Способ одновременной двусторонней обработки деталей со сферическими поверхностями
Номер патента: 7911
Опубликовано: 30.04.2006
Текст
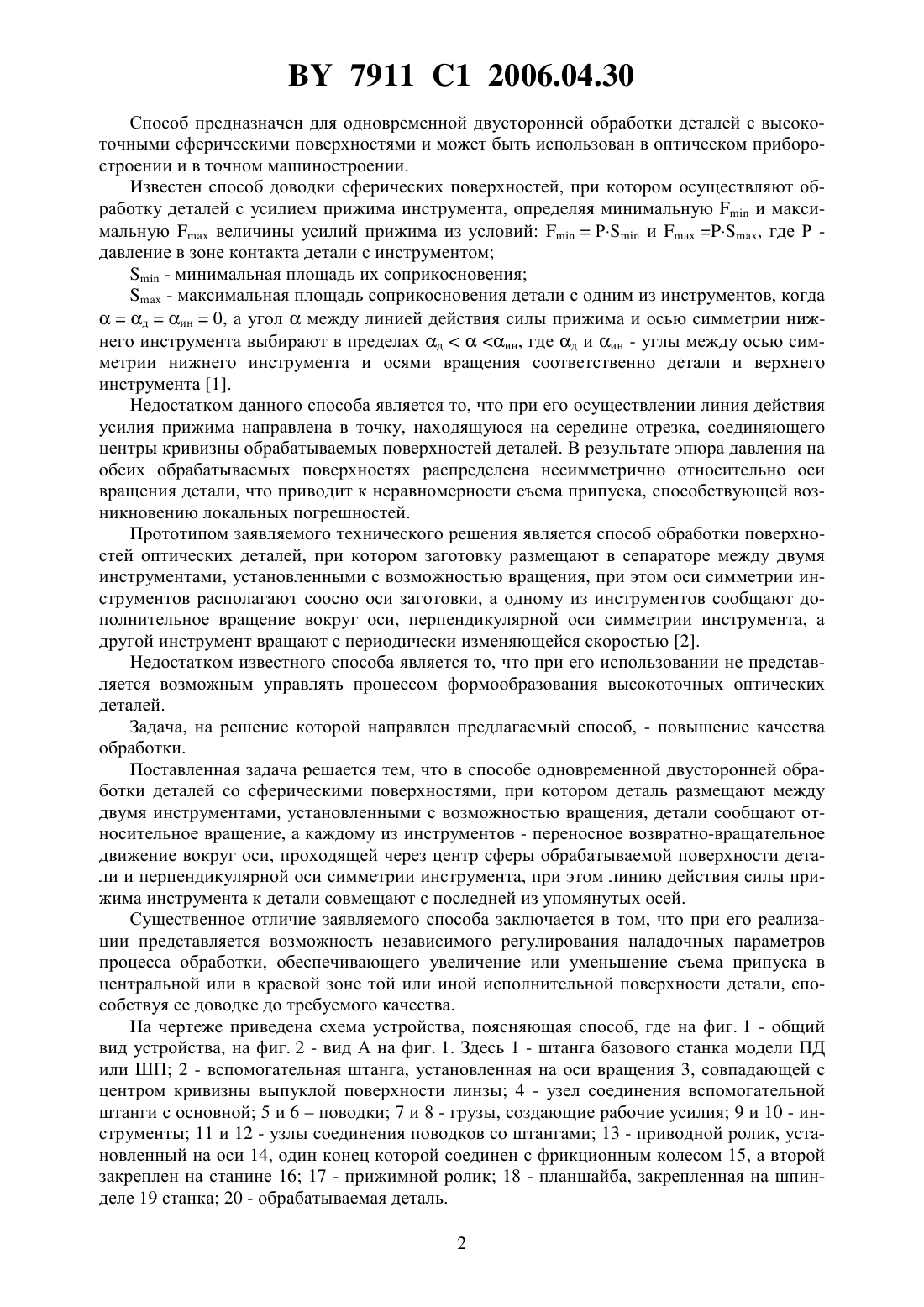
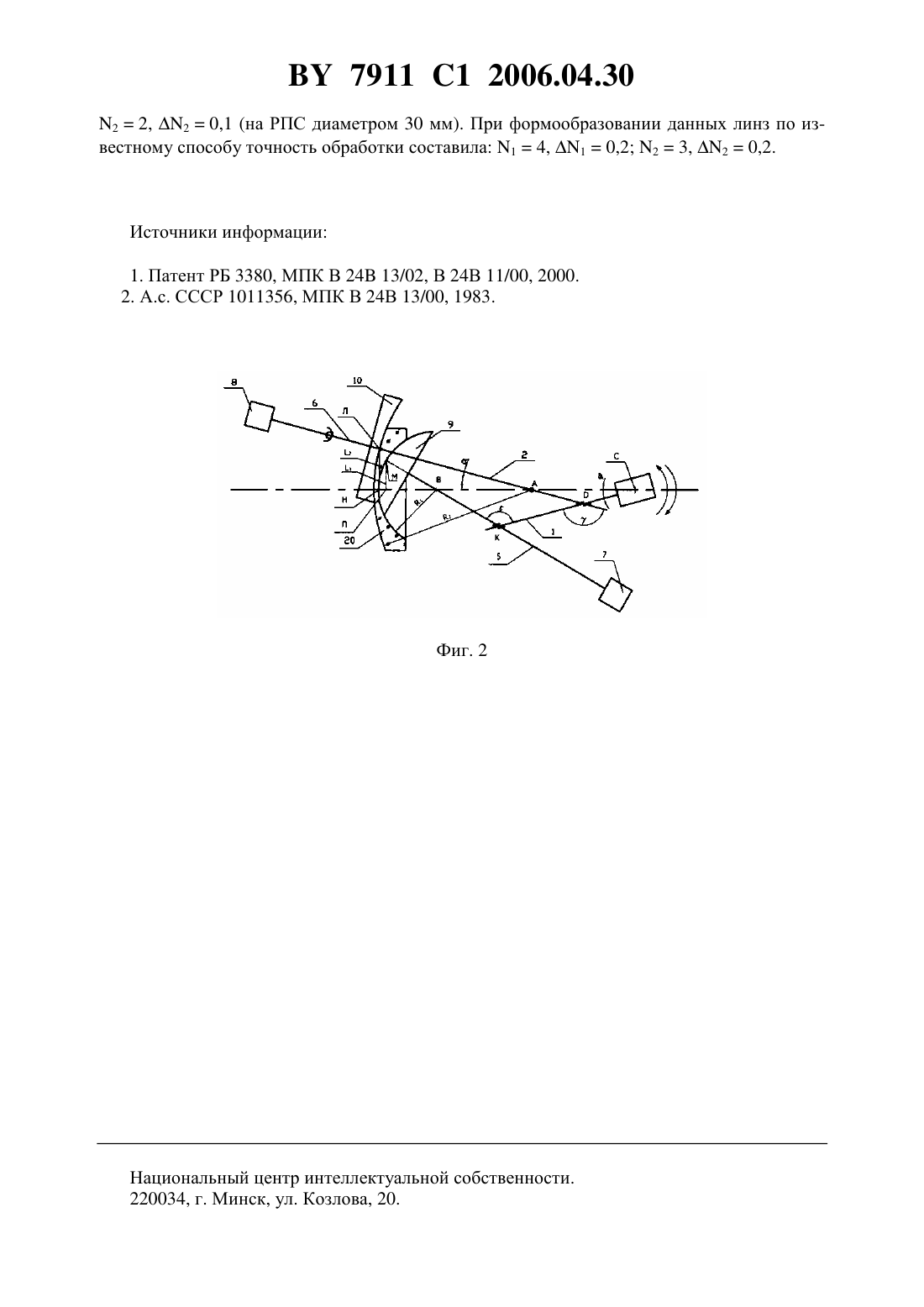
(51)24 13/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОДНОВРЕМЕННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ СО СФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Козерук Альбин Степанович Филонов Игорь Павлович(73) Патентообладатель Белорусский национальный технический университет(57) Способ одновременной двусторонней обработки деталей со сферическими поверхностями, при котором деталь размещают между двумя инструментами, установленными с возможностью вращения, отличающийся тем, что детали сообщают относительное вращение, а каждому из инструментов - переносное возвратно-вращательное движение вокруг оси, проходящей через центр сферы обрабатываемой поверхности детали и перпендикулярной оси симметрии инструмента, при этом линию действия силы прижима инструмента к детали совмещают с последней из упомянутых осей. 7911 1 2006.04.30 Способ предназначен для одновременной двусторонней обработки деталей с высокоточными сферическими поверхностями и может быть использован в оптическом приборостроении и в точном машиностроении. Известен способ доводки сферических поверхностей, при котором осуществляют обработку деталей с усилием прижима инструмента, определяя минимальнуюи максимальнуювеличины усилий прижима из условийР и, где Р давление в зоне контакта детали с инструментом- минимальная площадь их соприкосновения- максимальная площадь соприкосновения детали с одним из инструментов, когдадин 0, а уголмежду линией действия силы прижима и осью симметрии нижнего инструмента выбирают в пределах дин, где д и ин - углы между осью симметрии нижнего инструмента и осями вращения соответственно детали и верхнего инструмента 1. Недостатком данного способа является то, что при его осуществлении линия действия усилия прижима направлена в точку, находящуюся на середине отрезка, соединяющего центры кривизны обрабатываемых поверхностей деталей. В результате эпюра давления на обеих обрабатываемых поверхностях распределена несимметрично относительно оси вращения детали, что приводит к неравномерности съема припуска, способствующей возникновению локальных погрешностей. Прототипом заявляемого технического решения является способ обработки поверхностей оптических деталей, при котором заготовку размещают в сепараторе между двумя инструментами, установленными с возможностью вращения, при этом оси симметрии инструментов располагают соосно оси заготовки, а одному из инструментов сообщают дополнительное вращение вокруг оси, перпендикулярной оси симметрии инструмента, а другой инструмент вращают с периодически изменяющейся скоростью 2. Недостатком известного способа является то, что при его использовании не представляется возможным управлять процессом формообразования высокоточных оптических деталей. Задача, на решение которой направлен предлагаемый способ, - повышение качества обработки. Поставленная задача решается тем, что в способе одновременной двусторонней обработки деталей со сферическими поверхностями, при котором деталь размещают между двумя инструментами, установленными с возможностью вращения, детали сообщают относительное вращение, а каждому из инструментов - переносное возвратно-вращательное движение вокруг оси, проходящей через центр сферы обрабатываемой поверхности детали и перпендикулярной оси симметрии инструмента, при этом линию действия силы прижима инструмента к детали совмещают с последней из упомянутых осей. Существенное отличие заявляемого способа заключается в том, что при его реализации представляется возможность независимого регулирования наладочных параметров процесса обработки, обеспечивающего увеличение или уменьшение съема припуска в центральной или в краевой зоне той или иной исполнительной поверхности детали, способствуя ее доводке до требуемого качества. На чертеже приведена схема устройства, поясняющая способ, где на фиг. 1 - общий вид устройства, на фиг. 2 - вид А на фиг. 1. Здесь 1 - штанга базового станка модели ПД или ШП 2 - вспомогательная штанга, установленная на оси вращения 3, совпадающей с центром кривизны выпуклой поверхности линзы 4 - узел соединения вспомогательной штанги с основной 5 и 6 поводки 7 и 8 - грузы, создающие рабочие усилия 9 и 10 - инструменты 11 и 12 - узлы соединения поводков со штангами 13 - приводной ролик, установленный на оси 14, один конец которой соединен с фрикционным колесом 15, а второй закреплен на станине 16 17 - прижимной ролик 18 - планшайба, закрепленная на шпинделе 19 станка 20 - обрабатываемая деталь. 2 7911 1 2006.04.30 При настройке устройства учитывали, что, как показали дополнительные экспериментальные исследования, расстояние АД между осью 3 вращения вспомогательной штанги 2 и узлом 4 ее крепления с основной штангой 1 должно быть не менее 50 мм, а расстояние ВК - не менее 31. Установим аналитическую связь углаотклонения основной штанги с величиной размаха 1 и 2 (фиг. 2). Из треугольников ВМП и АДН следует, что(1 /1 )( 2 /2 ),где 1 и 2 - соответственно вогнутый и выпуклый радиусы кривизны обрабатываемых поверхностей линзы. В то же время, как следует из треугольников АСД и КСВ,1 Углыиопределим по теореме синусов из тех же треугольников АСД и КСВ Приравняв правые части соответствующих уравнений (1) и (3), получим следующие выражения для углов 1 и 2( 2 /2 ) Принимая максимальные значения 1 и 2, которые в данном случае составляют 10,5 Д 1, 20,5 Дл, где Д 1 и Дл - соответственно диаметр отрицательной поверхности линзы 20 и ее наружный диаметр, по формулам (3) рассчитали 1 и 2 и выбрали большее из них, приняв его за . Затем по формулам полученным из уравнений (4), определяли значения расстояний АД и ВК для конкретных 1 и 2. При изменении наладочных параметров 1 и 2 в процессе обработки по формулам (5) рассчитывали новые значения АД и ВК. Способ апробирован при одновременной двусторонней обработке отрицательных менисков диаметром 90 мм с 66,53 мм (выпуклый),33,19 мм (вогнутый), толщиной по центру 2 мм и высотой линзы 18 мм. Полученная точность обработки (в интерференционных кольцах Ньютона) на 1-й поверхности - 13, 10,1 на 2-й поверхности 3 7911 1 2006.04.30 22, 20,1 (на РПС диаметром 30 мм). При формообразовании данных линз по известному способу точность обработки составила 14, 10,2 23, 20,2. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 13/00
Метки: одновременной, двусторонней, способ, обработки, деталей, сферическими, поверхностями
Код ссылки
<a href="https://by.patents.su/4-7911-sposob-odnovremennojj-dvustoronnejj-obrabotki-detalejj-so-sfericheskimi-poverhnostyami.html" rel="bookmark" title="База патентов Беларуси">Способ одновременной двусторонней обработки деталей со сферическими поверхностями</a>
Устройство для обработки деталей со сферическими поверхностями
Номер патента: 4841
Опубликовано: 30.12.2002
Авторы: Федорцев Валерий Александрович, Федорцев Ростислав Валерьевич, Козерук Альбин Степанович
МПК: B24B 13/00
Метки: деталей, сферическими, обработки, поверхностями, устройство
Текст:
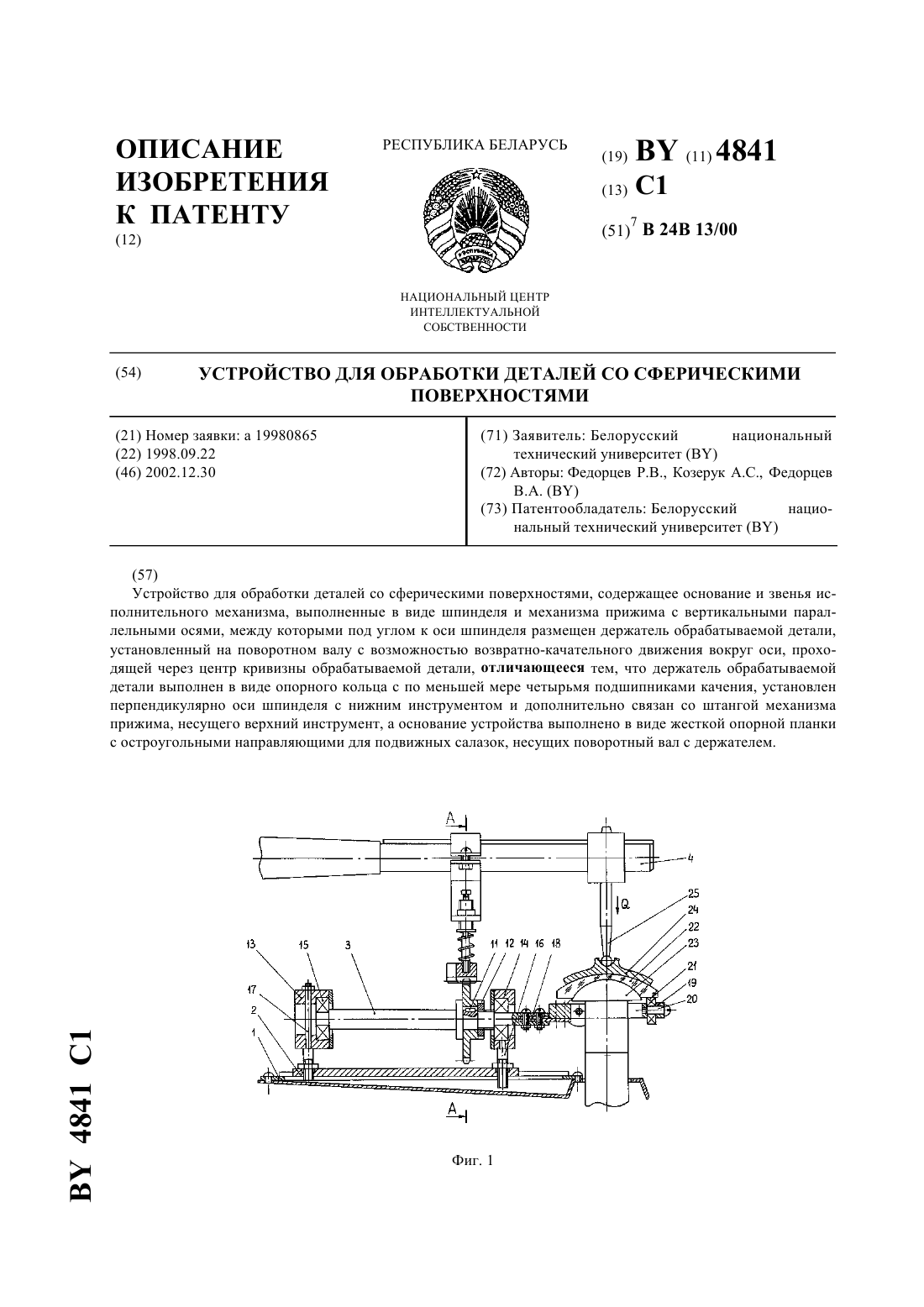
...в виде жесткой опорной планки с остроугольными направляющими для подвижных салазок, несущих поворотный вал с держателем. Существенным отличием предлагаемого технического решения является то, что держатель обрабатываемой детали выполнен в виде опорного кольца с подшипниками качения, позволяющего обрабатываемому изделию совершать дополнительное вращательное движение вокруг собственной оси симметрии. Кроме того, установка держателя...
Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями
Номер патента: 5048
Опубликовано: 30.03.2003
Авторы: Климович Федор Федорович, Козерук Альбин Степанович, Маруга Сергей Валентинович, Филонов Игорь Павлович
МПК: B24B 1/00
Метки: свободным, способ, прецизионными, поверхностями, обработки, цилиндрическими, абразивом, деталей
Текст:
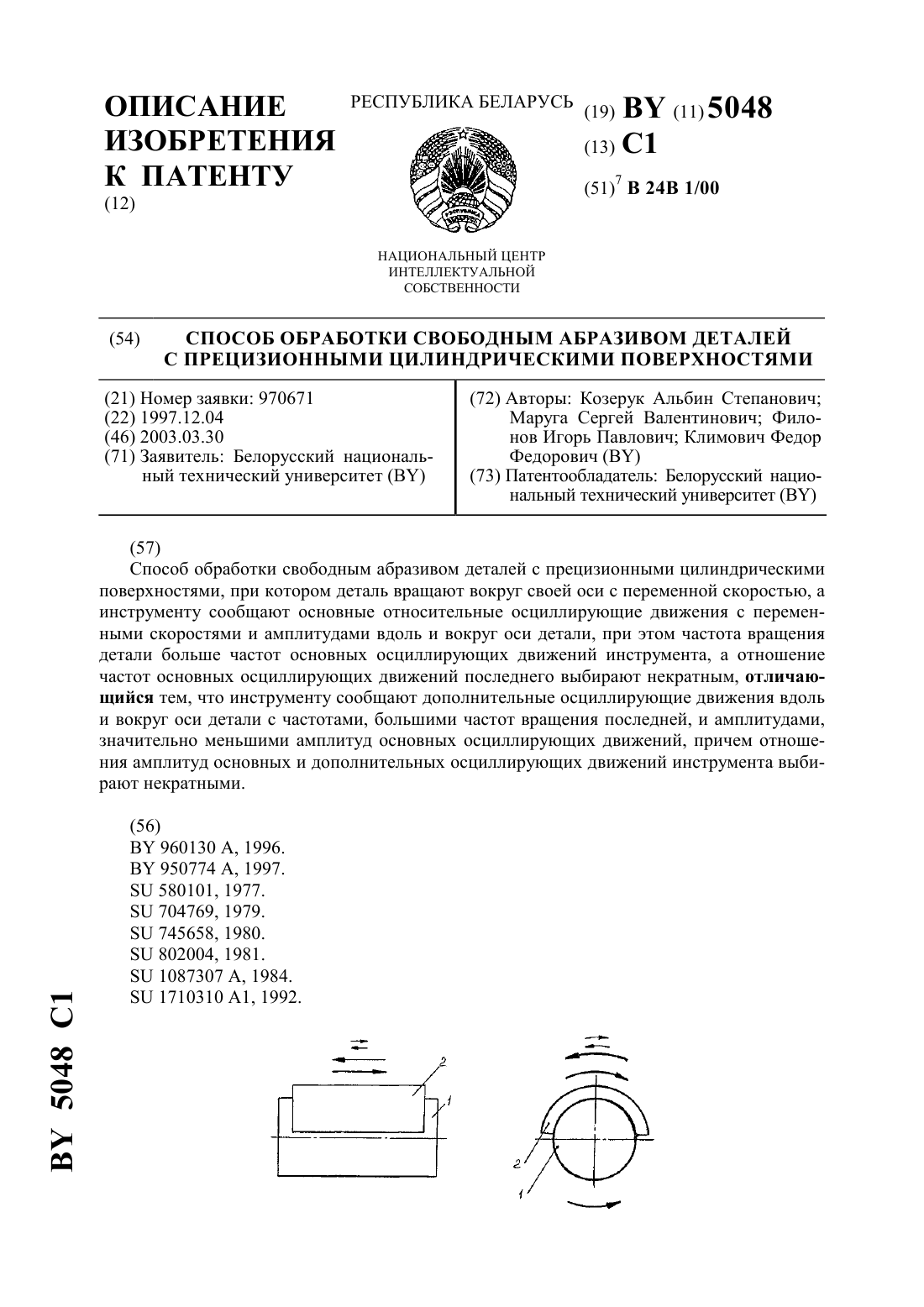
...оси симметрии детали и дополнительные, параллельные первым двум. При этом дополнительные осцилляции инструмента осуществляют с амплитудами, значительно меньшими амплитуд его основных движений, и частотами, превышающими частоту вращения детали. Величину амплитуд основных и дополнительных перемещений инструмента назначают в зависимости от распределения припуска по длине обрабатываемой поверхности, а их отношение выбирают некратным. Способ...
Устройство для двусторонней обработки оптических деталей

Номер патента: 6625
Опубликовано: 30.12.2004
Авторы: Кожух Александр Геннадьевич, Федорцев Ростислав Валерьевич, Филонов Игорь Павлович, Климович Вадим Федорович, Козерук Альбин Степанович
МПК: B24B 13/00
Метки: оптических, обработки, устройство, деталей, двусторонней
Текст:
...можно обрабатывать оптические детали типа отрицательный мениск с любыми значениями конструктивных параметров - диаметра и радиусов кривизны. При решении подобной задачи в случае применения известного устройства необходимо для каждой конкретной детали менять размеры инструментальных шпинделей и водил,что повышает энерго- и металлоемкость производства, а также требует дополнительных затрат времени на вспомогательные операции. На фиг....
Способ обработки сферических поверхностей оптических деталей
Номер патента: 6646
Опубликовано: 30.12.2004
Авторы: Кожух Александр Геннадьевич, Козерук Альбин Степанович, Коновалова Алина Ивановна, Басалаев Сергей Петрович, Климович Федор Федорович, Климович Вадим Федорович
МПК: B24B 13/00
Метки: деталей, сферических, обработки, поверхностей, оптических, способ
Текст:
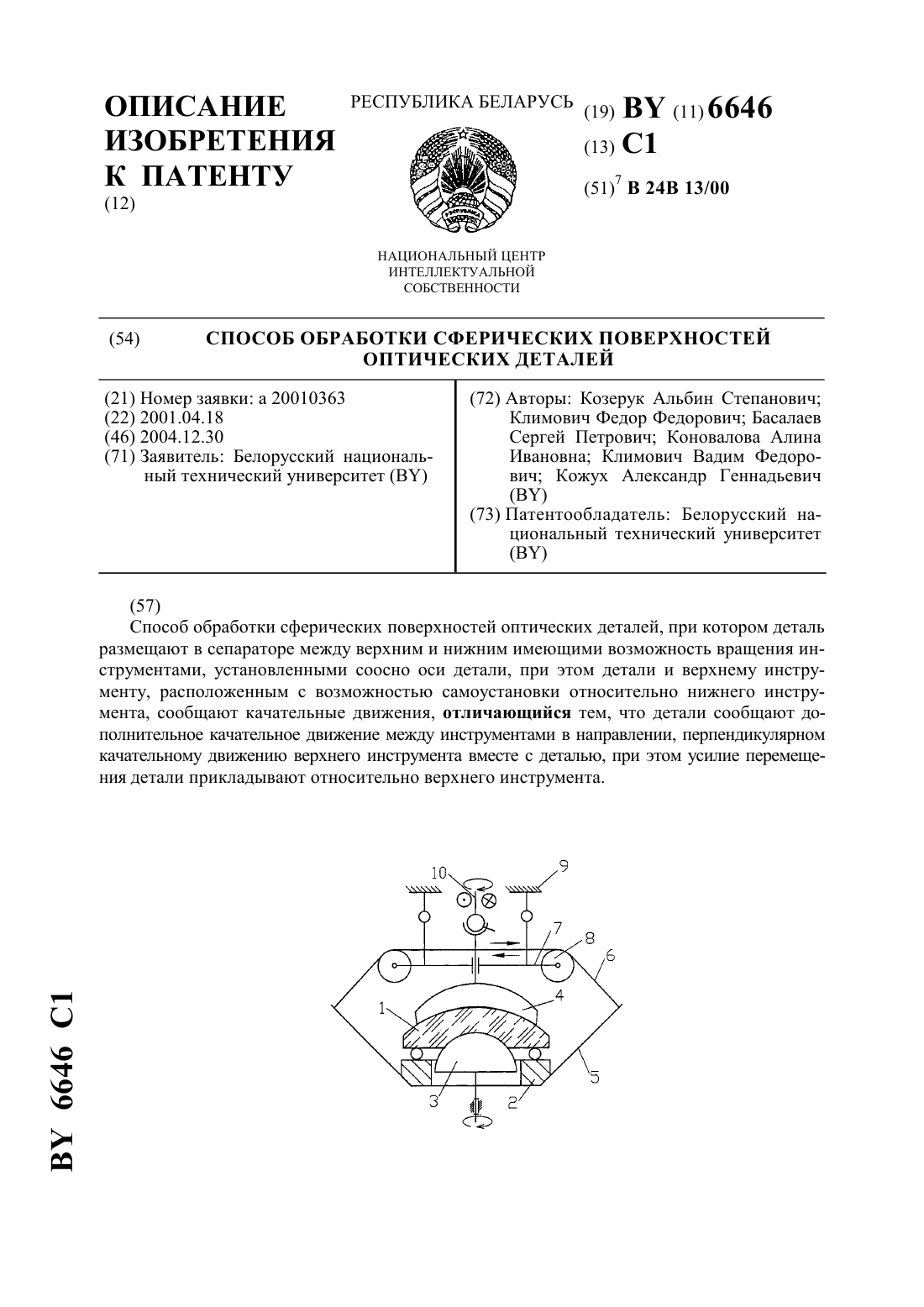
...задача решается тем, что в способе обработки сферических поверхностей оптических деталей, при котором деталь размещают в сепараторе между верхним и нижним имеющими возможность вращения инструментами, установленными соосно оси детали, при этом детали и верхнему инструменту, расположенным с возможностью самоустановки относительно нижнего инструмента, сообщают качательные движения, кроме того, детали сообщают дополнительное...
Способ шлифования тонкостенных и клиновидных деталей с одновременной закалкой
Номер патента: 2366
Опубликовано: 30.09.1998
Автор: Ефремов Владимир Дмитриевич
МПК: B24B 1/00, C21D 8/00, C21D 9/22...
Метки: деталей, клиновидных, шлифования, способ, тонкостенных, закалкой, одновременной
Текст:
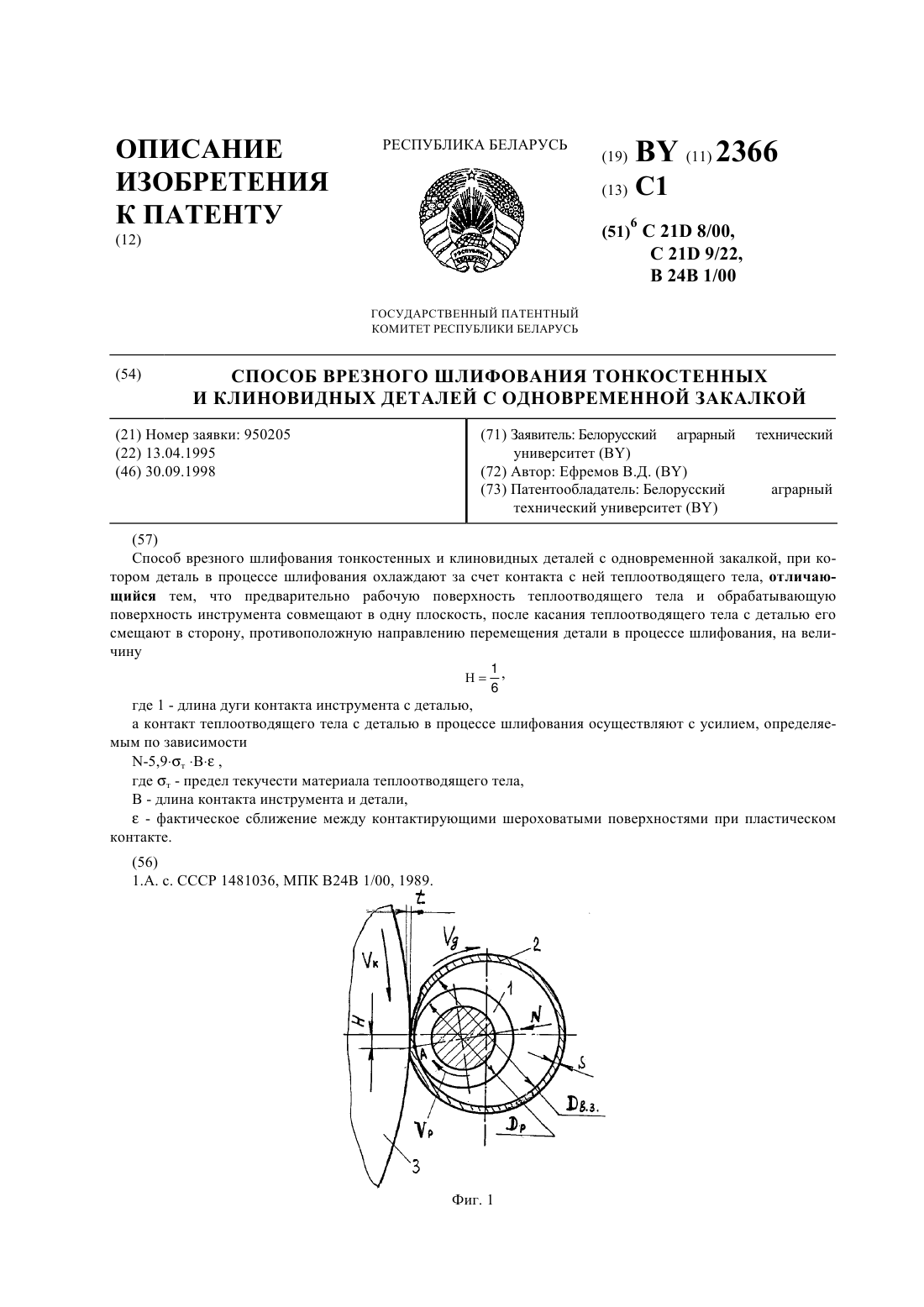
...теплоотводящего тела (кривая 1) и с применением теплоотводящего тела по предлагаемому способу (кривая 2). Клиновидная часть заготовки с позиций теплопроводности относится к типу тонкостенных, но с переменной толщиной или с переменным теплоотводящим объемом металла, величина которого снижается до нуля в месте пересечения образующих е граней. Поэтому принцип реализации способа применительно к клиновидным деталям не отличается от обработки...
Предыдущий патент: Способ получения инструмента в виде шарового сегмента для наклейки линз жестким способом
Следующий патент: Сумматор последовательных операндов
Случайный патент: Огнетушитель