Режущий инструмент
Текст
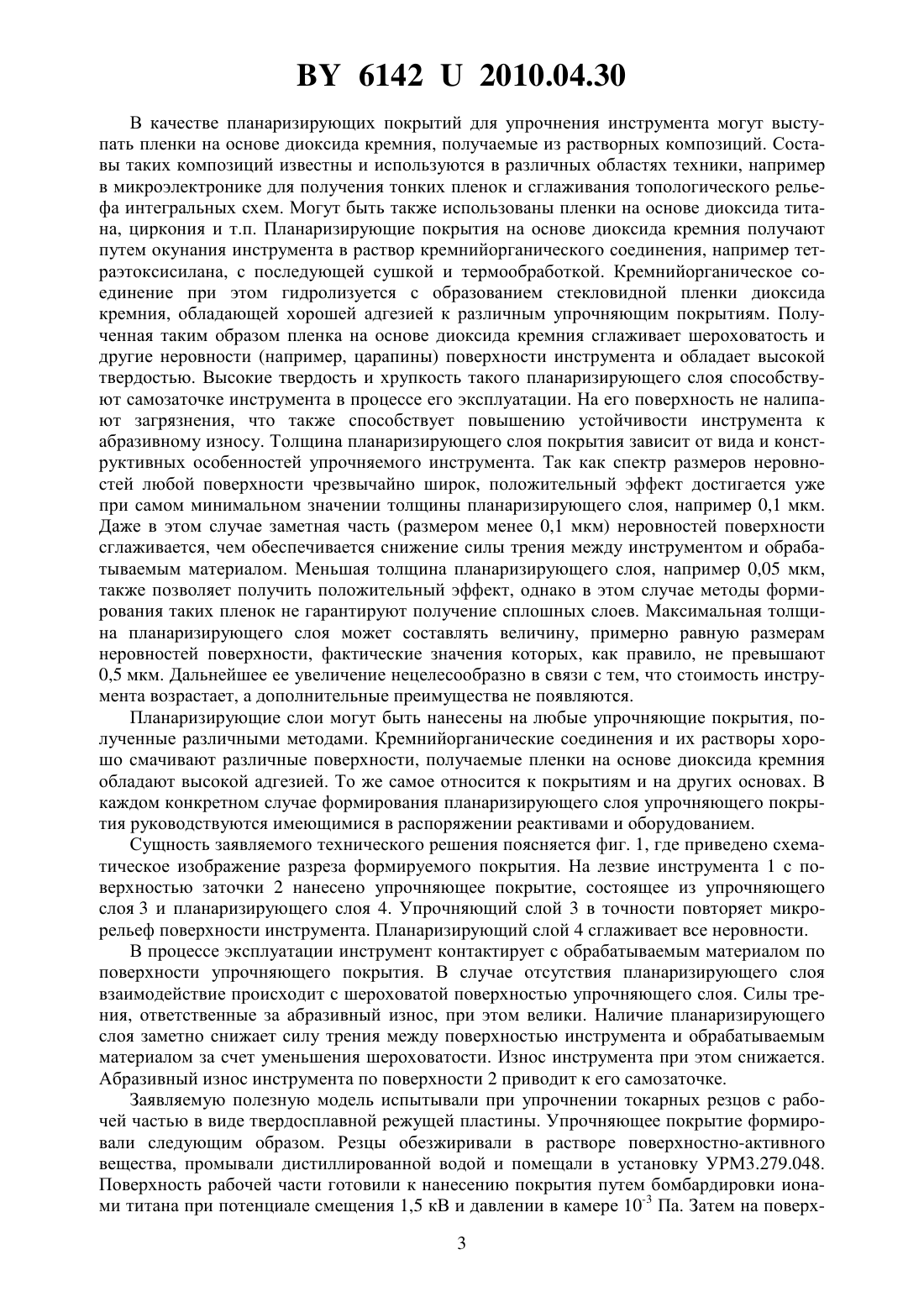
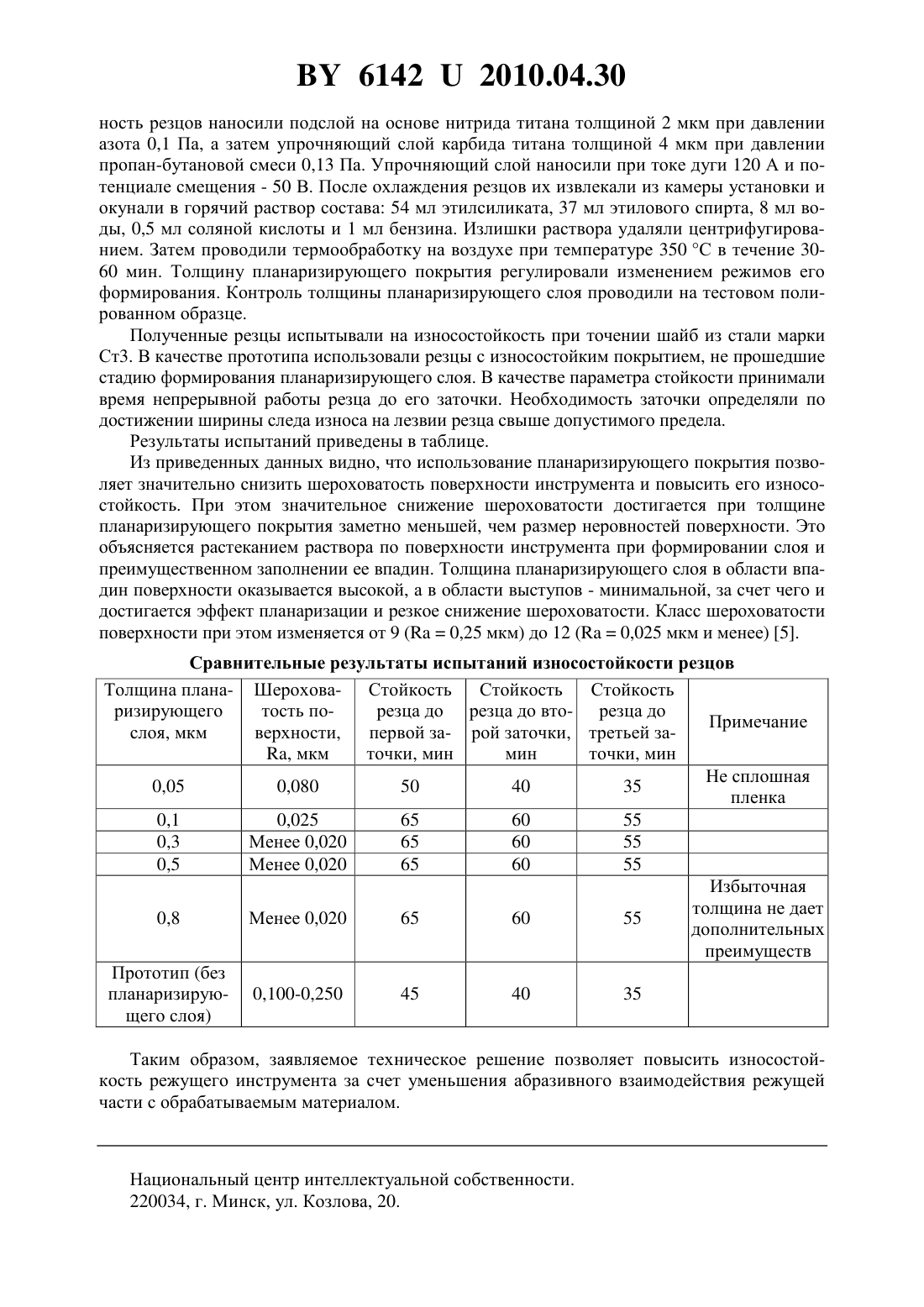
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Сенько Сергей Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенным на него многослойным упрочняющим покрытием, отличающийся тем, что последний слой толщиной 0,1-0,5 мкм в составе покрытия выполнен планаризирующим. Заявляемая полезная модель относится к области машиностроения и может быть использована для изготовления и упрочнения режущего инструмента. Срок службы режущего инструмента определяется в основном износостойкостью его режущей части. Режущую часть обычно выполняют из сплавов на основе железа, в частности из инструментальных быстрорежущих сталей, легированных вольфрамом и молибденом, содержащих до 2 ванадия (Р 18, Р 12, Р 9, Р 6 М 5, Р 6 М 3 и др.), а также из сталей,61422010.04.30 легированных вольфрамом и кобальтом, содержащих свыше 2 ванадия (Р 18 Ф 2, Р 14 Ф 5,Р 9 Ф 5, Р 10 Ф 5 К 5, Р 9 К 5, Р 9 К 10 и др.) 1, 2. Первую группу относят к сталям нормальной производительности, а вторую - к сталям повышенной производительности. Высокие эксплуатационные свойства быстрорежущих сталей обеспечиваются благодаря их легированию вольфрамом, ванадием и молибденом, которые, соединяясь с углеродом, образуют соответствующие карбиды. Износостойкость быстрорежущих сталей в 3-5 раз выше, чем углеродистых и низколегированных. Основным недостатком инструмента, выполненного из этих сталей, является относительно низкая устойчивость к абразивному износу. Это связано, с одной стороны, с малым различием в твердости между материалом инструмента и обрабатываемым материалом, а с другой - с попаданием инородных частиц, например песка, в зону взаимодействия резца и материала в процессе резания. Высокая твердость частиц загрязнений приводит к быстрому абразивному износу режущей части инструмента. Наиболее эффективным методом борьбы с абразивным износом инструмента является нанесение упрочняющих покрытий, характеризующихся высокой твердостью 3. Для этих целей используют покрытия на основе соединений тугоплавких металлов, формируемых различными методами. Толщина покрытия определяется видом и назначением инструмента и может составлять от долей микрон до величин порядка мм. Наиболее близким по технической сущности к заявляемой полезной модели, ее прототипом, является режущий инструмент, содержащий режущую часть из твердосплавного материала с нанесенным на нее упрочняющим покрытием, состоящим из подслоя на основе нитрида титана и слоя карбида титана 4. Упрочняющие покрытия заметно повышают износостойкость инструмента, однако, не в полной мере. Устойчивость к абразивному износу, кроме твердости покрытия, сильно зависит от шероховатости поверхности. Относительно низкая устойчивость к абразивному износу в данном случае обусловлена морфологией получаемой поверхности. Это связано с технологией формирования упрочняющих покрытий, в частности, с конформностью получаемых пленок. Микрорельеф покрытия в точности повторяет микрорельеф поверхности основы. Поскольку поверхность инструмента является шероховатой, поверхность упрочняющего слоя также получается шероховатой. Кроме того, упрочняющие слои характеризуются наличием собственной структуры, которая также способствует повышению общей шероховатости, например, при кристаллизации материала покрытия. Чем больше количество выступов поверхности и выше размер неровностей, тем больше силы трения между инструментом и обрабатываемым материалом, и тем выше скорость абразивного износа. Уменьшение трения за счет уменьшения размера неровностей путем полировки поверхности инструмента не оправдывается из-за высокой трудоемкости и стоимости полировки. Конформный характер упрочняющего покрытия не позволяет сгладить шероховатость поверхности инструмента. В процессе эксплуатации инструмента с упрочняющим покрытием неровности покрытия выступают в роли абразивного слоя, увеличивающего трение между инструментом и обрабатываемым материалом. В результате скорость обработки материала снижается, а износ инструмента возрастает. Задачей заявляемой полезной модели является повышение износостойкости режущего инструмента за счет уменьшения абразивного взаимодействия режущей части с обрабатываемым материалом. Поставленная задача решается тем, что в режущем инструменте, содержащем режущую часть из твердосплавного материала с нанесенным на него многослойным упрочняющим покрытием, последний слой толщиной 0,1-0,5 мкм в составе покрытия выполняют планаризирующим. Сущность заявляемого технического решения заключается в снижении шероховатости поверхности упрочняющего покрытия. Это приводит к снижению сил трения между поверхностью инструмента и обрабатываемым материалом, чем и обеспечивается повышение стойкости к абразивному износу. 2 61422010.04.30 В качестве планаризирующих покрытий для упрочнения инструмента могут выступать пленки на основе диоксида кремния, получаемые из растворных композиций. Составы таких композиций известны и используются в различных областях техники, например в микроэлектронике для получения тонких пленок и сглаживания топологического рельефа интегральных схем. Могут быть также использованы пленки на основе диоксида титана, циркония и т.п. Планаризирующие покрытия на основе диоксида кремния получают путем окунания инструмента в раствор кремнийорганического соединения, например тетраэтоксисилана, с последующей сушкой и термообработкой. Кремнийорганическое соединение при этом гидролизуется с образованием стекловидной пленки диоксида кремния, обладающей хорошей адгезией к различным упрочняющим покрытиям. Полученная таким образом пленка на основе диоксида кремния сглаживает шероховатость и другие неровности (например, царапины) поверхности инструмента и обладает высокой твердостью. Высокие твердость и хрупкость такого планаризирующего слоя способствуют самозаточке инструмента в процессе его эксплуатации. На его поверхность не налипают загрязнения, что также способствует повышению устойчивости инструмента к абразивному износу. Толщина планаризирующего слоя покрытия зависит от вида и конструктивных особенностей упрочняемого инструмента. Так как спектр размеров неровностей любой поверхности чрезвычайно широк, положительный эффект достигается уже при самом минимальном значении толщины планаризирующего слоя, например 0,1 мкм. Даже в этом случае заметная часть (размером менее 0,1 мкм) неровностей поверхности сглаживается, чем обеспечивается снижение силы трения между инструментом и обрабатываемым материалом. Меньшая толщина планаризирующего слоя, например 0,05 мкм,также позволяет получить положительный эффект, однако в этом случае методы формирования таких пленок не гарантируют получение сплошных слоев. Максимальная толщина планаризирующего слоя может составлять величину, примерно равную размерам неровностей поверхности, фактические значения которых, как правило, не превышают 0,5 мкм. Дальнейшее ее увеличение нецелесообразно в связи с тем, что стоимость инструмента возрастает, а дополнительные преимущества не появляются. Планаризирующие слои могут быть нанесены на любые упрочняющие покрытия, полученные различными методами. Кремнийорганические соединения и их растворы хорошо смачивают различные поверхности, получаемые пленки на основе диоксида кремния обладают высокой адгезией. То же самое относится к покрытиям и на других основах. В каждом конкретном случае формирования планаризирующего слоя упрочняющего покрытия руководствуются имеющимися в распоряжении реактивами и оборудованием. Сущность заявляемого технического решения поясняется фиг. 1, где приведено схематическое изображение разреза формируемого покрытия. На лезвие инструмента 1 с поверхностью заточки 2 нанесено упрочняющее покрытие, состоящее из упрочняющего слоя 3 и планаризирующего слоя 4. Упрочняющий слой 3 в точности повторяет микрорельеф поверхности инструмента. Планаризирующий слой 4 сглаживает все неровности. В процессе эксплуатации инструмент контактирует с обрабатываемым материалом по поверхности упрочняющего покрытия. В случае отсутствия планаризирующего слоя взаимодействие происходит с шероховатой поверхностью упрочняющего слоя. Силы трения, ответственные за абразивный износ, при этом велики. Наличие планаризирующего слоя заметно снижает силу трения между поверхностью инструмента и обрабатываемым материалом за счет уменьшения шероховатости. Износ инструмента при этом снижается. Абразивный износ инструмента по поверхности 2 приводит к его самозаточке. Заявляемую полезную модель испытывали при упрочнении токарных резцов с рабочей частью в виде твердосплавной режущей пластины. Упрочняющее покрытие формировали следующим образом. Резцы обезжиривали в растворе поверхностно-активного вещества, промывали дистиллированной водой и помещали в установку УРМ 3.279.048. Поверхность рабочей части готовили к нанесению покрытия путем бомбардировки ионами титана при потенциале смещения 1,5 кВ и давлении в камере 10-3 Па. Затем на поверх 3 61422010.04.30 ность резцов наносили подслой на основе нитрида титана толщиной 2 мкм при давлении азота 0,1 Па, а затем упрочняющий слой карбида титана толщиной 4 мкм при давлении пропан-бутановой смеси 0,13 Па. Упрочняющий слой наносили при токе дуги 120 А и потенциале смещения - 50 В. После охлаждения резцов их извлекали из камеры установки и окунали в горячий раствор состава 54 мл этилсиликата, 37 мл этилового спирта, 8 мл воды, 0,5 мл соляной кислоты и 1 мл бензина. Излишки раствора удаляли центрифугированием. Затем проводили термообработку на воздухе при температуре 350 С в течение 3060 мин. Толщину планаризирующего покрытия регулировали изменением режимов его формирования. Контроль толщины планаризирующего слоя проводили на тестовом полированном образце. Полученные резцы испытывали на износостойкость при точении шайб из стали марки Ст 3. В качестве прототипа использовали резцы с износостойким покрытием, не прошедшие стадию формирования планаризирующего слоя. В качестве параметра стойкости принимали время непрерывной работы резца до его заточки. Необходимость заточки определяли по достижении ширины следа износа на лезвии резца свыше допустимого предела. Результаты испытаний приведены в таблице. Из приведенных данных видно, что использование планаризирующего покрытия позволяет значительно снизить шероховатость поверхности инструмента и повысить его износостойкость. При этом значительное снижение шероховатости достигается при толщине планаризирующего покрытия заметно меньшей, чем размер неровностей поверхности. Это объясняется растеканием раствора по поверхности инструмента при формировании слоя и преимущественном заполнении ее впадин. Толщина планаризирующего слоя в области впадин поверхности оказывается высокой, а в области выступов - минимальной, за счет чего и достигается эффект планаризации и резкое снижение шероховатости. Класс шероховатости поверхности при этом изменяется от 9 (0,25 мкм) до 12 (0,025 мкм и менее) 5. Сравнительные результаты испытаний износостойкости резцов Толщина плана- Шерохова- Стойкость Стойкость Стойкость ризирующего тость порезца до резца до вто- резца до Примечание слоя, мкм верхности,первой за- рой заточки, третьей за, мкм точки, мин мин точки, мин Не сплошная 0,05 0,080 50 40 35 пленка 0,1 0,025 65 60 55 0,3 Менее 0,020 65 60 55 0,5 Менее 0,020 65 60 55 Избыточная толщина не дает 0,8 Менее 0,020 65 60 55 дополнительных преимуществ Прототип (без планаризирую- 0,100-0,250 45 40 35 щего слоя) Таким образом, заявляемое техническое решение позволяет повысить износостойкость режущего инструмента за счет уменьшения абразивного взаимодействия режущей части с обрабатываемым материалом. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23P 15/28, B32B 7/02, C23C 28/00
Метки: инструмент, режущий
Код ссылки
<a href="https://by.patents.su/4-u6142-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Режущий инструмент</a>
Режущий инструмент для горной машины
Номер патента: U 1337
Опубликовано: 30.03.2004
Авторы: Старовойтов Вячеслав Савельевич, Прушак Виктор Яковлевич, Барановский Анатолий Леонидович, Старовойтов Юрий Вячеславович, Ращеня Геннадий Николаевич
МПК: E21C 25/00
Метки: горной, машины, инструмент, режущий
Текст:
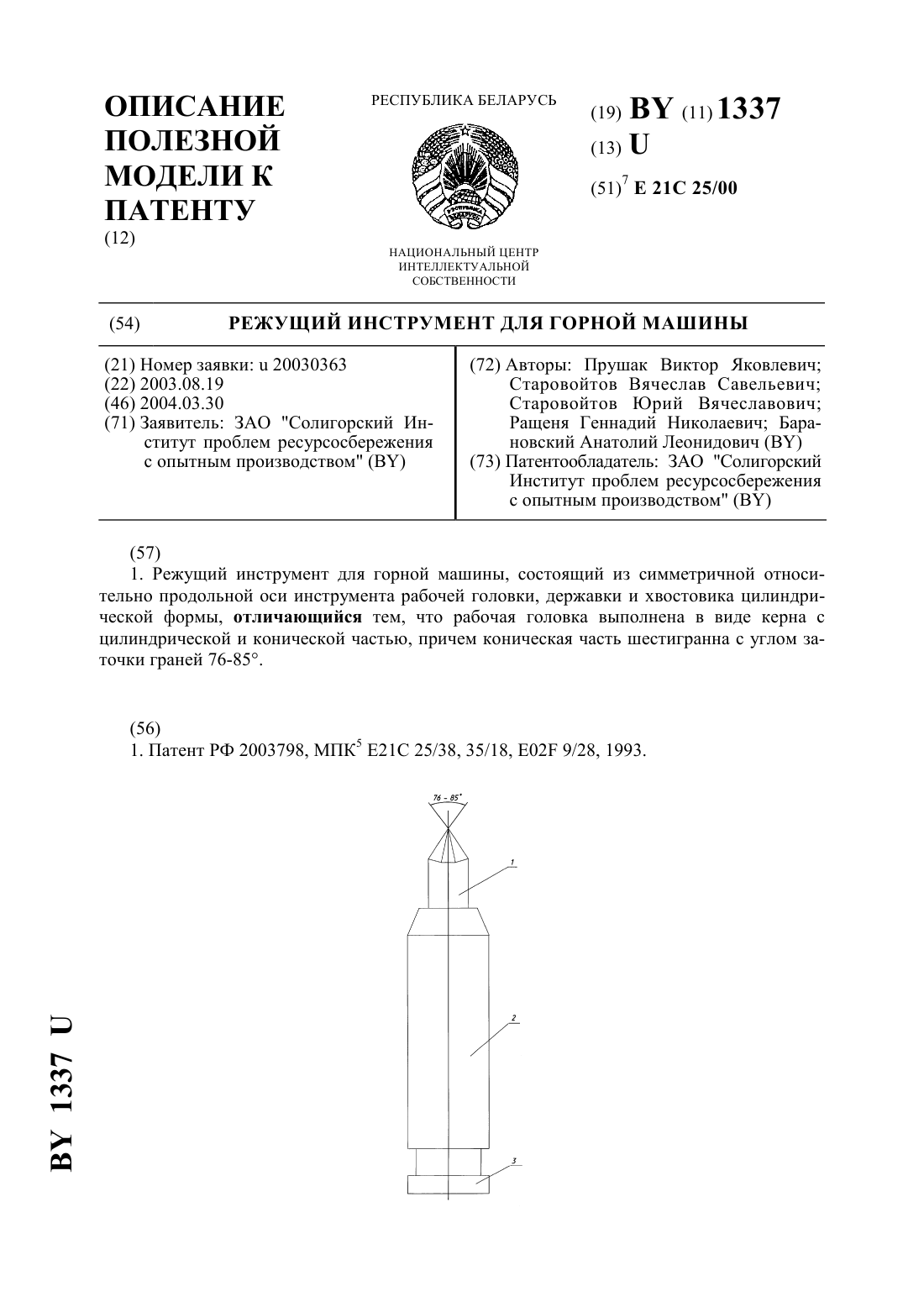
...частой замены резца. Задачей полезной модели является уменьшение износа резца, его удельного расхода за счет осуществления самозаточки путем обеспечения способности вращения резца вокруг своей оси. Технический результат достигается тем, что режущий инструмент для горной машины, состоящий из симметричной относительно продольной оси инструмента рабочей головки, державки и хвостовика цилиндрической формы, рабочая головка выполнена в виде...
Режущий инструмент для горной машины
Номер патента: U 2791
Опубликовано: 30.06.2006
Авторы: Ищенко Роман Владимирович, Щерба Татьяна Павловна, Ищенко Марина Викторовна, Прушак Артем Викторович, Старовойтов Вячеслав Савельевич, Щерба Юлия Владимировна
МПК: E21C 25/32
Метки: машины, горной, инструмент, режущий
Текст:
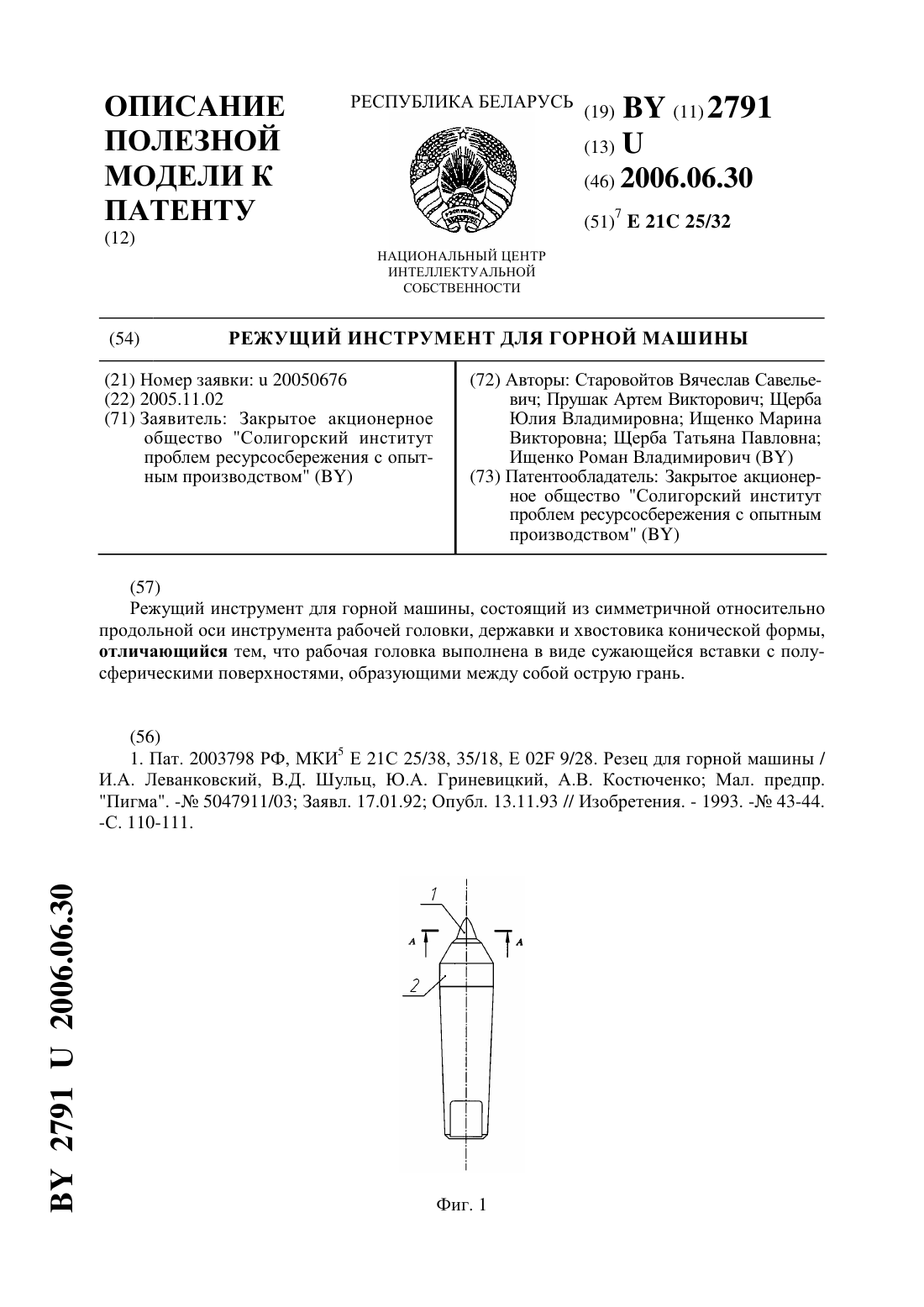
...применяются тангенциальные резцы, под воздействием передней грани которых происходит дробление горной породы, сопровождающееся отрывом крупных элементов. Экспериментально доказано, что перед резцом в процессе работы образуется уплотненное ядро, состоящее из мелкораздробленной породы, находящейся в условиях объемного сжатия, которое оказывает влияние на удельную энергоемкость процесса разрушения. Задачей полезной модели является снижение...
Многолезвийный блочно-модульный режущий инструмент
Номер патента: U 3127
Опубликовано: 30.10.2006
Авторы: Попок Николай Николаевич, Хмельницкий Руслан Сергеевич, Сидикевич Алексей Владимирович, Терентьев Виктор Александрович, Сопиков Иван Яковлевич
МПК: B23B 27/00, B23B 1/00
Метки: режущий, многолезвийный, инструмент, блочно-модульный
Текст:
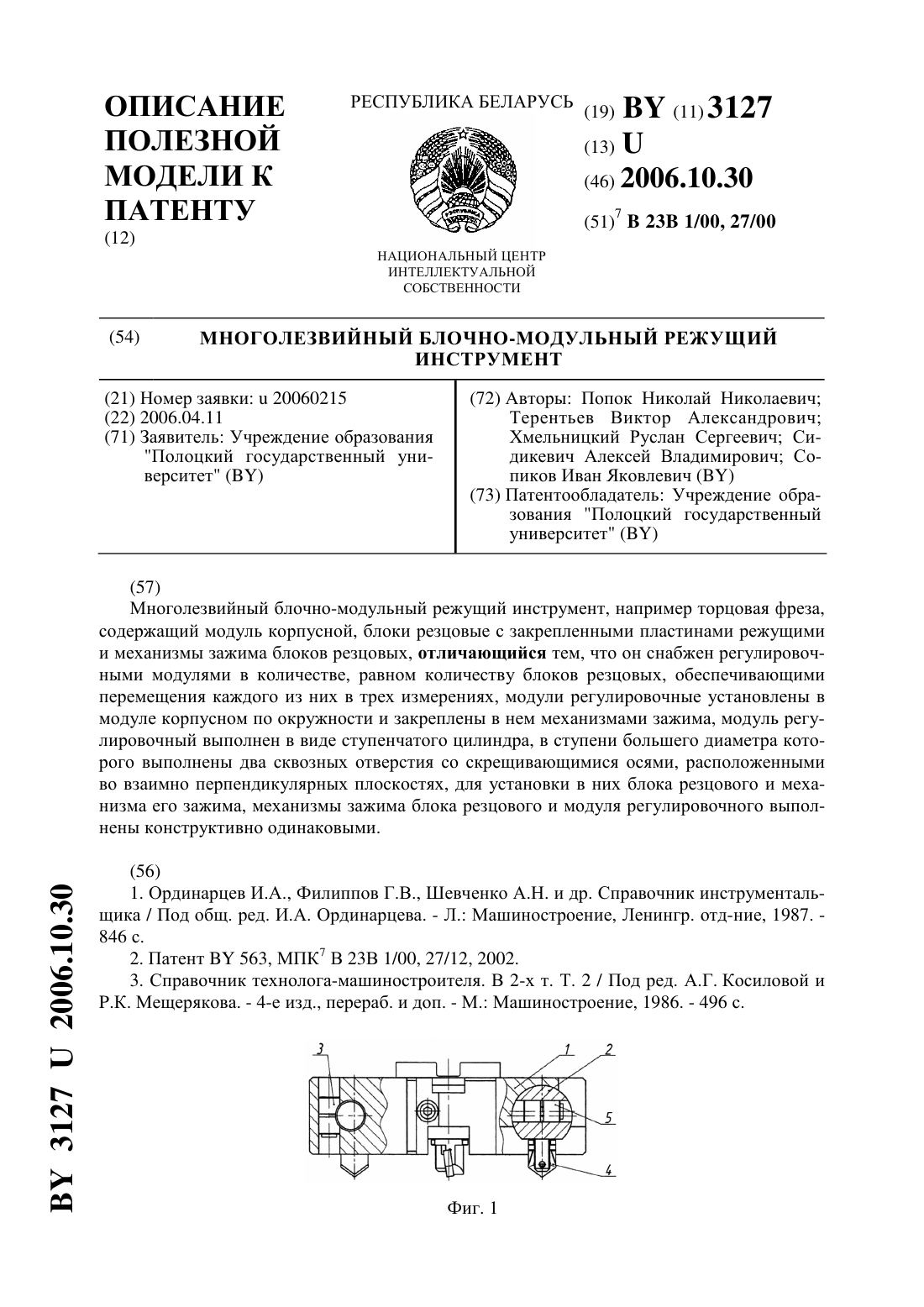
...выполнены два сквозных отверстия со скрещивающимися осями, расположенными во взаимно перпендикулярных плоскостях,для установки в них блока резцового и механизма его зажима. Механизмы зажима блока резцового и модуля регулировочного выполнены конструктивно одинаковыми. 2 31272006.10.30 Отличительными признаками заявленного объекта является наличие новых элементов,а именно модулей регулировочных в виде ступенчатых цилиндров, расположенных в...
Хирургический режущий инструмент
Номер патента: 4631
Опубликовано: 30.09.2002
Авторы: Мурзин Иван Сергеевич, Подсобей Григорий Захарович, Жуковский Василий Михайлович, Пустовойтенко Владлен Тарасович
МПК: A61B 17/32
Метки: инструмент, режущий, хирургический
Текст:
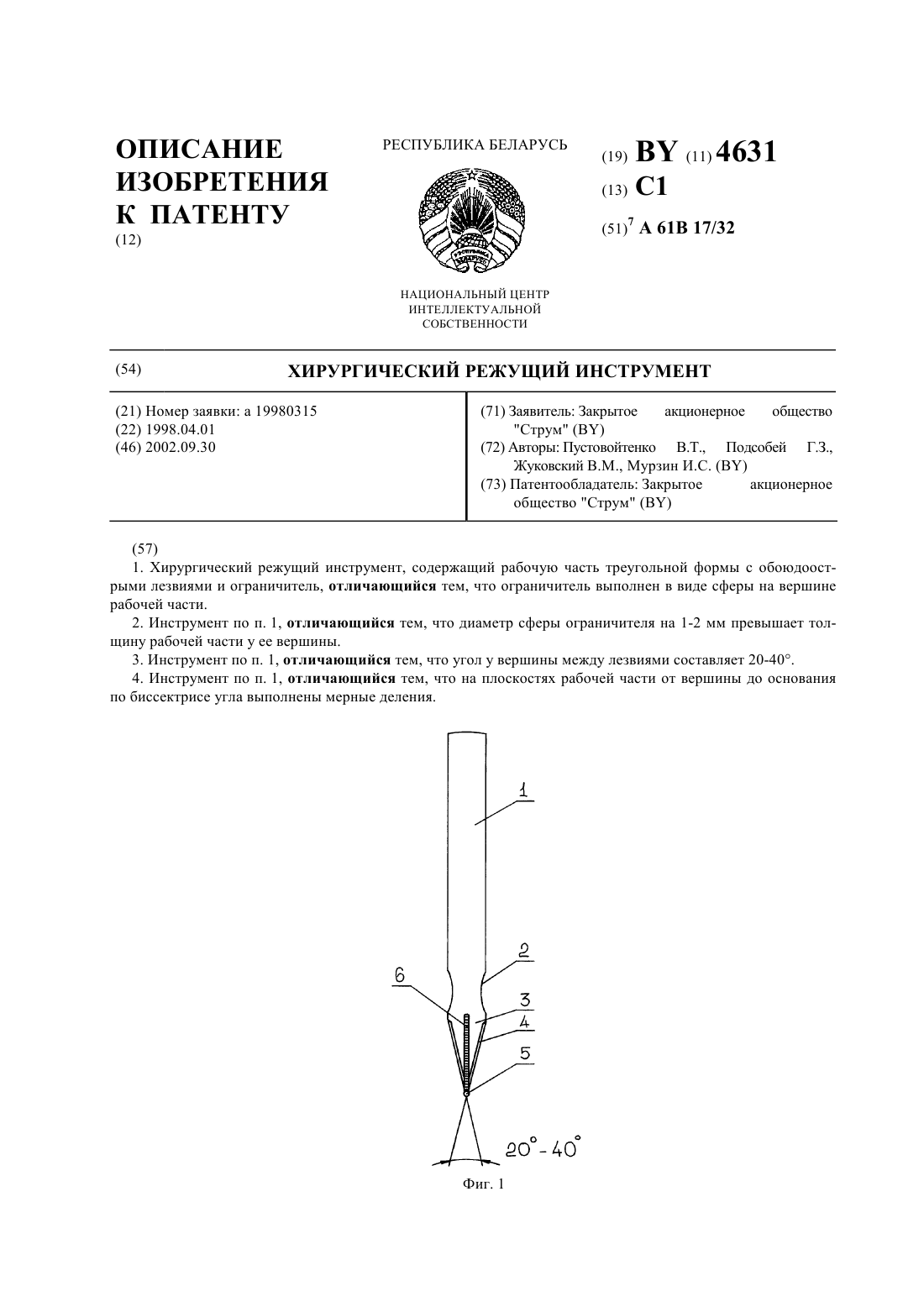
...лезвиями, выполненными с ограничителем, ограничитель выполнен в виде сферы на вершине рабочей части. Диаметр сферы ограничителя на 1-2 мм превышает толщину рабочей части у ее вершины. Угол у вершины рабочей части от вершины до основания инструмента составляет 20-40. На плоскостях рабочей части от вершины до основания инструмента по биссектрисе угла выполнены мерные деления. На фиг. 1 схематически изображен инструмент, общий вид. На...
Лезвийный режущий инструмент
Номер патента: 1898
Опубликовано: 30.12.1997
Авторы: Беляев Геннадий Яковлевич, Федорцев Валерий Александрович, Филонов Игорь Павлович, Мрочек Жорж Адамович, Похилко Евгений Поликарпович, Кравцов Виктор Иосифович, Федорцев Ростислав Валерьевич, Присевок Альберт Фомич
МПК: B29B 23/034, B23B 29/02
Метки: режущий, лезвийный, инструмент
Текст:
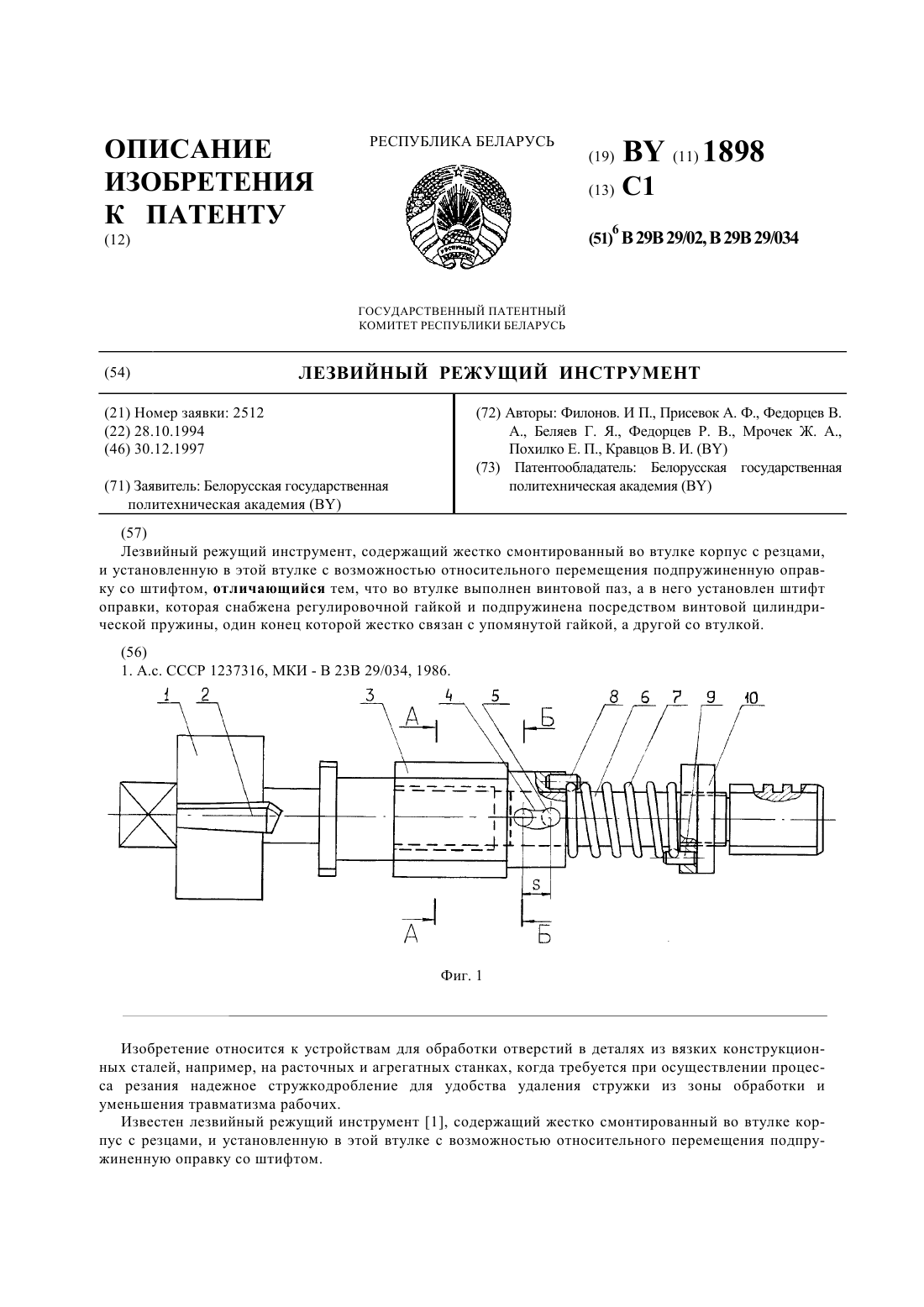
...1 с резцами 2, который жестко смонтирован в шестигранной втулке 3. В цилиндрической части втулки 3 выполнен сквозной винтовой паз 4, в котором установлен штифт 5, запрессованный в цилиндрическую часть подпружиненной оправки 6. Цилиндрическая часть оправки 6 установлена с возможностью относительного перемещения в цилиндрическом отверстии втулки 3,причем на эти же части одета винтовая цилиндрическая пружина 7, которая одновременно своим...
Предыдущий патент: Упрочняющее покрытие
Следующий патент: Упаковочный модуль
Случайный патент: Гидроподкормщик к дождевальной машине