Деревообрабатывающий станок для изготовления стенового бруса
Номер патента: U 2614
Опубликовано: 30.04.2006
Авторы: Черновец Алексей Валентинович, Черновец Ирина Леонидовна, Черновец Валентин Петрович
Текст
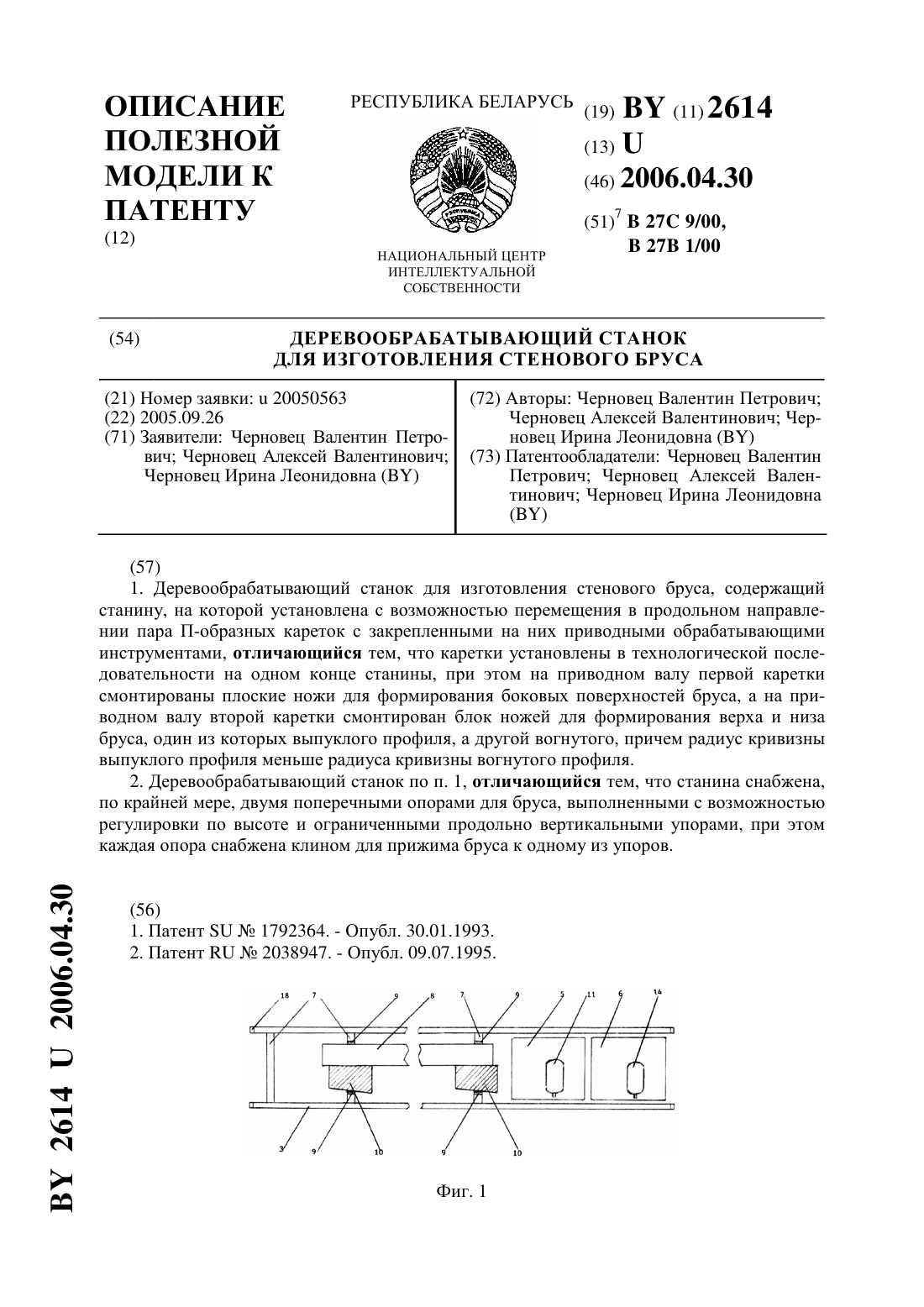
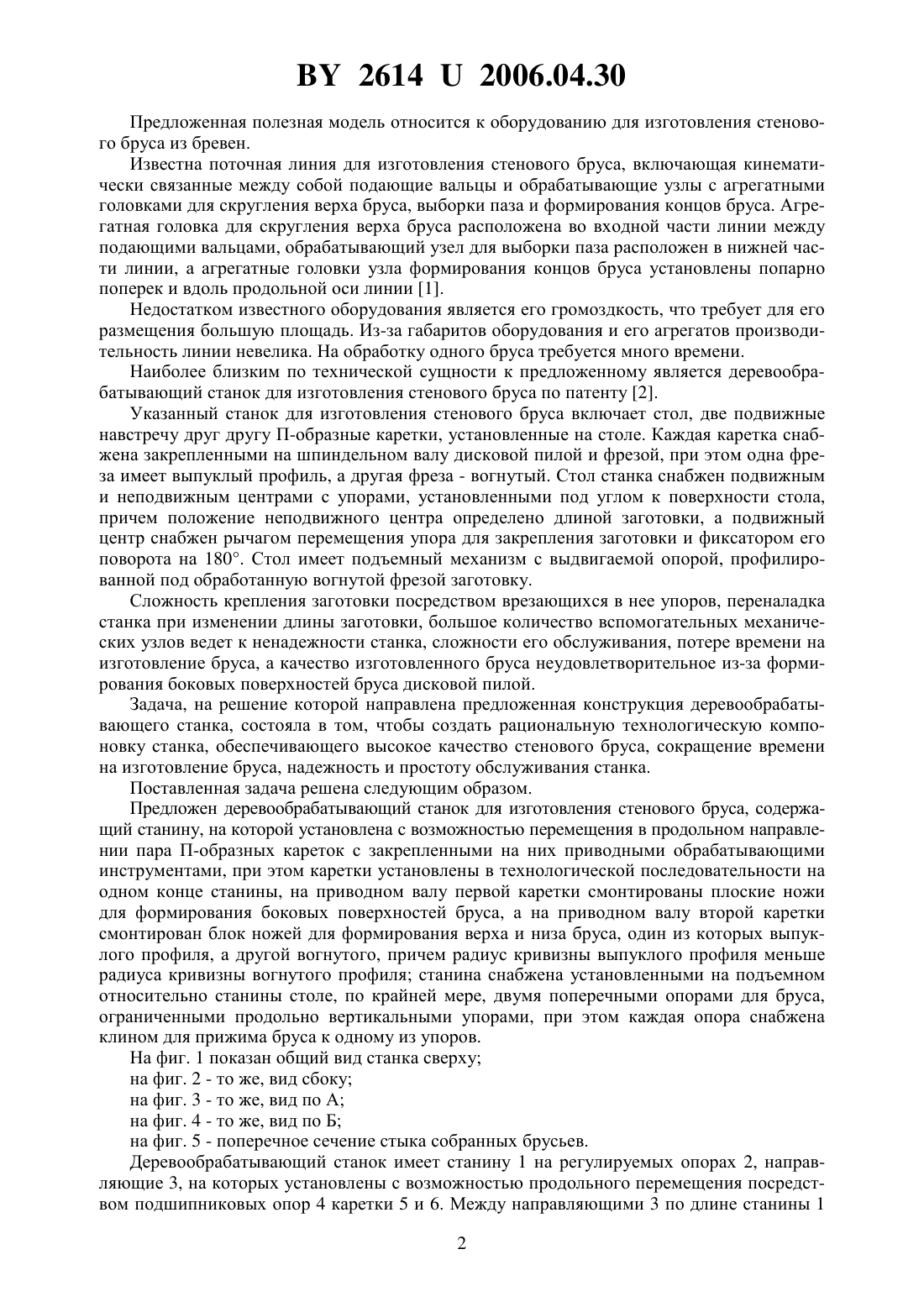
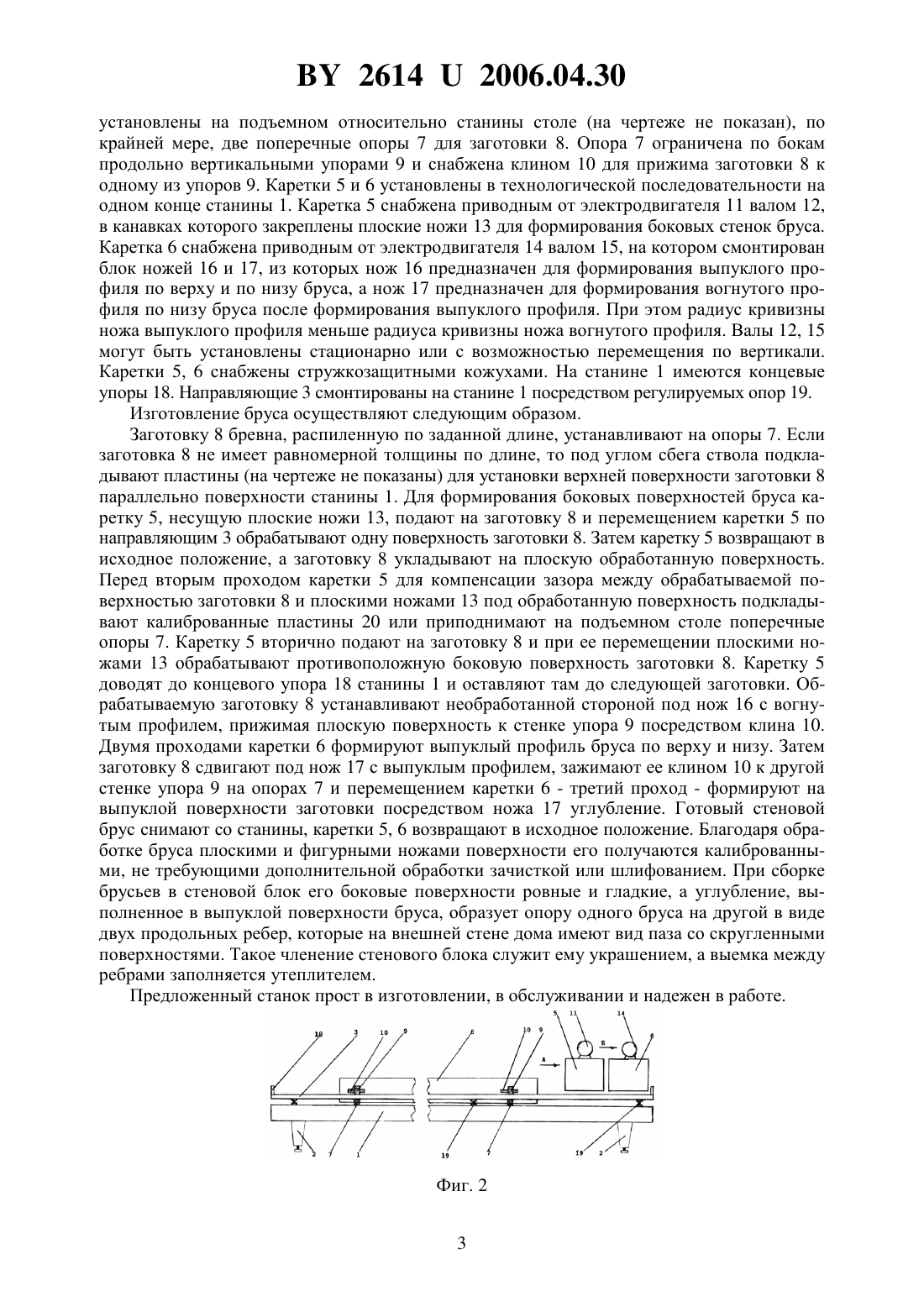
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВОГО БРУСА(71) Заявители Черновец Валентин Петрович Черновец Алексей Валентинович Черновец Ирина Леонидовна(72) Авторы Черновец Валентин Петрович Черновец Алексей Валентинович Черновец Ирина Леонидовна(73) Патентообладатели Черновец Валентин Петрович Черновец Алексей Валентинович Черновец Ирина Леонидовна(57) 1. Деревообрабатывающий станок для изготовления стенового бруса, содержащий станину, на которой установлена с возможностью перемещения в продольном направлении пара П-образных кареток с закрепленными на них приводными обрабатывающими инструментами, отличающийся тем, что каретки установлены в технологической последовательности на одном конце станины, при этом на приводном валу первой каретки смонтированы плоские ножи для формирования боковых поверхностей бруса, а на приводном валу второй каретки смонтирован блок ножей для формирования верха и низа бруса, один из которых выпуклого профиля, а другой вогнутого, причем радиус кривизны выпуклого профиля меньше радиуса кривизны вогнутого профиля. 2. Деревообрабатывающий станок по п. 1, отличающийся тем, что станина снабжена,по крайней мере, двумя поперечными опорами для бруса, выполненными с возможностью регулировки по высоте и ограниченными продольно вертикальными упорами, при этом каждая опора снабжена клином для прижима бруса к одному из упоров. 26142006.04.30 Предложенная полезная модель относится к оборудованию для изготовления стенового бруса из бревен. Известна поточная линия для изготовления стенового бруса, включающая кинематически связанные между собой подающие вальцы и обрабатывающие узлы с агрегатными головками для скругления верха бруса, выборки паза и формирования концов бруса. Агрегатная головка для скругления верха бруса расположена во входной части линии между подающими вальцами, обрабатывающий узел для выборки паза расположен в нижней части линии, а агрегатные головки узла формирования концов бруса установлены попарно поперек и вдоль продольной оси линии 1. Недостатком известного оборудования является его громоздкость, что требует для его размещения большую площадь. Из-за габаритов оборудования и его агрегатов производительность линии невелика. На обработку одного бруса требуется много времени. Наиболее близким по технической сущности к предложенному является деревообрабатывающий станок для изготовления стенового бруса по патенту 2. Указанный станок для изготовления стенового бруса включает стол, две подвижные навстречу друг другу П-образные каретки, установленные на столе. Каждая каретка снабжена закрепленными на шпиндельном валу дисковой пилой и фрезой, при этом одна фреза имеет выпуклый профиль, а другая фреза - вогнутый. Стол станка снабжен подвижным и неподвижным центрами с упорами, установленными под углом к поверхности стола,причем положение неподвижного центра определено длиной заготовки, а подвижный центр снабжен рычагом перемещения упора для закрепления заготовки и фиксатором его поворота на 180. Стол имеет подъемный механизм с выдвигаемой опорой, профилированной под обработанную вогнутой фрезой заготовку. Сложность крепления заготовки посредством врезающихся в нее упоров, переналадка станка при изменении длины заготовки, большое количество вспомогательных механических узлов ведет к ненадежности станка, сложности его обслуживания, потере времени на изготовление бруса, а качество изготовленного бруса неудовлетворительное из-за формирования боковых поверхностей бруса дисковой пилой. Задача, на решение которой направлена предложенная конструкция деревообрабатывающего станка, состояла в том, чтобы создать рациональную технологическую компоновку станка, обеспечивающего высокое качество стенового бруса, сокращение времени на изготовление бруса, надежность и простоту обслуживания станка. Поставленная задача решена следующим образом. Предложен деревообрабатывающий станок для изготовления стенового бруса, содержащий станину, на которой установлена с возможностью перемещения в продольном направлении пара П-образных кареток с закрепленными на них приводными обрабатывающими инструментами, при этом каретки установлены в технологической последовательности на одном конце станины, на приводном валу первой каретки смонтированы плоские ножи для формирования боковых поверхностей бруса, а на приводном валу второй каретки смонтирован блок ножей для формирования верха и низа бруса, один из которых выпуклого профиля, а другой вогнутого, причем радиус кривизны выпуклого профиля меньше радиуса кривизны вогнутого профиля станина снабжена установленными на подъемном относительно станины столе, по крайней мере, двумя поперечными опорами для бруса,ограниченными продольно вертикальными упорами, при этом каждая опора снабжена клином для прижима бруса к одному из упоров. На фиг. 1 показан общий вид станка сверху на фиг. 2 - то же, вид сбоку на фиг. 3 - то же, вид по А на фиг. 4 - то же, вид по Б на фиг. 5 - поперечное сечение стыка собранных брусьев. Деревообрабатывающий станок имеет станину 1 на регулируемых опорах 2, направляющие 3, на которых установлены с возможностью продольного перемещения посредством подшипниковых опор 4 каретки 5 и 6. Между направляющими 3 по длине станины 1 2 26142006.04.30 установлены на подъемном относительно станины столе (на чертеже не показан), по крайней мере, две поперечные опоры 7 для заготовки 8. Опора 7 ограничена по бокам продольно вертикальными упорами 9 и снабжена клином 10 для прижима заготовки 8 к одному из упоров 9. Каретки 5 и 6 установлены в технологической последовательности на одном конце станины 1. Каретка 5 снабжена приводным от электродвигателя 11 валом 12,в канавках которого закреплены плоские ножи 13 для формирования боковых стенок бруса. Каретка 6 снабжена приводным от электродвигателя 14 валом 15, на котором смонтирован блок ножей 16 и 17, из которых нож 16 предназначен для формирования выпуклого профиля по верху и по низу бруса, а нож 17 предназначен для формирования вогнутого профиля по низу бруса после формирования выпуклого профиля. При этом радиус кривизны ножа выпуклого профиля меньше радиуса кривизны ножа вогнутого профиля. Валы 12, 15 могут быть установлены стационарно или с возможностью перемещения по вертикали. Каретки 5, 6 снабжены стружкозащитными кожухами. На станине 1 имеются концевые упоры 18. Направляющие 3 смонтированы на станине 1 посредством регулируемых опор 19. Изготовление бруса осуществляют следующим образом. Заготовку 8 бревна, распиленную по заданной длине, устанавливают на опоры 7. Если заготовка 8 не имеет равномерной толщины по длине, то под углом сбега ствола подкладывают пластины (на чертеже не показаны) для установки верхней поверхности заготовки 8 параллельно поверхности станины 1. Для формирования боковых поверхностей бруса каретку 5, несущую плоские ножи 13, подают на заготовку 8 и перемещением каретки 5 по направляющим 3 обрабатывают одну поверхность заготовки 8. Затем каретку 5 возвращают в исходное положение, а заготовку 8 укладывают на плоскую обработанную поверхность. Перед вторым проходом каретки 5 для компенсации зазора между обрабатываемой поверхностью заготовки 8 и плоскими ножами 13 под обработанную поверхность подкладывают калиброванные пластины 20 или приподнимают на подъемном столе поперечные опоры 7. Каретку 5 вторично подают на заготовку 8 и при ее перемещении плоскими ножами 13 обрабатывают противоположную боковую поверхность заготовки 8. Каретку 5 доводят до концевого упора 18 станины 1 и оставляют там до следующей заготовки. Обрабатываемую заготовку 8 устанавливают необработанной стороной под нож 16 с вогнутым профилем, прижимая плоскую поверхность к стенке упора 9 посредством клина 10. Двумя проходами каретки 6 формируют выпуклый профиль бруса по верху и низу. Затем заготовку 8 сдвигают под нож 17 с выпуклым профилем, зажимают ее клином 10 к другой стенке упора 9 на опорах 7 и перемещением каретки 6 - третий проход - формируют на выпуклой поверхности заготовки посредством ножа 17 углубление. Готовый стеновой брус снимают со станины, каретки 5, 6 возвращают в исходное положение. Благодаря обработке бруса плоскими и фигурными ножами поверхности его получаются калиброванными, не требующими дополнительной обработки зачисткой или шлифованием. При сборке брусьев в стеновой блок его боковые поверхности ровные и гладкие, а углубление, выполненное в выпуклой поверхности бруса, образует опору одного бруса на другой в виде двух продольных ребер, которые на внешней стене дома имеют вид паза со скругленными поверхностями. Такое членение стенового блока служит ему украшением, а выемка между ребрами заполняется утеплителем. Предложенный станок прост в изготовлении, в обслуживании и надежен в работе. Фиг. 5 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: станок, изготовления, деревообрабатывающий, бруса, стенового
Код ссылки
<a href="https://by.patents.su/4-u2614-derevoobrabatyvayushhijj-stanok-dlya-izgotovleniya-stenovogo-brusa.html" rel="bookmark" title="База патентов Беларуси">Деревообрабатывающий станок для изготовления стенового бруса</a>
Деревообрабатывающий станок для изготовления профилей
Номер патента: 3040
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
Метки: станок, деревообрабатывающий, профилей, изготовления
Текст:
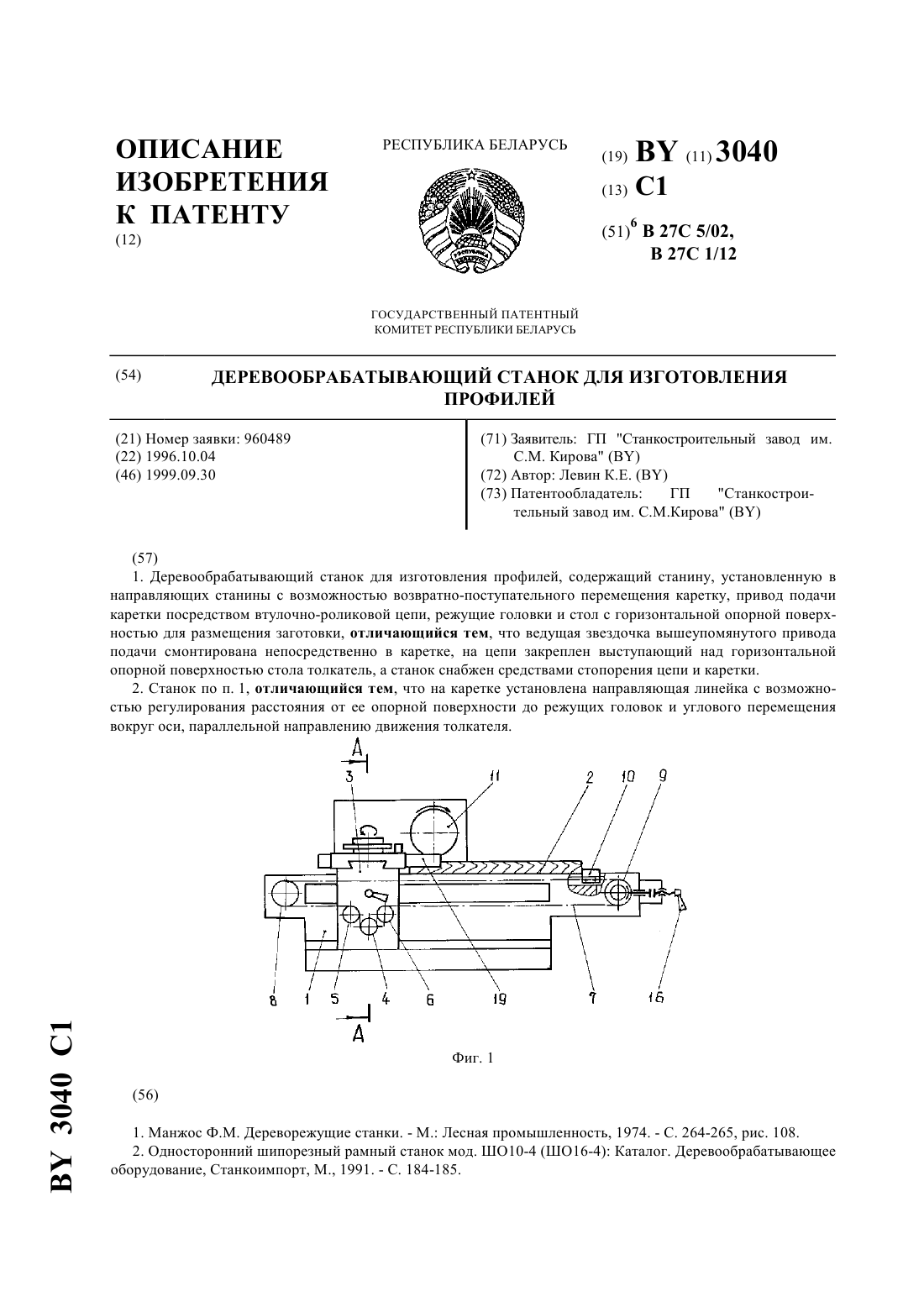
...и тем же приводом. Кроме того, на каретке установлена направляющая линейка с возможностью регулирования расстояния от е опорной поверхности до режущих головок, а также углового перемещения вокруг оси, параллельной направлению движения толкателя. Благодаря этому обеспечивается фрезерование продольного профиля методом реймусования, а, следовательно, и одинаковый настроенный размер по ширине обработки детали независимо от вариаций припуска на...
Деревообрабатывающий станок, преимущественно для изготовления паркетной планки
Номер патента: 2970
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
МПК: B27M 3/04
Метки: преимущественно, паркетной, деревообрабатывающий, изготовления, планки, станок
Текст:
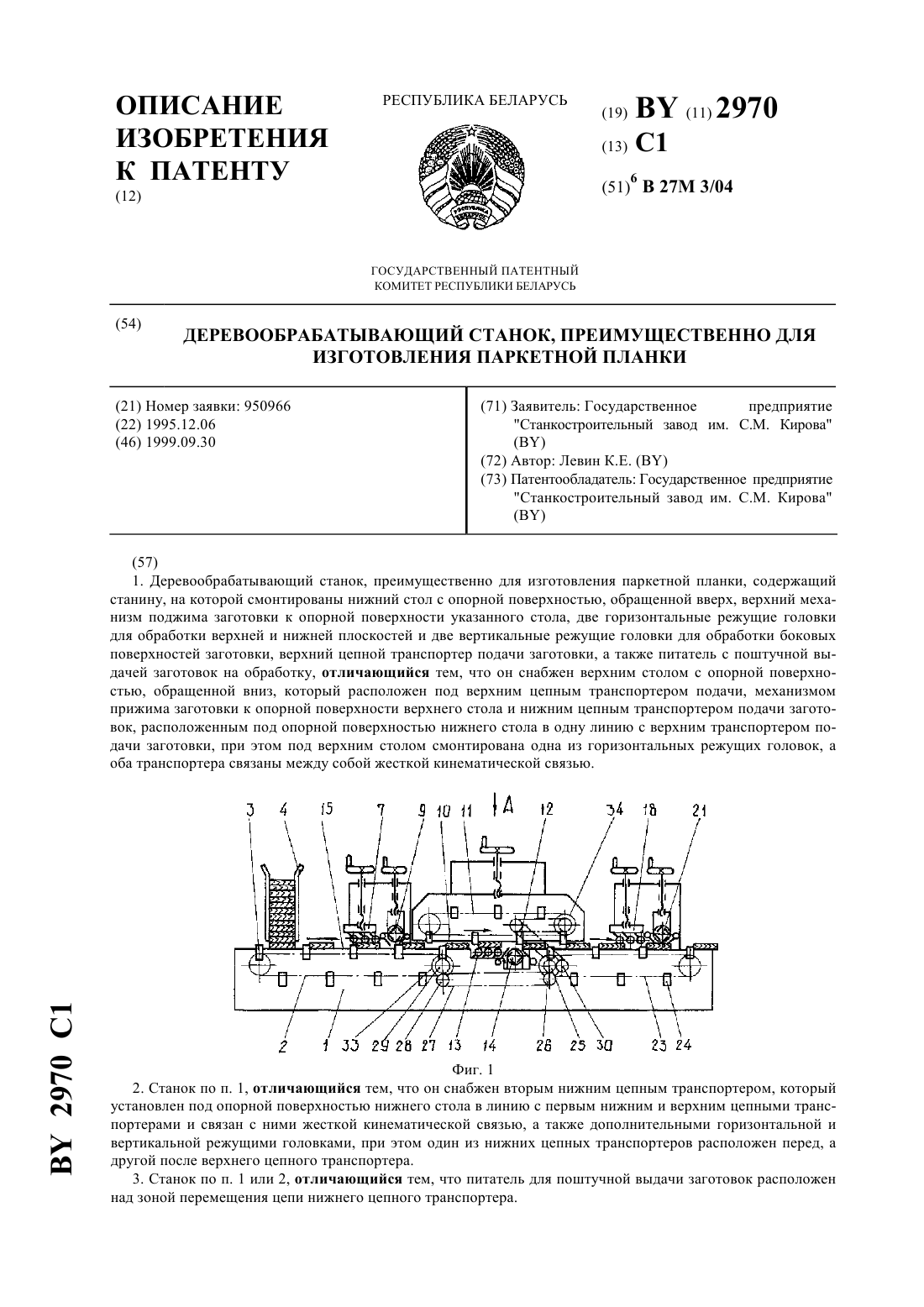
...деревообрабатывающий станок, преимущественно для изготовления паркетной планки, содержащий, как и станок-прототип, станину, на которой смонтированы нижний стол с опорной поверхностью, обращенной вверх, верхний механизм поджима заготовки к опорной поверхности указанного стола, две горизонтальные режущие головки для обработки верхней и нижней плоскостей, верхний цепной транспортр подачи заготовки, а также питатель с поштучной выдачей...
Деревообрабатывающий станок
Номер патента: 1337
Опубликовано: 16.09.1996
Авторы: Цыбуленко П. В., Сенько Л. В.
МПК: B27C 1/08
Метки: станок, деревообрабатывающий
Текст:
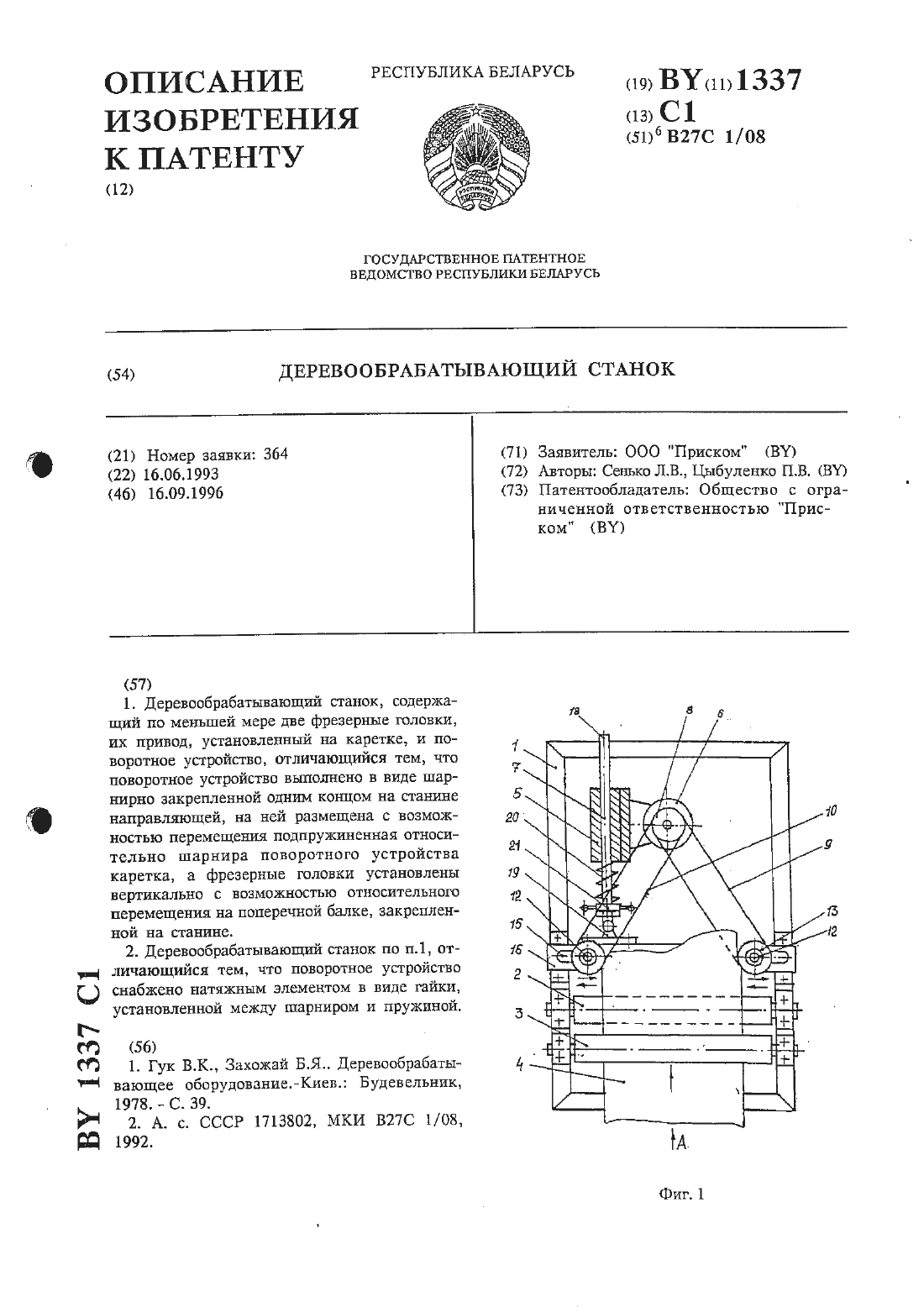
...меньшей мере две фрезерные головки, их привод, установленный на каретке, и поворотное устройство, имеются существенные отличия в том, что поворотное устройство выполнено в виде гпарнирно закрепленной одним концом на станине направляющей, на ней размещена с возможностью перемещения подпружиненная относительно шарнира поворотного устройства каретка, а фрезерные головки установлены вертикально с возможностью относительного перемещения на...
Станок для изготовления паркетной планки
Номер патента: 976
Опубликовано: 15.12.1995
Автор: Ломянский Анатолий Антонович
МПК: B27M 3/04
Метки: планки, паркетной, станок, изготовления
Текст:
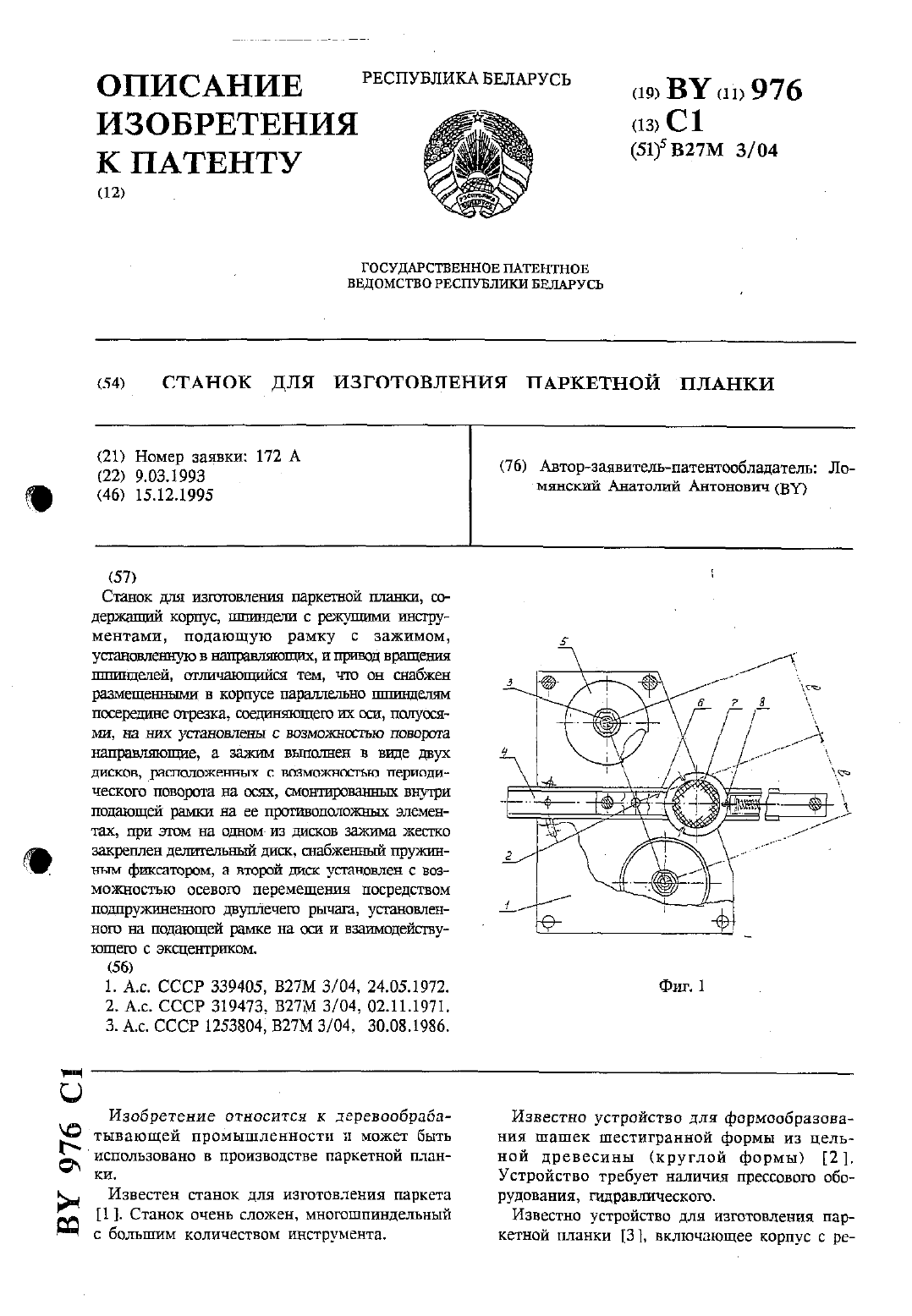
...фиксатором, а второй диск установлен с возможностью осевого перемещения посредством подпружиненного двуплечето рычага, установленного на подающей рамке на оси и взаимодействующего с эксцентриком.На фиг. 1 изображен общий вид станка на фиг. 2 изображен вид станка сбоку на фиг. 3 изображена подающая рамка в плане на фиг. 4 изображены заготовка (слева) и деталь(планка) на фиг. 5 изображена схема поэтапной обработки заготовки за три операции...
Станок труборасточной для двухсторонней расточки труб
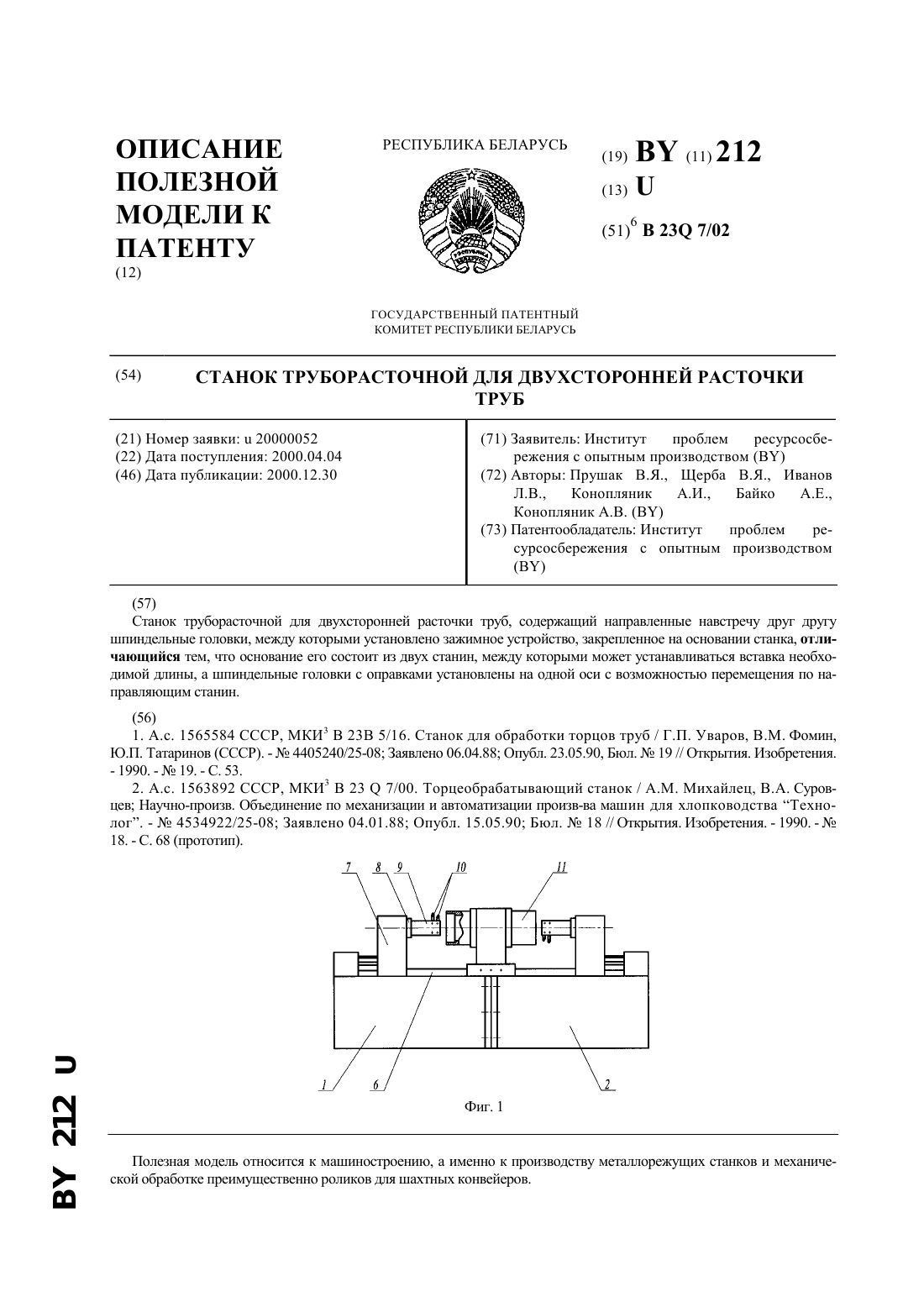
Номер патента: U 212
Опубликовано: 30.12.2000
Авторы: Иванов Леонид Викторович, Прушак Виктор Яковлевич, Щерба Владимир Яковлевич, Конопляник Александр Иванович, Байко Андрей Евгеньевич, Конопляник Алла Владимировна
МПК: B23Q 7/02
Метки: двухсторонней, труб, расточки, станок, труборасточной
Текст:
...рабочей поверхности, установленного с возможностью вертикального перемещения относительно корпуса зажимного устройства посредством дополнительно введенного копира, закрепленного на станине, при этом корпусы зажимных устройств жестко связаны между собой, причем копиры установлены с возможностью регулировки своего положения в вертикальной плоскости 2. Недостатком такого станка является наличие выдвижных шпинделей с режущим инструментом, что...
Предыдущий патент: Измельчитель ботвы корнеплодов
Следующий патент: Бутылка
Случайный патент: Способ лечения псориаза