Устройство для электрофизической обработки поверхности изделий из токопроводящего материала
Номер патента: U 2640
Опубликовано: 30.04.2006
Авторы: Паршуто Александр Эрнстович, Клушин Валерий Александрович, Хлебцевич Всеволод Алексеевич, Томило Вячеслав Анатольевич, Клубович Владимир Владимирович, Артемьев Вячеслав Викторович
Текст
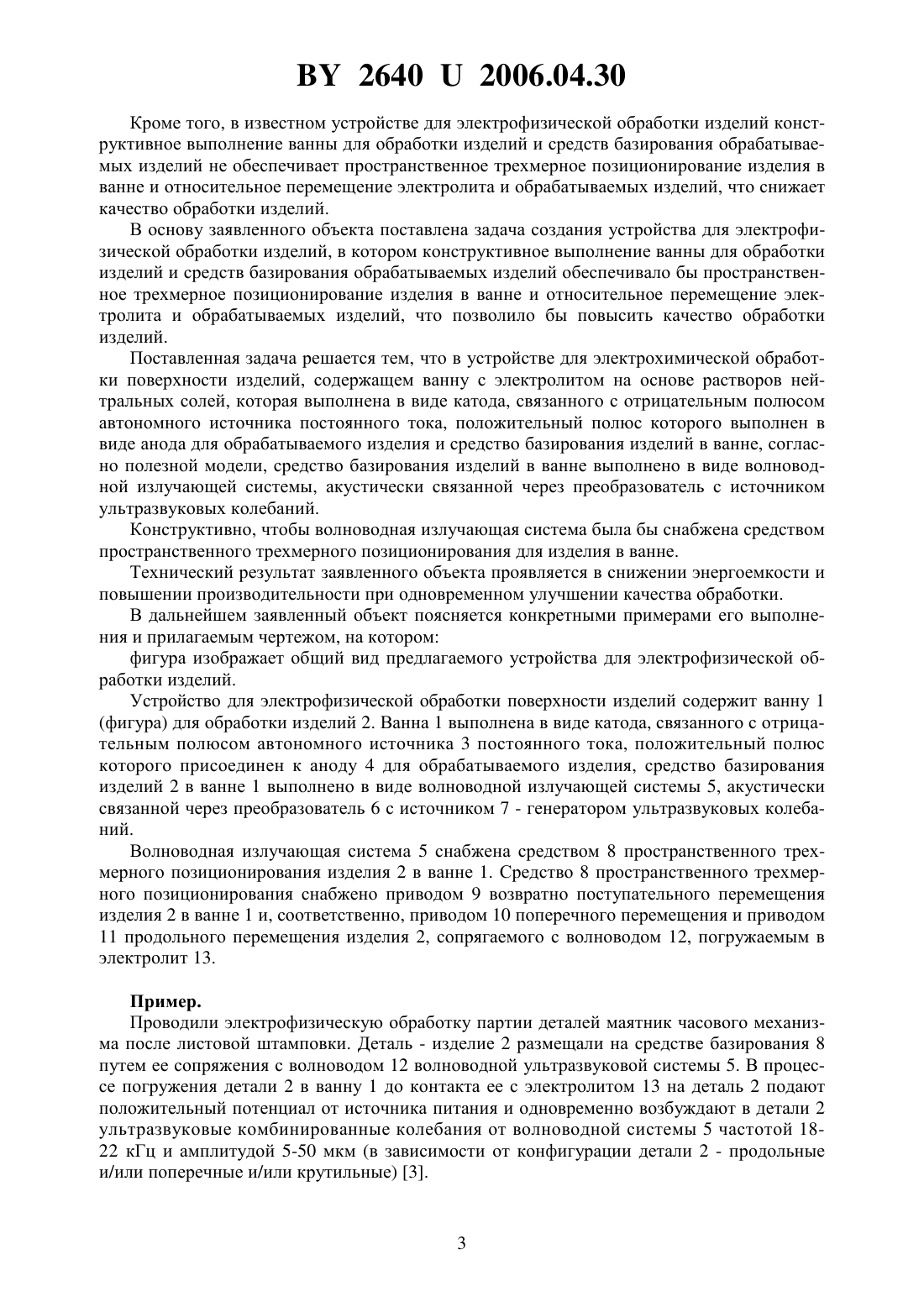
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФИЗИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА(71) Заявитель Белорусский национальный технический университет(72) Авторы Клубович Владимир Владимирович Паршуто Александр Эрнстович Томило Вячеслав Анатольевич Клушин Валерий Александрович Хлебцевич Всеволод Алексеевич Артемьев Вячеслав Викторович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для электрофизической обработки поверхности изделий, содержащее ванну с электролитом на основе растворов нейтральных солей, причем ванна выполнена в виде катода, связанного с отрицательным полюсом автономного источника постоянного тока, положительный полюс которого выполнен в виде анода для обрабатываемого изделия, и средство базирования изделий в ванне, отличающееся тем, что средство базирования изделий в ванне выполнено в виде волноводной излучающей системы, акустически связанной через преобразователь с источником ультразвуковых колебаний. 2. Устройство по п. 1, отличающееся тем, что волноводная излучающая система снабжена средством пространственного трехмерного позиционирования для изделия в ванне. 26402006.04.30 1.5064521, МПК В 23 Н 3/00, 1991. 2.1457461, МПК 7 С 25 Р 7/00, 1987. 3. Ультразвук. Маленькая энциклопедия / Под ред. И.И.Голяминой. - М. Сов. Энциклопедия, 1979. - С. 242-247. Полезная модель относится к электрофизическим и электрохимическим методам обработки, а более конкретно к устройству для электрохимической обработки изделий. Известно устройство для электрофизической обработки изделий из нержавеющих сталей, содержащее ванну для обработки изделий, размещенные в ней электроды, средства для базирования в ванне обрабатываемых изделий с механизмами захвата и ванну для очистки электролита. Средство для подачи в ванну обрабатываемого изделия, которое осуществляет захват обрабатываемого изделия 1. Во время поступательного перемещения изделия вдоль ванны производят электрополирование поверхностей изделий в растворе ортофосфорной и серной кислот. Ванна выполнена из кислотостойкого материала - полиэтилена. В ванне с двух сторон относительно перемещающихся кассет установлены катодные пластины, сообщающие электролиту отрицательный потенциал. В процессе перемещения в ванне кассеты посредством роликов контактируют с анодными стержнями, которые сообщают изделиям положительный потенциал. После полирования изделия извлекают из ванны для обработки и подают в следующую ванну, где производится их пассивация в растворе азотной кислоты. После пассивации изделия поступают в моющее устройство, где производится промывка изделий в холодной и горячей воде. Известное устройство и конструкция ванны для обработки не всегда обеспечивают качество обработки поверхности изделий при заданном темпе производительности. Известное устройство не обеспечивает также возможности комбинированной обработки изделий,сочетающей одновременное удаление с поверхности изделий макро- и микродефектов,например, удаление заусенцев с одновременным улучшением качества поверхности изделия в целом или технологически заданной части поверхности. В известном устройстве катодные пластины установлены неподвижно, в результате чего при обработке изделий сложной пространственной формы плотность тока в электролите на различных участках поверхности обрабатываемого изделия распределена неравномерно. Кроме того, погружение в электролит при обработке изделий дугообразных упоров и пластинчатых контактов способствует их быстрому растворению и разрушению. Обработка изделий сложной пространственной формы в неизменном горизонтальном положении приводит к различному качеству обработки различных участков поверхности изделия. Ближайшим техническим решением, принятым за прототип, является устройство для электрофизической обработки поверхности изделий, содержащее ванну с электролитом на основе растворов нейтральных солей, которая выполнена в виде катода, связанного с отрицательным полюсом автономного источника постоянного тока, положительный полюс которого выполнен в виде анода для обрабатываемого изделия и средство базирования изделий в ванне 2. Известная установка позволяет осуществлять одновременную обработку крупной серии изделий или одного с различной площадью, составляющих его элементов. Недостаток известного технического решения проявляется в том, что при одновременном погружения всех изделий или одного с различной площадью, составляющих его элементов возникает высокая токовая нагрузка, что сужает технологические возможности в отношении производительности и отражается на стабильности качества обработки изделий и экологии. 26402006.04.30 Кроме того, в известном устройстве для электрофизической обработки изделий конструктивное выполнение ванны для обработки изделий и средств базирования обрабатываемых изделий не обеспечивает пространственное трехмерное позиционирование изделия в ванне и относительное перемещение электролита и обрабатываемых изделий, что снижает качество обработки изделий. В основу заявленного объекта поставлена задача создания устройства для электрофизической обработки изделий, в котором конструктивное выполнение ванны для обработки изделий и средств базирования обрабатываемых изделий обеспечивало бы пространственное трехмерное позиционирование изделия в ванне и относительное перемещение электролита и обрабатываемых изделий, что позволило бы повысить качество обработки изделий. Поставленная задача решается тем, что в устройстве для электрохимической обработки поверхности изделий, содержащем ванну с электролитом на основе растворов нейтральных солей, которая выполнена в виде катода, связанного с отрицательным полюсом автономного источника постоянного тока, положительный полюс которого выполнен в виде анода для обрабатываемого изделия и средство базирования изделий в ванне, согласно полезной модели, средство базирования изделий в ванне выполнено в виде волноводной излучающей системы, акустически связанной через преобразователь с источником ультразвуковых колебаний. Конструктивно, чтобы волноводная излучающая система была бы снабжена средством пространственного трехмерного позиционирования для изделия в ванне. Технический результат заявленного объекта проявляется в снижении энергоемкости и повышении производительности при одновременном улучшении качества обработки. В дальнейшем заявленный объект поясняется конкретными примерами его выполнения и прилагаемым чертежом, на котором фигура изображает общий вид предлагаемого устройства для электрофизической обработки изделий. Устройство для электрофизической обработки поверхности изделий содержит ванну 1(фигура) для обработки изделий 2. Ванна 1 выполнена в виде катода, связанного с отрицательным полюсом автономного источника 3 постоянного тока, положительный полюс которого присоединен к аноду 4 для обрабатываемого изделия, средство базирования изделий 2 в ванне 1 выполнено в виде волноводной излучающей системы 5, акустически связанной через преобразователь 6 с источником 7 - генератором ультразвуковых колебаний. Волноводная излучающая система 5 снабжена средством 8 пространственного трехмерного позиционирования изделия 2 в ванне 1. Средство 8 пространственного трехмерного позиционирования снабжено приводом 9 возвратно поступательного перемещения изделия 2 в ванне 1 и, соответственно, приводом 10 поперечного перемещения и приводом 11 продольного перемещения изделия 2, сопрягаемого с волноводом 12, погружаемым в электролит 13. Пример. Проводили электрофизическую обработку партии деталей маятник часового механизма после листовой штамповки. Деталь - изделие 2 размещали на средстве базирования 8 путем ее сопряжения с волноводом 12 волноводной ультразвуковой системы 5. В процессе погружения детали 2 в ванну 1 до контакта ее с электролитом 13 на деталь 2 подают положительный потенциал от источника питания и одновременно возбуждают в детали 2 ультразвуковые комбинированные колебания от волноводной системы 5 частотой 1822 кГц и амплитудой 5-50 мкм (в зависимости от конфигурации детали 2 - продольные и/или поперечные и/или крутильные) 3. 26402006.04.30 При электролитно-разрядной обработке образуется парогазовая оболочка, которая возникает из-за пленочного кипения электролита 13 вблизи поверхности детали 2 с толщиной оболочки 50-100 мкм. Между поверхностью детали 2 и динамически колеблющейся поверхностью электролита 13 происходят электрические микродуговые и искровые разряды, которые производят съем материала с поверхности детали 2. Так как вероятность разряда выше на микровыступах, то удаление металла происходит на них, что приводит к возникновению эффекта полирования путем массопереноса металла детали 2 в электролит 13. Частота разрядов, а следовательно, и плотность тока обратно пропорциональна толщине парогазовой оболочки. Толщина парогазовой оболочки в значительной степени зависит от температуры электролита 13, которая лежит в пределах 82-95 С. При использовании шестипульсного выпрямителя с частотой пульсаций технологического напряжения 300 Гц в жидкости-электролите 13 возникают механические колебания с той же частотой 300 Гц. При одновременном воздействии ультразвуковых колебаний на деталь 2 с амплитудой 550 мкм и модулированной частотой 300 Гц колеблющейся поверхностью электролита 13 в парогазовой оболочке толщиной 50-100 мкм возникают механические биения, приводящие к повышению плотности тока и производительности процесса. Это позволяет проводить обработку деталей 2 большой площади и сложной пространственной конфигурации при сохранении оптимума высокой температуры электролита 13. По известной технологии с применением известных устройств при достижении оптимума высокой температуры электролита, которая характеризуется одновременным обеспечением большой толщины оболочки и более высокой ее механической стабильностью,однако при этом происходит снижение плотности тока, приводящее к противоречию - с уменьшением производительности. Наложение ультразвуковых колебаний по заявленной технологии заставляет деталь 2 перемещаться внутри парогазовой оболочки и периодически приближаться к поверхности колеблющегося электролита и контролируемо изменять плотность тока и производительность обработки. Данные сравнительных испытаний известного и заявленного объектов сведены в таблицу. Показатели Как следует из данных таблицы, плотность тока увеличилась при обработке с 0,12-0,3 до 0,2-0,5 А/см 2, что привело к увеличению производительности в 1,2-1,35 раза и повышению качества изделия за счет снижения шероховатости с 0,18-0,22 до 0,08-0,12. Заявленный объект может быть с успехом использован для обработки изделий различного профиля (прутков, проволоки, ножовочных полотен, изделий сложнопрофильного проката), а также для полирования поверхностей изделий сложной пространственной формы (столовых приборов, ножей электробритв, зубных протезов). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C25F 1/00
Метки: токопроводящего, обработки, устройство, материала, поверхности, изделий, электрофизической
Код ссылки
<a href="https://by.patents.su/4-u2640-ustrojjstvo-dlya-elektrofizicheskojj-obrabotki-poverhnosti-izdelijj-iz-tokoprovodyashhego-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для электрофизической обработки поверхности изделий из токопроводящего материала</a>
Устройство для электрохимической полировки наружной поверхности длинномерных изделий
Номер патента: U 907
Опубликовано: 30.06.2003
Авторы: Никитин Александр Иванович, Бровкин Александр Владимирович, Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: полировки, поверхности, длинномерных, изделий, электрохимической, наружной, устройство
Текст:
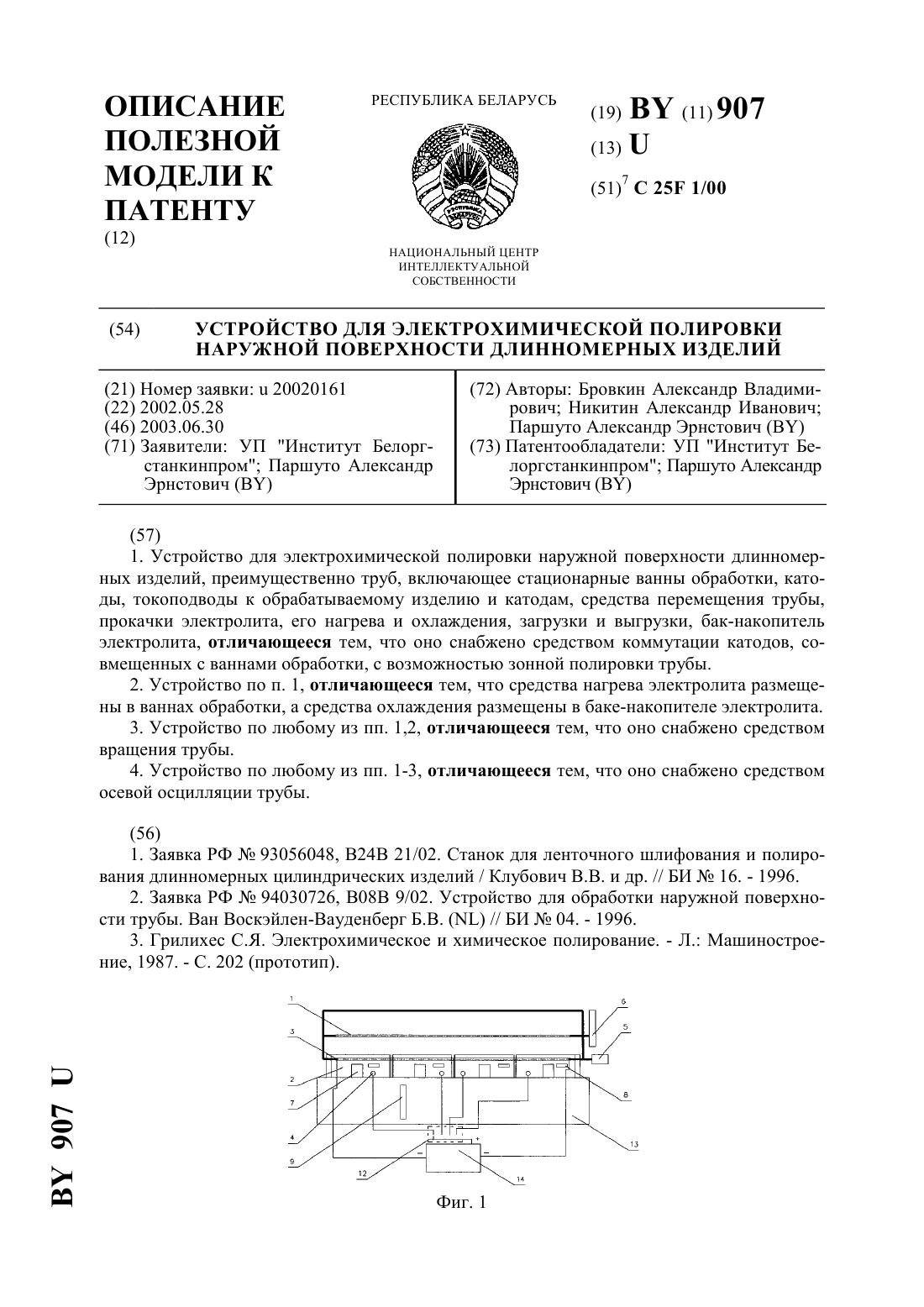
...катодную ванну биполярного токоподвода. Задача, решаемая полезной моделью, заключается в упрощении конструкции устройства при одновременном повышении качества обработанной поверхности. 2 907 Поставленная задача достигается тем, что в устройстве для электрохимической обработки наружной поверхности длинномерных металлических изделий, преимущественно труб, включающем стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию и...
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Кособуцкий Александр Антонович, Савицкий Александр Александрович, Есепкин Владимир Александрович
Метки: устройство, изделий, формы, сложной, обработки, электролитно-плазменной
Текст:
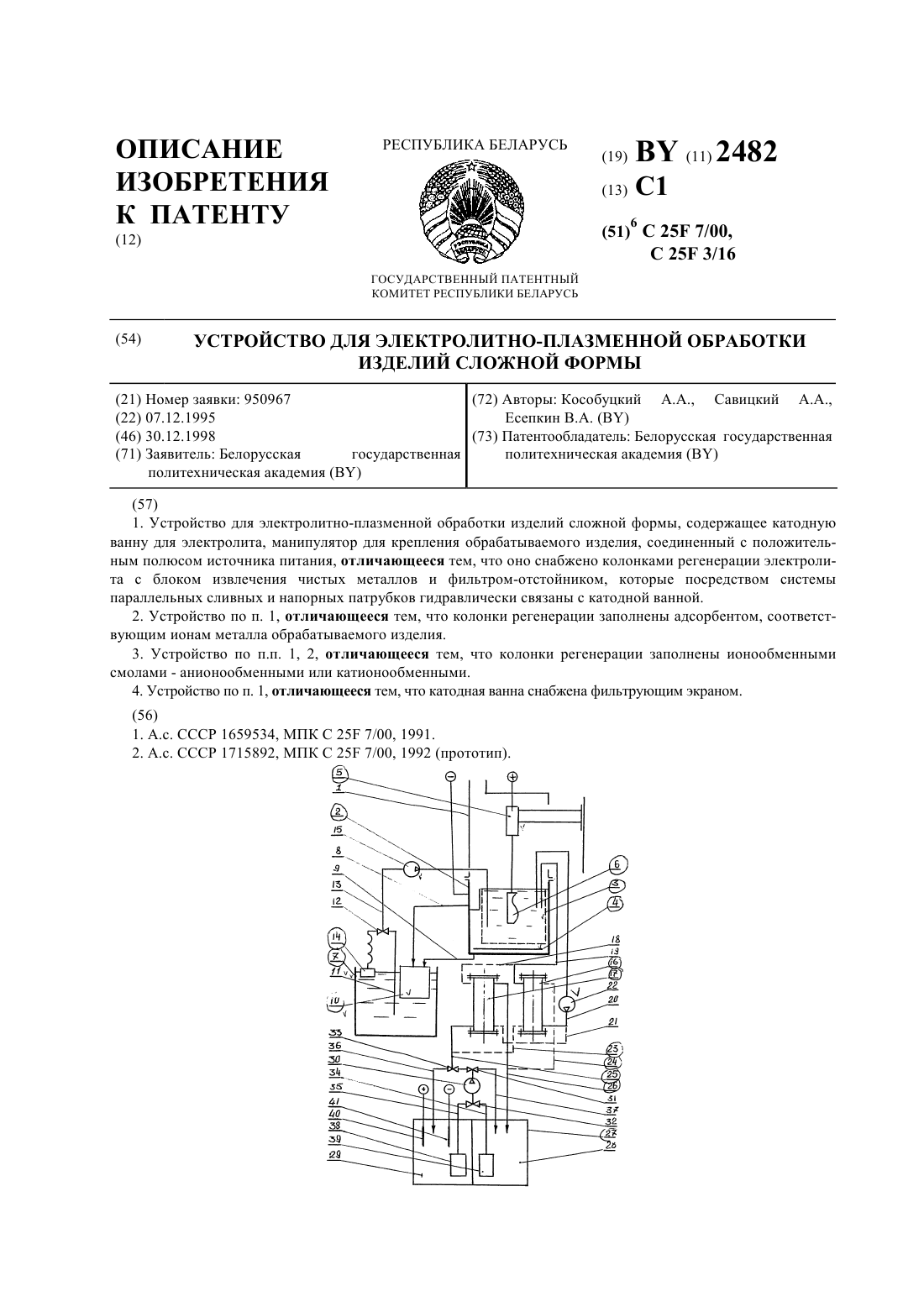
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: способ, электрохимической, обработки, изделий, поверхности, металлических
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
Устройство для химико-термической обработки металлических изделий в тлеющем разряде при атмосферном давлении

Номер патента: 6220
Опубликовано: 30.06.2004
Автор: Шушков Сергей Васильевич
МПК: H01J 37/317, C23C 8/36
Метки: изделий, атмосферном, обработки, разряде, тлеющем, металлических, устройство, химико-термической, давлении
Текст:
...цель достигается тем, что в предложенном устройстве, содержащем источник питания постоянного тока, анод, держатель для крепления изделия, подключенный к отрицательному полюсу источника питания, анод размещен в ванне с рабочим веществом, способным к расплавлению и обладающим электропроводностью в расплавленном состоянии, и выполнен выступающим над поверхностью рабочего вещества, а ванна снабжена нагревателем. Рабочим веществом является...
Устройство для электрохимической обработки
Номер патента: U 453
Опубликовано: 30.03.2002
Автор: Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: обработки, электрохимической, устройство
Текст:
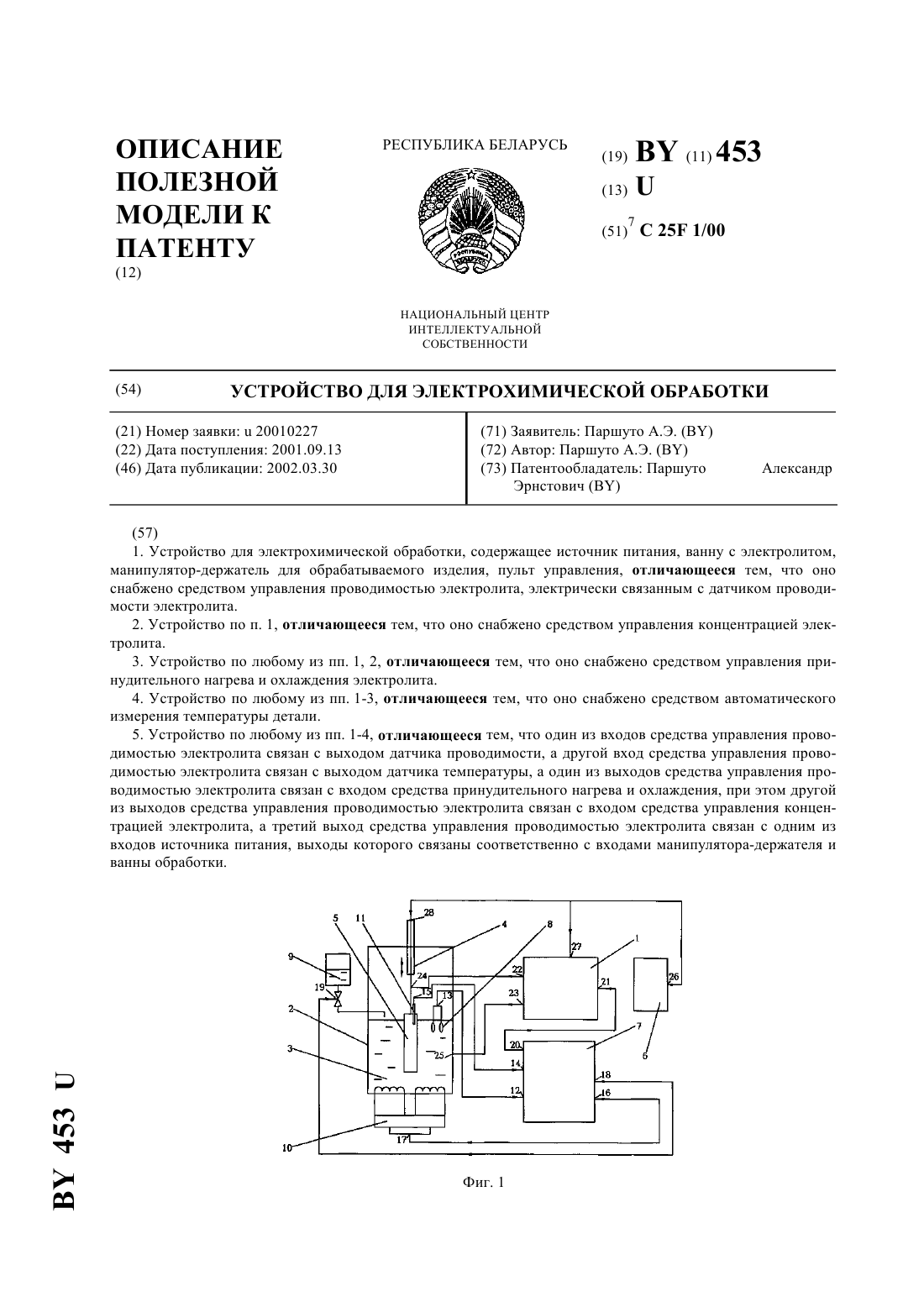
...1 питания, подачу рабочего напряжения и образование парогазовой оболочки вокруг обрабатываемой поверхности изделия 5,при этом обработку проводят в анодном нагревном режиме электролитно-разрядной обработки. Электрохимическую обработку металлических проводящих изделий осуществляют в анодном режиме в растворе соли аммония, совмещенным с нагревным режимом электролитно-разрядной обработки при температуре обрабатываемого изделия 100-140 С и...
Предыдущий патент: Крыльчатый движитель
Следующий патент: Устройство для дактилоскопической идентификации
Случайный патент: Телескопическая вышка