Покрышка пневматической шины
Номер патента: U 10028
Опубликовано: 30.04.2014
Авторы: Скороход Роман Александрович, Ненахов Александр Борисович
Текст
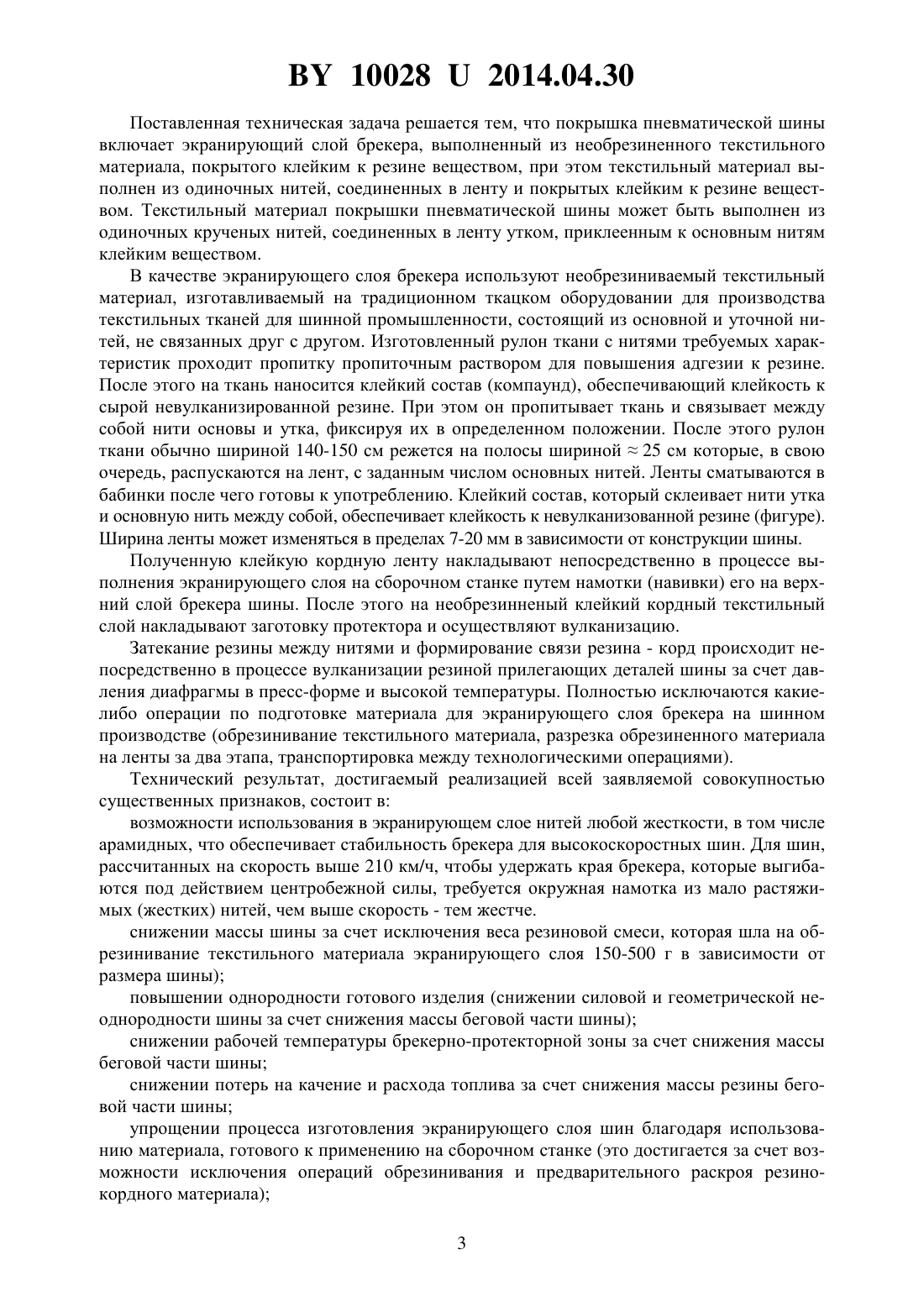
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Общество с ограниченной ответственностью Холдинговая Компания Лойл НЕФТЕХИМ(72) Авторы Ненахов Александр Борисович Скороход Роман Александрович(73) Патентообладатель Общество с ограниченной ответственностью Холдинговая Компания Лойл НЕФТЕХИМ(57) 1. Покрышка пневматической шины, включающая экранирующий слой брекера, выполненный из необрезиненного текстильного материала, покрытого клейким к резине веществом, отличающаяся тем, что текстильный материал выполнен из одиночных нитей,соединенных в ленту и покрытых клейким к резине веществом. 2. Покрышка пневматической шины по п. 1, отличающаяся тем, что текстильный материал выполнен из одиночных крученых нитей, соединенных в ленту утком, приклеенным к основным нитям клейким веществом. Полезная модель относится к области транспортных средств, в частности к покрышкам автомобильных пневматических шин с экранирующим слоем из текстильного корда. Известны пневматические шины, включающие экранирующий слой, выполненный из армированных деталей, состоящих из предварительно обрезиненных (каландрированных) полос текстильной кордной ткани необходимой ширины. 100282014.04.30 Известна пневматическая шина, в частности ее армированные детали, получаемая из предварительно обрезиненной (каландрированной) текстильной кордной ткани, разрезанной на полосы необходимой ширины 1. Пневматическая шина состоит из обрезиненных слоев - каркаса, брекера с наложенным на них экранирующим слоем необходимой ширины. Способ изготовления такой шины состоит в наложении (намотке) в процессе сборки шины на брекерный барабан последовательно обрезиненных слоев брекера, на который накладывают экранирующий слой необходимой ширины 2. Однако в настоящее время такие шины могут быть изготовлены только при использовании старого оборудования и только для низкоскоростных шин. При изготовлении высокоскоростных шин с жесткими требованиями по однородности для изготовления экранирующего слоя используют узкую армированную ленту, накладываемую намоткой на верхний слой брекера. Узкую армированную обрезиненную ленту получают из разрезанного исходного обрезиненного рулона кордной ткани (ширина 1350-1500 мм) на ленты шириной 40-60 мм, которые в дальнейшем разрезают на ленты шириной 10-14 мм (производится в 2 этапа). При производстве получается большой процент брака, т.к. сложно сделать разрез, не задевая основные нити,которые не видны в обрезиненном состоянии, кроме того, намотанная на бобины узкая лента из невулканизированной резины не может храниться более 2-3 дней. Также приходится часто останавливать линию раскроя экранирующего слоя для смены режущих ножей, срок службы которых ограничен, что в конечном итоге ведет к удорожанию и усложнению процесса производства шин. Известны пневматические шины, содержащие экранирующий слой из обрезиненных лент, полученных из монокорда. Обрезиненные ленты изготовляют на специальном каландре из одиночного пропитанного и термообработанного корда. В этом случае отходов существенно меньше, но монокорд имеет значительно более высокую стоимость, чем кордная ткань в полотне, в связи с чем заметно возрастает себестоимость шин 3. Известна пневматическая шина, имеющая экранирующий слой брекера из необрезиненного клейкого материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей. Этот слой изготавливается практически без отходов, и материал для брекера имеет длительный срок хранения 4. Использование сдвоенных нитей указанного материала ограничивает возможность получения материала высокой жесткости,необходимой для шин с высокой разрешенной скоростью (210 км/ч и более), и невозможно для текстильных материалов с очень жесткими нитями (например, для арамидных нитей). Известны также конструкции экранирующего слоя брекера из необрезиниваемого клейкого материала, в которых используется прикрепление основной нити к уточной дополнительной третьей ниткой 5. Это требует использования специального оборудования для производства - оригинального ткацкого станка. Кроме того, слой компаунда, наносимый на ленту, достаточно высок, поскольку третья связующая нитка увеличивает толщину компаундного слоя, что снижает адгезию резины к кордной нити. Известен также экранирующий слой брекера из ленты, выполненной из продольных нитей, соединенных между собой клейким компаундом 6. Для изготовления таких лент требуются специальное оборудовании либо установки для скрепления нитей (типа каландра). Кроме того, в этом случае для придания механической стабильности ленте требуется наличие достаточно толстого слоя компаунда (который минимально составляет 30-35 от веса ткани, 300-350 г/кг используемого материала), что снижает адгезию резины к текстильному материалу и снижает усталостную прочность конструкции. Снижение толщины слоя компаунда вызывает проблемы с механической стабильностью ленты в процессе производства шин. Техническая задача, на решение которой направлена заявляемая полезная модель, состоит в возможности использования в экранирующем слое нитей любой жесткости, в том числе арамидных, при одновременном снижении массы беговой части шины за счет уменьшения количества используемой резиновой смеси при упрощении известных способов. 2 100282014.04.30 Поставленная техническая задача решается тем, что покрышка пневматической шины включает экранирующий слой брекера, выполненный из необрезиненного текстильного материала, покрытого клейким к резине веществом, при этом текстильный материал выполнен из одиночных нитей, соединенных в ленту и покрытых клейким к резине веществом. Текстильный материал покрышки пневматической шины может быть выполнен из одиночных крученых нитей, соединенных в ленту утком, приклеенным к основным нитям клейким веществом. В качестве экранирующего слоя брекера используют необрезиниваемый текстильный материал, изготавливаемый на традиционном ткацком оборудовании для производства текстильных тканей для шинной промышленности, состоящий из основной и уточной нитей, не связанных друг с другом. Изготовленный рулон ткани с нитями требуемых характеристик проходит пропитку пропиточным раствором для повышения адгезии к резине. После этого на ткань наносится клейкий состав (компаунд), обеспечивающий клейкость к сырой невулканизированной резине. При этом он пропитывает ткань и связывает между собой нити основы и утка, фиксируя их в определенном положении. После этого рулон ткани обычно шириной 140-150 см режется на полосы шириной 25 см которые, в свою очередь, распускаются на лент, с заданным числом основных нитей. Ленты сматываются в бабинки после чего готовы к употреблению. Клейкий состав, который склеивает нити утка и основную нить между собой, обеспечивает клейкость к невулканизованной резине (фигуре). Ширина ленты может изменяться в пределах 7-20 мм в зависимости от конструкции шины. Полученную клейкую кордную ленту накладывают непосредственно в процессе выполнения экранирующего слоя на сборочном станке путем намотки (навивки) его на верхний слой брекера шины. После этого на необрезинненый клейкий кордный текстильный слой накладывают заготовку протектора и осуществляют вулканизацию. Затекание резины между нитями и формирование связи резина - корд происходит непосредственно в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры. Полностью исключаются какиелибо операции по подготовке материала для экранирующего слоя брекера на шинном производстве (обрезинивание текстильного материала, разрезка обрезиненного материала на ленты за два этапа, транспортировка между технологическими операциями). Технический результат, достигаемый реализацией всей заявляемой совокупностью существенных признаков, состоит в возможности использования в экранирующем слое нитей любой жесткости, в том числе арамидных, что обеспечивает стабильность брекера для высокоскоростных шин. Для шин,рассчитанных на скорость выше 210 км/ч, чтобы удержать края брекера, которые выгибаются под действием центробежной силы, требуется окружная намотка из мало растяжимых (жестких) нитей, чем выше скорость - тем жестче. снижении массы шины за счет исключения веса резиновой смеси, которая шла на обрезинивание текстильного материала экранирующего слоя 150-500 г в зависимости от размера шины) повышении однородности готового изделия (снижении силовой и геометрической неоднородности шины за счет снижения массы беговой части шины) снижении рабочей температуры брекерно-протекторной зоны за счет снижения массы беговой части шины снижении потерь на качение и расхода топлива за счет снижения массы резины беговой части шины упрощении процесса изготовления экранирующего слоя шин благодаря использованию материала, готового к применению на сборочном станке (это достигается за счет возможности исключения операций обрезинивания и предварительного раскроя резинокордного материала) 3 100282014.04.30 обеспечивается механическая прочность ленты для экранирующего слоя, достаточная для производства шин минимум, за счет склеивания между собой нитей утка и основных нитей при малом количестве клейкого материала (минимум 8-15 от веса готового кордного материала), что, в свою очередь, ведет к уменьшению толщины слоя покрытия и обеспечивает повышенную адгезию резины к текстильному материалу (в процессе намотки лента движется по сложной системе направляющих роликов с высокой скоростью и ускорением) текстильный необрезиниваемый материал для экранирующего слоя может производится на традиционных для шинных материалов ткацких стайках расширении арсенала устройств того же назначения. Достигаемый положительный эффект заключается также в повышении эффективности производства за счет экономии энерго- и трудоресурсов и снижения амортизационных отчислений ввиду исключения операций обрезинивания и раскроя резинокордного материала при снижении расхода резины и, соответственно, снижении веса шины и повышении потребительских качеств готового изделия. Кроме того, за счет использования традиционных для шинных текстильных материалов ткацких станков не требуется смена станочного парка для производства данного материала и при его применении не возникает проблем с усталостной адгезионной прочностью за счет малой толщины клейкого вещества. На фигуре представлена структура армированной ленты, используемой в качестве экранирующего слоя брекера, выполненной из необрезиненного текстильного материала,выполненного из кордных нитей, перевитых уточной нитью, покрытых клейким к резине веществом - клейким компаундом. В таблице приведены данные испытаний шины 195/5515, изготовленной существующим и предлагаемым способами. Показатели шины 195/5515 с различной конструкцией экранирующего слоя (расчет) Показатель Существующая конструкция Предлагаемая конструкция 2 слоя м/к - 20,302 слоям/к - 20,30 намотка 1 слоя лентынамотка 2 слоев ленты Конструкция брекера необрезиненного клейкою обрезиненного анидного анидного материала корда 11 (14001) с основной нитью 18001 Вес шины, кг 8,33 7,8 Максимальная скорость 240 км/ч 240 км/ч Потери на качение 10095 Максимальная температура в угловой зоне шины 123 118 при 260 км/ч (расчет) Предложенные конструкции шин могут быть изготовлены в серийном производстве на имеющемся стандартном оборудовании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B60C 9/18, B29D 30/08
Метки: шины, покрышка, пневматической
Код ссылки
<a href="https://by.patents.su/4-u10028-pokryshka-pnevmaticheskojj-shiny.html" rel="bookmark" title="База патентов Беларуси">Покрышка пневматической шины</a>
Покрышка пневматической шины радиальной конструкции
Номер патента: 3866
Опубликовано: 30.06.2001
Авторы: Кузьмин Борис Семенович, Боровский Александр Васильевич, Котляров Иван Николаевич, Терехов Анатолий Иванович, Барташевич Валерий Францевич, Кулешова Людмила Ивановна, Ройтбурд Исаак Шлемович, Гаврилов Борис Георгиевич
МПК: B60C 9/08
Метки: покрышка, шины, радиальной, конструкции, пневматической
Текст:
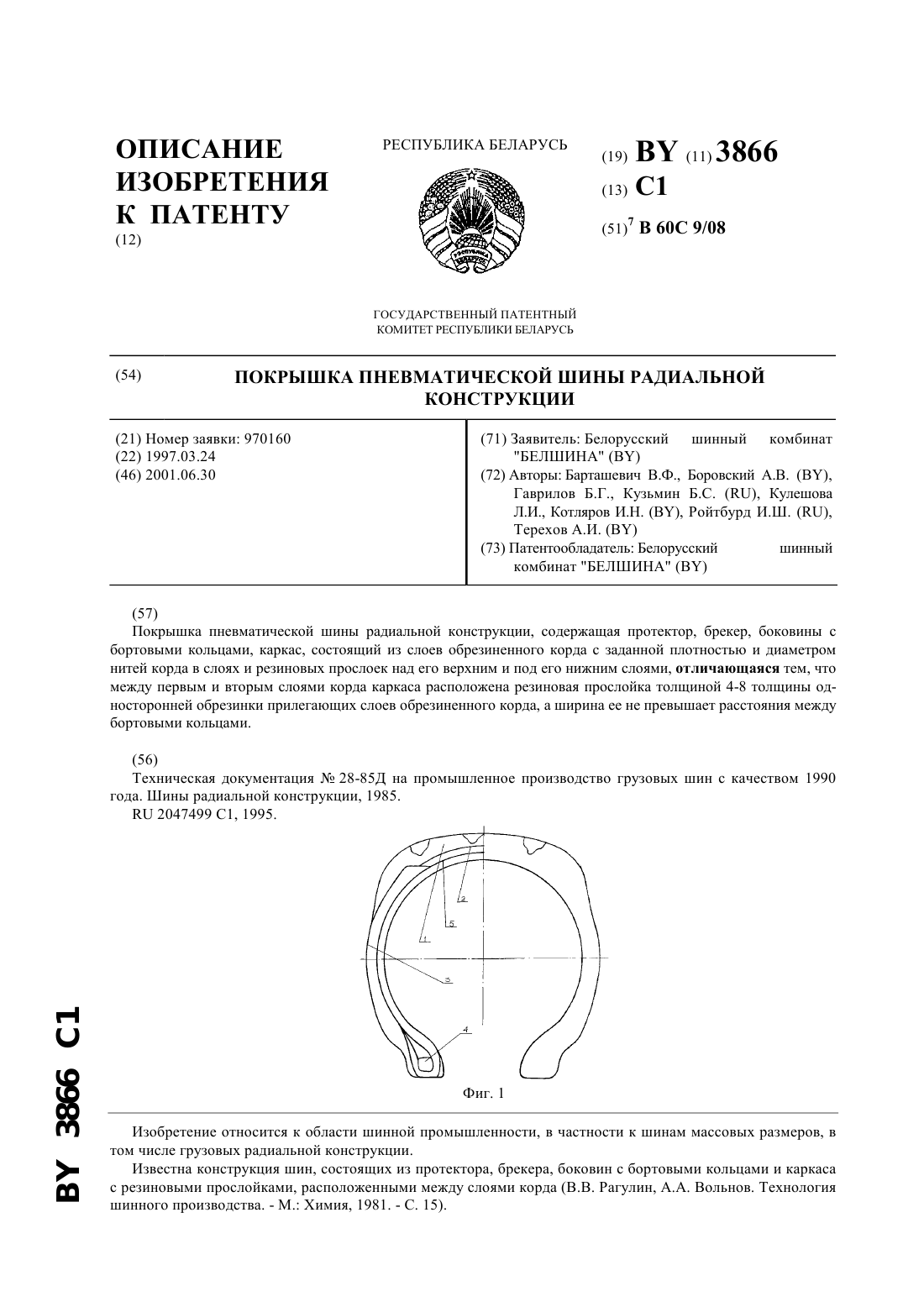
...00.073 Д 1 на шину 8.2520 мод.КИ-63, стр.148-150). Основными недостатками существующих конструкций покрышек явятся следующие. Нити корда в слоях каркаса имеют разное натяжение, что обусловлено рядом технологических причин извилистостью нитей в обрезиненном корде, неравномерностью вытяжки кордного полотна при его закатке, раскатке и сборке шин, неравномерностью прилагаемых усилий при обработке борта шины. Нити в верхних...
Покрышка пневматической шины
Номер патента: U 664
Опубликовано: 30.09.2002
Авторы: Басс Юрий Павлович, Кулешова Людмила Ивановна, Терехов Анатолий Иванович, Бабынина Галина Михайловна, Барташевич Валерий Францевич, Боровский Александр Васильевич, Поляков Аркадий Кириллович, Вольнов Анатолий Алексеевич
МПК: B60C 15/06, B60C 9/00
Метки: шины, покрышка, пневматической
Текст:
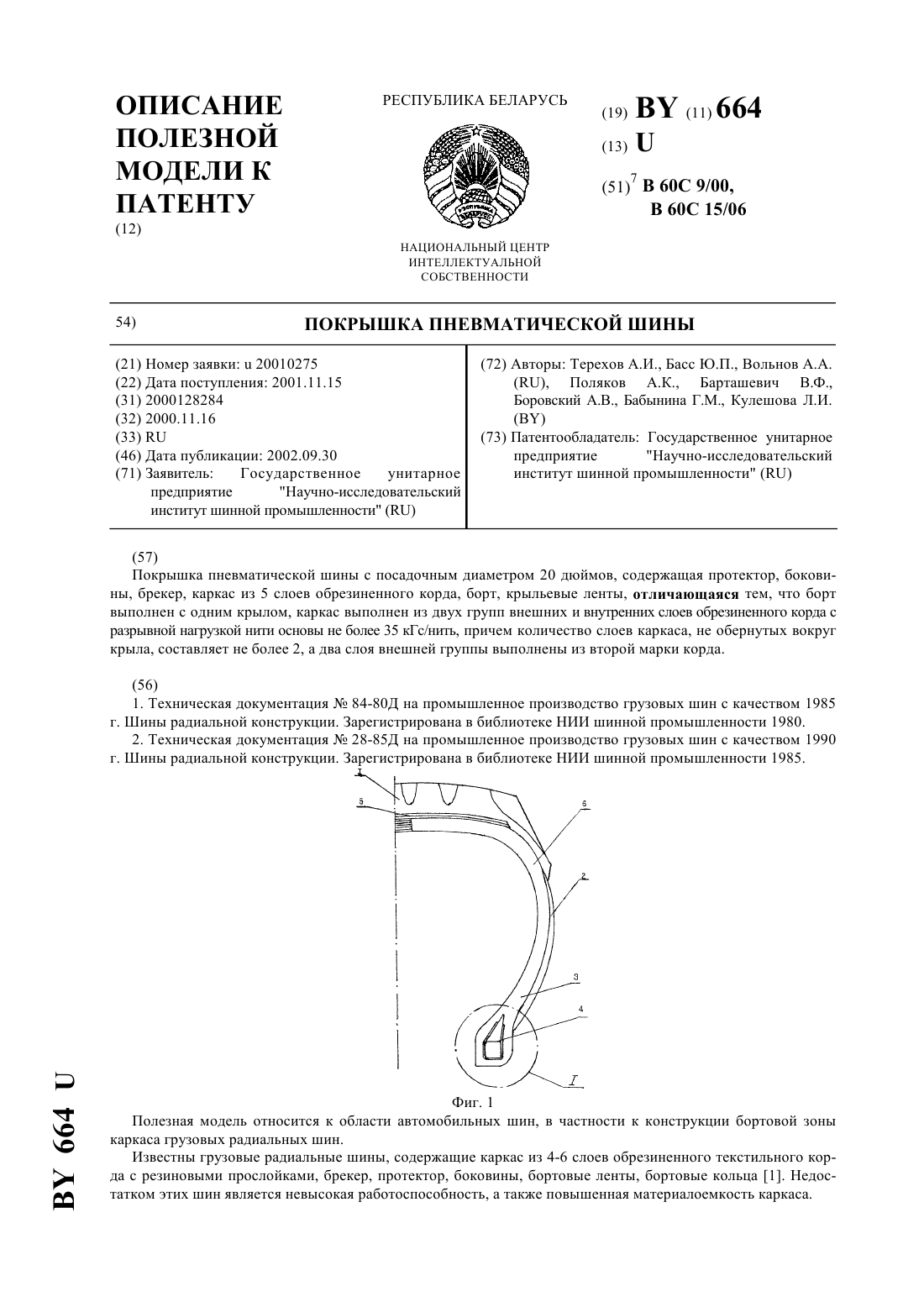
...за счет более эффективного использования конструкционных материалов в бортовой зоне, при этом в борте шины используется одно бортовое крыло, а четвертый и пятый слои каркаса изготавливают из второй марки корда, плотность которого меньше плотности остальных слоев каркаса. Это решение позволяет снизить энергоемкость и трудоемкость производства шин. Сущность технического решения поясняется чертежами. На фиг. 1 представлено меридиональное...
Покрышка пневматической шины
Номер патента: U 662
Опубликовано: 30.09.2002
Авторы: Терехов Анатолий Иванович, Басс Юрий Павлович, Вольнов Анатолий Алексеевич, Бабынина Галина Михайловна, Поляков Аркадий Кириллович, Боровский Александр Васильевич, Барташевич Валерий Францевич
МПК: B60C 9/00
Метки: шины, пневматической, покрышка
Текст:
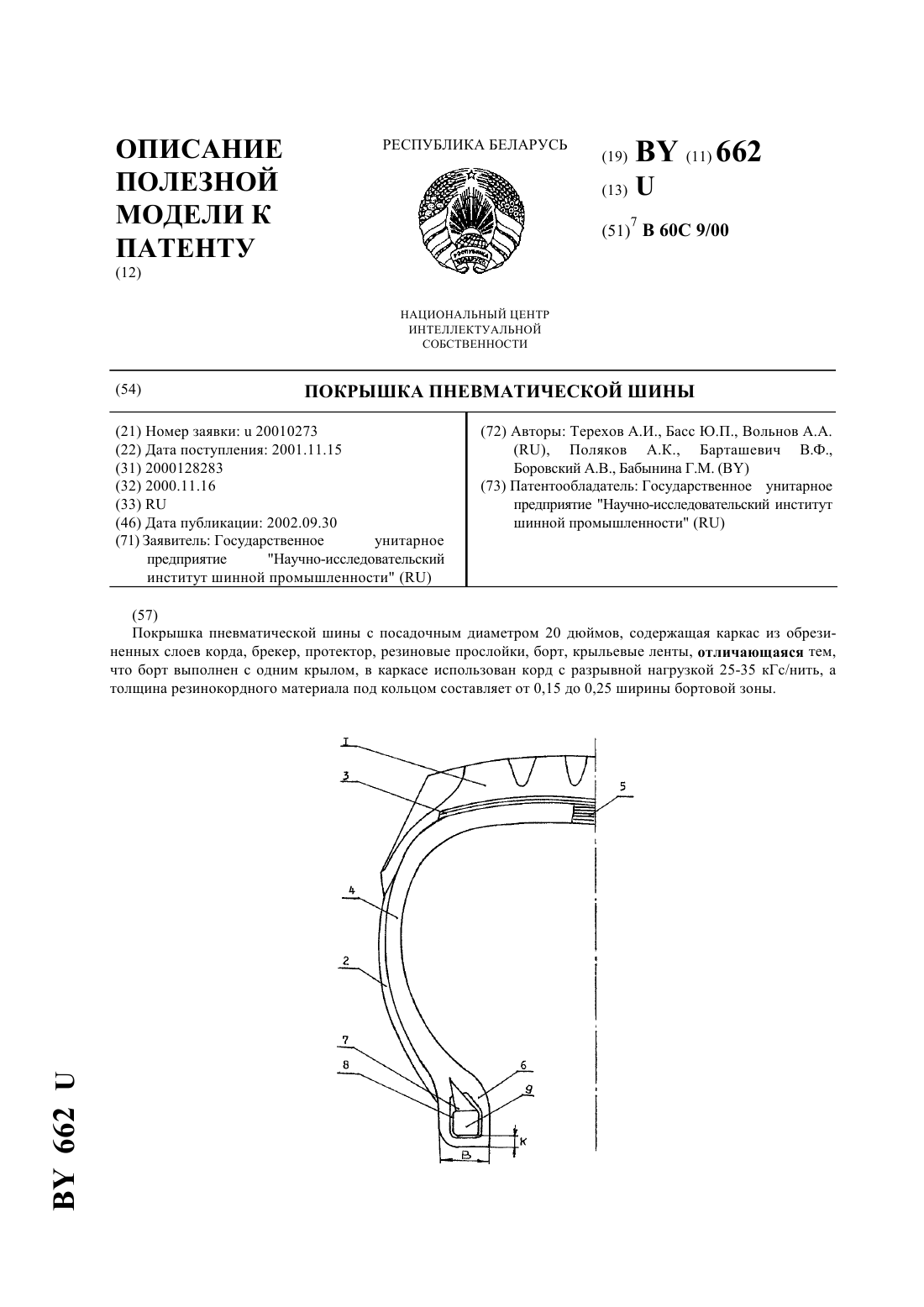
...25-35 кГс/нить, а толщина резинокордного материала под кольцом составляет от 0,15 до 0,25 ширины бортовой зоны. Сущность технического решения поясняется рисунком, на котором представлено меридиональное сечение покрышки пневматической шины. Покрышка пневматической шины содержит протектор 1, боковину 2,брекер 3, каркас 4, состоящий из слоев обрезиненного корда 5, борт 6 с бортовым крылом 7, крыльевую ленту 8, бортовое кольцо 9, В - ширина...
Покрышка пневматической сельскохозяйственной шины
Номер патента: U 663
Опубликовано: 30.09.2002
Авторы: Терехов Анатолий Иванович, Барташевич Валерий Францевич, Поляков Аркадий Кириллович, Вольнов Анатолий Алексеевич, Юшкевич Сергей Владимирович, Гуща Василий Михайлович, Потапов Владимир Петрович, Басс Юрий Павлович
МПК: B60C 9/00
Метки: покрышка, шины, сельскохозяйственной, пневматической
Текст:
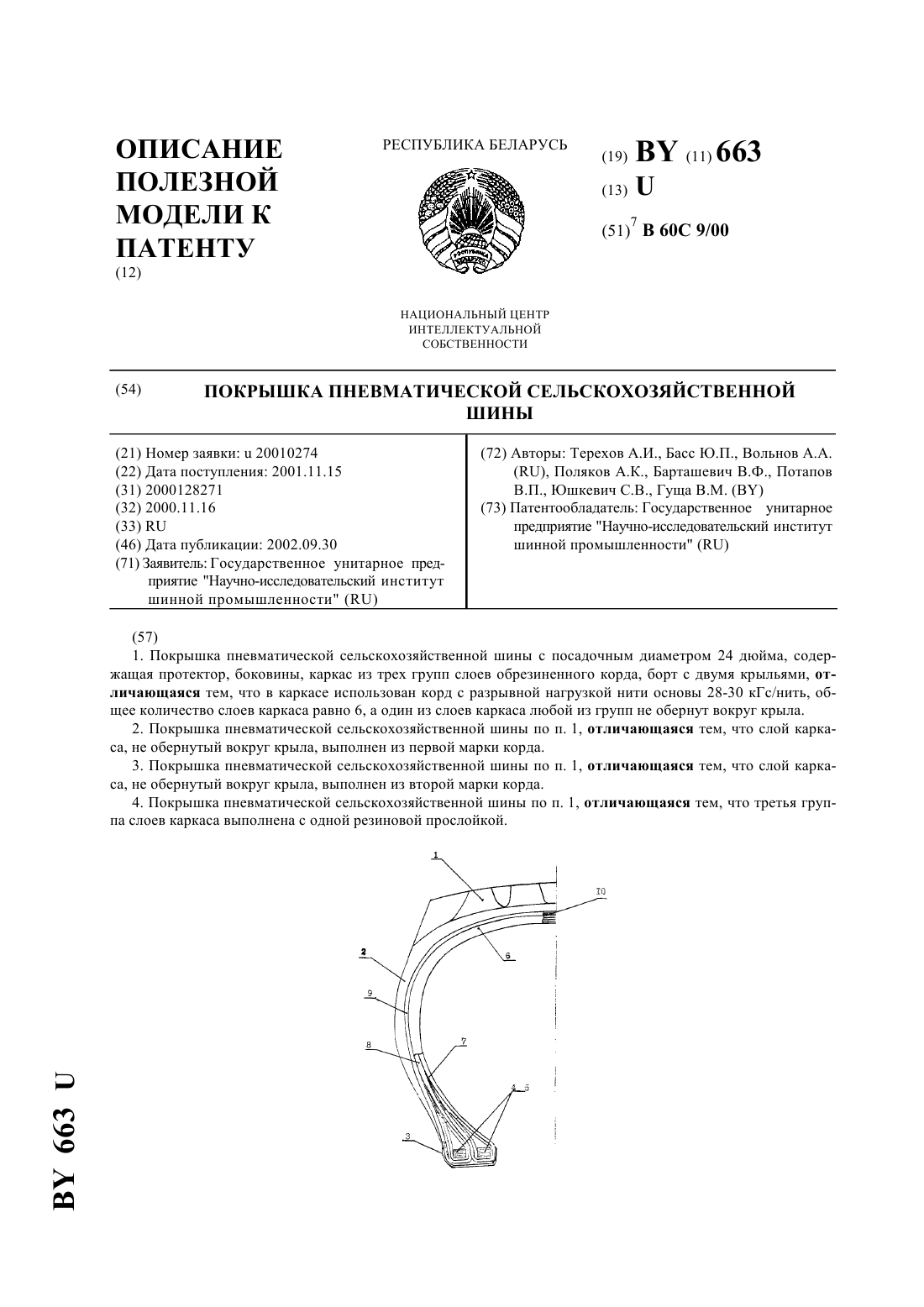
...результатом предложенного решения является уменьшение массы армирующего материала каркаса при сохранении общей работоспособности шины, снижение трудоемкости и энергоемкости изготовления шины. Для достижения технического результата в покрышке пневматической сельскохозяйственной шины с посадочным диаметром 24 дюйма, содержащей протектор, боковины, каркас из трех групп обрезиненных слоев корда, борт с двумя крыльями, согласно полезной модели...
Покрышка пневматической шины
Номер патента: 12917
Опубликовано: 28.02.2010
Авторы: Вольнов Анатолий Алексеевич, Ненахов Александр Борисович, Скороход Роман Александрович, Гальперин Леонид Романович, Кавторев Николай Дмитриевич, Кудрявцев Евгений Павлович
МПК: B60C 9/04
Метки: покрышка, шины, пневматической
Текст:
...признаков, состоит 2 12917 1 2010.02.28 в повышении разрывной прочности материала корда без существенного увеличения диаметра нити в повышении прочности связи корд каркаса - резина в разработке конструкций шин с применением корда с повышенной разрывной прочностью материала каркаса в повышении или не ухудшении выходных показателей шин в эксплуатации создание шин с повышенными показателями нагрузки и категории скорости. Выполнение...
Предыдущий патент: Куртка-кенгуру
Следующий патент: Выключатель-маячок
Случайный патент: Способ изготовления твердых планарных источников бора при создании полупроводниковых приборов и интегральных схем