Устройство для магнитно-абразивной обработки червячных колёс, выполненных из чёрных металлов
Номер патента: U 6429
Опубликовано: 30.08.2010
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович
Текст
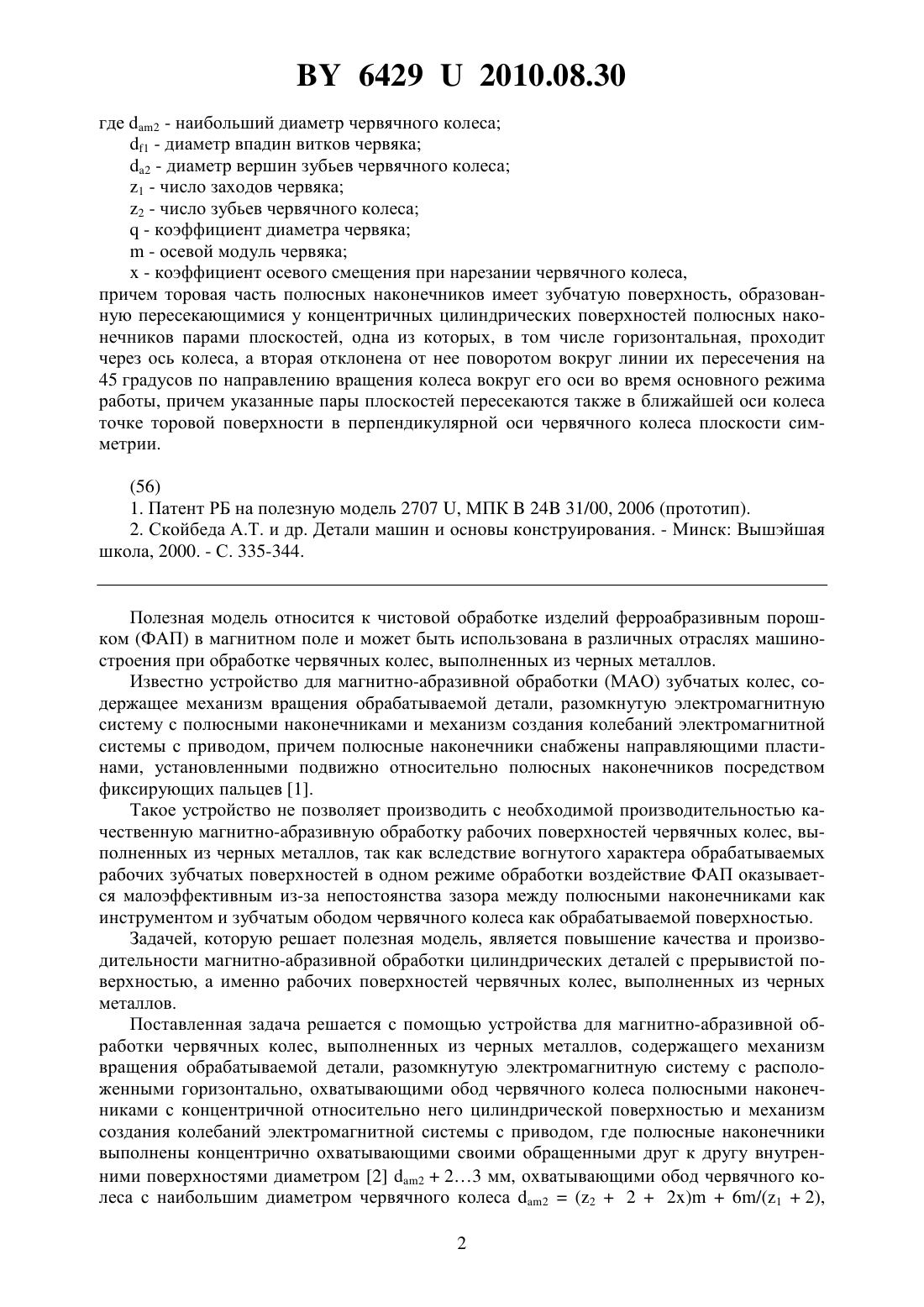
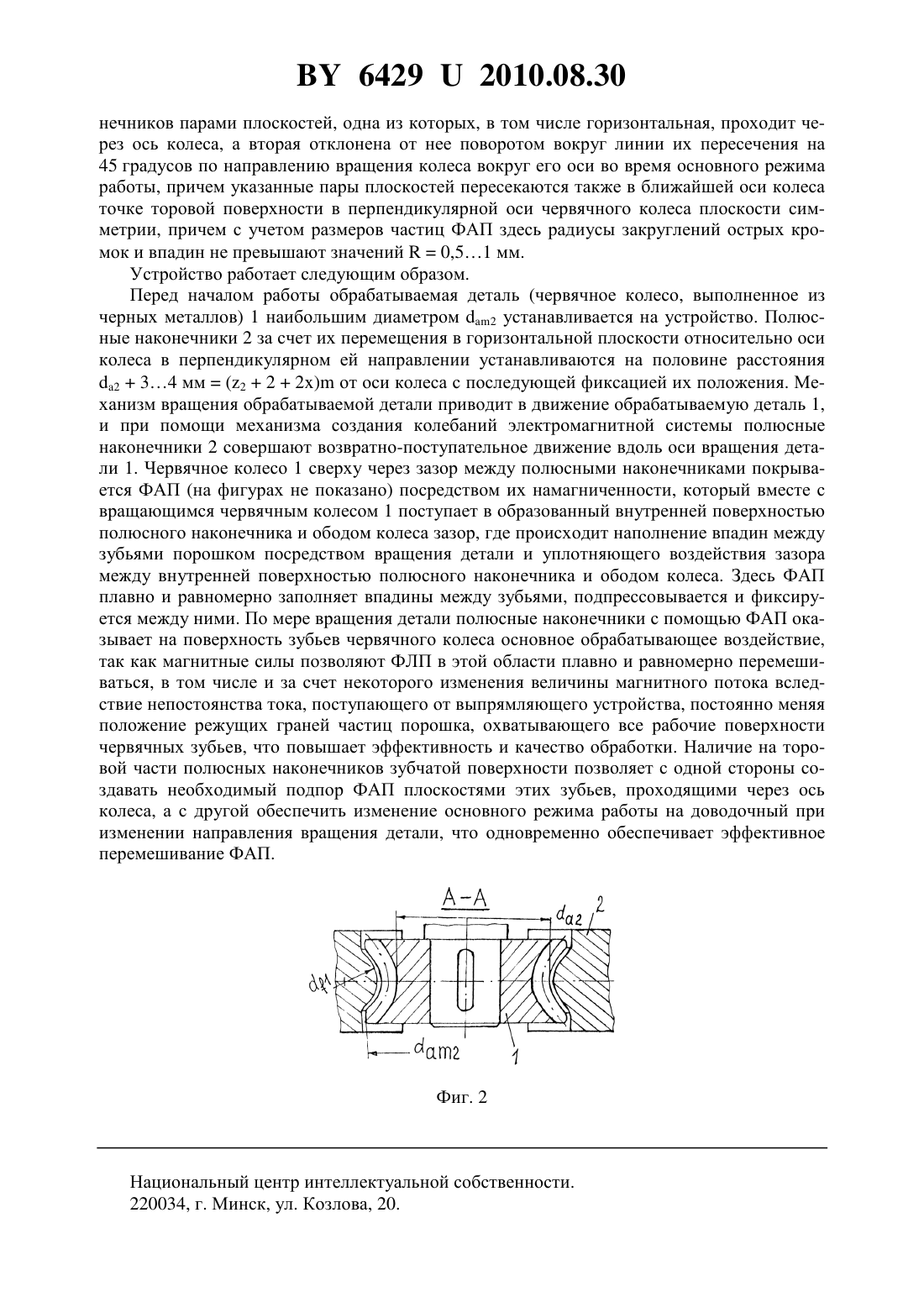
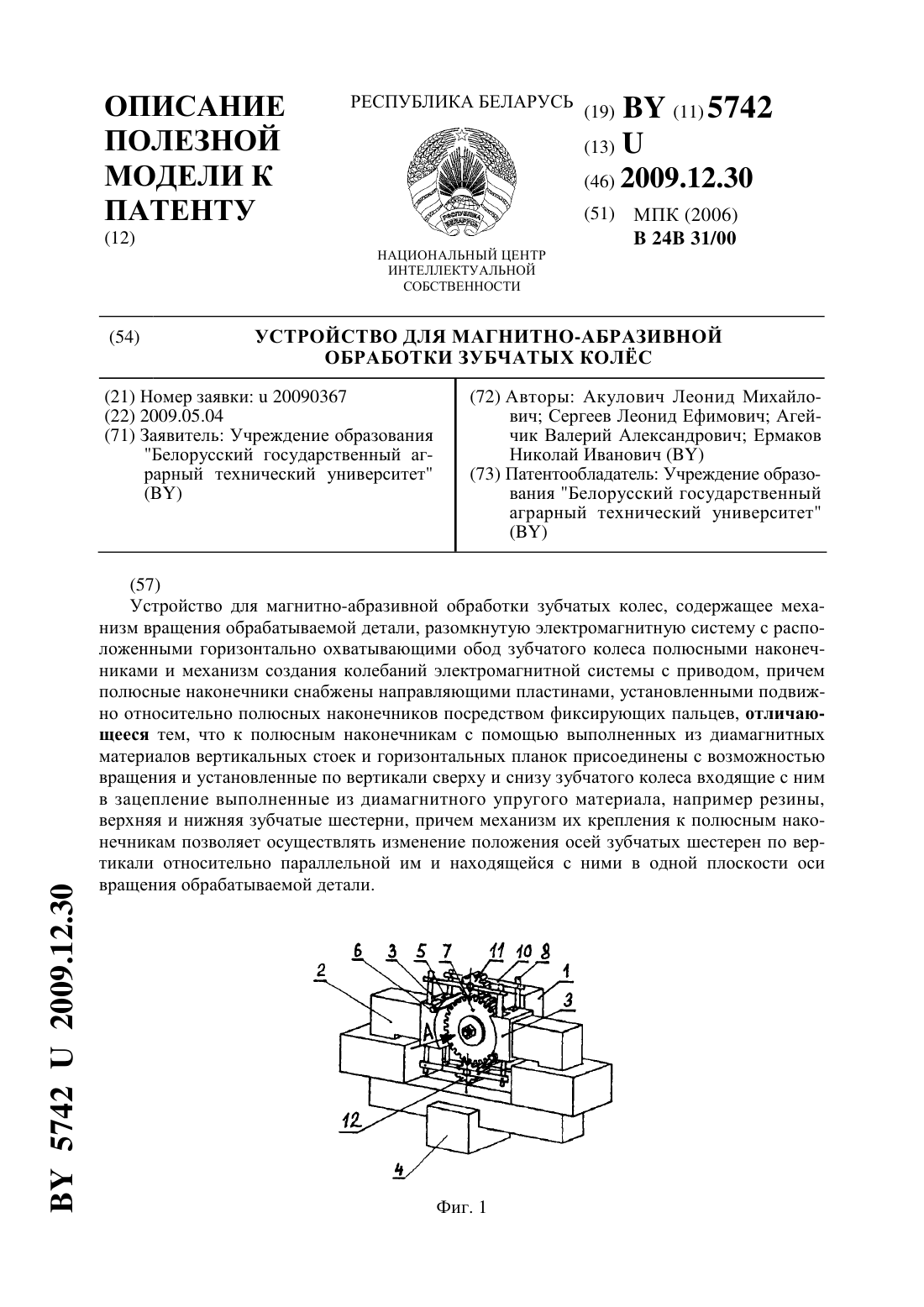
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ЧЕРВЯЧНЫХ КОЛС, ВЫПОЛНЕННЫХ ИЗ ЧРНЫХ МЕТАЛЛОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки червячных колес, выполненных из черных металлов, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально, охватывающими обод червячного колеса полюсными наконечниками с концентричной относительно него цилиндрической поверхностью и механизм создания колебаний электромагнитной системы с приводом, отличающееся тем, что полюсные наконечники выполнены концентрично охватывающими своими обращенными друг к другу внутренними поверхностями диаметром 223 мм, охватывающими обод червячного колеса с наибольшим диаметром червячного колеса 2(222)6/(12), причем внутренние поверхности полюсных наконечников имеют расположенный симметрично их перпендикулярной оси червячного колеса плоскости симметрии выступ торовой поверхности, образованной вращением вокруг оси червячного колеса расположенной в плоскости, проходящей через ось червячного колеса, окружности диаметром 1- 2,4, касающейся ближайшей к оси точкой поверхности цилиндра диаметром 234 мм(222), Фиг. 1 64292010.08.30 где 2 - наибольший диаметр червячного колеса 1 - диаметр впадин витков червяка 2 - диаметр вершин зубьев червячного колеса 1 - число заходов червяка 2 - число зубьев червячного колеса- коэффициент диаметра червяка- осевой модуль червяка- коэффициент осевого смещения при нарезании червячного колеса,причем торовая часть полюсных наконечников имеет зубчатую поверхность, образованную пересекающимися у концентричных цилиндрических поверхностей полюсных наконечников парами плоскостей, одна из которых, в том числе горизонтальная, проходит через ось колеса, а вторая отклонена от нее поворотом вокруг линии их пересечения на 45 градусов по направлению вращения колеса вокруг его оси во время основного режима работы, причем указанные пары плоскостей пересекаются также в ближайшей оси колеса точке торовой поверхности в перпендикулярной оси червячного колеса плоскости симметрии.(56) 1. Патент РБ на полезную модель 2707 , МПК 24 31/00, 2006 (прототип). 2. Скойбеда А.Т. и др. Детали машин и основы конструирования. - Минск Вышэйшая школа, 2000. - С. 335-344. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке червячных колес, выполненных из черных металлов. Известно устройство для магнитно-абразивной обработки (МАО) зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев 1. Такое устройство не позволяет производить с необходимой производительностью качественную магнитно-абразивную обработку рабочих поверхностей червячных колес, выполненных из черных металлов, так как вследствие вогнутого характера обрабатываемых рабочих зубчатых поверхностей в одном режиме обработки воздействие ФАП оказывается малоэффективным из-за непостоянства зазора между полюсными наконечниками как инструментом и зубчатым ободом червячного колеса как обрабатываемой поверхностью. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей червячных колес, выполненных из черных металлов. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки червячных колес, выполненных из черных металлов, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально, охватывающими обод червячного колеса полюсными наконечниками с концентричной относительно него цилиндрической поверхностью и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники выполнены концентрично охватывающими своими обращенными друг к другу внутренними поверхностями диаметром 2 223 мм, охватывающими обод червячного колеса с наибольшим диаметром червячного колеса 2(222)6/(12),2 64292010.08.30 причем внутренние поверхности полюсных наконечников имеют расположенный симметрично их перпендикулярной оси червячного колеса плоскости симметрии выступ торовой поверхности, образованной вращением вокруг оси червячного колеса расположенной в плоскости, проходящей через ось червячного колеса, окружности диаметром 1- 2,4,касающейся ближайшей к оси точкой поверхности цилиндра диаметром 234 мм(222),где 2 - наибольший диаметр червячного колеса 1 - диаметр впадин витков червяка 2- диаметр вершин зубьев червячного колеса 1 - число заходов червяка 2 - число зубьев червячного колеса- коэффициент диаметра червяка- осевой модуль червяка- коэффициент осевого смещения при нарезании червячного колеса,причем торовая часть полюсных наконечников имеет зубчатую поверхность, образованную пересекающимися у концентричных цилиндрических поверхностей полюсных наконечников парами плоскостей, одна из которых, в том числе горизонтальная, проходит через ось колеса, а вторая отклонена от нее поворотом вокруг линии их пересечения на 45 градусов по направлению вращения колеса вокруг его оси во время основного режима работы, причем указанные пары плоскостей пересекаются также в ближайшей оси колеса точке торовой поверхности в перпендикулярной оси червячного колеса плоскости симметрии. На фиг. 1 изображен общий вид устройства на фиг. 2 - разрез А-А на фиг. 1. Устройство для магнитно-абразивной обработки червячных колес, выполненных из черных металлов, включает механизм вращения обрабатываемой детали в виде червячного колеса 1 (направление вращения показано на фиг. 1 сплошной стрелкой для основного режима работы и штриховой - для доводочного режима работы), механизм создания вдоль оси вращения детали 1 колебаний электромагнитной системы с амплитудой не более 1 мм,разомкнутую электромагнитную систему (на фигурах не показаны) с расположенными горизонтально полюсными наконечниками 2. Полюсные наконечники 2 выполнены с возможностью их перемещения в горизонтальной плоскости относительно оси колеса в перпендикулярном ей направлении с последующей фиксацией их положения (на фигурах не показано). Полюсные наконечники 2 выполнены концентрично охватывающими своими обращенными друг к другу внутренними поверхностями диаметром 223 мм, охватывающими обод червячного колеса 1 с наибольшим диаметром червячного колеса 2(222)6/(12), причем внутренние поверхности полюсных наконечников 2 имеют расположенный симметрично их перпендикулярной оси червячного колеса плоскости симметрии выступ торовой поверхности, образованной вращением вокруг оси червячного колеса расположенной в плоскости, проходящей через ось червячного колеса,окружности диаметром 1- 2,4, касающейся ближайшей к оси точкой поверхности цилиндра диаметром 234 мм(222),где 2 - наибольший диаметр червячного колеса 1 - диаметр впадин витков червяка 2 - диаметр вершин зубьев червячного колеса 1 - число заходов червяка 2 - число зубьев червячного колеса- коэффициент диаметра червяка- осевой модуль червяка- коэффициент осевого смещения при нарезании червячного колеса,причем торовая часть полюсных наконечников имеет зубчатую поверхность, образованную пересекающимися у концентричных цилиндрических поверхностей полюсных нако 3 64292010.08.30 нечников парами плоскостей, одна из которых, в том числе горизонтальная, проходит через ось колеса, а вторая отклонена от нее поворотом вокруг линии их пересечения на 45 градусов по направлению вращения колеса вокруг его оси во время основного режима работы, причем указанные пары плоскостей пересекаются также в ближайшей оси колеса точке торовой поверхности в перпендикулярной оси червячного колеса плоскости симметрии, причем с учетом размеров частиц ФАП здесь радиусы закруглений острых кромок и впадин не превышают значений 0,51 мм. Устройство работает следующим образом. Перед началом работы обрабатываемая деталь (червячное колесо, выполненное из черных металлов) 1 наибольшим диаметром 2 устанавливается на устройство. Полюсные наконечники 2 за счет их перемещения в горизонтальной плоскости относительно оси колеса в перпендикулярном ей направлении устанавливаются на половине расстояния 234 мм(222) от оси колеса с последующей фиксацией их положения. Механизм вращения обрабатываемой детали приводит в движение обрабатываемую деталь 1,и при помощи механизма создания колебаний электромагнитной системы полюсные наконечники 2 совершают возвратно-поступательное движение вдоль оси вращения детали 1. Червячное колесо 1 сверху через зазор между полюсными наконечниками покрывается ФАП (на фигурах не показано) посредством их намагниченности, который вместе с вращающимся червячным колесом 1 поступает в образованный внутренней поверхностью полюсного наконечника и ободом колеса зазор, где происходит наполнение впадин между зубьями порошком посредством вращения детали и уплотняющего воздействия зазора между внутренней поверхностью полюсного наконечникаи ободом колеса. Здесь ФАП плавно и равномерно заполняет впадины между зубьями, подпрессовывается и фиксируется между ними. По мере вращения детали полюсные наконечники с помощью ФАП оказывает на поверхность зубьев червячного колеса основное обрабатывающее воздействие,так как магнитные силы позволяют ФЛП в этой области плавно и равномерно перемешиваться, в том числе и за счет некоторого изменения величины магнитного потока вследствие непостоянства тока, поступающего от выпрямляющего устройства, постоянно меняя положение режущих граней частиц порошка, охватывающего все рабочие поверхности червячных зубьев, что повышает эффективность и качество обработки. Наличие на торовой части полюсных наконечников зубчатой поверхности позволяет с одной стороны создавать необходимый подпор ФАП плоскостями этих зубьев, проходящими через ось колеса, а с другой обеспечить изменение основного режима работы на доводочный при изменении направления вращения детали, что одновременно обеспечивает эффективное перемешивание ФАП. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: червячных, колёс, обработки, металлов, чёрных, выполненных, магнитно-абразивной, устройство
Код ссылки
<a href="https://by.patents.su/4-u6429-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-chervyachnyh-kolyos-vypolnennyh-iz-chyornyh-metallov.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки червячных колёс, выполненных из чёрных металлов</a>
Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 5742
Опубликовано: 30.12.2009
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: зубчатых, колёс, обработки, устройство, магнитно-абразивной
Текст:
...которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: колес, зубчатых, устройство, обработки, магнитно-абразивной
Текст:
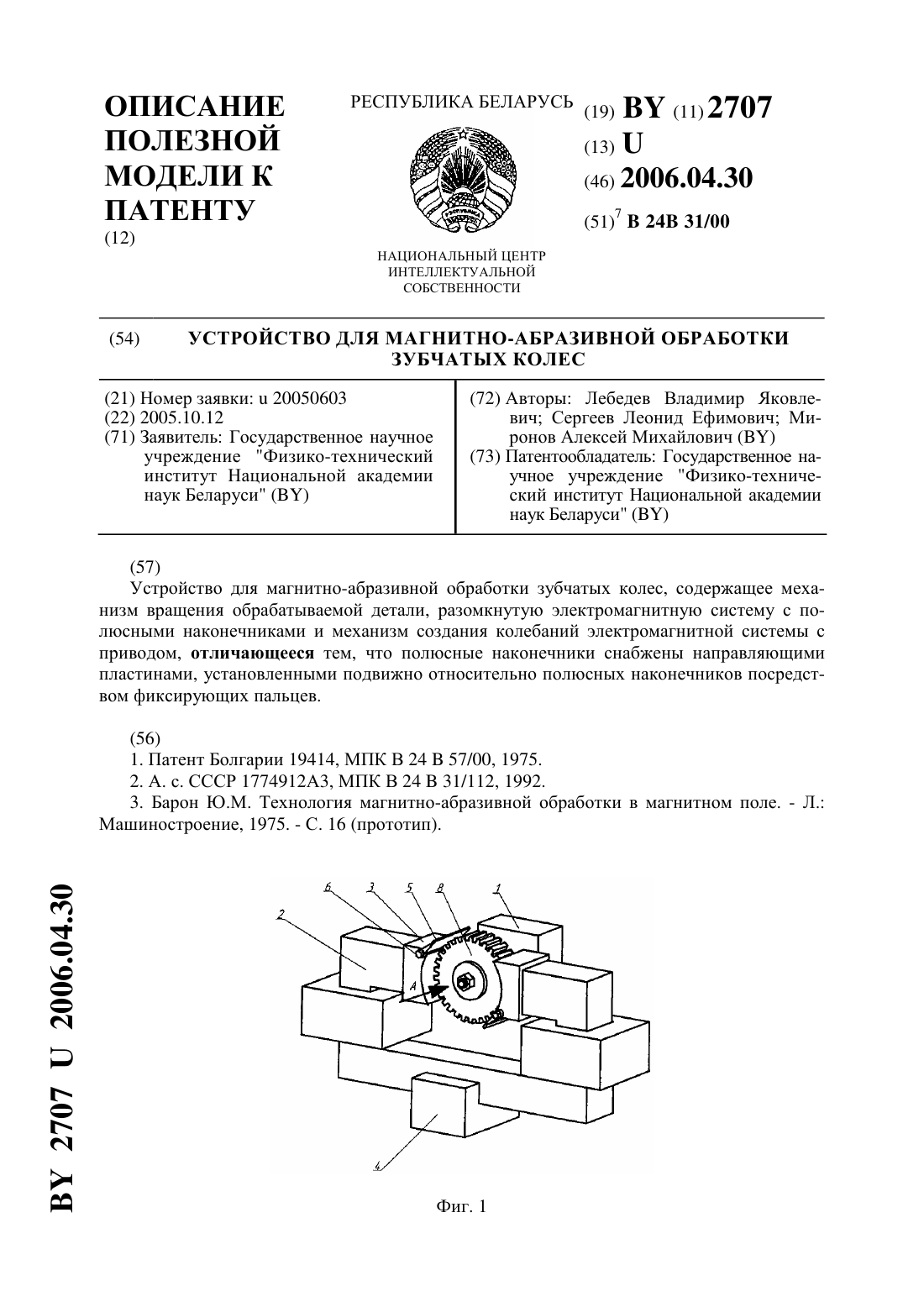
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки косозубых зубчатых колёс
Номер патента: U 6352
Опубликовано: 30.06.2010
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Агейчик Валерий Александрович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: косозубых, магнитно-абразивной, устройство, зубчатых, колёс, обработки
Текст:
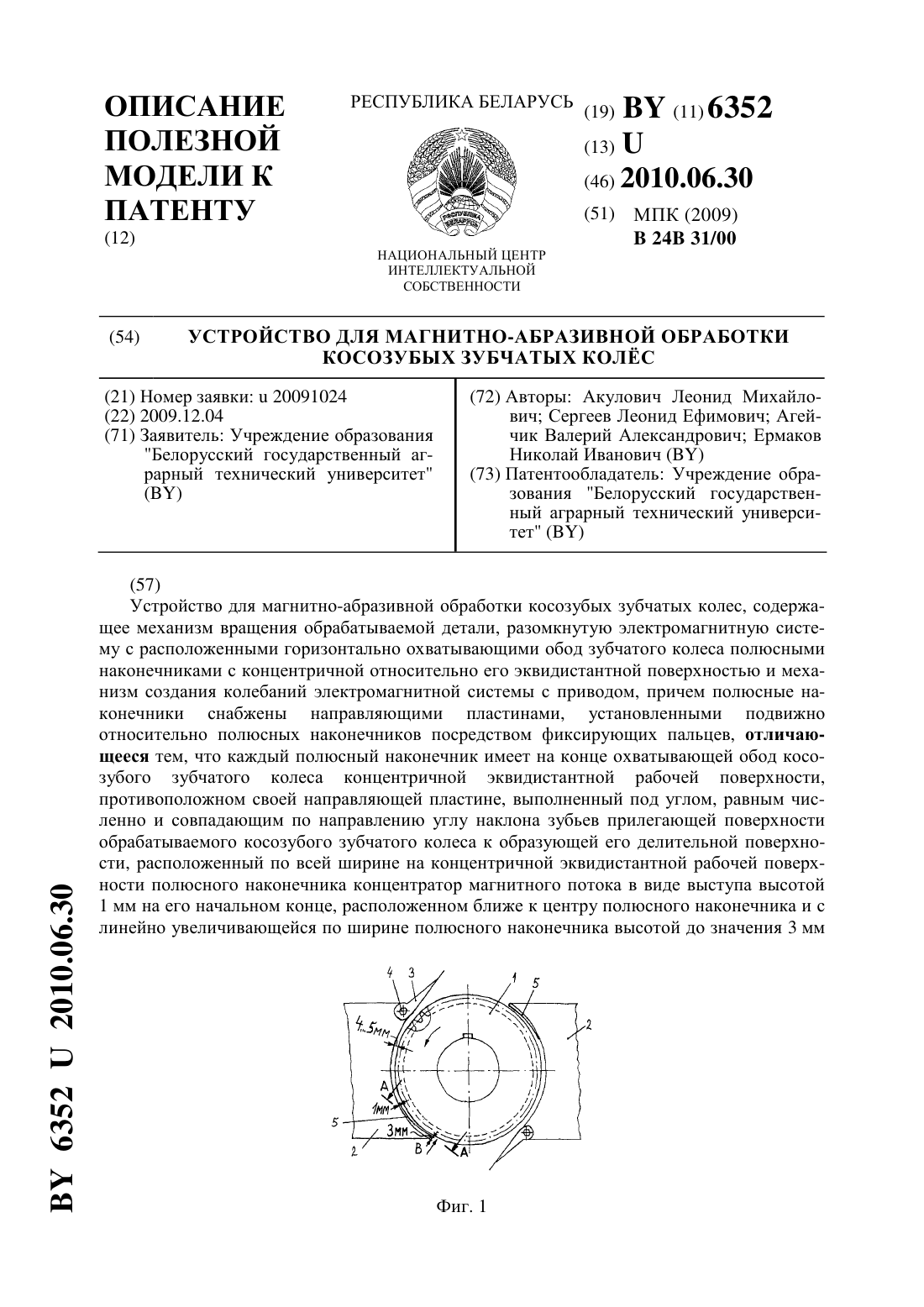
...63522010.06.30 высотой до значения 3 мм на его конце у противоположной начальному концу боковой поверхности этого полюсного наконечника, причем ширина концентратора в виде выступа у его сопрягающегося с концентричной поверхностью полюсного наконечника основания равна нормальному модулю обрабатываемого косозубого зубчатого колеса, причем начальный конец концентратора магнитного потока высотой 1 мм расположен по отношению к своему...
Устройство для магнитно-абразивной обработки шевронных зубчатых колёс

Номер патента: U 6316
Опубликовано: 30.06.2010
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: шевронных, обработки, магнитно-абразивной, устройство, зубчатых, колёс
Текст:
...левым и правым концентраторами магнитного потока в виде выступов угла направлена против направления 2 63162010.06.30 вращения обрабатываемого шевронного зубчатого колеса, которое устанавливается на устройство таким образом, что вершины его образованных пересекающимися зубьями углов направлены против направления вращения обрабатываемого шевронного зубчатого колеса. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен разрез А-А на фиг....
Устройство для магнитно-абразивной обработки цилиндрических колёс с винтовыми зубьями

Номер патента: U 6361
Опубликовано: 30.06.2010
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: цилиндрических, устройство, обработки, зубьями, винтовыми, магнитно-абразивной, колёс
Текст:
...относительно его поверхностью и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники выполнены образующими своими обращенными друг к другу внутренними поверхностями, охватывающими обод цилиндрического колеса с винтовыми зубьями диаметром , в сечении, перпендикулярном оси колеса, эллипс с горизонтальной осью, равной 6 мм,и вертикальной осью, равной 2 мм, причем полюсные наконечники имеют между собой...
Предыдущий патент: Установка для очистки поверхности изделий, преимущественно полупроводниковых пластин
Следующий патент: Мелководный гидроэлектрогенератор
Случайный патент: Производные N-бензилиндол-3-илглиоксиловой кислоты, обладающие противоопухолевым действием