Многолезвийный блочно-модульный режущий инструмент
Номер патента: U 3127
Опубликовано: 30.10.2006
Авторы: Попок Николай Николаевич, Хмельницкий Руслан Сергеевич, Сидикевич Алексей Владимирович, Сопиков Иван Яковлевич, Терентьев Виктор Александрович
Текст
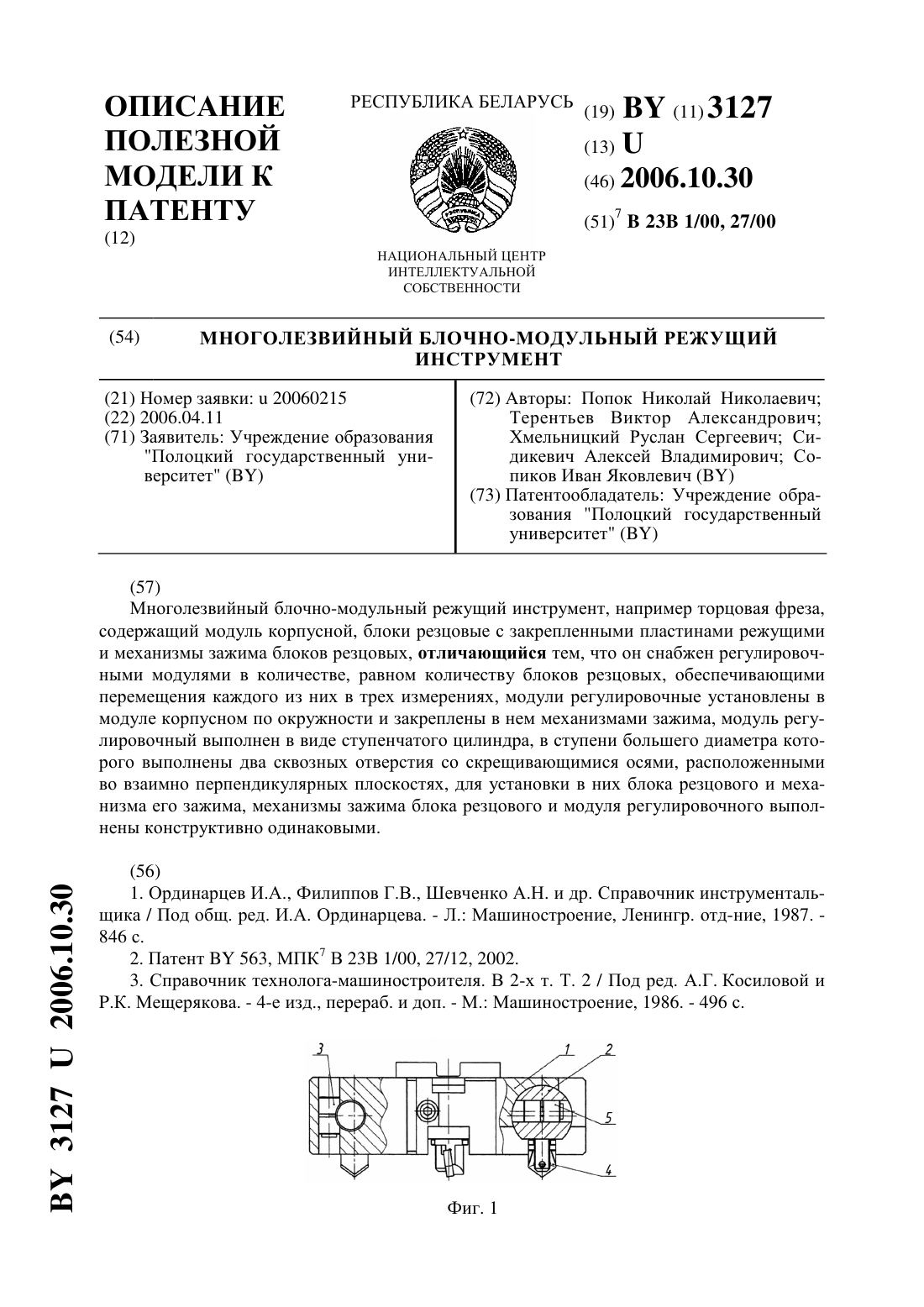
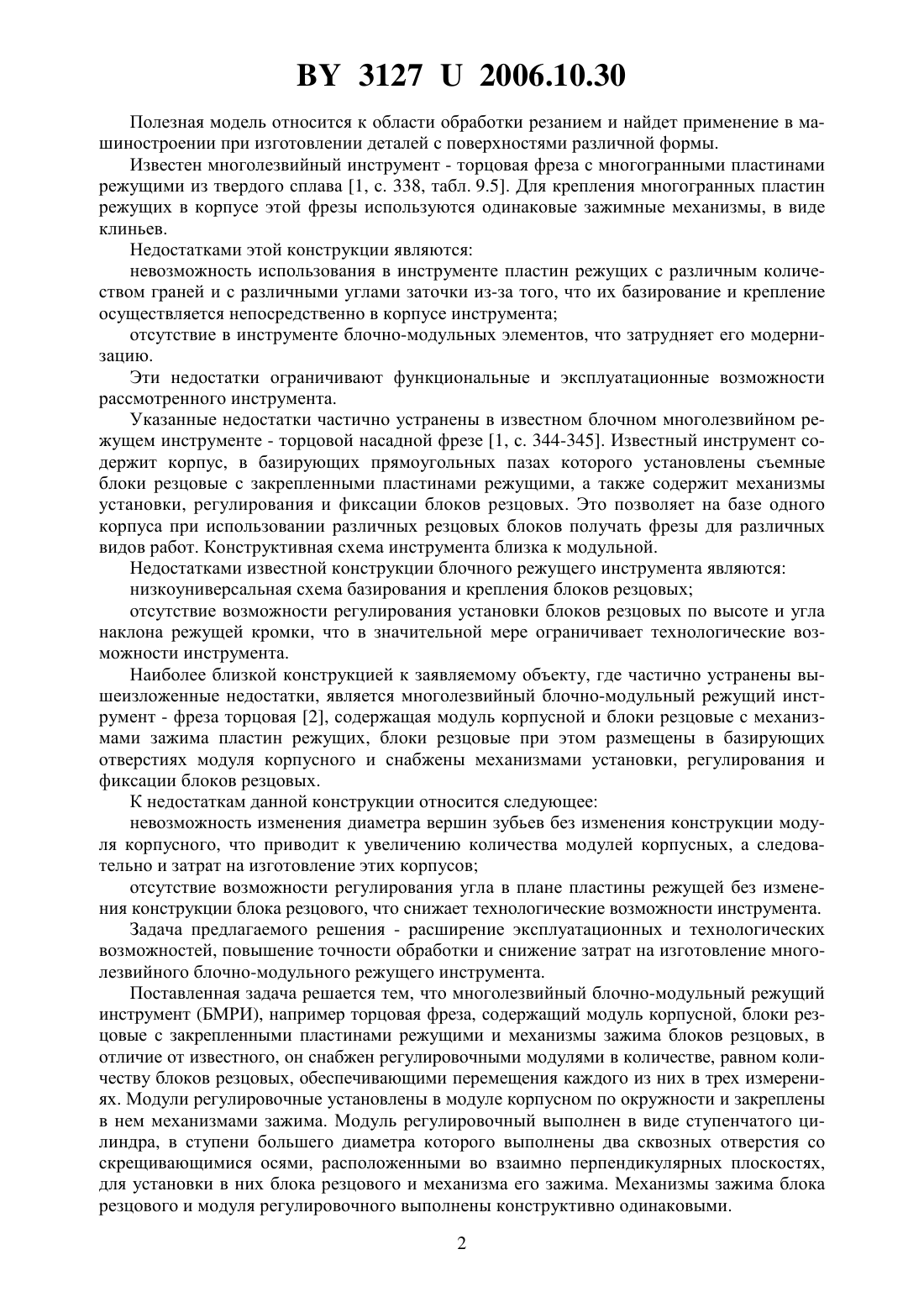
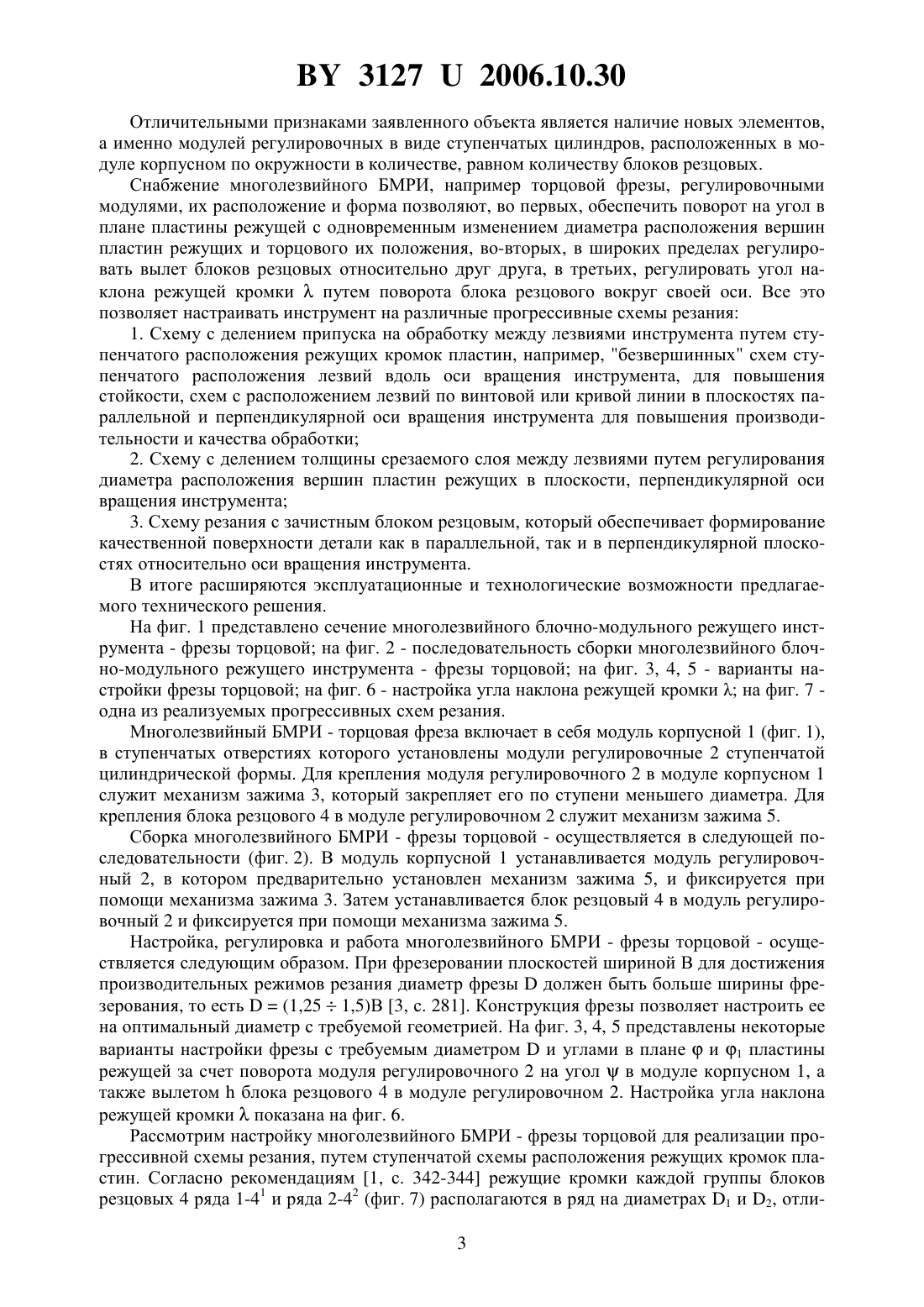
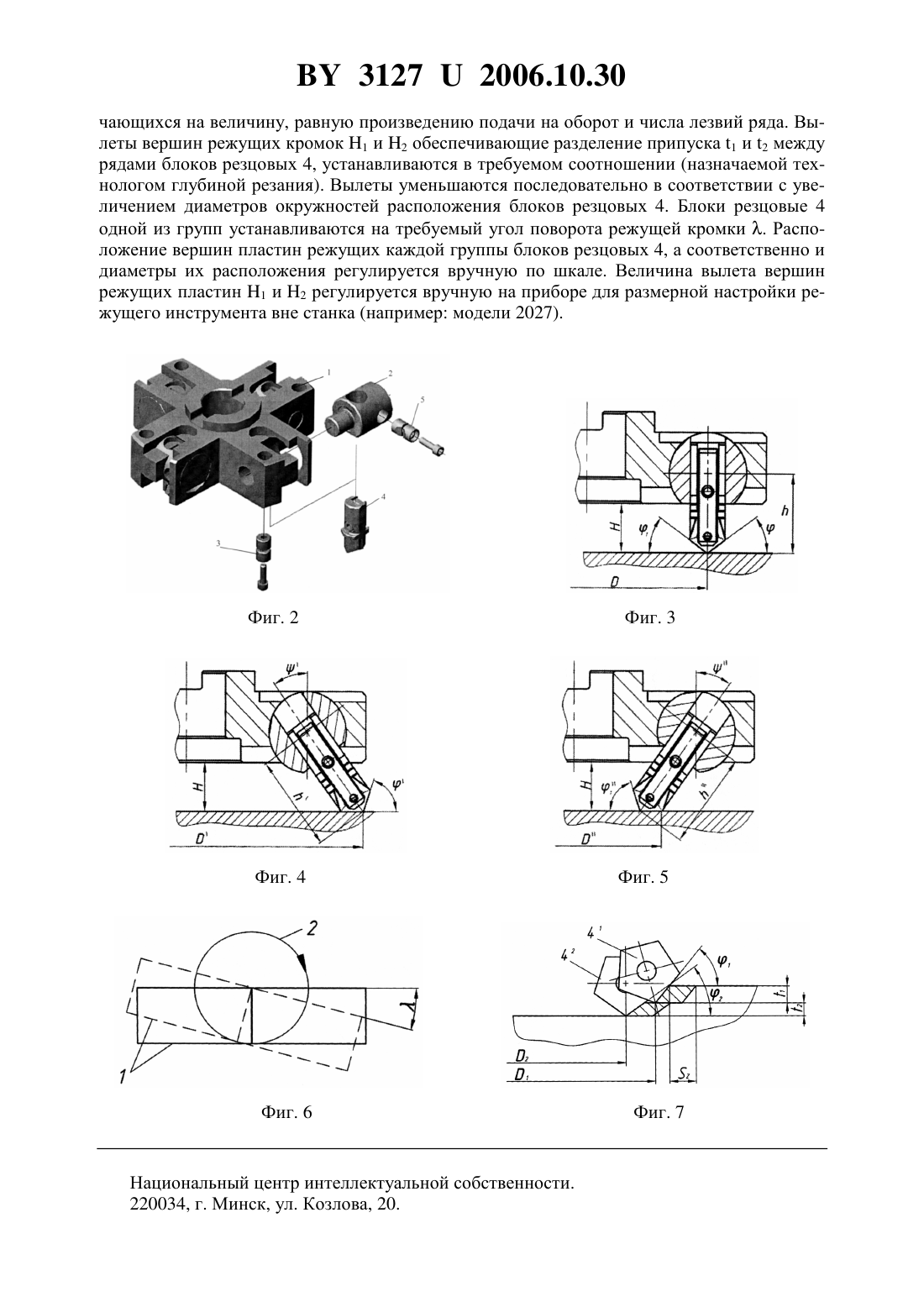
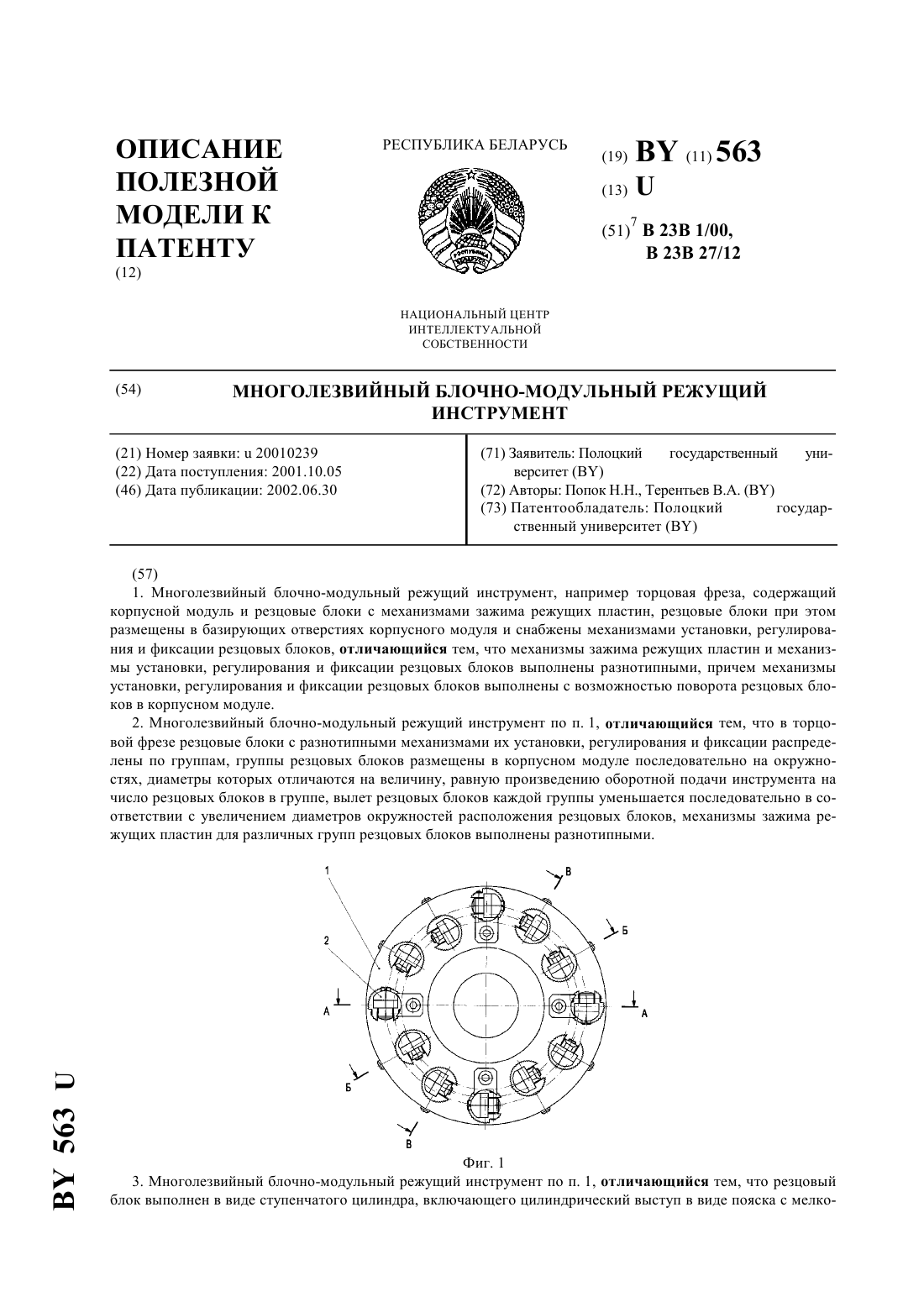
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Попок Николай Николаевич Терентьев Виктор Александрович Хмельницкий Руслан Сергеевич Сидикевич Алексей Владимирович Сопиков Иван Яковлевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Многолезвийный блочно-модульный режущий инструмент, например торцовая фреза,содержащий модуль корпусной, блоки резцовые с закрепленными пластинами режущими и механизмы зажима блоков резцовых, отличающийся тем, что он снабжен регулировочными модулями в количестве, равном количеству блоков резцовых, обеспечивающими перемещения каждого из них в трех измерениях, модули регулировочные установлены в модуле корпусном по окружности и закреплены в нем механизмами зажима, модуль регулировочный выполнен в виде ступенчатого цилиндра, в ступени большего диаметра которого выполнены два сквозных отверстия со скрещивающимися осями, расположенными во взаимно перпендикулярных плоскостях, для установки в них блока резцового и механизма его зажима, механизмы зажима блока резцового и модуля регулировочного выполнены конструктивно одинаковыми. 31272006.10.30 Полезная модель относится к области обработки резанием и найдет применение в машиностроении при изготовлении деталей с поверхностями различной формы. Известен многолезвийный инструмент - торцовая фреза с многогранными пластинами режущими из твердого сплава 1, с. 338, табл. 9.5. Для крепления многогранных пластин режущих в корпусе этой фрезы используются одинаковые зажимные механизмы, в виде клиньев. Недостатками этой конструкции являются невозможность использования в инструменте пластин режущих с различным количеством граней и с различными углами заточки из-за того, что их базирование и крепление осуществляется непосредственно в корпусе инструмента отсутствие в инструменте блочно-модульных элементов, что затрудняет его модернизацию. Эти недостатки ограничивают функциональные и эксплуатационные возможности рассмотренного инструмента. Указанные недостатки частично устранены в известном блочном многолезвийном режущем инструменте - торцовой насадной фрезе 1, с. 344-345. Известный инструмент содержит корпус, в базирующих прямоугольных пазах которого установлены съемные блоки резцовые с закрепленными пластинами режущими, а также содержит механизмы установки, регулирования и фиксации блоков резцовых. Это позволяет на базе одного корпуса при использовании различных резцовых блоков получать фрезы для различных видов работ. Конструктивная схема инструмента близка к модульной. Недостатками известной конструкции блочного режущего инструмента являются низкоуниверсальная схема базирования и крепления блоков резцовых отсутствие возможности регулирования установки блоков резцовых по высоте и угла наклона режущей кромки, что в значительной мере ограничивает технологические возможности инструмента. Наиболее близкой конструкцией к заявляемому объекту, где частично устранены вышеизложенные недостатки, является многолезвийный блочно-модульный режущий инструмент - фреза торцовая 2, содержащая модуль корпусной и блоки резцовые с механизмами зажима пластин режущих, блоки резцовые при этом размещены в базирующих отверстиях модуля корпусного и снабжены механизмами установки, регулирования и фиксации блоков резцовых. К недостаткам данной конструкции относится следующее невозможность изменения диаметра вершин зубьев без изменения конструкции модуля корпусного, что приводит к увеличению количества модулей корпусных, а следовательно и затрат на изготовление этих корпусов отсутствие возможности регулирования угла в плане пластины режущей без изменения конструкции блока резцового, что снижает технологические возможности инструмента. Задача предлагаемого решения - расширение эксплуатационных и технологических возможностей, повышение точности обработки и снижение затрат на изготовление многолезвийного блочно-модульного режущего инструмента. Поставленная задача решается тем, что многолезвийный блочно-модульный режущий инструмент (БМРИ), например торцовая фреза, содержащий модуль корпусной, блоки резцовые с закрепленными пластинами режущими и механизмы зажима блоков резцовых, в отличие от известного, он снабжен регулировочными модулями в количестве, равном количеству блоков резцовых, обеспечивающими перемещения каждого из них в трех измерениях. Модули регулировочные установлены в модуле корпусном по окружности и закреплены в нем механизмами зажима. Модуль регулировочный выполнен в виде ступенчатого цилиндра, в ступени большего диаметра которого выполнены два сквозных отверстия со скрещивающимися осями, расположенными во взаимно перпендикулярных плоскостях,для установки в них блока резцового и механизма его зажима. Механизмы зажима блока резцового и модуля регулировочного выполнены конструктивно одинаковыми. 2 31272006.10.30 Отличительными признаками заявленного объекта является наличие новых элементов,а именно модулей регулировочных в виде ступенчатых цилиндров, расположенных в модуле корпусном по окружности в количестве, равном количеству блоков резцовых. Снабжение многолезвийного БМРИ, например торцовой фрезы, регулировочными модулями, их расположение и форма позволяют, во первых, обеспечить поворот на угол в плане пластины режущей с одновременным изменением диаметра расположения вершин пластин режущих и торцового их положения, во-вторых, в широких пределах регулировать вылет блоков резцовых относительно друг друга, в третьих, регулировать угол наклона режущей кромкипутем поворота блока резцового вокруг своей оси. Все это позволяет настраивать инструмент на различные прогрессивные схемы резания 1. Схему с делением припуска на обработку между лезвиями инструмента путем ступенчатого расположения режущих кромок пластин, например, безвершинных схем ступенчатого расположения лезвий вдоль оси вращения инструмента, для повышения стойкости, схем с расположением лезвий по винтовой или кривой линии в плоскостях параллельной и перпендикулярной оси вращения инструмента для повышения производительности и качества обработки 2. Схему с делением толщины срезаемого слоя между лезвиями путем регулирования диаметра расположения вершин пластин режущих в плоскости, перпендикулярной оси вращения инструмента 3. Схему резания с зачистным блоком резцовым, который обеспечивает формирование качественной поверхности детали как в параллельной, так и в перпендикулярной плоскостях относительно оси вращения инструмента. В итоге расширяются эксплуатационные и технологические возможности предлагаемого технического решения. На фиг. 1 представлено сечение многолезвийного блочно-модульного режущего инструмента - фрезы торцовой на фиг. 2 - последовательность сборки многолезвийного блочно-модульного режущего инструмента - фрезы торцовой на фиг. 3, 4, 5 - варианты настройки фрезы торцовой на фиг. 6 - настройка угла наклона режущей кромкина фиг. 7 одна из реализуемых прогрессивных схем резания. Многолезвийный БМРИ - торцовая фреза включает в себя модуль корпусной 1 (фиг. 1),в ступенчатых отверстиях которого установлены модули регулировочные 2 ступенчатой цилиндрической формы. Для крепления модуля регулировочного 2 в модуле корпусном 1 служит механизм зажима 3, который закрепляет его по ступени меньшего диаметра. Для крепления блока резцового 4 в модуле регулировочном 2 служит механизм зажима 5. Сборка многолезвийного БМРИ - фрезы торцовой - осуществляется в следующей последовательности (фиг. 2). В модуль корпусной 1 устанавливается модуль регулировочный 2, в котором предварительно установлен механизм зажима 5, и фиксируется при помощи механизма зажима 3. Затем устанавливается блок резцовый 4 в модуль регулировочный 2 и фиксируется при помощи механизма зажима 5. Настройка, регулировка и работа многолезвийного БМРИ - фрезы торцовой - осуществляется следующим образом. При фрезеровании плоскостей шириной В для достижения производительных режимов резания диаметр фрезыдолжен быть больше ширины фрезерования, то есть(1,251,5)В 3, с. 281. Конструкция фрезы позволяет настроить ее на оптимальный диаметр с требуемой геометрией. На фиг. 3, 4, 5 представлены некоторые варианты настройки фрезы с требуемым диаметроми углами в планеи 1 пластины режущей за счет поворота модуля регулировочного 2 на уголв модуле корпусном 1, а также вылетомблока резцового 4 в модуле регулировочном 2. Настройка угла наклона режущей кромкипоказана на фиг. 6. Рассмотрим настройку многолезвийного БМРИ - фрезы торцовой для реализации прогрессивной схемы резания, путем ступенчатой схемы расположения режущих кромок пластин. Согласно рекомендациям 1, с. 342-344 режущие кромки каждой группы блоков резцовых 4 ряда 1-41 и ряда 2-42 (фиг. 7) располагаются в ряд на диаметрах 1 и 2, отли 3 31272006.10.30 чающихся на величину, равную произведению подачи на оборот и числа лезвий ряда. Вылеты вершин режущих кромок 1 и 2 обеспечивающие разделение припуска 1 и 2 между рядами блоков резцовых 4, устанавливаются в требуемом соотношении (назначаемой технологом глубиной резания). Вылеты уменьшаются последовательно в соответствии с увеличением диаметров окружностей расположения блоков резцовых 4. Блоки резцовые 4 одной из групп устанавливаются на требуемый угол поворота режущей кромки . Расположение вершин пластин режущих каждой группы блоков резцовых 4, а соответственно и диаметры их расположения регулируется вручную по шкале. Величина вылета вершин режущих пластин 1 и 2 регулируется вручную на приборе для размерной настройки режущего инструмента вне станка (например модели 2027). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23B 27/00, B23B 1/00
Метки: блочно-модульный, инструмент, режущий, многолезвийный
Код ссылки
<a href="https://by.patents.su/4-u3127-mnogolezvijjnyjj-blochno-modulnyjj-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Многолезвийный блочно-модульный режущий инструмент</a>
Многолезвийный блочно-модульный режущий инструмент
Номер патента: U 563
Опубликовано: 30.06.2002
Авторы: Попок Николай Николаевич, Терентьев Виктор Александрович
МПК: B23B 1/00, B23B 27/12
Метки: многолезвийный, инструмент, режущий, блочно-модульный
Текст:
...резцовых блоков, а также возможность поворота резцовых блоков в корпусном модуле. Результатом использования указанных элементов является частное решение поставленной задачи. Кроме того, в частности, поставленная задача решается тем, что, наряду с перечисленными выше конструктивными элементами, механизм установки резцовых блоков в корпусном модуле предлагаемого многолезвийного БМРИ, в отличие от известного, выполнен в виде рабочих...
Хирургический режущий инструмент
Номер патента: 4631
Опубликовано: 30.09.2002
Авторы: Подсобей Григорий Захарович, Мурзин Иван Сергеевич, Пустовойтенко Владлен Тарасович, Жуковский Василий Михайлович
МПК: A61B 17/32
Метки: режущий, хирургический, инструмент
Текст:
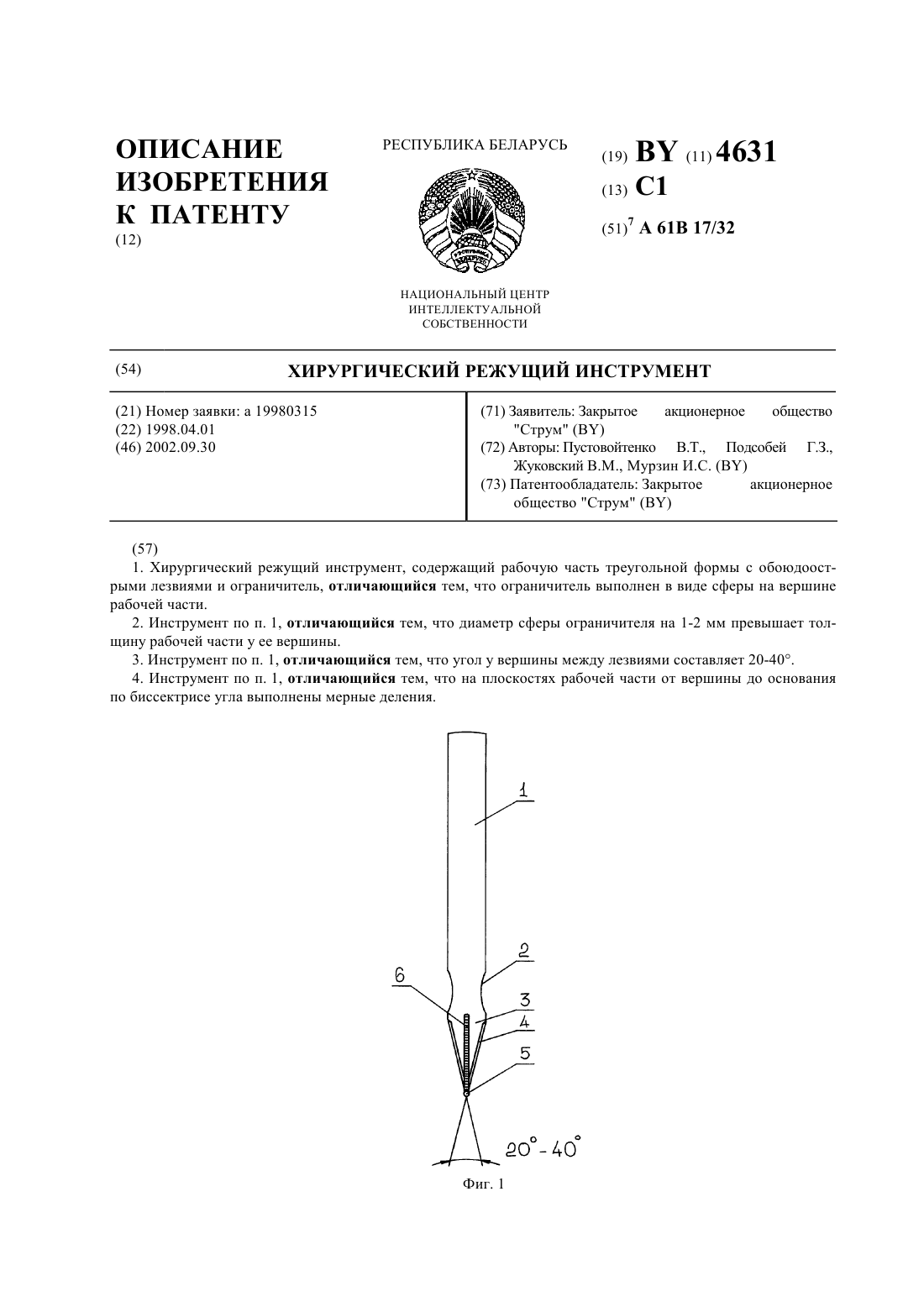
...лезвиями, выполненными с ограничителем, ограничитель выполнен в виде сферы на вершине рабочей части. Диаметр сферы ограничителя на 1-2 мм превышает толщину рабочей части у ее вершины. Угол у вершины рабочей части от вершины до основания инструмента составляет 20-40. На плоскостях рабочей части от вершины до основания инструмента по биссектрисе угла выполнены мерные деления. На фиг. 1 схематически изображен инструмент, общий вид. На...
Режущий инструмент для горной машины
Номер патента: U 2791
Опубликовано: 30.06.2006
Авторы: Щерба Юлия Владимировна, Старовойтов Вячеслав Савельевич, Прушак Артем Викторович, Ищенко Роман Владимирович, Щерба Татьяна Павловна, Ищенко Марина Викторовна
МПК: E21C 25/32
Метки: инструмент, машины, режущий, горной
Текст:
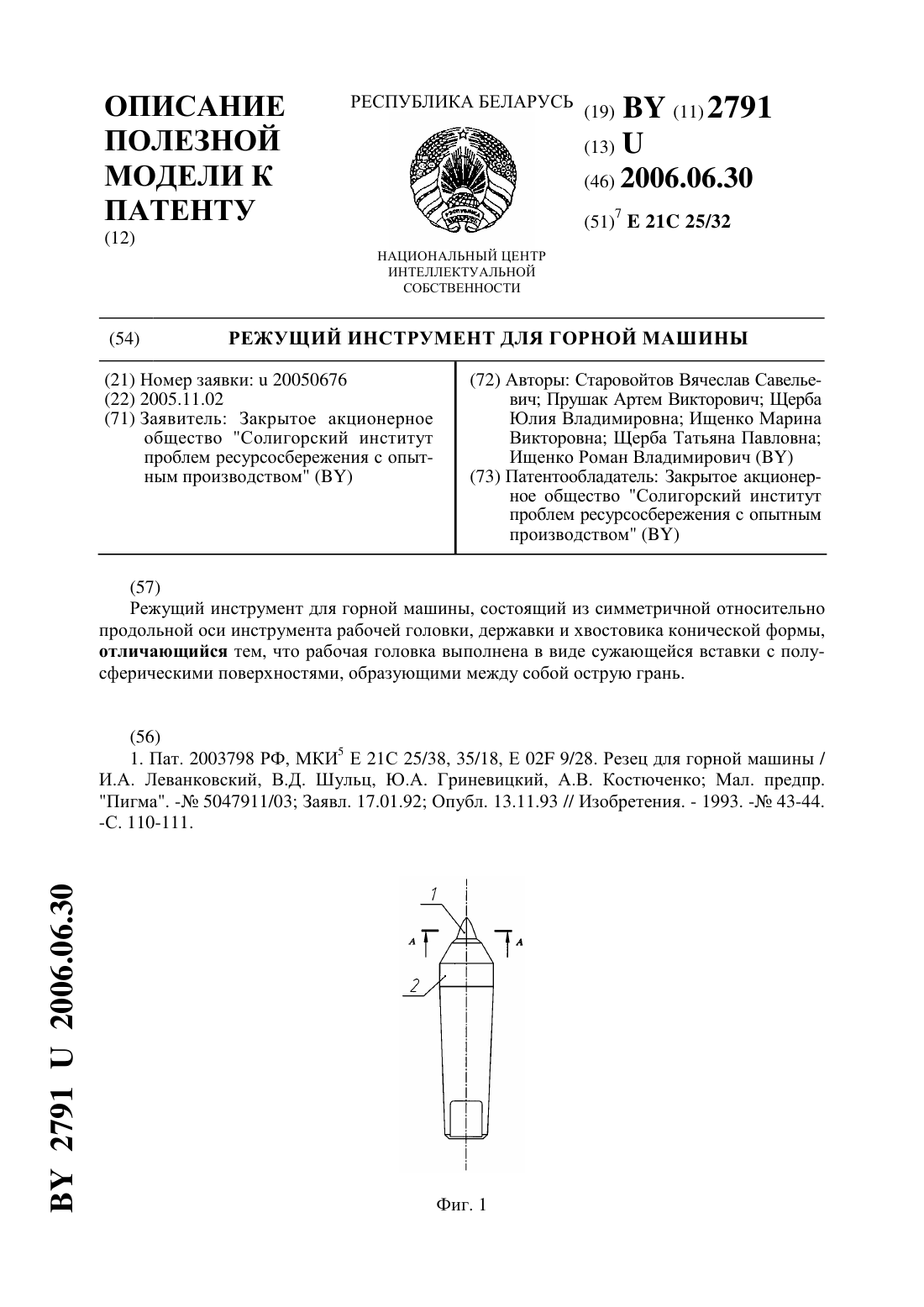
...применяются тангенциальные резцы, под воздействием передней грани которых происходит дробление горной породы, сопровождающееся отрывом крупных элементов. Экспериментально доказано, что перед резцом в процессе работы образуется уплотненное ядро, состоящее из мелкораздробленной породы, находящейся в условиях объемного сжатия, которое оказывает влияние на удельную энергоемкость процесса разрушения. Задачей полезной модели является снижение...
Режущий инструмент для горной машины
Номер патента: U 1337
Опубликовано: 30.03.2004
Авторы: Барановский Анатолий Леонидович, Старовойтов Вячеслав Савельевич, Прушак Виктор Яковлевич, Старовойтов Юрий Вячеславович, Ращеня Геннадий Николаевич
МПК: E21C 25/00
Метки: инструмент, режущий, машины, горной
Текст:
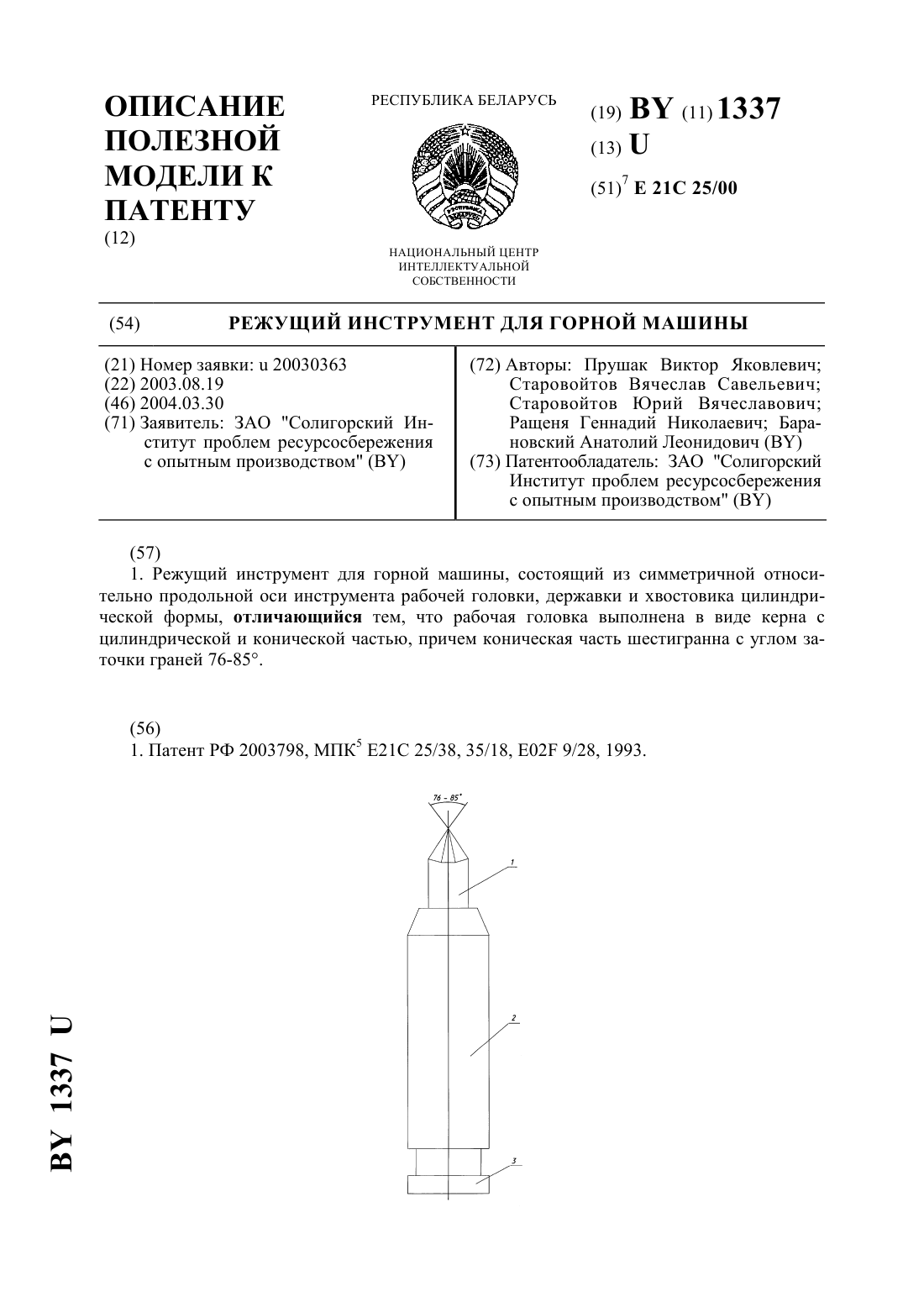
...частой замены резца. Задачей полезной модели является уменьшение износа резца, его удельного расхода за счет осуществления самозаточки путем обеспечения способности вращения резца вокруг своей оси. Технический результат достигается тем, что режущий инструмент для горной машины, состоящий из симметричной относительно продольной оси инструмента рабочей головки, державки и хвостовика цилиндрической формы, рабочая головка выполнена в виде...
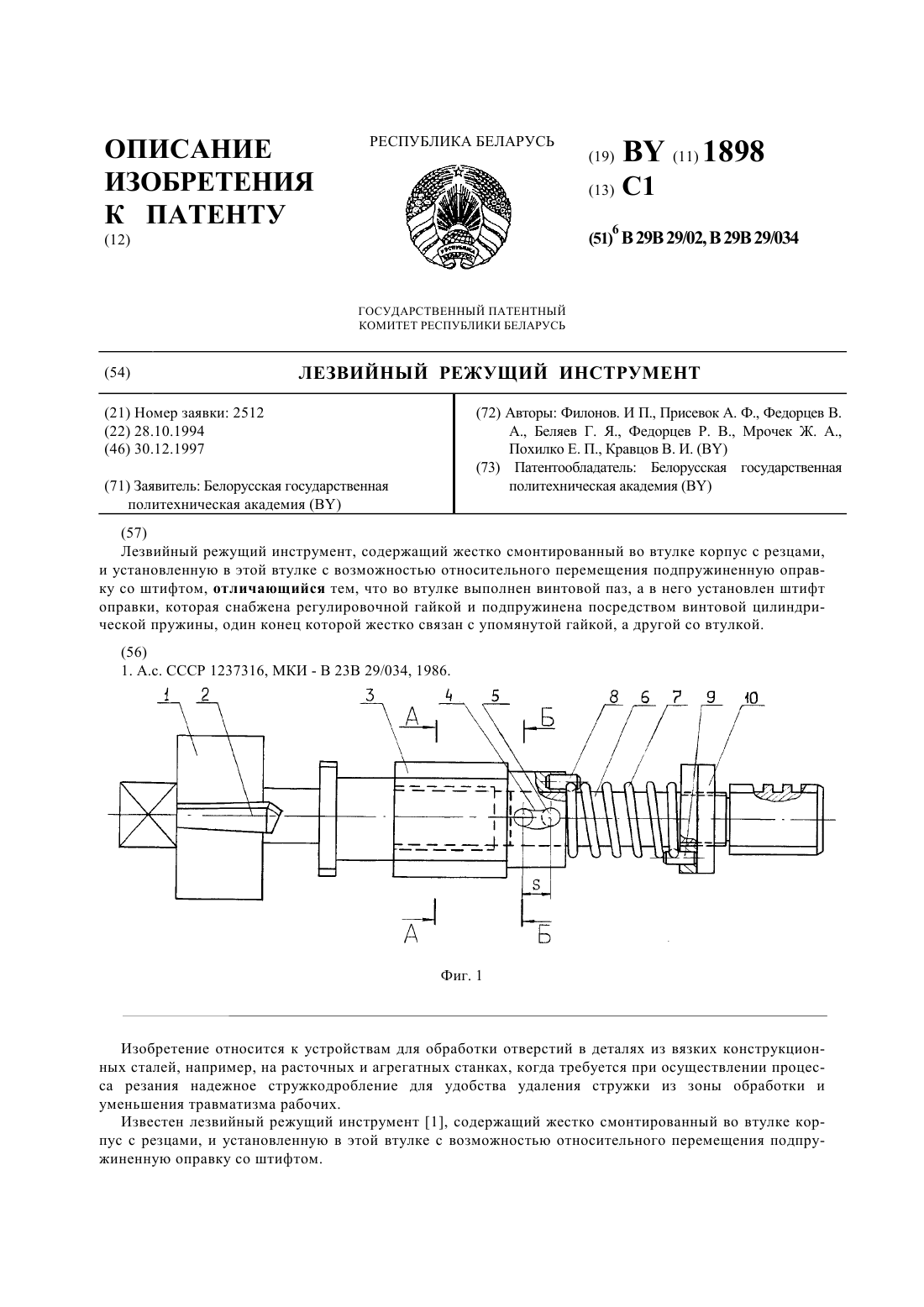
Лезвийный режущий инструмент
Номер патента: 1898
Опубликовано: 30.12.1997
Авторы: Беляев Геннадий Яковлевич, Похилко Евгений Поликарпович, Кравцов Виктор Иосифович, Филонов Игорь Павлович, Мрочек Жорж Адамович, Федорцев Валерий Александрович, Присевок Альберт Фомич, Федорцев Ростислав Валерьевич
МПК: B29B 23/034, B23B 29/02
Метки: лезвийный, инструмент, режущий
Текст:
...1 с резцами 2, который жестко смонтирован в шестигранной втулке 3. В цилиндрической части втулки 3 выполнен сквозной винтовой паз 4, в котором установлен штифт 5, запрессованный в цилиндрическую часть подпружиненной оправки 6. Цилиндрическая часть оправки 6 установлена с возможностью относительного перемещения в цилиндрическом отверстии втулки 3,причем на эти же части одета винтовая цилиндрическая пружина 7, которая одновременно своим...
Предыдущий патент: Микроволновая установка непрерывного действия для термообработки пищевых продуктов
Следующий патент: Узел крепления валика подвески тормозного башмака в кронштейне рамы тележки (варианты)
Случайный патент: Коленчатый вал двигателя внутреннего сгорания