Способ лазерной сварки пористых деталей, изготовленных из порошка титана
Номер патента: 9255
Опубликовано: 30.06.2007
Авторы: Пилиневич Леонид Петрович, Ядройцев Игорь Анатольевич, Тумилович Мирослав Викторович, Савич Вадим Викторович, Аршинов Константин Иванович, Толочко Николай Константинович

Текст
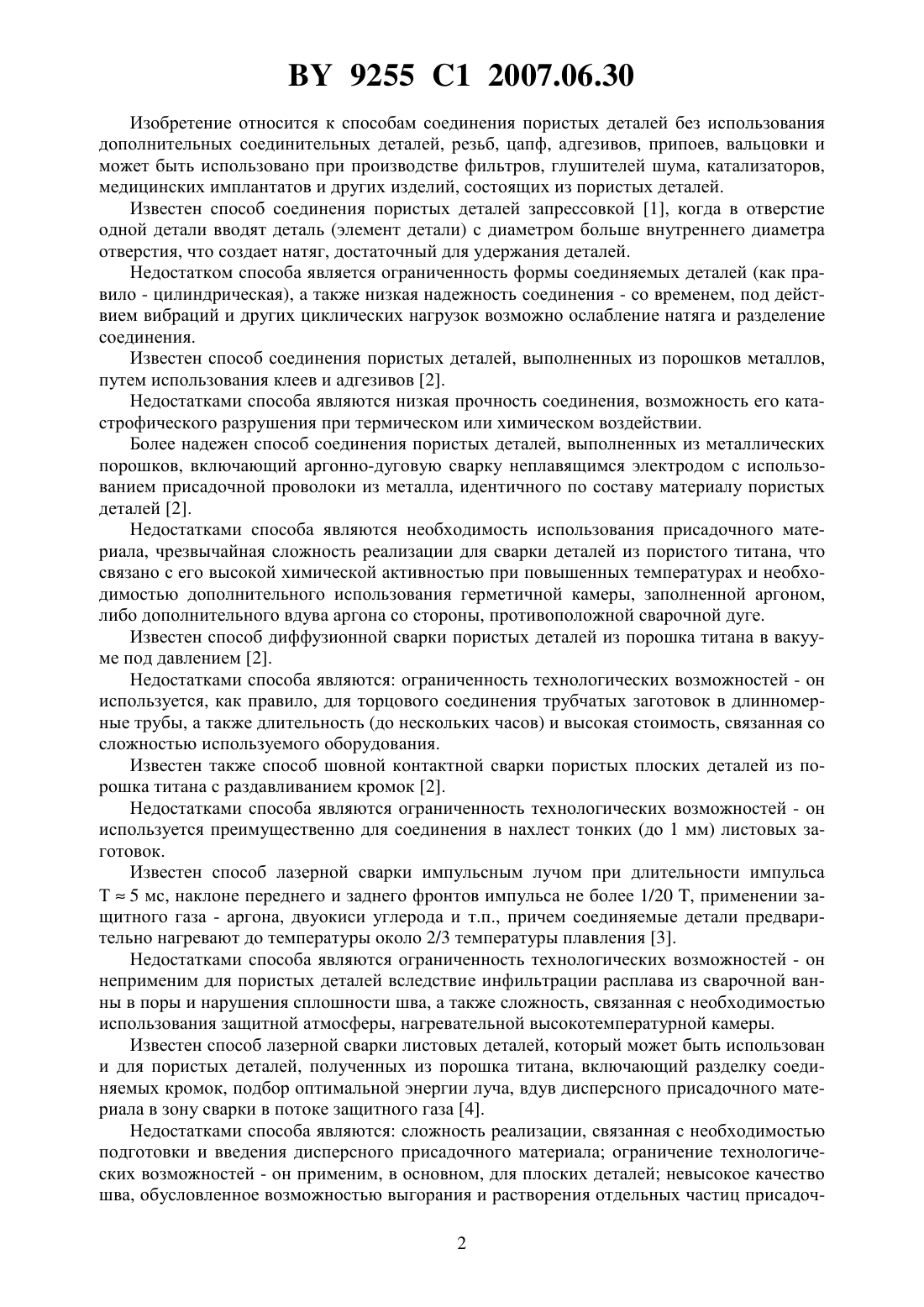
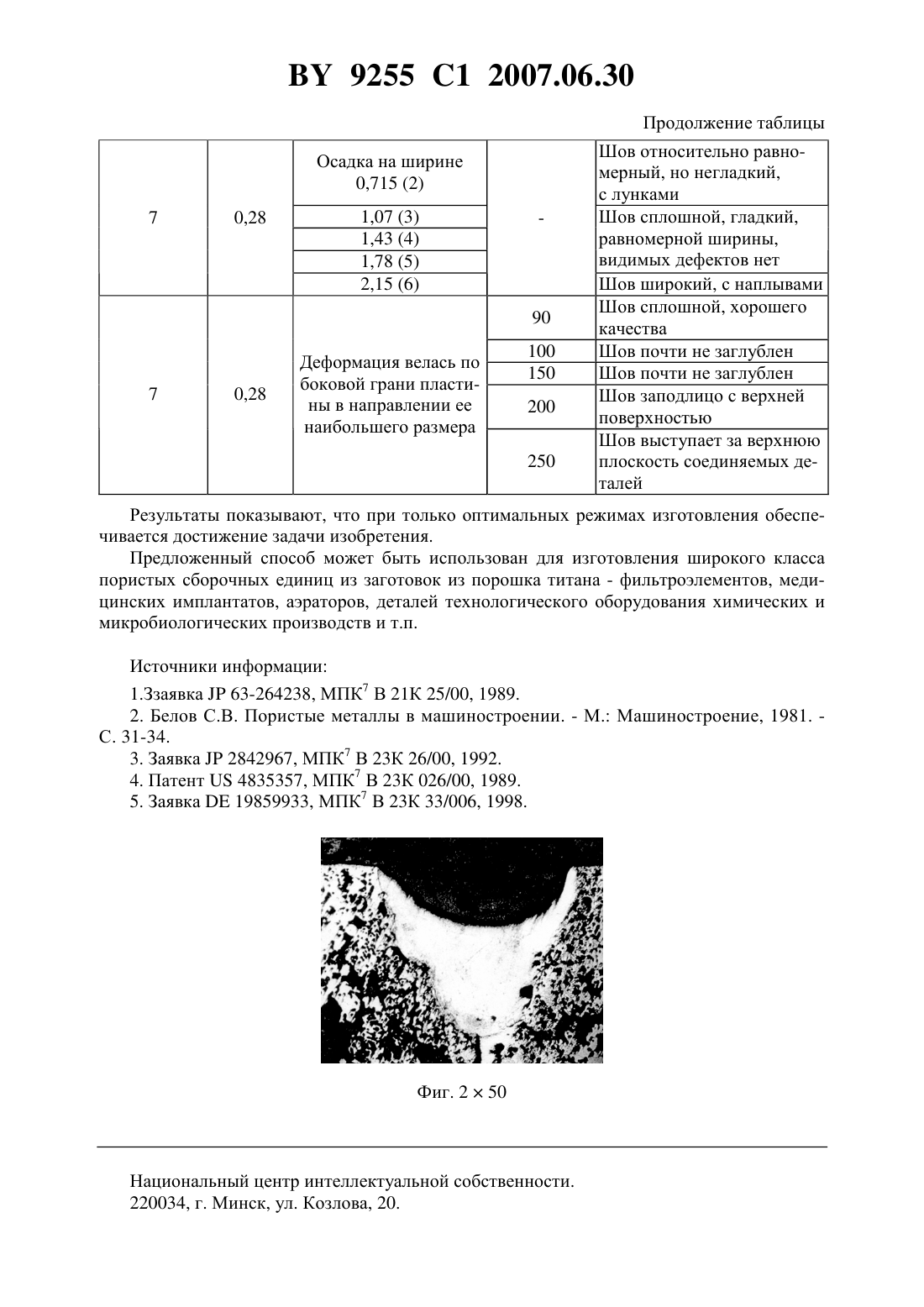
СПОСОБ ЛАЗЕРНОЙ СВАРКИ ПОРИСТЫХ ДЕТАЛЕЙ,ИЗГОТОВЛЕННЫХ ИЗ ПОРОШКА ТИТАНА(71) Заявители Государственное научное учреждение Институт порошковой металлургии Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(72) Авторы Савич Вадим Викторович Пилиневич Леонид Петрович Тумилович Мирослав Викторович Толочко Николай Константинович Аршинов Константин Иванович Ядройцев Игорь Анатольевич(73) Патентообладатели Государственное научное учреждение Институт порошковой металлургии Государственное научное учреждение Институт технической акустики Национальной академии наук Беларуси(57) 1. Способ лазерной сварки пористых деталей, изготовленных из порошка титана,включающий соединение кромок свариваемых деталей и их обработку лазерным лучом с энергией, достаточной для их частичного плавления, отличающийся тем, что соединение кромок осуществляют с усилием 100 - 200 Н, а перед обработкой кромок лазерным лучом производят пластическую деформацию поверхностей деталей, обращенных ко шву, на глубину не меньше глубины частичного плавления и со степенью деформации 4-10 . 2. Способ по п. 1, отличающийся тем, что пластическую деформацию производят посредством механической обработки, например токарной обработки. 3. Способ по п. 1, отличающийся тем, что пластическую деформацию производят путем калибровки по соединяемым поверхностям. 4. Способ по п. 1, отличающийся тем, что пластическую деформацию производят путем осадки при ширине зоны деформации 3-5 размеров частиц порошка титана от соединяемых поверхностей. 9255 1 2007.06.30 Изобретение относится к способам соединения пористых деталей без использования дополнительных соединительных деталей, резьб, цапф, адгезивов, припоев, вальцовки и может быть использовано при производстве фильтров, глушителей шума, катализаторов,медицинских имплантатов и других изделий, состоящих из пористых деталей. Известен способ соединения пористых деталей запрессовкой 1, когда в отверстие одной детали вводят деталь (элемент детали) с диаметром больше внутреннего диаметра отверстия, что создает натяг, достаточный для удержания деталей. Недостатком способа является ограниченность формы соединяемых деталей (как правило - цилиндрическая), а также низкая надежность соединения - со временем, под действием вибраций и других циклических нагрузок возможно ослабление натяга и разделение соединения. Известен способ соединения пористых деталей, выполненных из порошков металлов,путем использования клеев и адгезивов 2. Недостатками способа являются низкая прочность соединения, возможность его катастрофического разрушения при термическом или химическом воздействии. Более надежен способ соединения пористых деталей, выполненных из металлических порошков, включающий аргонно-дуговую сварку неплавящимся электродом с использованием присадочной проволоки из металла, идентичного по составу материалу пористых деталей 2. Недостатками способа являются необходимость использования присадочного материала, чрезвычайная сложность реализации для сварки деталей из пористого титана, что связано с его высокой химической активностью при повышенных температурах и необходимостью дополнительного использования герметичной камеры, заполненной аргоном,либо дополнительного вдува аргона со стороны, противоположной сварочной дуге. Известен способ диффузионной сварки пористых деталей из порошка титана в вакууме под давлением 2. Недостатками способа являются ограниченность технологических возможностей - он используется, как правило, для торцового соединения трубчатых заготовок в длинномерные трубы, а также длительность (до нескольких часов) и высокая стоимость, связанная со сложностью используемого оборудования. Известен также способ шовной контактной сварки пористых плоских деталей из порошка титана с раздавливанием кромок 2. Недостатками способа являются ограниченность технологических возможностей - он используется преимущественно для соединения в нахлест тонких (до 1 мм) листовых заготовок. Известен способ лазерной сварки импульсным лучом при длительности импульса Т 5 мс, наклоне переднего и заднего фронтов импульса не более 1/20 , применении защитного газа - аргона, двуокиси углерода и т.п., причем соединяемые детали предварительно нагревают до температуры около 2/3 температуры плавления 3. Недостатками способа являются ограниченность технологических возможностей - он неприменим для пористых деталей вследствие инфильтрации расплава из сварочной ванны в поры и нарушения сплошности шва, а также сложность, связанная с необходимостью использования защитной атмосферы, нагревательной высокотемпературной камеры. Известен способ лазерной сварки листовых деталей, который может быть использован и для пористых деталей, полученных из порошка титана, включающий разделку соединяемых кромок, подбор оптимальной энергии луча, вдув дисперсного присадочного материала в зону сварки в потоке защитного газа 4. Недостатками способа являются сложность реализации, связанная с необходимостью подготовки и введения дисперсного присадочного материала ограничение технологических возможностей - он применим, в основном, для плоских деталей невысокое качество шва, обусловленное возможностью выгорания и растворения отдельных частиц присадоч 2 9255 1 2007.06.30 ного материала в сварочной ванне и образовании на их месте микропор, оксидных, карбидных, нитридных и иных включений значительная ширина сварного шва, вызванная случайным распределением частиц присадочного материала по пятну диаметром в несколько раз больше диаметра луча лазера. В качестве прототипа выбран способ лазерной сварки пористых деталей, включающий соединение кромок свариваемых деталей и их обработку лазерным лучом энергией, достаточной для их частичного плавления, причем для предотвращения заполнения каплями расплава объема пор используют коаксиальный вдув в зону сварки защитного (аргон, гелий и т.п.) и энергонесущего (водород) газа, при дополнительной подаче в зону сварки гидрида металла, преимущественно гидрида титана и сжатии кромок навстречу друг другу с усилием в направлении шва 5. Недостатками способа являются сложность реализации, связанная с необходимостью подготовки и введения дисперсного присадочного материала, обеспечения коаксиального вдува двух газов ограничение технологических возможностей - он применим, в основном,для плоских деталей невысокое качество шва, обусловленное возможностью инфильтрации расплава из сварочной ванны в поры и образовании в ванне пор, несплошностей, прерыванием тем самым шва в целом. Техническая задача, которую решает предлагаемое изобретение, заключается в расширении технологических возможностей способа путем расширения формы соединяемых деталей и вида соединения (не обязательно тела вращения и сквозные отверстия в зоне соединения), повышение качества сварного шва путем обеспечения его сплошности и постоянной ширины, а также упрощение реализации способа в целом. Поставленная техническая задача решается тем, что в способе лазерной сварки, включающем разделку соединяемых кромок, подбор оптимальной энергии луча, разделку кромок ведут пластической деформацией поверхностей пористых деталей, обращенных к шву, на глубину, не меньшую глубины частичного плавления со степенью деформации 410 . Пластическую деформацию кромок пористых деталей осесимметричной формы ведут токарной обработкой. Пластическую деформацию кромок пористых деталей ведут также и калибровкой по соединяемым поверхностям. Пластическую деформацию кромок пористых деталей ведут также и осадкой на ширине 3-5 средних размеров частиц исходного порошка от соединяемых поверхностей. Соединяемые детали перед сваркой устанавливают с усилием в направлении соединения 100-200 Н. Разделка кромок пластической деформацией поверхностей пористых деталей, обращенных к шву, на глубину, не меньшую глубины частичного плавления со степенью деформации 4-10 , позволяет снять ограничение на форму соединяемых деталей - она может быть теоретически любой и ограничивается лишь технологическими возможностями сварочного оборудования. При этом не требуется введение присадочного материала,т.к. уплотнение кромок позволяет избежать инфильтрации расплава из сварочной ванны в поры деталей, повысит качество шва, локализовать шов на небольшой ширине и упростить способ в целом. В результате проведенных исследований нами экспериментально установлено, что оптимальная прочность соединения (выше прочности пористых деталей) достигается при степени относительной деформации 4-10 и глубине, не меньшей глубины частичного плавления. При параметрах, выходящих за указанные пределы, прочность соединения становится меньше прочности пористой детали, что снижает качество шва, требует проведения дополнительных операций. Пластическая деформация кромок пористых деталей осесимметричной формы токарной обработкой позволяет, во-первых, дополнительно упростить способ, совместив операции размерной обработки и пластической деформации. Во-вторых, за счет обеспечения определенных режимов обработки (например, проскальзывания резца по поверхности пористой детали), можно обеспечить решение технической задачи изобретения вблизи нижнего предела степени деформации (4 ), что дополнительно уменьшит нерабочую около 3 9255 1 2007.06.30 шовную зону соединенных деталей. Для деталей типа листов кромки можно подвергать фрезерной обработке, шлифованию и другим видам механической обработки. Пластическая деформация кромок пористых деталей калибровкой по соединяемым поверхностям и осадкой на ширине 3-5 средних размеров частиц исходного порошка от соединяемых поверхностей также позволяет, во-первых, дополнительно упростить способ,совместив операции размерной обработки и пластической деформации. Во-вторых, за счет обеспечения определенных режимов обработки (например, ширине зоны деформации 3-5 средних размеров частиц исходного порошка от соединяемых поверхностей), можно обеспечить решение технической задачи изобретения вблизи нижнего предела степени деформации (4 ), что дополнительно уменьшит нерабочую околошовную зону соединенных деталей. Соединяемые детали перед сваркой устанавливают с усилием в направлении соединения 100-200 Н. Это также способствует дополнительному достижению задачи изобретения упрощению способа, повышению качества шва за счет предварительного натяга в соединении и расширяет технические возможности за счет возможности относительного уменьшения энергии луча, необходимой для расплава. Способ поясняется чертежами (фиг. 1, 2). На фиг. 1 изображен шлиф шва, получаемый либо без разделки кромок по предлагаемому способу, либо с нарушением режимов. На фиг. 1 хорошо видна трещина, а также поры. На фиг. 2 - вариант способа по оптимальным режимам изобретения. Хорошо видна плотная и гладкая поверхность шва, отсутствие каких-либо дефектов. При этом ширина шва составляет 1,5-1,7 мм, а глубина 1,1-1,3 мм. Шов утоплен ниже поверхности свариваемых деталей на глубину около 200 мкм. Предлагаемый способ осуществляется следующим образом. Берут пористые листы, изготовленные из порошка титана. Соединяемые кромки подвергают пластической деформации поверхностей, обращенных к шву, на глубину, не меньшую глубины частичного плавления со степенью деформации 4-10 . Соединяемые детали перед сваркой устанавливают с усилием в направлении соединения 100-200 Н. Затем подбирают оптимальную энергию луча и проводят сварку. Пример. Из порошка титана с размером частиц 0,315-0,4 мм прессуют пористые пластины размерами 200300 мм и толщиной 4 мм. Затем кромки пластин размерами 200 мм, по которым будет проводиться сварка, подвергают пластической деформации фрезерной обработкой и осадкой на глубину, не меньшую глубины частичного плавления. Параметры деформации приведены в таблице. Затем деформированные кромки соединяют встык и проводят сварку с помощью импульсно-периодическоголазера (лямбда 1,06 мкм) при параметрах энергия излучения в импульсе 2-4 Дж, длительность импульсов 4 мс, частота повторения импульсов 5 Гц, диаметр лазерного пятна 0,7-1,1 мм,скорость перемещения луча 30-50 мм/мин. Получают полосу размерами 200600 мм, сваренную встык из двух пластин. Степень Вид пластической деформации и ее параметры деформации Глубина,Ширина, мм Усилие при кромок,мм Деформация велась по боковой грани пластины в направлении ее наибольшего размера Примечание Шов неравномерный,с порами Шов сплошной, гладкий,равномерной ширины,видимых дефектов нет Шов широкий, неравномерный 9255 1 2007.06.30 Продолжение таблицы Осадка на ширине 0,715 (2) 7 Деформация велась по боковой грани пластины в направлении ее наибольшего размера Шов относительно равномерный, но негладкий,с лунками Шов сплошной, гладкий,равномерной ширины,видимых дефектов нет Шов широкий, с наплывами Шов сплошной, хорошего качества Шов почти не заглублен Шов почти не заглублен Шов заподлицо с верхней поверхностью Шов выступает за верхнюю плоскость соединяемых деталей Результаты показывают, что при только оптимальных режимах изготовления обеспечивается достижение задачи изобретения. Предложенный способ может быть использован для изготовления широкого класса пористых сборочных единиц из заготовок из порошка титана - фильтроэлементов, медицинских имплантатов, аэраторов, деталей технологического оборудования химических и микробиологических производств и т.п. Источники информации 1.Ззаявка 63-264238, МПК 7 В 21 К 25/00, 1989. 2. Белов С.В. Пористые металлы в машиностроении. - М. Машиностроение, 1981. С. 31-34. 3. Заявка 2842967, МПК 7 В 23 К 26/00, 1992. 4. Патент 4835357, МПК 7 В 23 К 026/00, 1989. 5. Заявка 19859933, МПК 7 В 23 К 33/006, 1998. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23K 33/00, B23K 26/32, B23K 26/24
Метки: сварки, деталей, пористых, порошка, титана, способ, изготовленных, лазерной
Код ссылки
<a href="https://by.patents.su/5-9255-sposob-lazernojj-svarki-poristyh-detalejj-izgotovlennyh-iz-poroshka-titana.html" rel="bookmark" title="База патентов Беларуси">Способ лазерной сварки пористых деталей, изготовленных из порошка титана</a>
Инструмент для постановки пористых имплантатов позвонка, изготовленных из порошка титана
Номер патента: U 2079
Опубликовано: 30.09.2005
Авторы: Савич Вадим Викторович, Бабкин Андрей Владимирович, Ромейко Николай Николаевич
МПК: A61B 17/56
Метки: имплантатов, позвонка, изготовленных, инструмент, титана, пористых, постановки, порошка
Текст:
...иметь два разных инструмента - с прямой и изогнутой цангой. Наиболее близким по технической сущности к предлагаемому техническому решению(прототип) является инструмент для постановки имплантатов тел позвонков - полых перфорированных спэйсеров, заполненных костными фрагментами, стружкой и другими аллоили аутотрансплантатами, и представляющий собой разрезную рукоятку пистолетного типа,одна часть которой неподвижно соединена с...
Способ получения пористых проницаемых изделий на основе титана
Номер патента: 2278
Опубликовано: 30.09.1998
Авторы: Анащенко Михаил Петрович, Беляев Андрей Васильевич, Шелегов Владимир Иванович, Касперович Вячеслав Брониславович, Колесников Андрей Андреевич, Азарова Татьяна Алексеевна
МПК: C22C 1/04, B22F 3/04, B22F 3/10...
Метки: основе, получения, титана, способ, проницаемых, изделий, пористых
Текст:
...атмосферном давлении, путем краткоЦ 5-89верхности до температуры 8001600 С Ъ-1образование химических соединений,спекание частиц в зоне реакции и тепловые потери в окружающую среду. В резупьтатереакции происходит спекание частиц материала и образование на их поверхности защитного покрытия из т 1 н, Т 101 Изделие состоит из спеченных титановых частиц с покрытиемиз пленок ТП и Т 10 д. тоИзобретение иллюстрируется следующими примерами.П р и м...
Способ полупотайного соединения пористых и компактных деталей
Номер патента: 7498
Опубликовано: 30.12.2005
Авторы: Беденко Сергей Александрович, Савич Вадим Викторович
МПК: B21K 25/00
Метки: пористых, компактных, соединения, способ, деталей, полупотайного
Текст:
...можно вести при комнатной температуре без использования защитной атмосферы, что полностью устраняет опасность разупрочнения компактной детали, снижения функциональных характеристик соединения и сборного изделия в целом. В некоторых случаях повышенной жесткости пористой детали можно ее нагреть до более высокой температуры, однако меньшей, чем температура фазового перехода ее материала. В результате проведенных исследований нами...
Способ получения бипористых материалов на основе порошка титана
Номер патента: 8390
Опубликовано: 30.08.2006
Авторы: Тумилович Мирослав Викторович, Пилиневич Леонид Петрович, Бокань Григорий Алексеевич, Савич Вадим Викторович
Метки: основе, получения, бипористых, способ, порошка, титана, материалов
Текст:
...40 усложняется технология изготовления, т.к. требуется для избежания сегрегации и случайного (неравномерного) распределения крупных пор в объеме ППМ использовать связующие для удержания металлических частиц на поверхности гранул порообразователя. При содержании гранул порообразователя менее 20 от объема шихты также получается бипористая структура, параметры которой малозаметно отличаются от параметров бипористой структуры, полученной...
Способ получения порошка композиционного материала на основе карбида титана
Номер патента: 2432
Опубликовано: 30.12.1998
Авторы: Король Владимир Алексеевич, Колесников Андрей Андреевич, Гребенец Юрий Владимирович, Азарова Татьяна Алексеевна
Метки: титана, основе, способ, композиционного, получения, порошка, материала, карбида
Текст:
...МЗГНИТНОГО материала. Синтез комшозиЦИ 0 Н 0 Г 0 материала проводят в реакторе в чатмосфере аргона. Полученны продукт горения дробят и размалывают.П р и м е р. 1 кг порошка титана марки ПТЭМЭ с размером частиц менее 180 мм и сажи марки НМ 15 ТС взятыв весовом соотношении д 1, обрабатывают в аттриторе при скорости вращения нмпеллерамешалкн 150-350 об/мин в течение 5 ч. В качестве размолвнык тел используют шары диаметром 9 м из стали Ш 15 в...
Предыдущий патент: Способ слоевой разработки пласта полезного ископаемого
Следующий патент: Способ термической обработки изделий из (?+?)-титановых сплавов
Случайный патент: Установка для проверки соотношения неопределенностей для фотонов