Способ спекания цилиндрической заготовки из композиционного материала на основе политетрафторэтилена
Номер патента: 14355
Опубликовано: 30.04.2011
Авторы: Воропаев Виктор Федорович, Воропаев Виктор Викторович
Текст
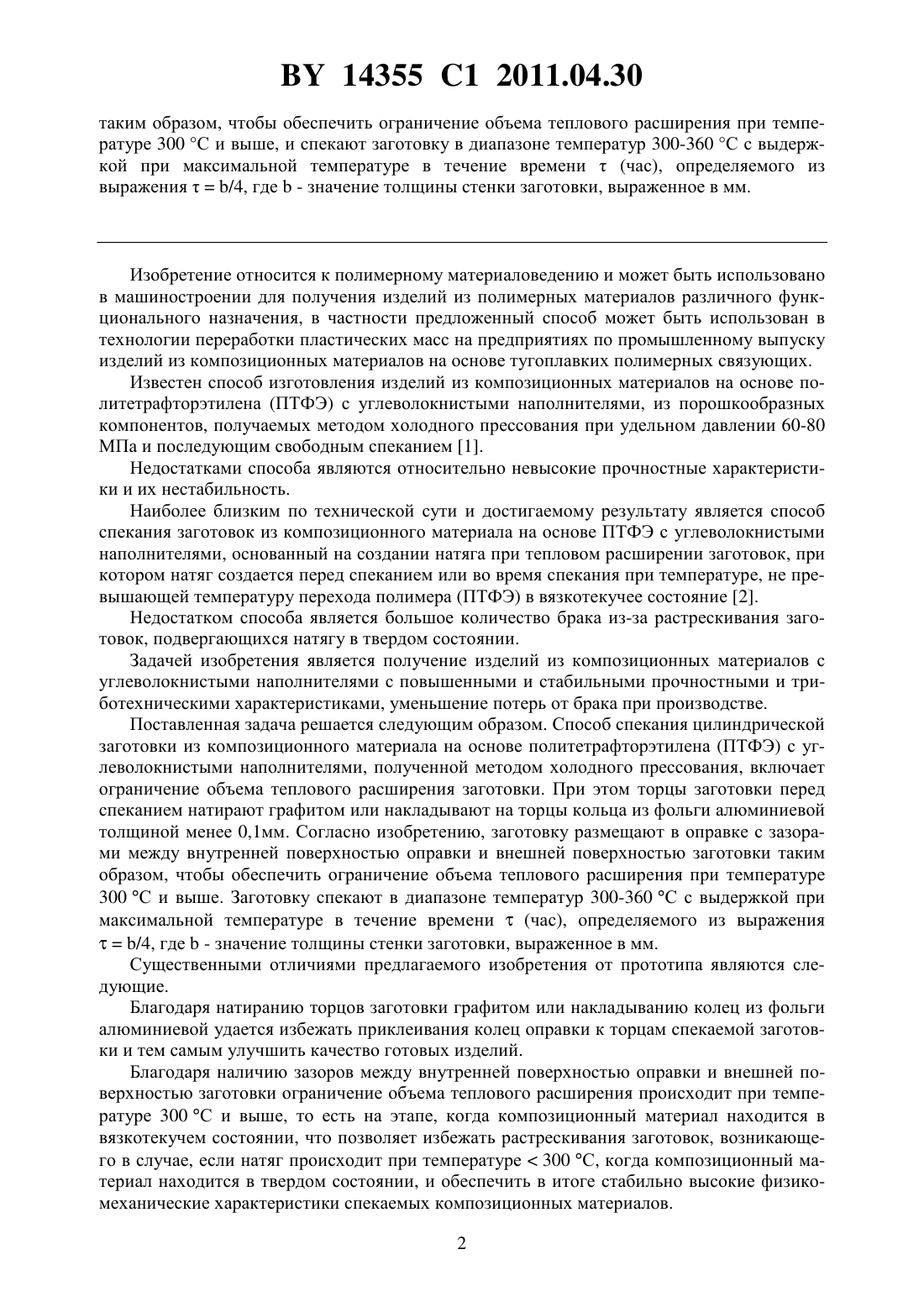
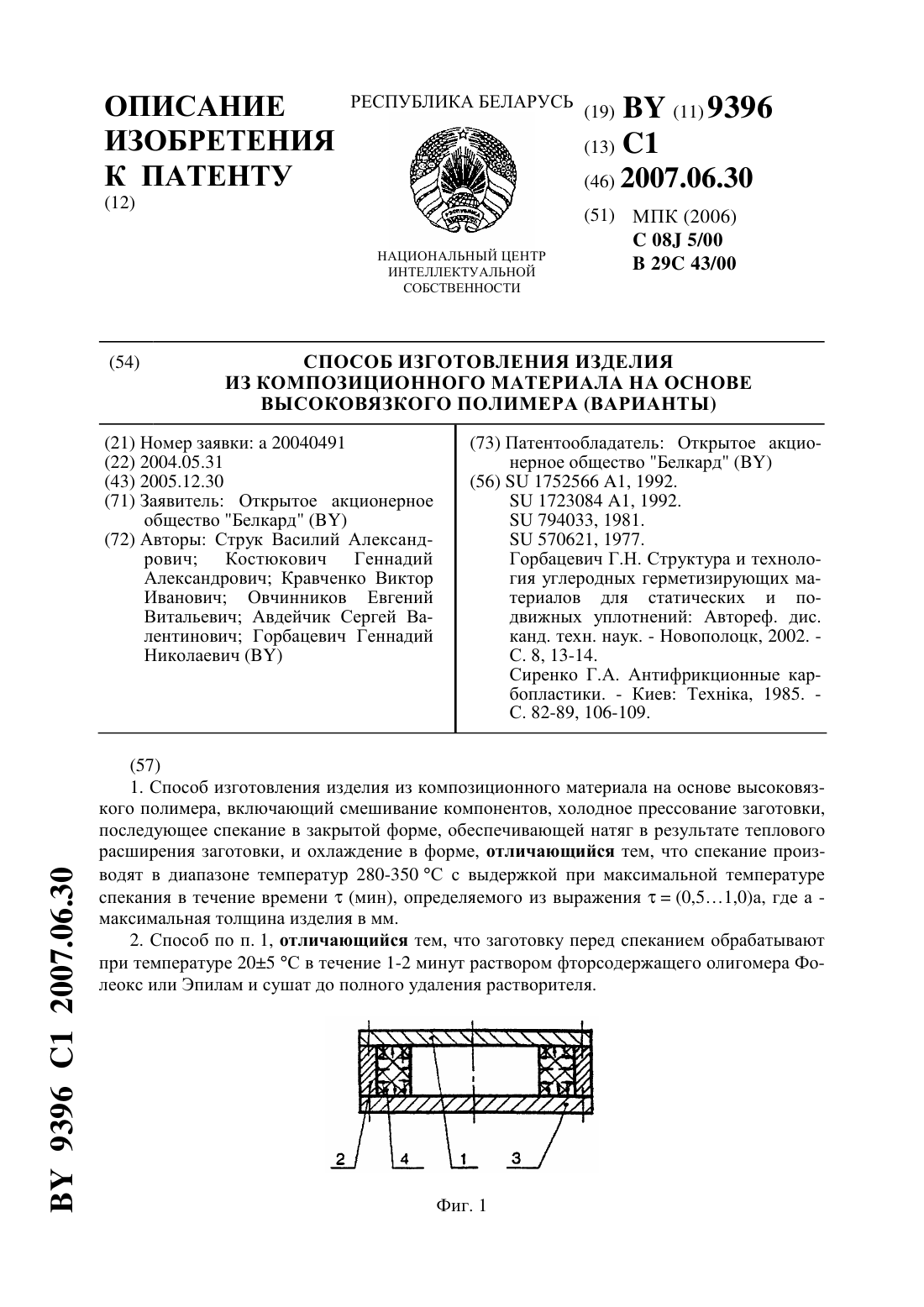
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ СПЕКАНИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА(71) Заявители Воропаев Виктор Федорович Воропаев Виктор Викторович(72) Авторы Воропаев Виктор Федорович Воропаев Виктор Викторович(73) Патентообладатели Воропаев Виктор Федорович Воропаев Виктор Викторович(57) Способ спекания цилиндрической заготовки из композиционного материала на основе политетрафторэтилена с углеволокнистыми наполнителями, полученной методом холодного прессования, в условиях ограниченного объема теплового расширения заготовки,отличающийся тем, что торцы заготовки натирают графитом или накладывают на торцы кольца из фольги алюминиевой толщиной менее 0,1 мм, заготовку размещают в оправке с зазорами между внутренней поверхностью оправки и внешней поверхностью заготовки 14355 1 2011.04.30 таким образом, чтобы обеспечить ограничение объема теплового расширения при температуре 300 С и выше, и спекают заготовку в диапазоне температур 300-360 С с выдержкой при максимальной температуре в течение времени(час), определяемого из выражения/4, где- значение толщины стенки заготовки, выраженное в мм. Изобретение относится к полимерному материаловедению и может быть использовано в машиностроении для получения изделий из полимерных материалов различного функционального назначения, в частности предложенный способ может быть использован в технологии переработки пластических масс на предприятиях по промышленному выпуску изделий из композиционных материалов на основе тугоплавких полимерных связующих. Известен способ изготовления изделий из композиционных материалов на основе политетрафторэтилена (ПТФЭ) с углеволокнистыми наполнителями, из порошкообразных компонентов, получаемых методом холодного прессования при удельном давлении 60-80 МПа и последующим свободным спеканием 1. Недостатками способа являются относительно невысокие прочностные характеристики и их нестабильность. Наиболее близким по технической сути и достигаемому результату является способ спекания заготовок из композиционного материала на основе ПТФЭ с углеволокнистыми наполнителями, основанный на создании натяга при тепловом расширении заготовок, при котором натяг создается перед спеканием или во время спекания при температуре, не превышающей температуру перехода полимера (ПТФЭ) в вязкотекучее состояние 2. Недостатком способа является большое количество брака из-за растрескивания заготовок, подвергающихся натягу в твердом состоянии. Задачей изобретения является получение изделий из композиционных материалов с углеволокнистыми наполнителями с повышенными и стабильными прочностными и триботехническими характеристиками, уменьшение потерь от брака при производстве. Поставленная задача решается следующим образом. Способ спекания цилиндрической заготовки из композиционного материала на основе политетрафторэтилена (ПТФЭ) с углеволокнистыми наполнителями, полученной методом холодного прессования, включает ограничение объема теплового расширения заготовки. При этом торцы заготовки перед спеканием натирают графитом или накладывают на торцы кольца из фольги алюминиевой толщиной менее 0,1 мм. Согласно изобретению, заготовку размещают в оправке с зазорами между внутренней поверхностью оправки и внешней поверхностью заготовки таким образом, чтобы обеспечить ограничение объема теплового расширения при температуре 300 С и выше. Заготовку спекают в диапазоне температур 300-360 С с выдержкой при максимальной температуре в течение времени(час), определяемого из выражения/4, где- значение толщины стенки заготовки, выраженное в мм. Существенными отличиями предлагаемого изобретения от прототипа являются следующие. Благодаря натиранию торцов заготовки графитом или накладыванию колец из фольги алюминиевой удается избежать приклеивания колец оправки к торцам спекаемой заготовки и тем самым улучшить качество готовых изделий. Благодаря наличию зазоров между внутренней поверхностью оправки и внешней поверхностью заготовки ограничение объема теплового расширения происходит при температуре 300 С и выше, то есть на этапе, когда композиционный материал находится в вязкотекучем состоянии, что позволяет избежать растрескивания заготовок, возникающего в случае, если натяг происходит при температуре 300 С, когда композиционный материал находится в твердом состоянии, и обеспечить в итоге стабильно высокие физикомеханические характеристики спекаемых композиционных материалов. 2 14355 1 2011.04.30 Благодаря проведению процесса спекания в диапазоне температур 300-360 С с выдержкой при максимальной температуре в течение времени(час), определяемого из выражения/4, где- значение толщины стенки заготовки, выраженное в мм, удается добиться полной агломерации частиц фторопласта при сокращении времени термообработки в целом по сравнению с аналогом 1, предполагающим свободное спекание, более длительное и при более высоких температурах. Таким образом, достигается экономия энергоресурсов. Предложенный способ поясняется схемой на фигуре. На стержень 1, установленный на продетый через нижний диск 2 винт 3, надевается нижнее кольцо 4. Спекаемая заготовка 5 с предварительно натертыми графитом торцами или с установленными между кольцами 2, 6 и заготовкой 5 прокладками из алюминиевой фольги надевается на стержень 1. На собранную конструкцию устанавливаются гильза 7 и верхний диск 8. С помощью гайки 9 выставляют зазортакой величины, чтобы заготовка 5, увеличиваясь под влиянием температуры в вертикальном направлении и поднимая при этом кольцо 6 и диск 8, которые после выставления зазора свободно опускаются на торец заготовки 5 и вместе с ней,стержнем 1, нижним диском 2, винтом 3 и нижним кольцом 4 устанавливаются в одной плоскости с торцем гильзы , выбирала зазорпри температуре 300 С, когда материал переходит в вязкотекучее состояние. Касание наружного диаметра заготовки 5 внутренней поверхности гильзы 7 обеспечивается подбором зазоратакой величины, чтобы заготовка 5, увеличиваясь под влиянием температуры в радиальном направлении, выбирала зазорпри температуре 300 С. Зазоры а иподбираются экспериментально, путем определения размеров заготовок,нагретых до температуры 300 С (близкой к температуре плавления ПТФЭ), с помощью штангенциркуля ШЦ-1 по ГОСТ 166, с ценой деления 0,1 мм. Зазоры а иподбираются для каждого типоразмера заготовок и марки композиционного материала. Причем для определения зазора а достаточно провести замеры на одном типоразмере заготовок. Далее величина зазора а определяется в процентах по отношению к высоте неспеченной заготовки, значение которых устанавливается по результатам эксперимента, проведенного для одного из типоразмеров, и не зависит от других ее геометрических характеристик. Зазоропределяется для каждого типоразмера заготовок индивидуально. Зазормежду стержнем 1 и спекаемой заготовкой 5 устанавливают минимальным, но достаточным для обеспечения сборки заготовки в оправку (0,2-0,3 мм). Так как материал заготовок имеет коэффициент температурного линейного расширения больше, чем сталь, из которой изготавливается стержень 1, то заготовка 5 не касается стержня 1 до перехода материала в вязкотекучее состояние. Предложенное изобретение способа спекания заготовок из композиционного материала на основе политетрафторэтилена поясняется примером. Пример. 15 кг порошкообразного политетрафторэтилена марки Ф-4 ПН смешивают в лопастном смесителе с 2,98 кг измельченной ленты углеродной технической ЛО-1-12 Н и 0,090 кг графита пылевидного. Полученный композиционный материал рыхлят в лопастном смесителе при частоте вращения 3000 об/мин в течение 1,5 мин порциями не более 3 кг. Из полученной смеси методом холодного прессования формируют цилиндрические заготовки с наружным диаметром 56 мм, внутренним диаметром 36 мм и высотой 60 мм. Удельное давление прессования составляет 70 МПа. По заявляемому способу натирают торцы заготовок графитом пылевидным. Затем заготовки помещают в оправки для спекания (фигура). Для данного типоразмера заготовки и состава композиционного материала зазорыи , определенные путем измерения геометрических размеров заготовки-дублера, нагретой до температуры 300 С, составили 5 мм,0,7 мм. Многоступенчатую температурную обработку производят по режиму сушка - 150 С, выдержка - 325 С, спекание 360 С в течение времени /410/42,5 ч, выдержка - 312 С, выдержка - 150 С. Благо 3 14355 1 2011.04.30 даря натиранию торцов заготовки графитом или накладыванию колец из фольги алюминиевой заготовка легко извлекается из оправки. Из полученных заготовок изготавливают методом точения образцы для испытаний. Испытание прочностных характеристик материалов, полученных с использованием предлагаемой конструкции оправки и способа спекания, а также прототипа, производят по соответствующим ГОСТам. Триботехнические испытания производят по схемам пальчик-диск при скорости скольжения 1 м/с и удельной нагрузке 10 МПа. Результаты сравнительных испытаний приведены в таблице. Данные таблицы свидетельствуют о том, что материал, полученный по предлагаемому способу, обладает улучшенными прочностными показателями (прочность на разрыв,прочность при сжатии, НВ) и износостойкостью. Физико-механические и триботехнические свойства композиционных материалов на основе ПТФЭ Характеристика Прототип Заявляемый способ Твердость по Бриннелю, МПа 58 70 Прочность при сжатии, МПа 90 130 Прочность при растяжении, МПа 17 32 Коэффициент трения без смазки 0,22 0,20-7 3 Интенсивность изнашивания, 10 мм /Нм 3,5 1,8 Таким образом, предложенный способ спекания заготовок из композиционного материала на основе высоковязкого полимера в условиях ограниченного объема расширения композиционного материала позволяет достичь увеличения прочности, твердости и износостойкости по сравнению с прототипом. Кроме того, предложенный способ спекания заготовок позволяет избежать потерь от брака при растрескивании, возникающем в результате натяга при тепловом расширении заготовок, находящихся в диапазоне температур 20-300 С в твердом состоянии. Источники информации 1. ТУ РБ 0353279.071-99. Заготовки из фторопластовой композиции Флувис. - Введ. 20.12.1999 до 20.12.2009. - 9 с. - Группа Л 26. 2. Патент 9396 1, 2007. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C08J 5/00, B29C 43/32
Метки: цилиндрической, спекания, способ, основе, заготовки, композиционного, материала, политетрафторэтилена
Код ссылки
<a href="https://by.patents.su/4-14355-sposob-spekaniya-cilindricheskojj-zagotovki-iz-kompozicionnogo-materiala-na-osnove-politetraftoretilena.html" rel="bookmark" title="База патентов Беларуси">Способ спекания цилиндрической заготовки из композиционного материала на основе политетрафторэтилена</a>
Способ получения изделия из композиционного материала на основе карбида кремния и железа
Номер патента: 12847
Опубликовано: 28.02.2010
Авторы: Жук Андрей Евгеньевич, Ковалевский Виктор Николаевич, Витязь Петр Александрович, Ковалевская Анна Викторовна, Григорьев Сергей Владимирович, Фомихина Ирина Викторовна
МПК: C04B 35/565, C04B 35/65, C04B 35/626...
Метки: основе, кремния, материала, карбида, получения, композиционного, способ, изделия, железа
Текст:
...заготовку и подвергают ее реакционному спеканию в форме из материала с низким коэффициентом линейного термического расширения. Авторами установлено, что изготовление изделий из композиционных материалов,представляющих собой абразивные и железные порошки с покрытием кремнием и углеродом возможно за счет реакционного спекания в покрытии и уплотнение их в процессе температурного расширения частиц железного порошка при нагреве. В предлагаемом...
Способ изготовления изделия из композиционного материала на основе высоковязкого полимера (варианты)
Номер патента: 9396
Опубликовано: 30.06.2007
Авторы: Кравченко Виктор Иванович, Авдейчик Сергей Валентинович, Костюкович Геннадий Александрович, Горбацевич Геннадий Николаевич, Овчинников Евгений Витальевич, Струк Василий Александрович
МПК: C08J 5/00, B29C 43/00
Метки: варианты, материала, способ, основе, композиционного, изделия, высоковязкого, полимера, изготовления
Текст:
...полимера, включающего смешивание компонентов, холодное прессование заготовки, последующее спекание в закрытой форме, обеспечивающей натяг в результате теплового расширения заготовки, и охлаждение в форме, заготовку спекают в закрытой форме с натягом по двухступенчатому циклу с последующим отжигом, причем первую стадию цикла осуществляют при температуре 2805 С в течение времени(мин),3 9396 1 2007.06.30 определяемого из...
Способ получения композиционного материала на основе наноалмазов
Номер патента: 10303
Опубликовано: 28.02.2008
Авторы: Ковалева Светлана Анатольевна, Валькович Игорь Владимирович, Гамеза Людмила Михайловна, Сенють Владимир Тадеушевич, Грицук Виталий Дмитриевич
МПК: C01B 31/00, B01J 3/06, C23C 16/22...
Метки: основе, композиционного, наноалмазов, способ, получения, материала
Текст:
...ГПа в диапазоне температур 1400-1600 С в течение 10-60 с. В результате получили алмазную заготовку, пропитанную кремнием. Однако в данном способе получения ПСТМ на основе наноалмазов образование карбида кремния было отмечено только на границах алмазных зерен, покрытых слоем неалмазного углерода. Более длительная изотермическая выдержка, производимая с целью связывания всего объема кремния, поступившего в заготовку, приводит к...
Способ изготовления сверхтвердого композиционного материала на основе кубического нитрида бора
Номер патента: 10217
Опубликовано: 28.02.2008
Авторы: Витязь Петр Александрович, Аниченко Николай Георгиевич, Гамеза Людмила Михайловна
МПК: B01J 3/06, C04B 35/583
Метки: нитрида, способ, сверхтвердого, бора, композиционного, кубического, основе, изготовления, материала
Текст:
...бора, в течение определенного времени (25-240 с),после чего отключают нагрев, выдерживают в течение 10 с, затем снижают давление до атмосферного и извлекают заготовку композиционного материала, причем, согласно изобретению, обработку брикета осуществляют при давлении 4,5-5,5 ГПа с нагревом в три стадии при 700-900 С в течение 5-10 с, затем при 1300-1500 С в течение 5-20 с и при 1700-1900 С в течение 15-210 с, а брикет состоит из следующих...
Способ получения композиционного материала на основе алюминия
Номер патента: 12924
Опубликовано: 28.02.2010
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович
МПК: C22C 1/10
Метки: получения, композиционного, основе, алюминия, материала, способ
Текст:
...50 мкм обусловлен требованиями к равномерности перемешивания. Увеличение размера частиц приводит, с одной стороны, к неравномерности их распределения в лигатуре и обрабатываемом сплаве, а, с другой стороны, к замедлению образования мелкодисперсных фаз. В противном случае для получения требуемых характеристик материала необходима длительная механическая обработка в шаровых мельницах, сопровождающаяся большими энергетическими затратами. Так...
Предыдущий патент: Клеевая композиция и способ ее получения
Следующий патент: Газораспределительная сеть
Случайный патент: Плакированный порошок для газотермических покрытий