Штамп для отбортовки
Номер патента: 3169
Опубликовано: 30.12.1999
Авторы: Романенков Владимир Андреевич, Шелег Валерий Константинович, Денисов Леонид Сергеевич
Текст
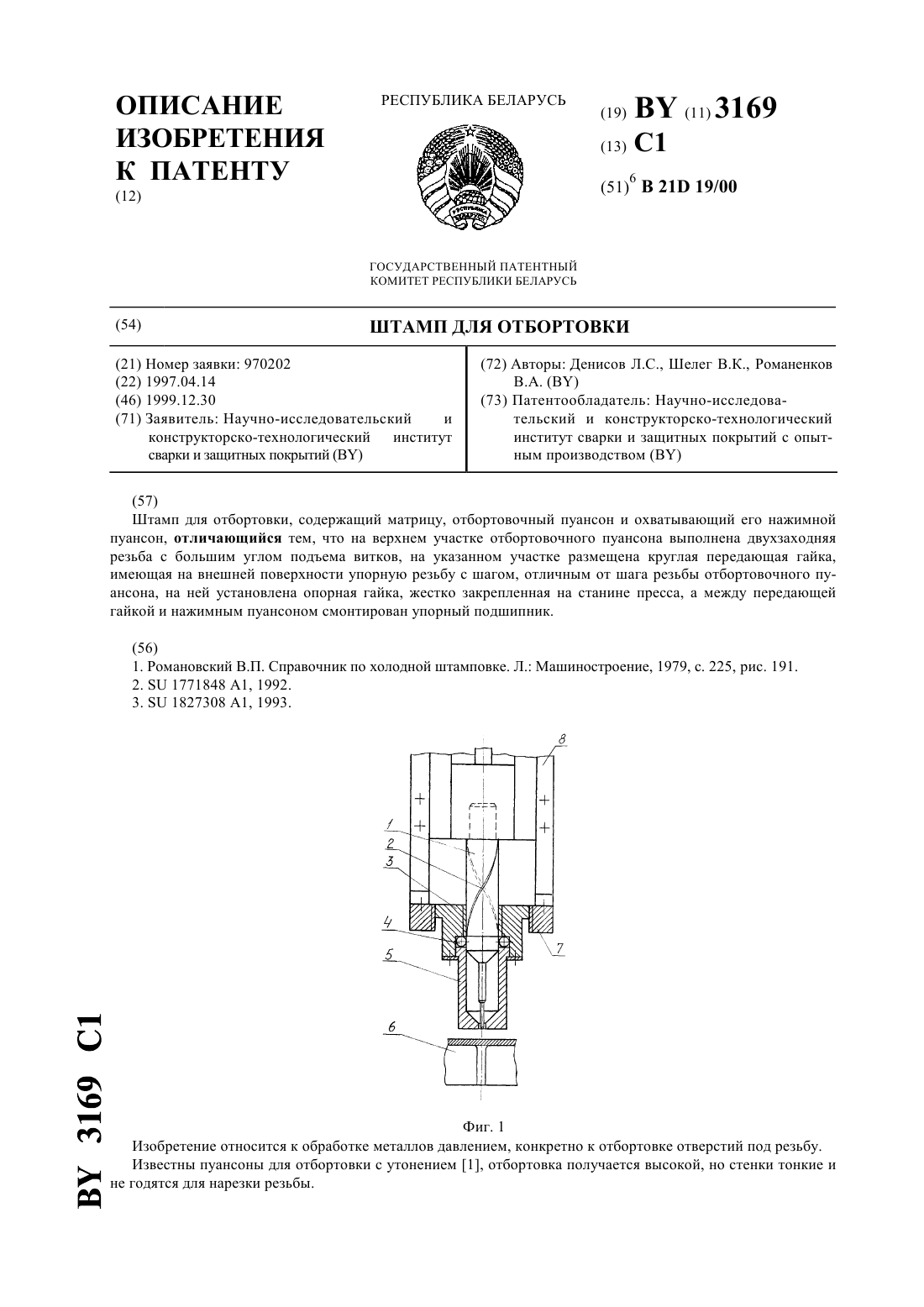
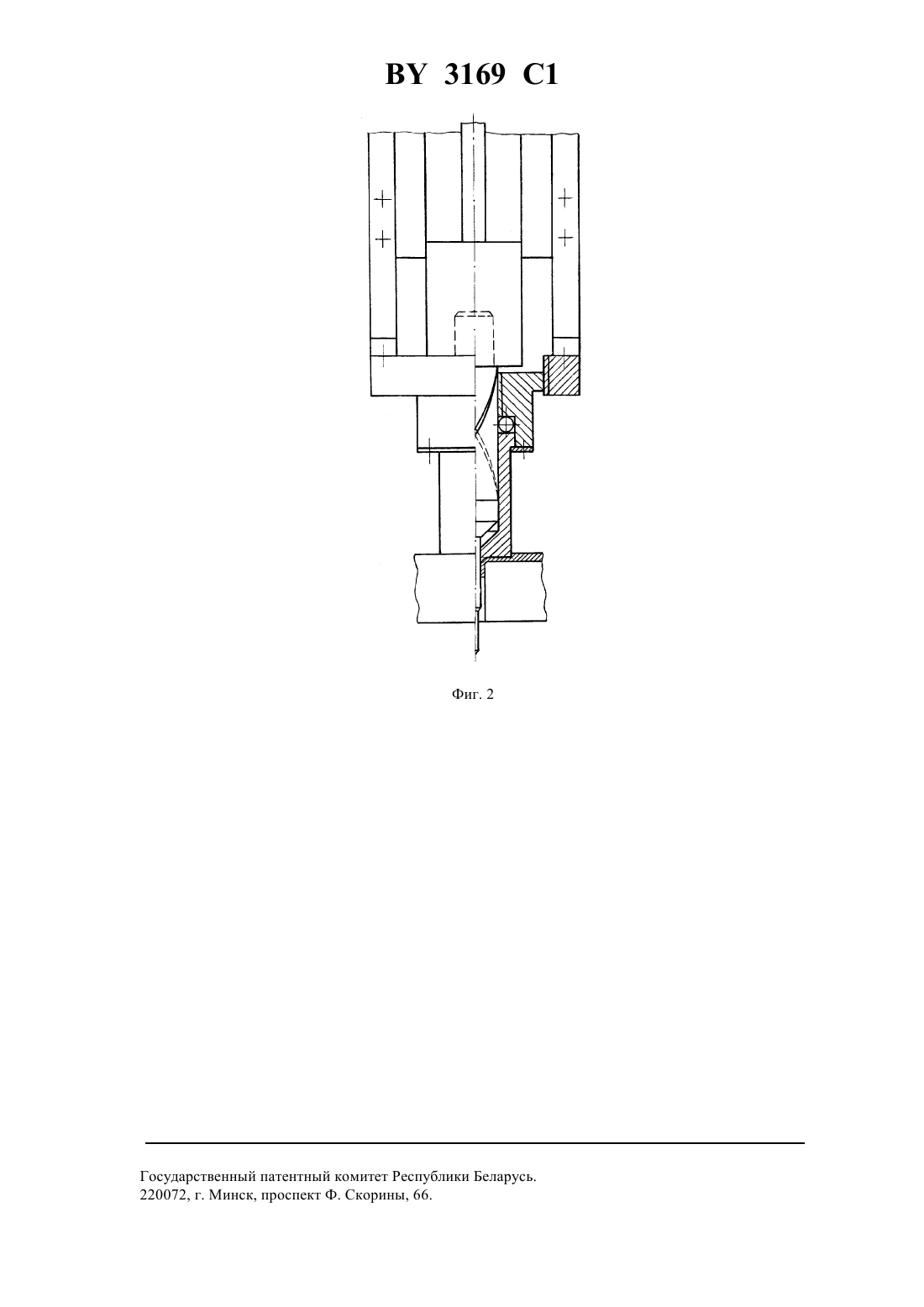
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(57) Штамп для отбортовки, содержащий матрицу, отбортовочный пуансон и охватывающий его нажимной пуансон, отличающийся тем, что на верхнем участке отбортовочного пуансона выполнена двухзаходняя резьба с большим углом подъема витков, на указанном участке размещена круглая передающая гайка,имеющая на внешней поверхности упорную резьбу с шагом, отличным от шага резьбы отбортовочного пуансона, на ней установлена опорная гайка, жестко закрепленная на станине пресса, а между передающей гайкой и нажимным пуансоном смонтирован упорный подшипник.(56) 1. Романовский В.П. Справочник по холодной штамповке. Л. Машиностроение, 1979, с. 225, рис. 191. 2.1771848 1, 1992. 3.1827308 1, 1993. Фиг. 1 Изобретение относится к обработке металлов давлением, конкретно к отбортовке отверстий под резьбу. Известны пуансоны для отбортовки с утонением 1, отбортовка получается высокой, но стенки тонкие и не годятся для нарезки резьбы. 3169 1 Известны штампы для отбортовки 2, 3. Штампы сложны. Помимо набора соосных деталей в три слоя,две пружины, две пары клиньев внутри них. Штампы сложны в изготовлении и несовершенны касательно технологии отбортовки, так как предварительно пробитое отверстие вначале подвергается деформации для создания условий течения выдавливаемого с периферии металла, металл выдавливается с периферии отдельной операцией, после этого начинается третья фаза, т.е. непосредственно отбортовка и калибровка. Нет процесса непрерывного течения металла, что не может не отразиться на качестве. Задача, решаемая изобретением - улучшение технологического процесса отбортовки и упрощение конструкции штампа. Задача решается тем, что штамп содержит матрицу, отбортовочный пуансон и охватывающий его нажимной пуансон, причем на верхнем участке отбортовочного пуансона выполнена двухзаходняя резьба с большим углом подъема витков, на указанном участке размещена круглая передающая гайка, имеющая на внешней поверхности упорную резьбу с шагом, отличным от шага резьбы отбортовочного пуансона, на ней установлена опорная гайка, жестко закрепленная на станине пресса, а между передающей гайкой и нажимным пуансоном смонтирован упорный подшипник. Изменена обычная схема крепления штампа частично на ползуне - пуансон, частично - опорная гайка на верхней неподвижной части станины. Связь между верхними частями штампа осуществляется двумя гайками с различными резьбами, в результате чего скорости движения пуансонов различны малая у нажимного пуансона и большая - у отбортовочного. Таким образом, течение металла происходит в одном неразрывном процессе, что должно влиять на качество. На фиг. 1 изображен общий вид штампа в верхнем положении на фиг. 2 - то же в нижнем положении, по окончании операции отбортовки. Штамп содержит отбортовочный пуансон 1 (фиг. 1), который жестко крепится в ползуне пресса и имеет на верхнем участке двухзаходнюю резьбу 2 с большим углом подъема витков, на резьбе пуансона установлена круглая передающая гайка 3, имеющая на внешней поверхности упорную резьбу и опирающаяся через опорный подшипник 4 на нажимной пуансон 5, под которым размещается матрица 6 передающая гайка 3 своей внешней упорной резьбой входит в опорную гайку 7, которая жесткими стойками 8 крепится к неподвижной станине пресса. Штамп работает следующим образом. При опускании ползуна пресса отбортовочный пуансон 1 проходит через передающую гайку 3 и поворачивает ее на двухзаходней резьбе 2, передающая гайка 3, вращаясь одновременно на внутренней и на внешней резьбах опускается вниз, так как опорная гайка 7 жестко закреплена в стойках 8. Вместе с передающей гайкой 3 опускается нажимной пуансон 5. Вследствие различия резьб отбортовочный пуансон 1 и нажимной пуансон 5 движутся с различными скоростями и проходят различные отрезки пути в единицу времени. При соприкосновении нажимного пуансона 5 с металлом, лежащим на матрице 6, начинает вращаться опорный подшипник 4, предотвращая трение нажимного пуансона 5 по обрабатываемому металлу. Прокол металлического листа происходит в первую очередь, дальнейшие операции выдавливания металла с периферии, осаживание его в отверстие матрицы, отбортовка и калибровка происходит одновременно. По окончании операции отбортовочный пуансон 1, поднимаясь вверх, будет вращать передающую гайку 3 в обратную сторону, а резьба опорной гайки 7 принудит передающую гайку 3 подняться в исходную позицию. Ша 1 Скорости пуансонов 1 и 5 будут соотноситься как величины их шагов резьб, т.е. и могут варьироШ 2 ваться в очень широких пределах, что позволяет и процесс отбортовки вести с оптимальными параметрами. Возможно также в целях сокращения габаритов штампа по высоте опорную резьбу сделать переменной по шагу одну часть с крупным шагом, другую - с малым, т.е. практически на опорной гайке 7 сделать два симметричных кулачковых паза, а на передающей гайке 3 - два пальца. В этом случае на первой фазе нажимной пуансон быстро опустится на материал, далее выдавливание будет происходить на очень малой скорости. Техническим результатом изобретения является улучшенная технология образования высокого борта и улучшенное качество получаемой отбортовки. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B21D 19/00
Метки: штамп, отбортовки
Код ссылки
<a href="https://by.patents.su/3-3169-shtamp-dlya-otbortovki.html" rel="bookmark" title="База патентов Беларуси">Штамп для отбортовки</a>
Штамп для изготовления фасонных изделий
Номер патента: 123
Опубликовано: 30.09.1994
Автор: Павлов Лев Григорьевич
МПК: B21K 1/12, B21J 13/02
Метки: штамп, фасонных, изделий, изготовления
Текст:
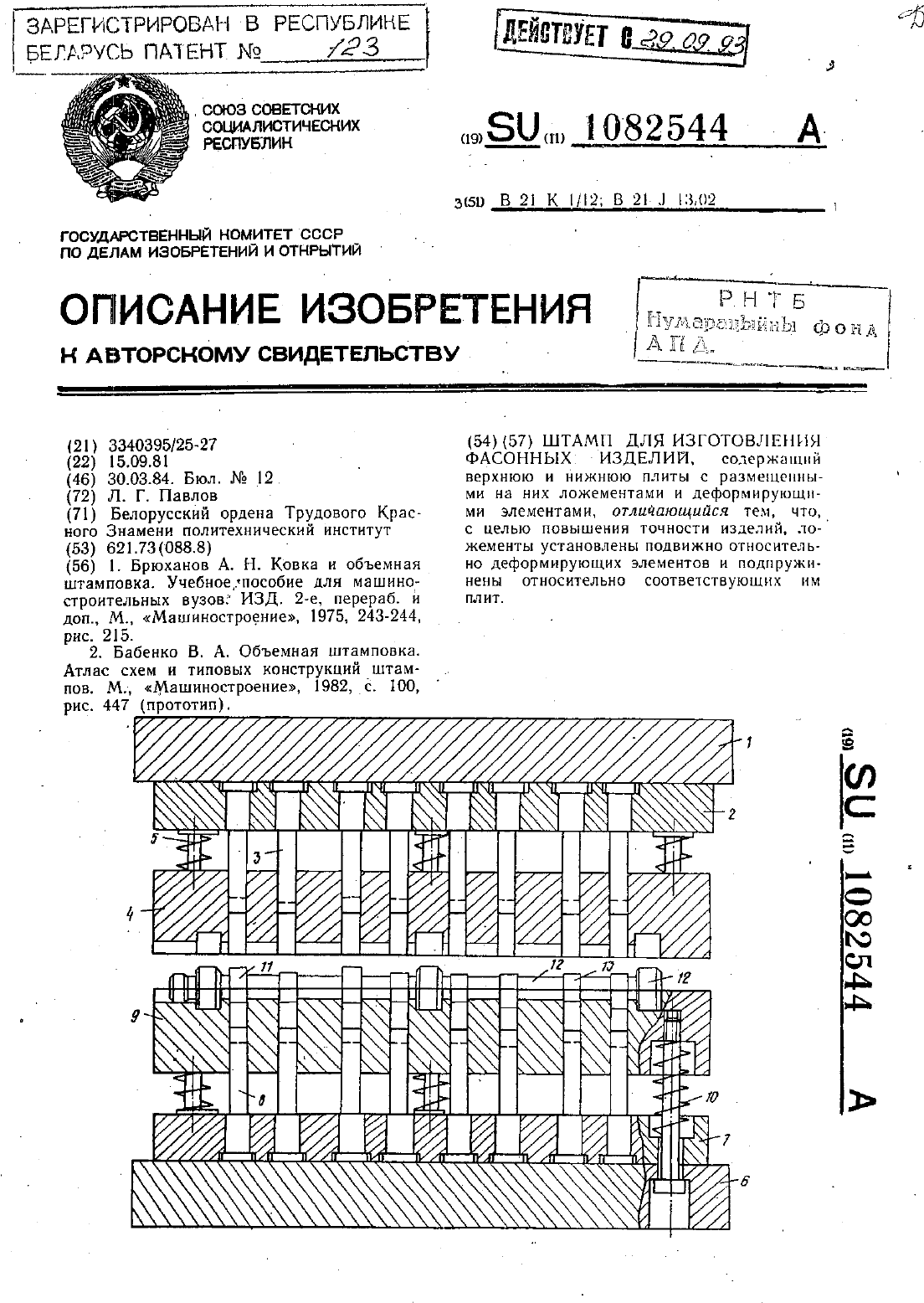
...точность изделий и повышенный расход металла. Цель изобретения - повышение точности изделий и снижение расхода металла.УКЗЗЗННЗЯ ЦЕЛЬ ДОСТИГЗЕТСЯ ТЕМ, ЧТО В штампе для изготовления фасонных изделий, содержащем верхнюю и нижнюю плиТЫ С размещенными на НИХ ложементами и деформирующими элементами, ложементы установлены подвижно относительно деформирующих элементов и подпружннены относительно соответствующих им плит.На чертеже показан...
Штамп для изготовления поковок с удлиненной осью и отростком

Номер патента: U 60
Опубликовано: 30.12.1999
Авторы: Юркевич Сергей Альбертович, Горностай Анатолий Васильевич, Горностай Анатолий Анатольевич, Гиль Николай Дмитриевич
МПК: B21K 1/12
Метки: изготовления, осью, штамп, поковок, удлиненной, отростком
Текст:
...Завершается штамповка, вторым этапом, при неподвижном ручье с обжатием полуфабриката по всей гравюре на коротком участке рабочего хода, окончательно преобразуя его объем в поковку велошатуна. Продолжительность второго этапа устанавливается регулируемыми упорами, ограничивающими ход пуансона и подвижной верхней плиты. На фиг.1 показан продольный разрез предлагаемого штампа в исходном состоянии на фиг. 2 - вид А на фиг. 1 на фиг. 3 - продольный...
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30
Метки: точечной, электрод, контактной, сварки
Текст:
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Способ соединения наложенных друг на друга металлических листов местной пластической деформацией и устройство для осуществления способа.
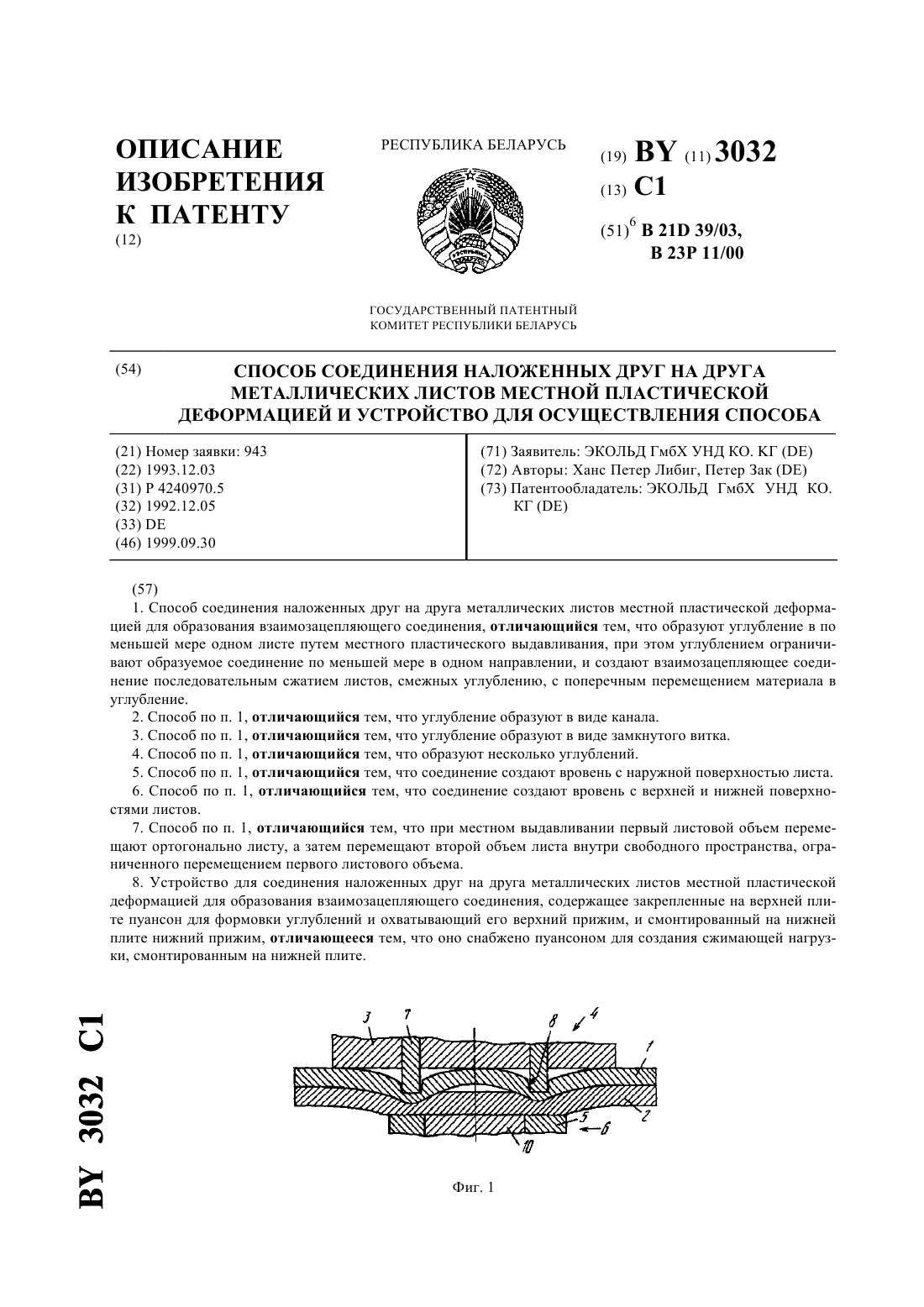
Номер патента: 3032
Опубликовано: 30.09.1999
Авторы: Ханс Петер Либиг, Петер Зак
МПК: B21D 39/03, B23P 11/00
Метки: друг, соединения, металлических, способа, осуществления, наложенных, устройство, способ, местной, друга, листов, пластической, деформацией
Текст:
...второго объема листа внутри свободного пространства, ограниченного перемещением первого листового объема. При этом устройство для соединения наложенных друг на друга металлических листов местной пластической деформацией для образования взаимозацепляющего соединения снабжено пуансоном для создания сжимающей нагрузки, смонтированным на нижней плите. Пуансон для формовки может быть выполнен трубчатым, а пуансон для создания сжимающей...
Устройство для изготовления полых погонажных изделий из пресс-масс
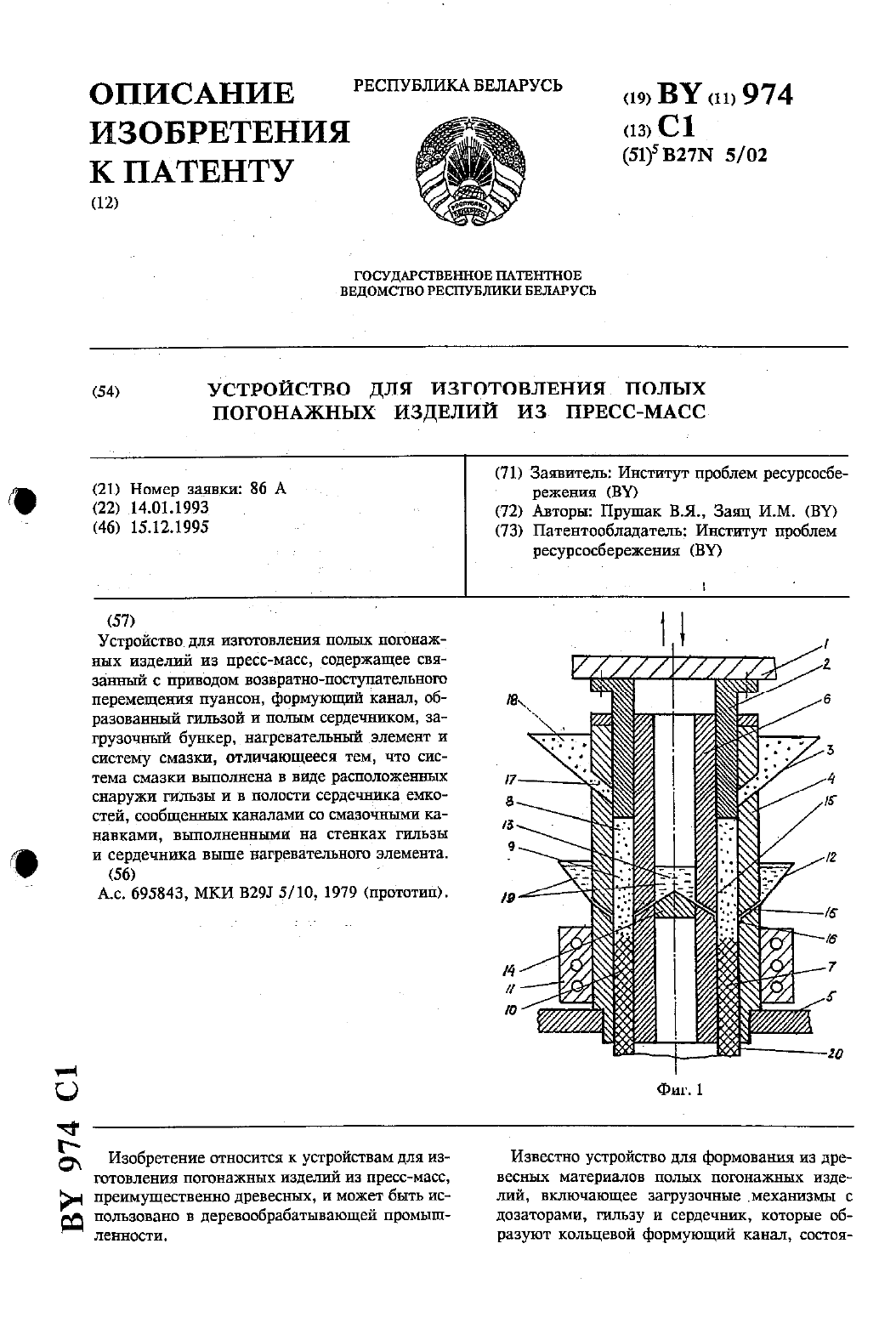
Номер патента: 974
Опубликовано: 15.12.1995
Авторы: Прушак Виктор Яковлевич, Заяц Ирина Михайловна
МПК: B27N 5/02
Метки: изделий, полых, устройство, изготовления, пресс-масс, погонажных
Текст:
...канал, образованный гшпазой и полым сердечником, загрузочный бункер, нагревателцьнъгй элемент и систему смазки, выполненную в виде расположенных снаружи гильзы и в полости сердечнтпса емкостей, сообщенных каналами со смазочньшш канавками,выполненными на стенках гильзы и сердечника выше нагреватешшого элемента.На фиг. 1 изображено предлагаемое устройство в разрезе. На фиг. 2 изображена часть развертки поверхности гильзы или сердечника со...
Предыдущий патент: Ветродвигатель
Следующий патент: Способ восстановления состоящего из частиц оксидсодержащего материала и установка для его осуществления
Случайный патент: Способ получения рельефного изображения на изделии