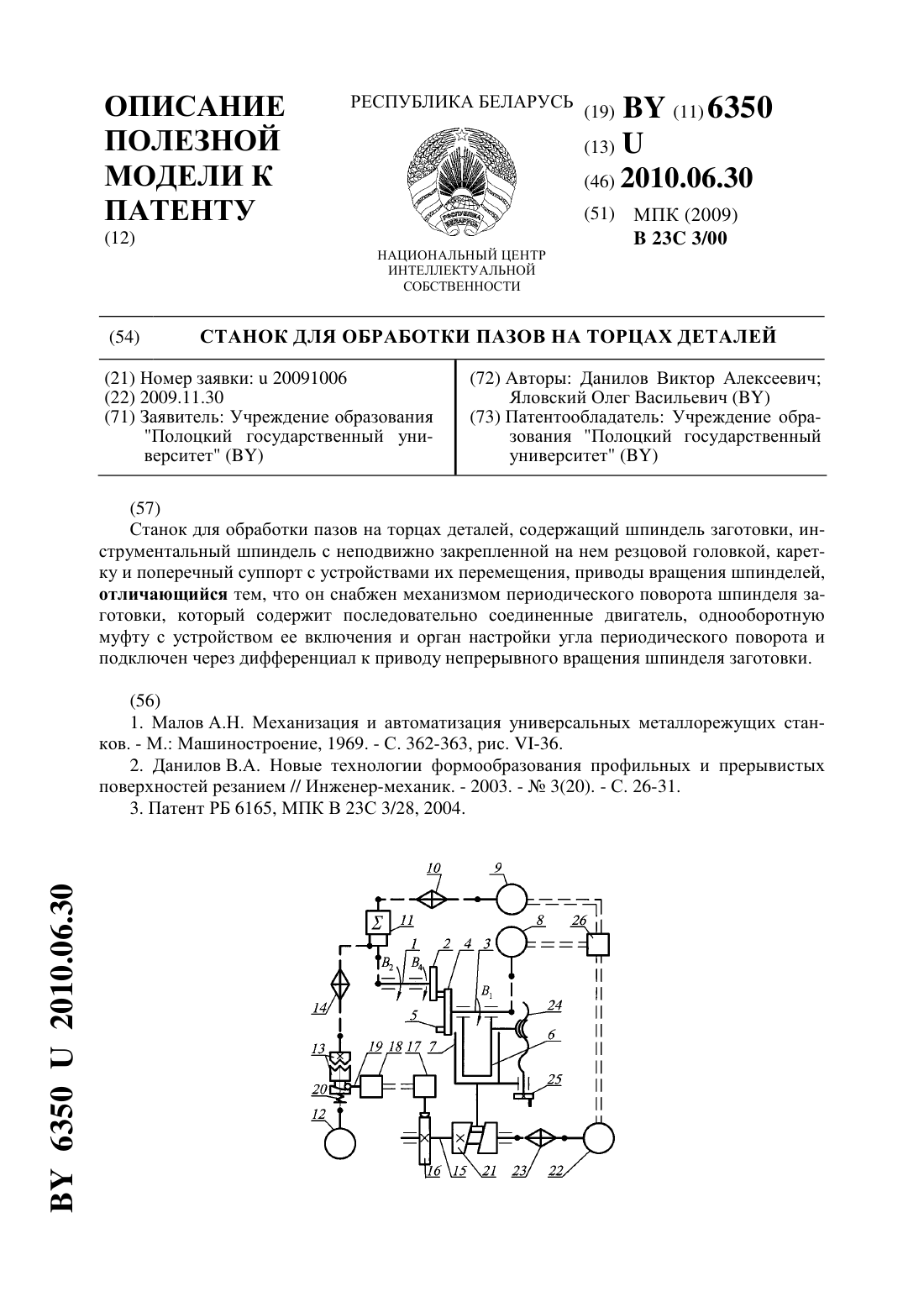
...оси вращения шпинделя 1. Каретка 7 установлена на станине станка с возможностью перемещения вдоль оси вращения шпинделя 1. Шпиндели 1 и 3, суппорт и каретки. Привод вращения инструментального шпинделя 3 выполнен в виде кинематически связанного с ним регулируемого синхронного электродвигателя 8. Привод вращения шпинделя 1 оснащен аналогичным электродвигателем 9, который соединен с этим шпинделем кинематической цепью, содержащей орган...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: пазов, обработки, деталей, торцах, инструмент
Текст:
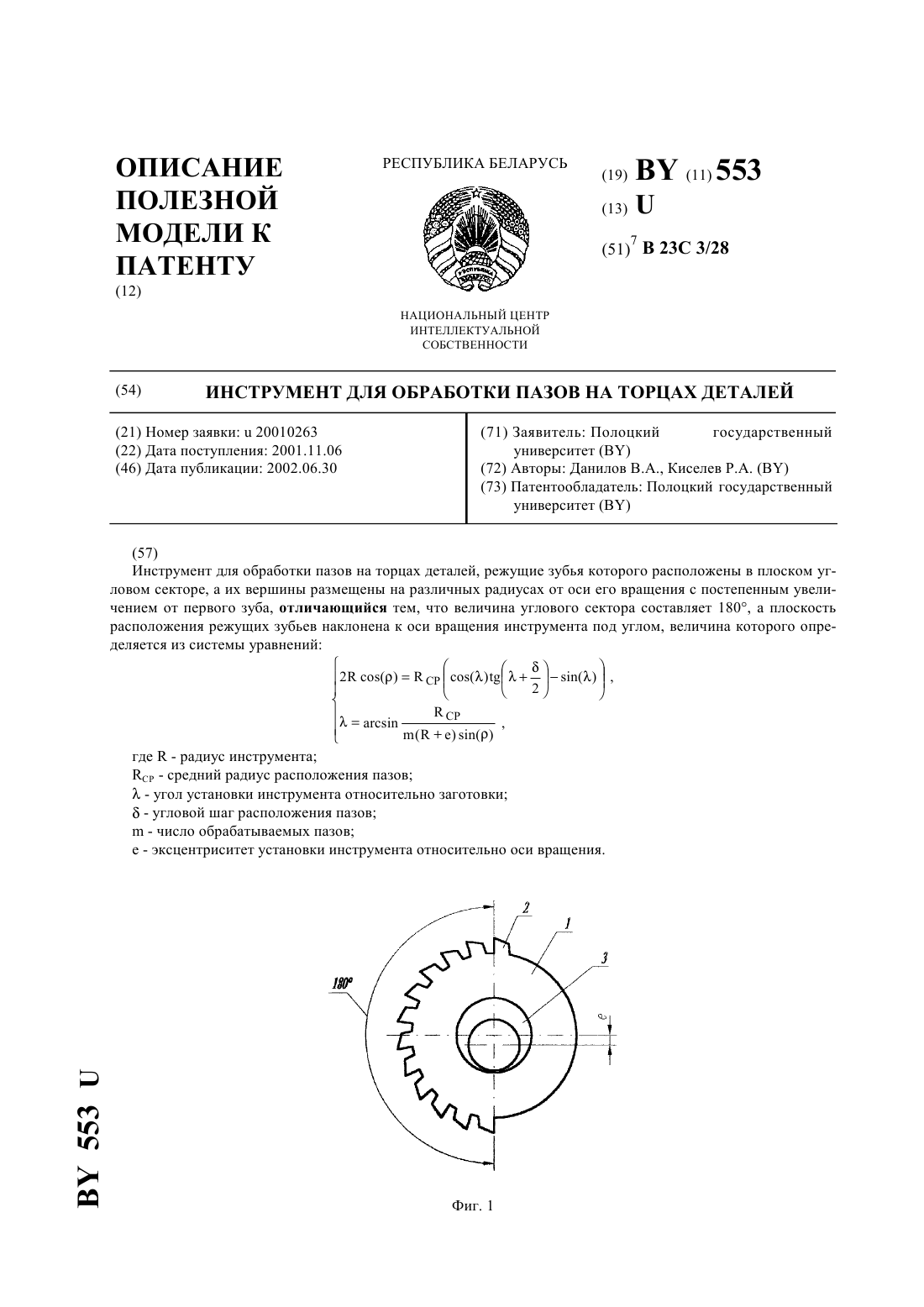
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ обработки пазов на торцах деталей
Номер патента: 7846
Опубликовано: 28.02.2006
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: способ, деталей, торцах, обработки, пазов
Текст:
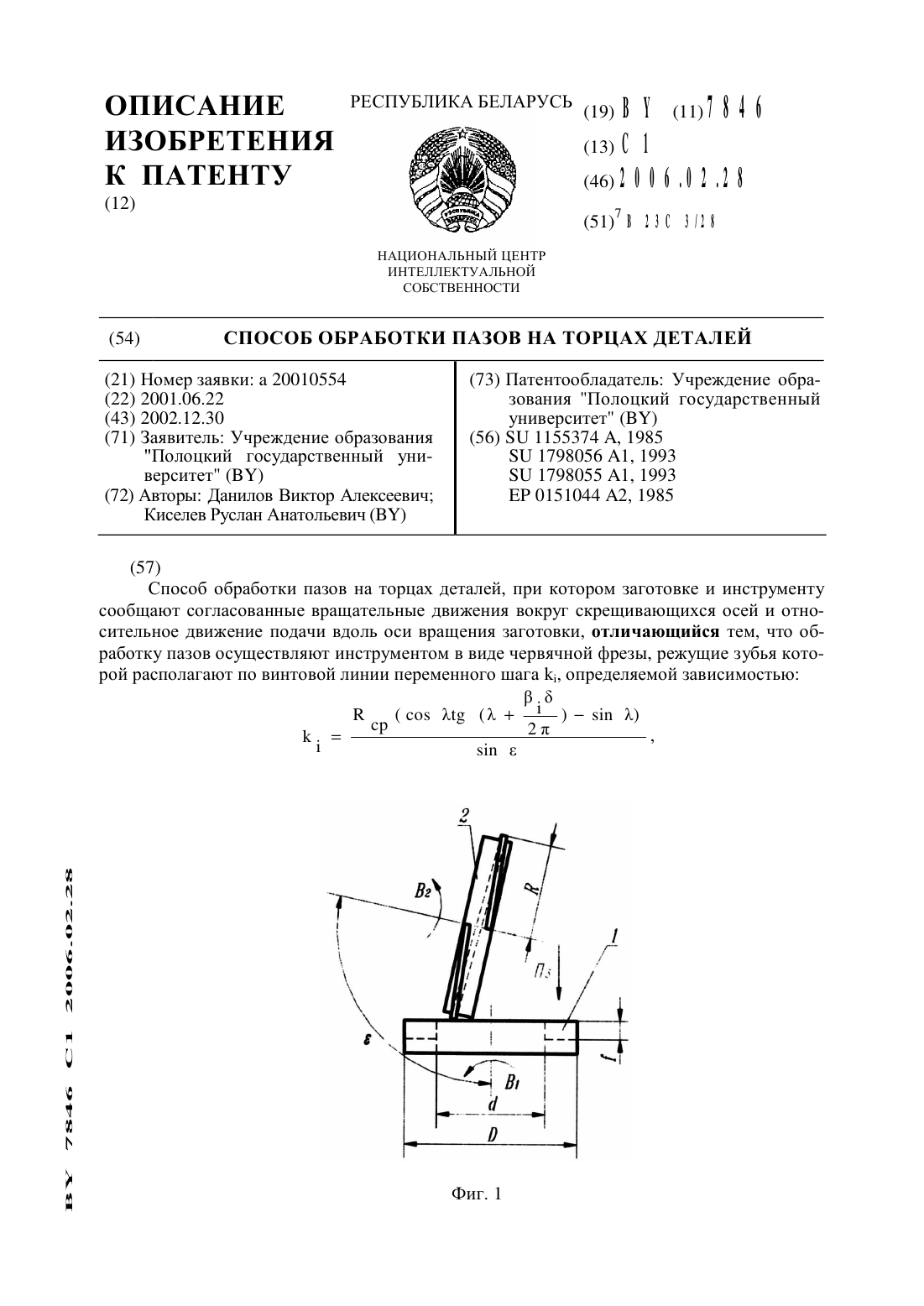
...Н. Данные параметры настраивают по формулам11 Кср 5111 Ж (1) Н Кср со 5 Ж. (2) Угол 8 скрещивания осей червячной фрезы и заготовки рассчитывают по формуле 8 Еагсг 3 , (3) 2 КСР (сов Жг 3(Ж б) 5 ш Ж)где 5 - величина подачи червячной фрезы за один оборот заготовки б - угловой щаг расположения пазов Кср - средний радиус расположения пазов Ж - угол установки червячной фрезы относительно заготовки, К Ж агсзш К (4) шРежущие зубья червячной...
Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: пазов, обработки, инструмент, торцах, деталей
Текст:
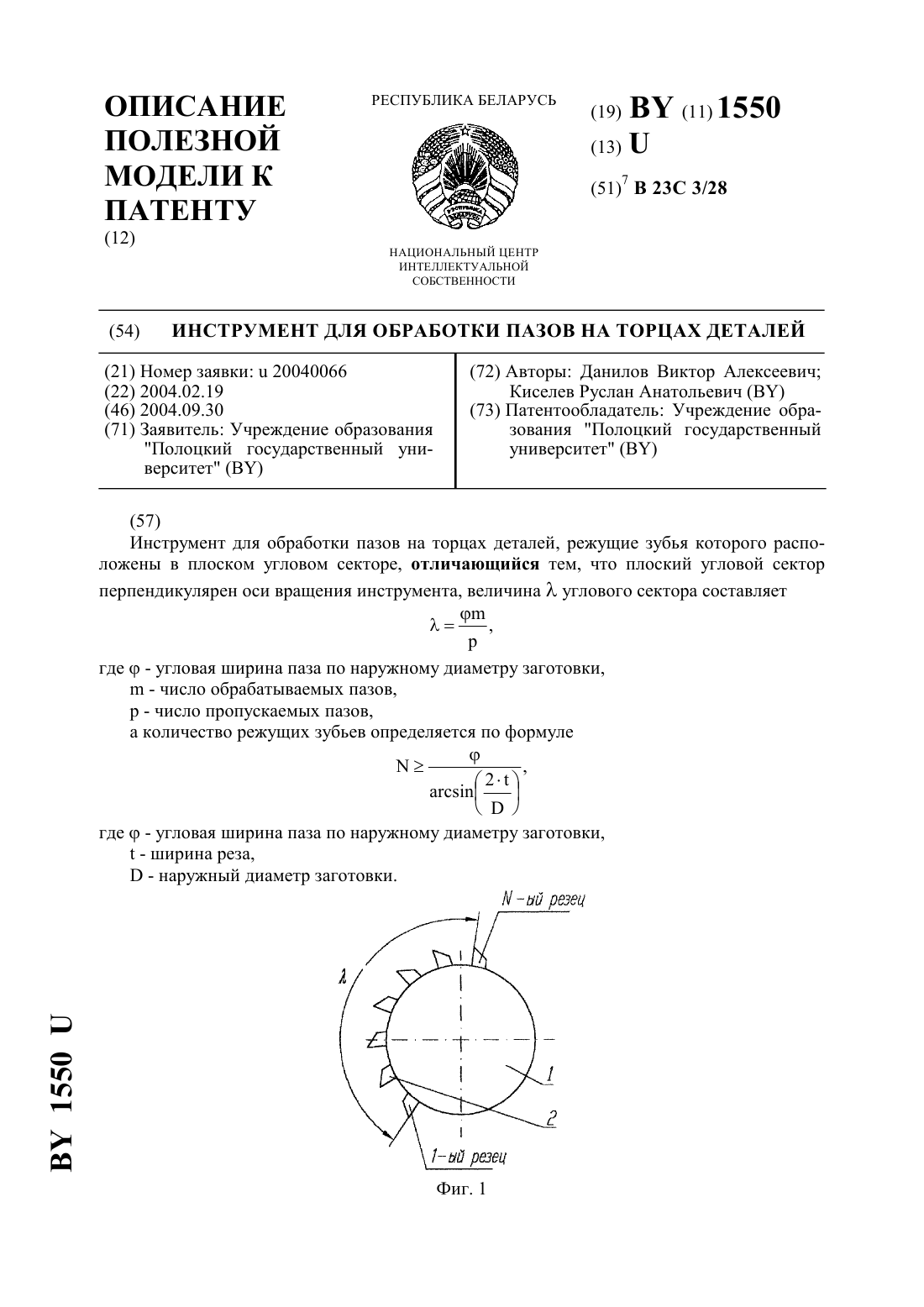
...по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в...
Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: пазов, обработки, торцах, деталей, способ
Текст:
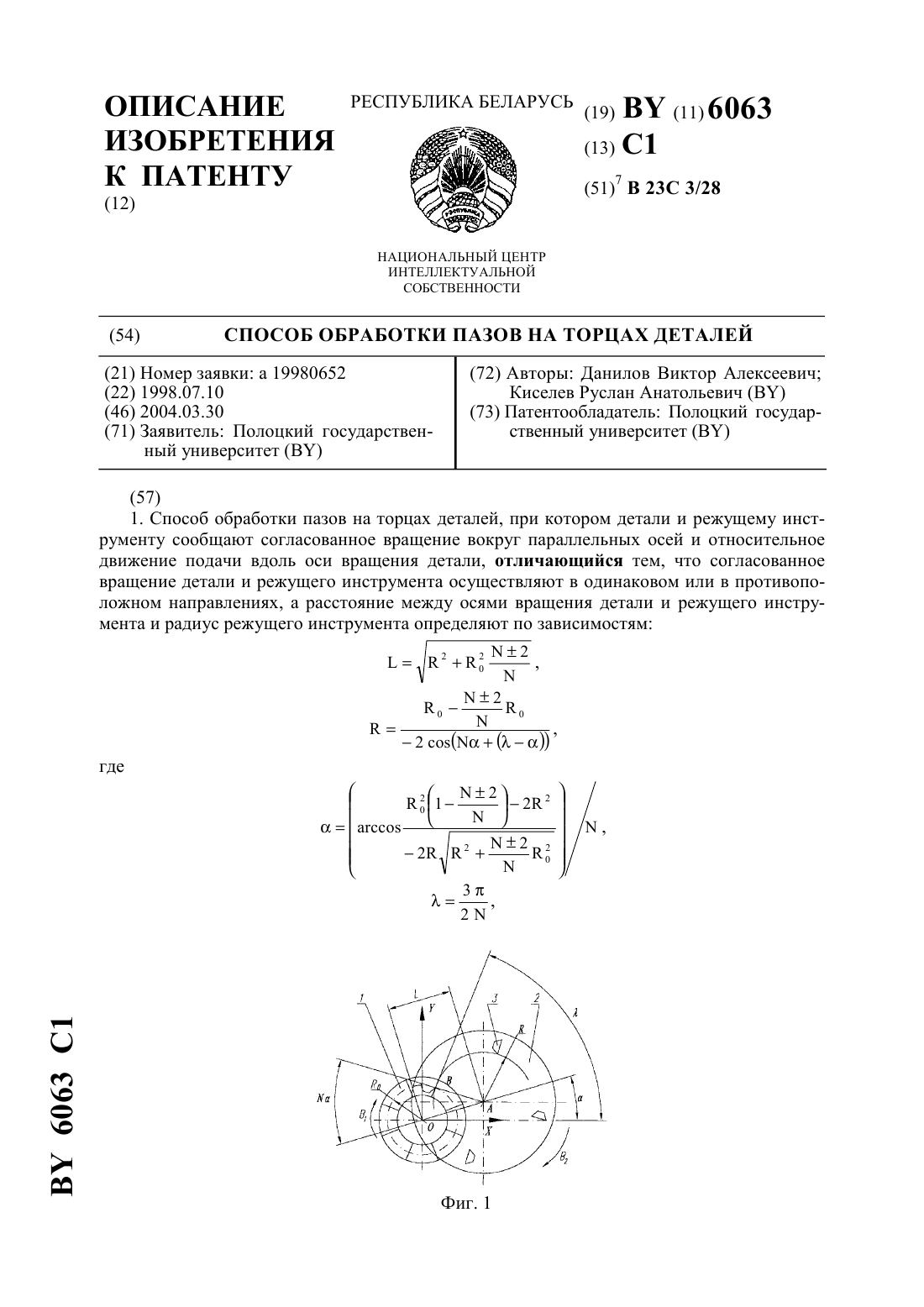
...детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого)...
Предыдущий патент: Самодействующий сферический тарельчатый клапан
Следующий патент: Зубофрезерный станок для нарезания червячных колес
Случайный патент: Способ спекания цилиндрической заготовки из композиционного материала на основе политетрафторэтилена