Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 6315
Опубликовано: 30.06.2010
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Ермаков Николай Иванович
Текст
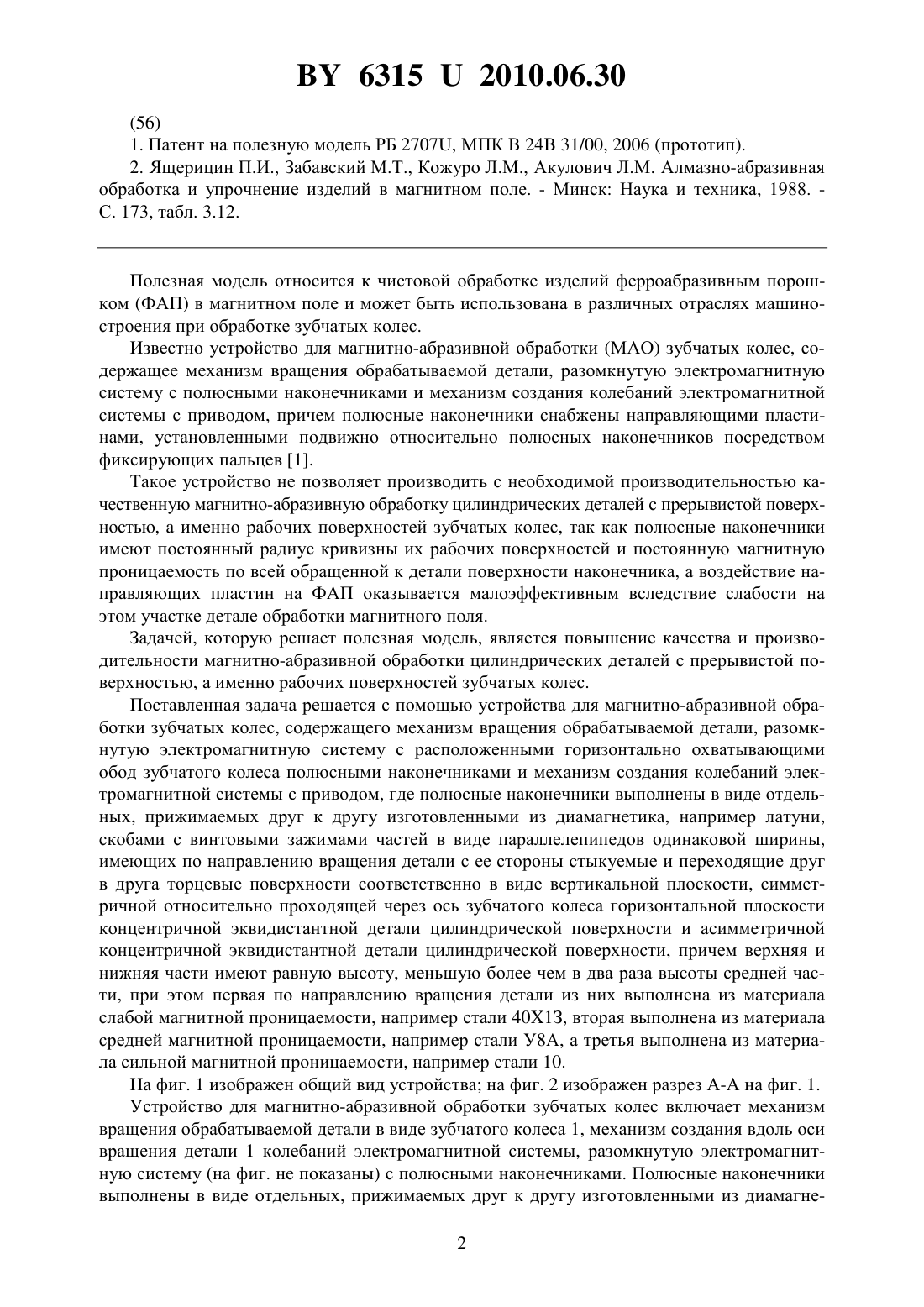
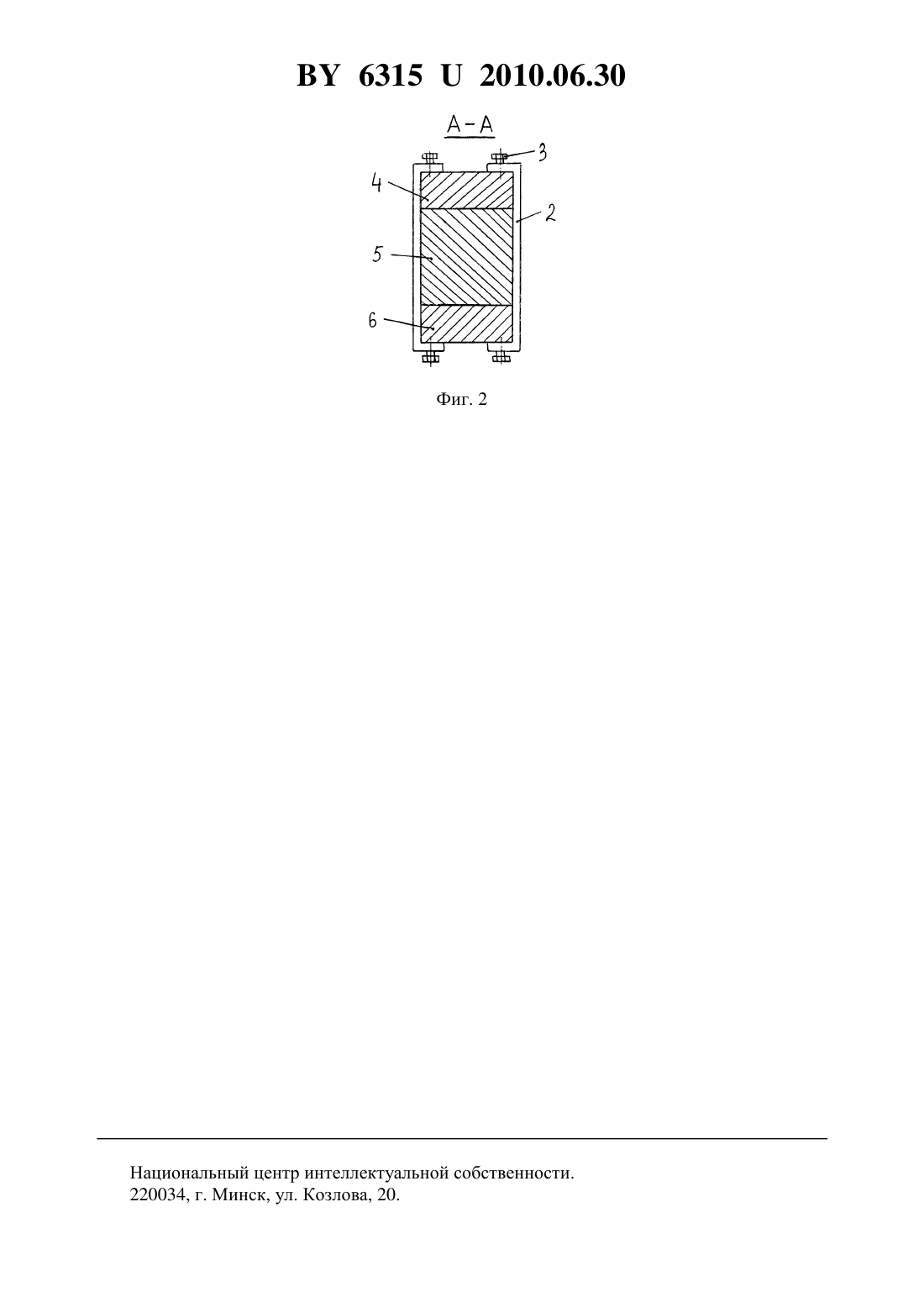
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, отличающееся тем, что полюсные наконечники выполнены в виде отдельных, прижимаемых друг к другу изготовленными из диамагнетика, например латуни, скобами с винтовыми зажимами частей в виде параллелепипедов одинаковой ширины, имеющих по направлению вращения детали с ее стороны стыкуемые и переходящие друг в друга торцевые поверхности соответственно в виде вертикальной плоскости, симметричной относительно проходящей через ось зубчатого колеса горизонтальной плоскости концентричной эквидистантной детали цилиндрической поверхности и асимметричной концентричной эквидистантной детали цилиндрической поверхности, причем верхняя и нижняя части имеют равную высоту,меньшую более чем в два раза высоты средней части, при этом первая по направлению вращения детали из них выполнена из материала слабой магнитной проницаемости, например стали 401 З, вторая выполнена из материала средней магнитной проницаемости,например стали У 8 А, а третья выполнена из материала высокой магнитной проницаемости, например стали 10.(56) 1. Патент на полезную модель РБ 2707, МПК 24 31/00, 2006 (прототип). 2. Ящерицин П.И., Забавский М.Т., Кожуро Л.М., Акулович Л.М. Алмазно-абразивная обработка и упрочнение изделий в магнитном поле. - Минск Наука и техника, 1988. С. 173, табл. 3.12. Полезная модель относится к чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использована в различных отраслях машиностроения при обработке зубчатых колес. Известно устройство для магнитно-абразивной обработки (МАО) зубчатых колес, содержащее механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, причем полюсные наконечники снабжены направляющими пластинами, установленными подвижно относительно полюсных наконечников посредством фиксирующих пальцев 1. Такое устройство не позволяет производить с необходимой производительностью качественную магнитно-абразивную обработку цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес, так как полюсные наконечники имеют постоянный радиус кривизны их рабочих поверхностей и постоянную магнитную проницаемость по всей обращенной к детали поверхности наконечника, а воздействие направляющих пластин на ФАП оказывается малоэффективным вследствие слабости на этом участке детале обработки магнитного поля. Задачей, которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими обод зубчатого колеса полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, где полюсные наконечники выполнены в виде отдельных, прижимаемых друг к другу изготовленными из диамагнетика, например латуни,скобами с винтовыми зажимами частей в виде параллелепипедов одинаковой ширины,имеющих по направлению вращения детали с ее стороны стыкуемые и переходящие друг в друга торцевые поверхности соответственно в виде вертикальной плоскости, симметричной относительно проходящей через ось зубчатого колеса горизонтальной плоскости концентричной эквидистантной детали цилиндрической поверхности и асимметричной концентричной эквидистантной детали цилиндрической поверхности, причем верхняя и нижняя части имеют равную высоту, меньшую более чем в два раза высоты средней части, при этом первая по направлению вращения детали из них выполнена из материала слабой магнитной проницаемости, например стали 401 З, вторая выполнена из материала средней магнитной проницаемости, например стали У 8 А, а третья выполнена из материала сильной магнитной проницаемости, например стали 10. На фиг. 1 изображен общий вид устройства на фиг. 2 изображен разрез А-А на фиг. 1. Устройство для магнитно-абразивной обработки зубчатых колес включает механизм вращения обрабатываемой детали в виде зубчатого колеса 1, механизм создания вдоль оси вращения детали 1 колебаний электромагнитной системы, разомкнутую электромагнитную систему (на фиг. не показаны) с полюсными наконечниками. Полюсные наконечники выполнены в виде отдельных, прижимаемых друг к другу изготовленными из диамагне 2 63152010.06.30 тика, например латуни, скобами 2 с винтовыми зажимами 3 частей в виде параллелепипедов одинаковой ширины. Первая по направлению вращения детали часть 4 полюсного наконечника с ее стороны имеет торцевую поверхность в виде вертикальной плоскости. Вторая (средняя) часть 5 полюсного наконечника выполнена симметричной относительно проходящей через ось зубчатого колеса 1 горизонтальной плоскости с торцевой концентричной эквидистантной детали 1 цилиндрической поверхностью, при этом ее угол обхвата детали 1 равен 60. Третья часть 6 полюсного наконечника выполнена асимметричной с концентричной эквидистантной детали цилиндрической торцевой поверхностью, а ее угол обхвата детали 1 равен 30. Обращенные к детали 1 торцевые поверхности частей 4, 5 и 6 полюсных наконечников стыкуются друг с другом и переходят друг в друга. Верхняя и нижняя части 4 и 6 имеют равную высоту, меньшую более чем в два раза высоты средней части 5, при этом первая по направлению вращения детали 1 часть 4 полюсного наконечника выполнена из материала слабой магнитной проницаемости, например стали 401 З,вторая 5 выполнена из материала средней магнитной проницаемости, например стали У 8 А, а третья 6 выполнена из материала высокой магнитной проницаемости, например стали 10. Устройство работает следующим образом. Перед началом работы, после установки обрабатываемой детали 1, установленными на скобах 2 винтами 3 части 4, 5 и 6 полюсных наконечников прижимаются друг к другу и выставляется оптимальное для обработки детали эквидистантное расстояние между ободом зубчатого колеса и частями 5 и 6. Механизм вращения обрабатываемой детали приводит в движение обрабатываемую деталь (зубчатое колесо) 1, и при помощи механизма создания колебаний электромагнитной системы наконечники совершают возвратнопоступательное движение вдоль оси вращения детали. Зубчатое колесо сверху покрывается ФАП (на фиг. не показано) посредством их намагниченности, который вместе с вращающимся зубчатым колесом 1 поступает в образованную вертикальной торцевой плоскостью первой части 4 клинообразующую область полюсного наконечника, где происходит наполнение впадин между зубьями порошком посредством вращения детали и уплотняющего воздействия клиновой поверхности. Так как первая часть 4 полюсного наконечника выполнена из материала слабой магнитной проницаемости, например стали 401 З (магнитная проницаемость 2,262/105 г/м 2), то ФАП плавно и равномерно заполняет впадины между зубьями, не оказывая в этой области существенного обрабатывающего воздействия на поверхность зубьев. Далее выполненная из материала средней магнитной проницаемости, например стали У 8 А (магнитная проницаемость 4,85/105 г/м 2), средняя вторая часть 5 полюсного наконечника с помощью ФАП оказывает на поверхность зубьев предварительное обрабатывающее воздействие, при этом магнитные силы позволяют ФАП в этой области плавно и равномерно перемешиваться, постоянно меняя положение режущих граней частиц порошка, что повышает эффективность и качество обработки. Так как третья часть 6 полюсного наконечника выполнена из материала высокой магнитной проницаемости, например стали 10 (магнитная проницаемость 5,292/105 г/м 2), то на этом этапе обработки осуществляется основное воздействие ФАП, в том числе на труднообрабатываемые участки зубчатого контура, для обеспечения требуемой величины равномерного съема материала и качества обработки за счет увеличения давления ФАП на данные участки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/00
Метки: магнитно-абразивной, зубчатых, колёс, обработки, устройство
Код ссылки
<a href="https://by.patents.su/4-u6315-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki-zubchatyh-kolyos.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки зубчатых колёс</a>
Устройство для магнитно-абразивной обработки зубчатых колес

Номер патента: U 6242
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: зубчатых, магнитно-абразивной, колес, устройство, обработки
Текст:
...друг друга, охватывая с заданным зазором обод зубчатого колеса и образуя вместе с торцевой плоской поверхностью полюсного наконечника пространство,заполненное ферромагнетиком, причем верхняя поверхность верхних П-образных скоб и нижняя поверхность нижних П-образных скоб расположены в одних плоскостях с соответствующими верхними и нижними горизонтальными плоскостями полюсных наконечников и к П-образным скобам по этим поверхностям с...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 6284
Опубликовано: 30.06.2010
Авторы: Агейчик Валерий Александрович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: колес, обработки, магнитно-абразивной, зубчатых, устройство
Текст:
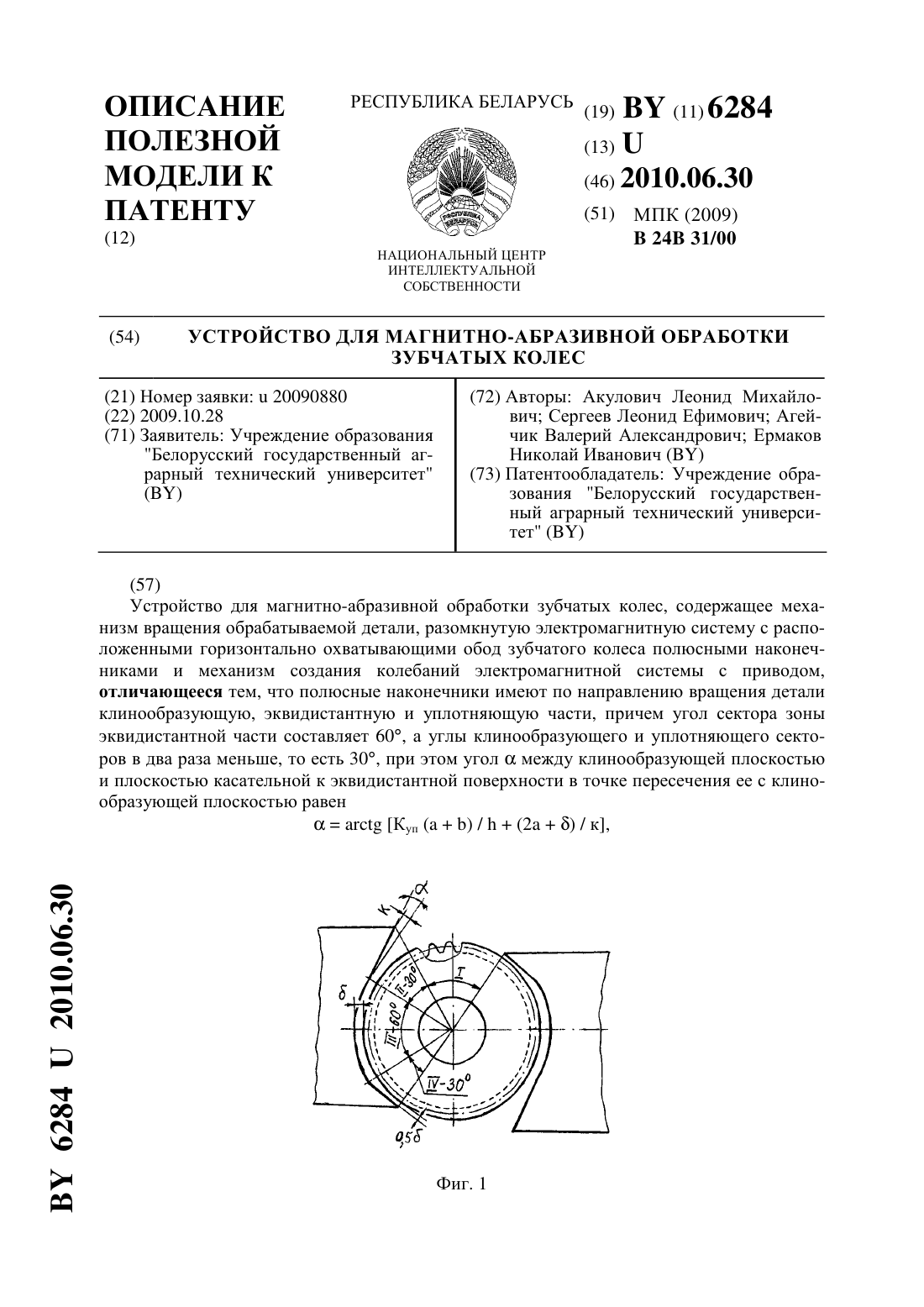
...плоскостью и плоскостью касательной к эквидистантной поверхности в точке пересечения ее с клинообразующей плоскостью клин - площадь клинообразующей части полюсного наконечника впад - площади впадин в плоскости, перпендикулярной оси зубчатого колеса уч - площадь участка между вершинами зубьев зубчатого колеса и полюсным наконечником- ширина впадины зубчатого колеса по диаметру его вершин- ширина впадины зубчатого колеса по...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Миронов Алексей Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: устройство, зубчатых, магнитно-абразивной, колес, обработки
Текст:
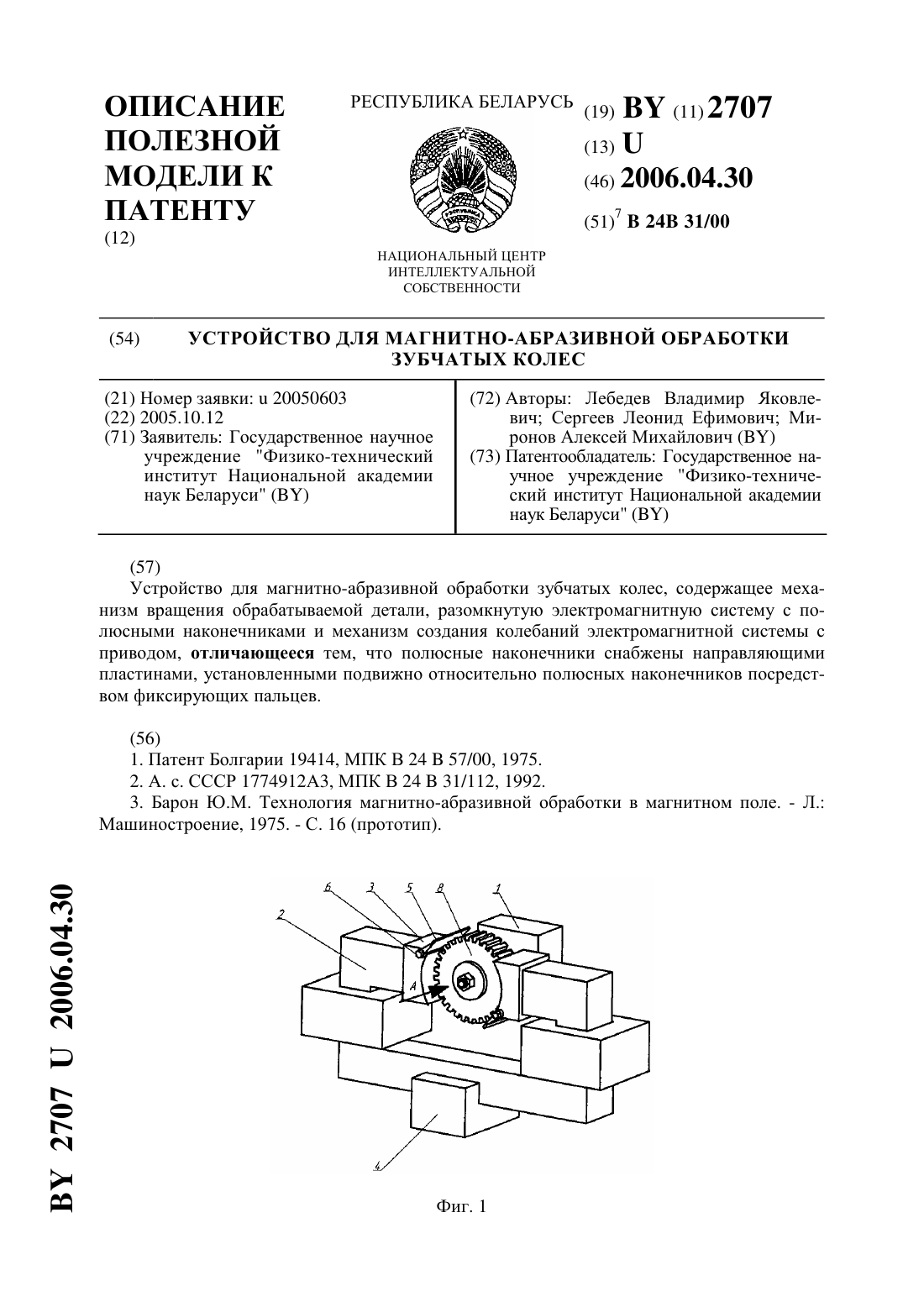
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 5742
Опубликовано: 30.12.2009
Авторы: Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: колёс, обработки, зубчатых, устройство, магнитно-абразивной
Текст:
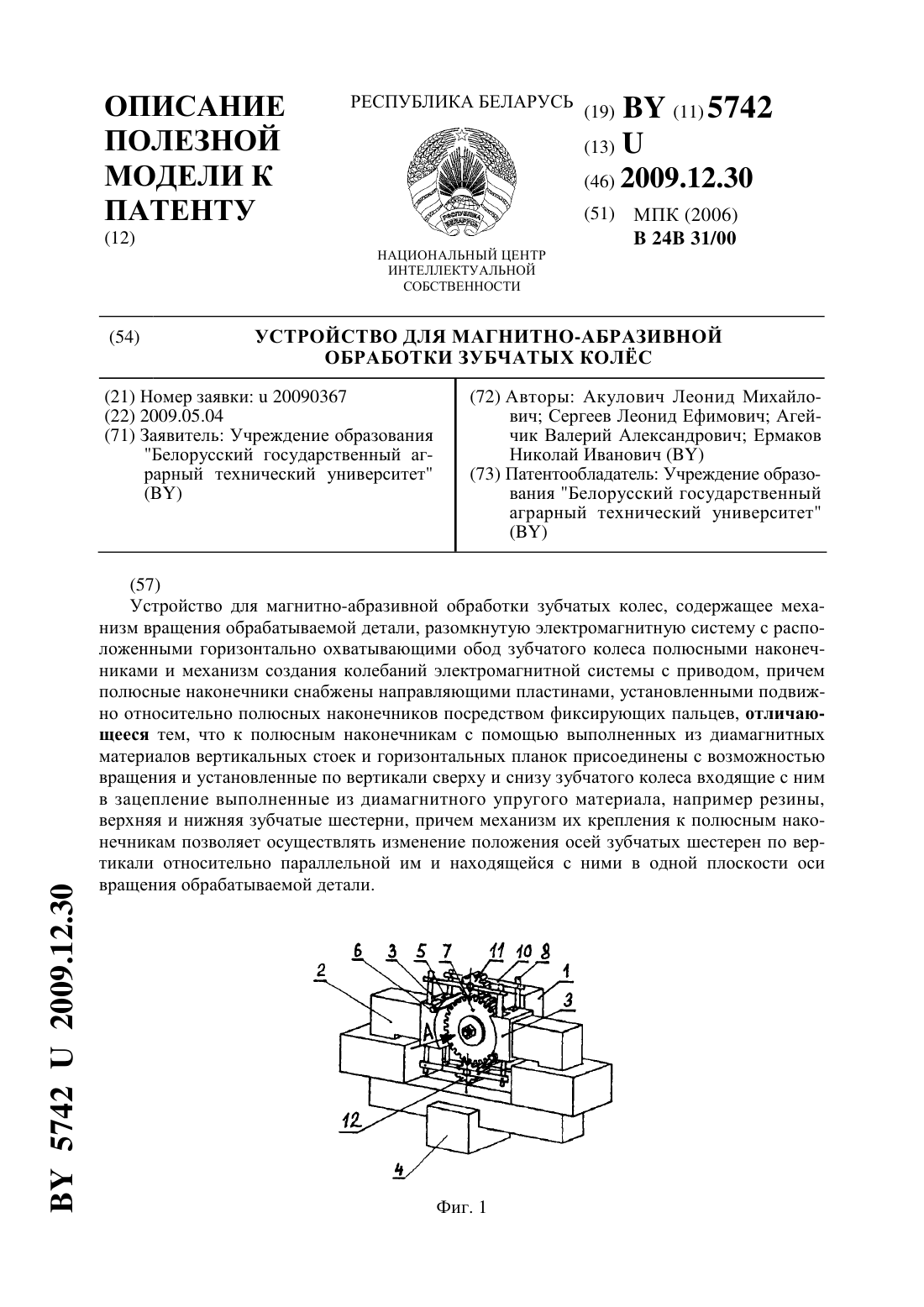
...которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими...
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2135
Опубликовано: 30.09.2005
Авторы: Сидоренко Михаил Иванович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ящерицын Петр Иванович, Миронов Алексей Михайлович, Ракомсин Александр Петрович
МПК: B24B 57/00, B24B 31/112
Метки: зубчатых, магнитно-абразивной, обработки, устройство, колес
Текст:
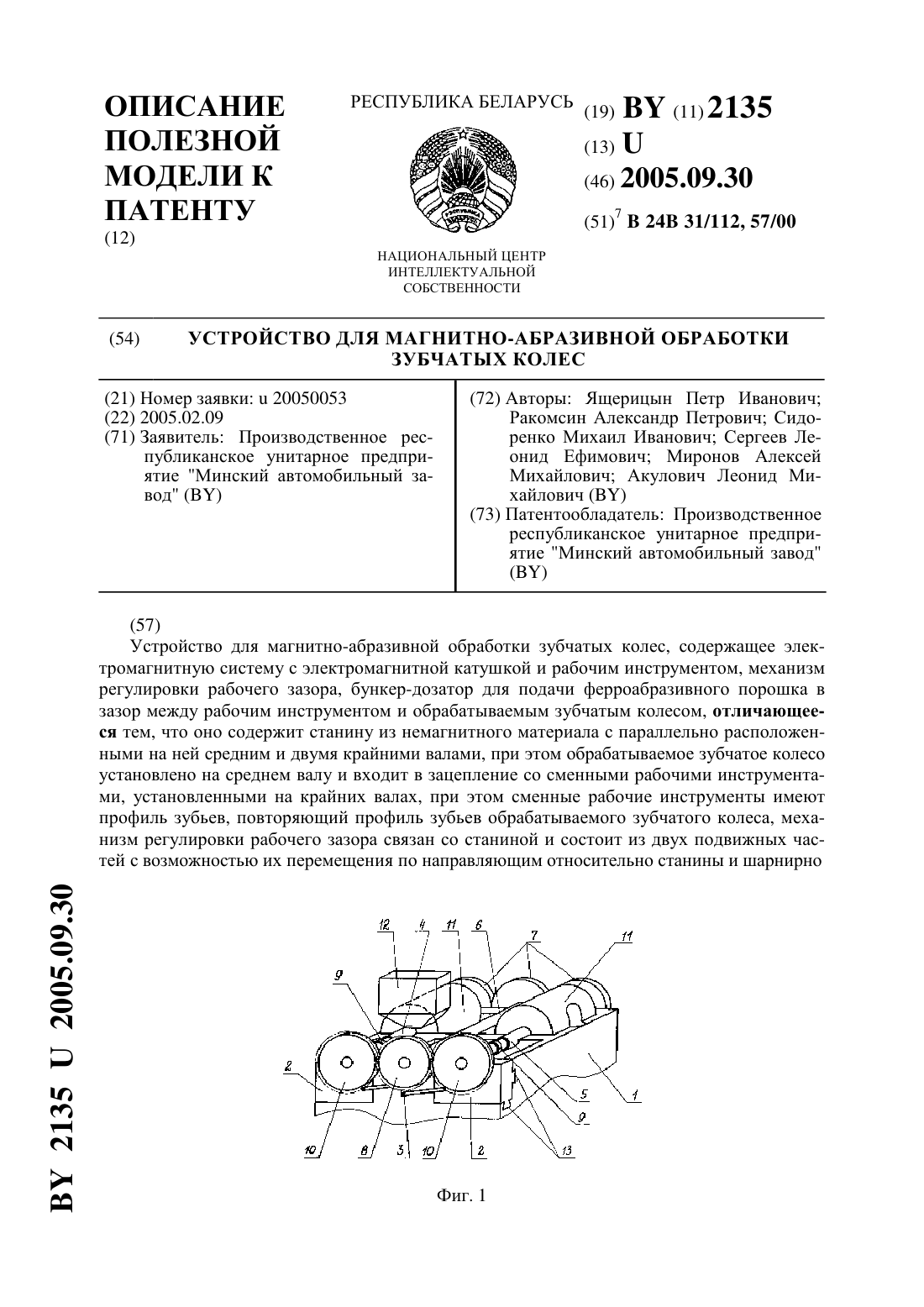
...Задачей предлагаемой полезной модели является повышение производительности и качества обработки. Поставленная задача решается тем, что в устройство для магнитно-абразивной обработки зубчатых колес, содержащем электромагнитную систему с электромагнитной катушкой и рабочим инструментом, механизм регулировки рабочего зазора, бункер-дозатор для подачи ферроабразивного порошка в зазор между рабочим инструментом и обрабатываемым зубчатым колесом,...
Предыдущий патент: Мойка корнеклубнеплодов
Следующий патент: Устройство для магнитно-абразивной обработки шевронных зубчатых колёс
Случайный патент: Способ нанесения пленки молибдена на полупроводниковые подложки