Станок для непрерывного оребрения плоских теплообменных элементов
Номер патента: 6560
Опубликовано: 30.09.2004
Авторы: Дьяков Игорь Иванович, Белицкий Александр Владимирович
Текст
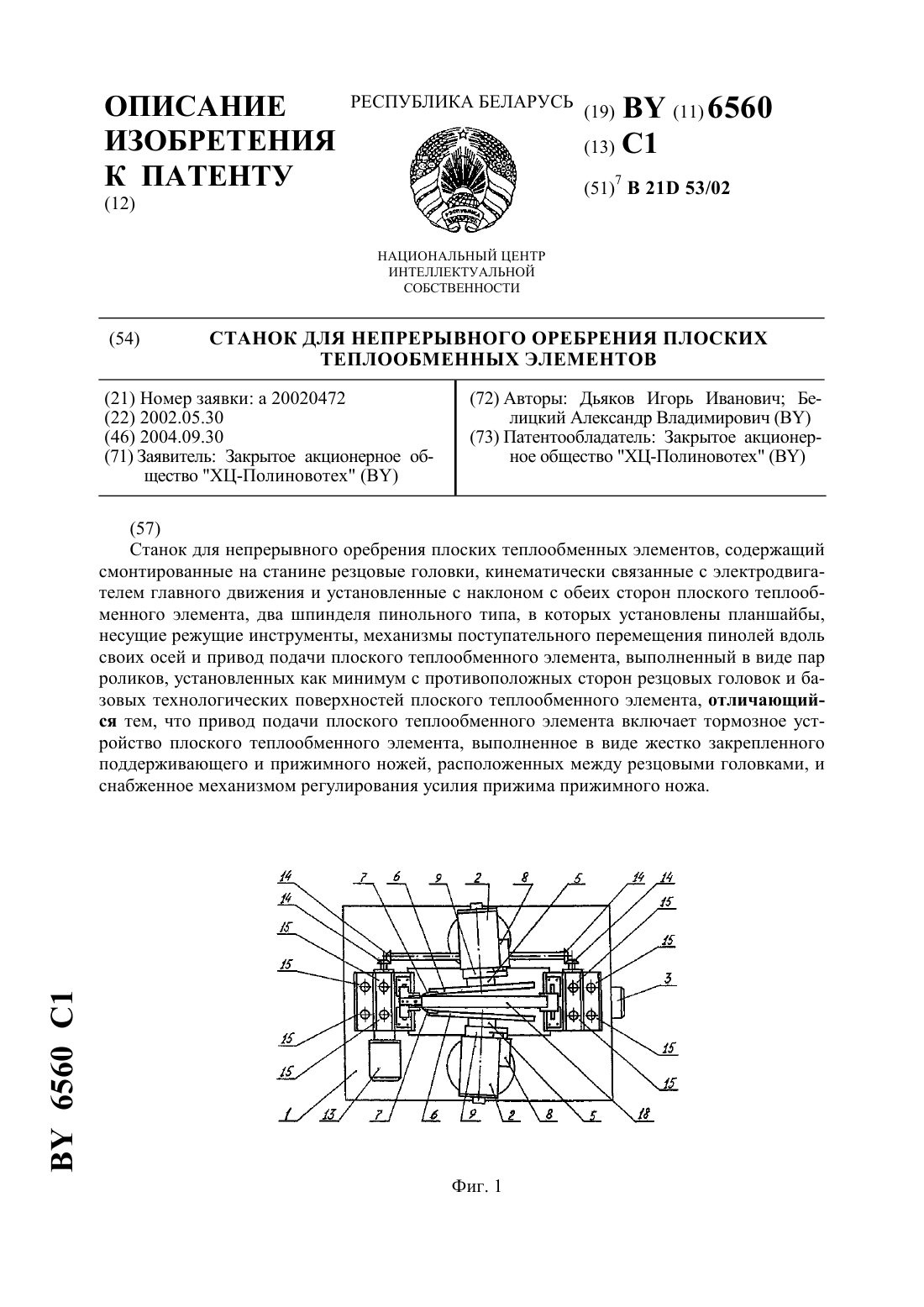
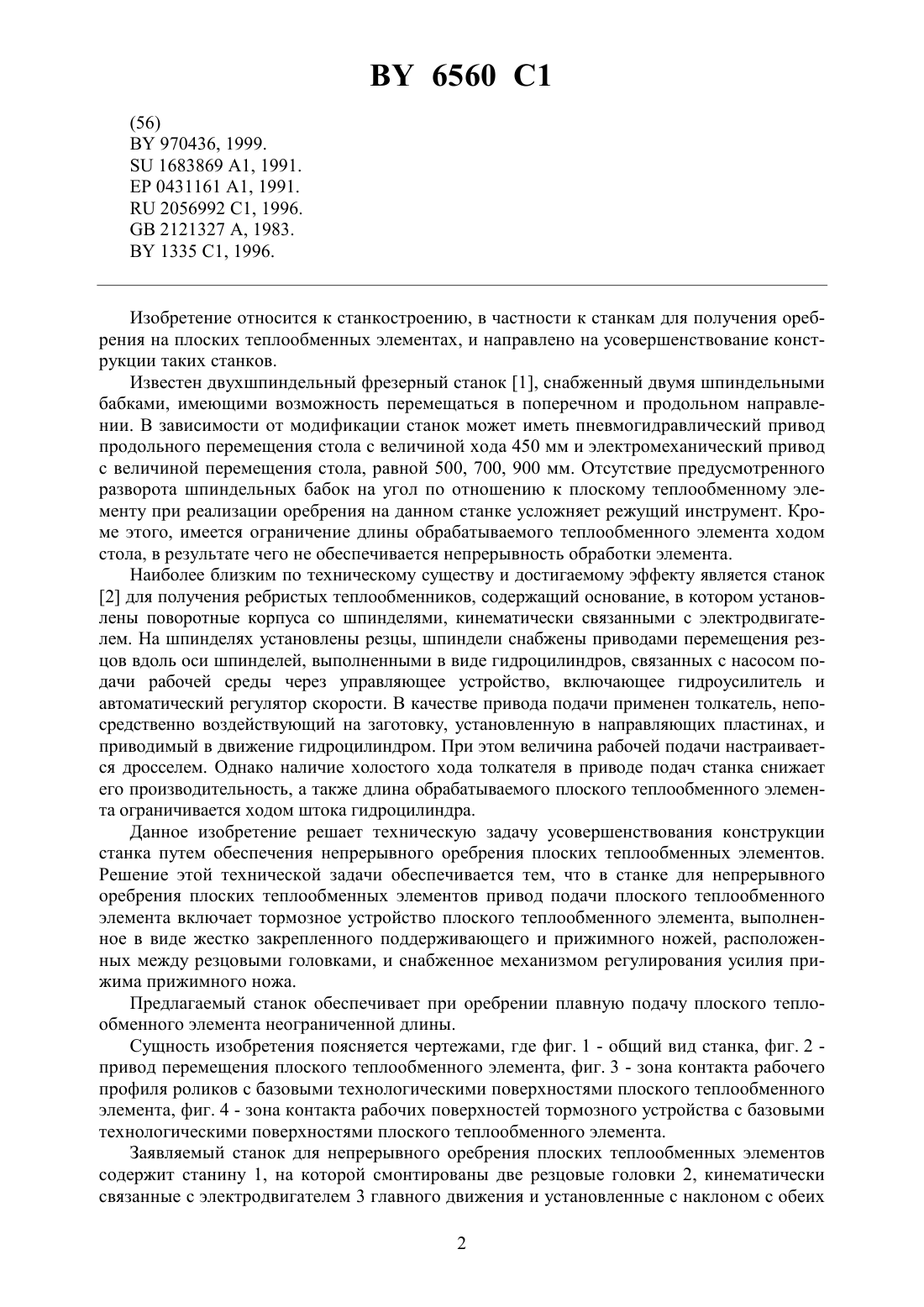
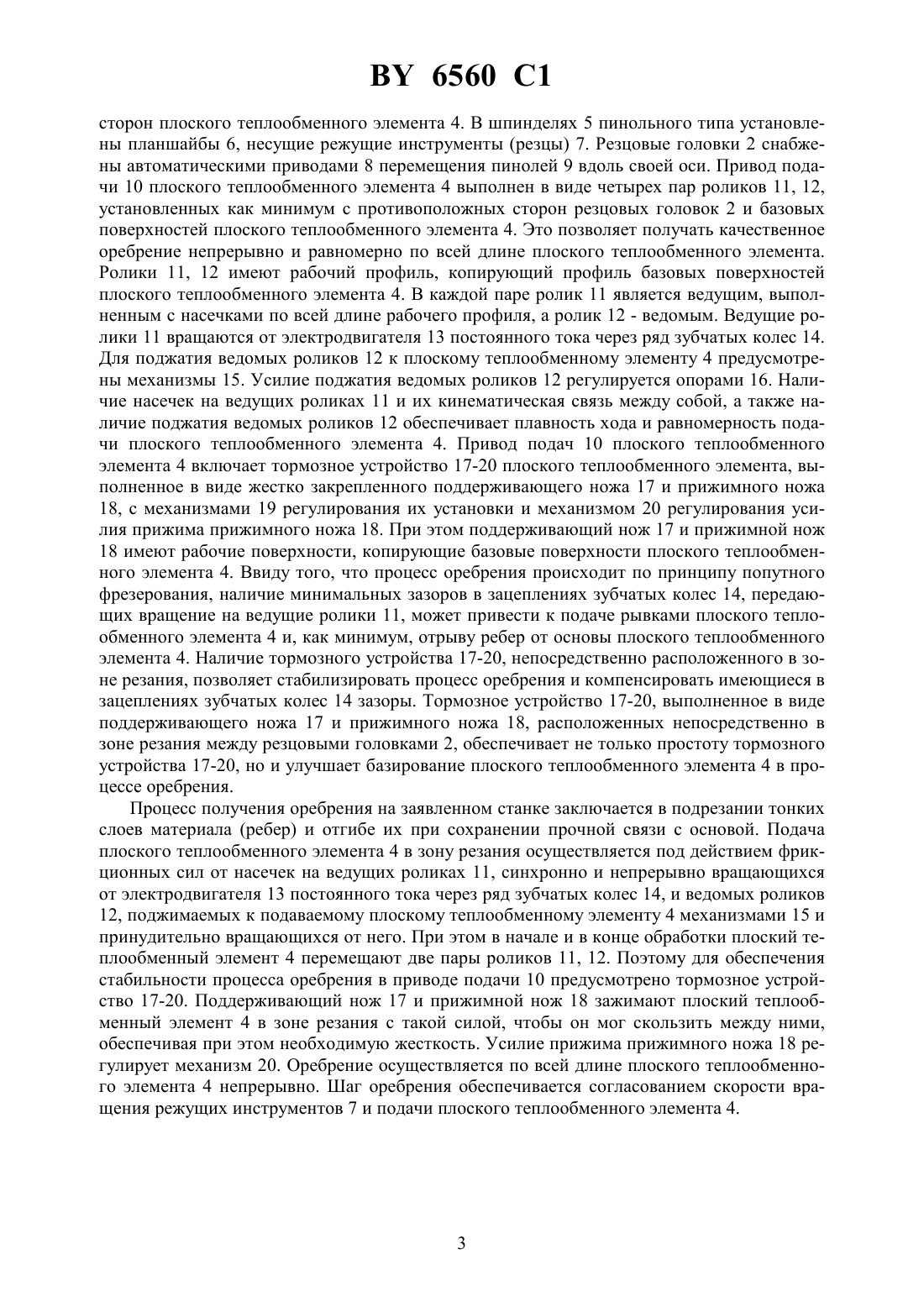
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ НЕПРЕРЫВНОГО ОРЕБРЕНИЯ ПЛОСКИХ ТЕПЛООБМЕННЫХ ЭЛЕМЕНТОВ(71) Заявитель Закрытое акционерное общество ХЦ-Полиновотех(72) Авторы Дьяков Игорь Иванович Белицкий Александр Владимирович(73) Патентообладатель Закрытое акционерное общество ХЦ-Полиновотех(57) Станок для непрерывного оребрения плоских теплообменных элементов, содержащий смонтированные на станине резцовые головки, кинематически связанные с электродвигателем главного движения и установленные с наклоном с обеих сторон плоского теплообменного элемента, два шпинделя пинольного типа, в которых установлены планшайбы,несущие режущие инструменты, механизмы поступательного перемещения пинолей вдоль своих осей и привод подачи плоского теплообменного элемента, выполненный в виде пар роликов, установленных как минимум с противоположных сторон резцовых головок и базовых технологических поверхностей плоского теплообменного элемента, отличающийся тем, что привод подачи плоского теплообменного элемента включает тормозное устройство плоского теплообменного элемента, выполненное в виде жестко закрепленного поддерживающего и прижимного ножей, расположенных между резцовыми головками, и снабженное механизмом регулирования усилия прижима прижимного ножа.(56)970436, 1999.1683869 1, 1991.0431161 1, 1991.2056992 1, 1996.2121327 , 1983.1335 1, 1996. Изобретение относится к станкостроению, в частности к станкам для получения оребрения на плоских теплообменных элементах, и направлено на усовершенствование конструкции таких станков. Известен двухшпиндельный фрезерный станок 1, снабженный двумя шпиндельными бабками, имеющими возможность перемещаться в поперечном и продольном направлении. В зависимости от модификации станок может иметь пневмогидравлический привод продольного перемещения стола с величиной хода 450 мм и электромеханический привод с величиной перемещения стола, равной 500, 700, 900 мм. Отсутствие предусмотренного разворота шпиндельных бабок на угол по отношению к плоскому теплообменному элементу при реализации оребрения на данном станке усложняет режущий инструмент. Кроме этого, имеется ограничение длины обрабатываемого теплообменного элемента ходом стола, в результате чего не обеспечивается непрерывность обработки элемента. Наиболее близким по техническому существу и достигаемому эффекту является станок 2 для получения ребристых теплообменников, содержащий основание, в котором установлены поворотные корпуса со шпинделями, кинематически связанными с электродвигателем. На шпинделях установлены резцы, шпиндели снабжены приводами перемещения резцов вдоль оси шпинделей, выполненными в виде гидроцилиндров, связанных с насосом подачи рабочей среды через управляющее устройство, включающее гидроусилитель и автоматический регулятор скорости. В качестве привода подачи применен толкатель, непосредственно воздействующий на заготовку, установленную в направляющих пластинах, и приводимый в движение гидроцилиндром. При этом величина рабочей подачи настраивается дросселем. Однако наличие холостого хода толкателя в приводе подач станка снижает его производительность, а также длина обрабатываемого плоского теплообменного элемента ограничивается ходом штока гидроцилиндра. Данное изобретение решает техническую задачу усовершенствования конструкции станка путем обеспечения непрерывного оребрения плоских теплообменных элементов. Решение этой технической задачи обеспечивается тем, что в станке для непрерывного оребрения плоских теплообменных элементов привод подачи плоского теплообменного элемента включает тормозное устройство плоского теплообменного элемента, выполненное в виде жестко закрепленного поддерживающего и прижимного ножей, расположенных между резцовыми головками, и снабженное механизмом регулирования усилия прижима прижимного ножа. Предлагаемый станок обеспечивает при оребрении плавную подачу плоского теплообменного элемента неограниченной длины. Сущность изобретения поясняется чертежами, где фиг. 1 - общий вид станка, фиг. 2 привод перемещения плоского теплообменного элемента, фиг. 3 - зона контакта рабочего профиля роликов с базовыми технологическими поверхностями плоского теплообменного элемента, фиг. 4 - зона контакта рабочих поверхностей тормозного устройства с базовыми технологическими поверхностями плоского теплообменного элемента. Заявляемый станок для непрерывного оребрения плоских теплообменных элементов содержит станину 1, на которой смонтированы две резцовые головки 2, кинематически связанные с электродвигателем 3 главного движения и установленные с наклоном с обеих 2 6560 1 сторон плоского теплообменного элемента 4. В шпинделях 5 пинольного типа установлены планшайбы 6, несущие режущие инструменты (резцы) 7. Резцовые головки 2 снабжены автоматическими приводами 8 перемещения пинолей 9 вдоль своей оси. Привод подачи 10 плоского теплообменного элемента 4 выполнен в виде четырех пар роликов 11, 12,установленных как минимум с противоположных сторон резцовых головок 2 и базовых поверхностей плоского теплообменного элемента 4. Это позволяет получать качественное оребрение непрерывно и равномерно по всей длине плоского теплообменного элемента. Ролики 11, 12 имеют рабочий профиль, копирующий профиль базовых поверхностей плоского теплообменного элемента 4. В каждой паре ролик 11 является ведущим, выполненным с насечками по всей длине рабочего профиля, а ролик 12 - ведомым. Ведущие ролики 11 вращаются от электродвигателя 13 постоянного тока через ряд зубчатых колес 14. Для поджатия ведомых роликов 12 к плоскому теплообменному элементу 4 предусмотрены механизмы 15. Усилие поджатия ведомых роликов 12 регулируется опорами 16. Наличие насечек на ведущих роликах 11 и их кинематическая связь между собой, а также наличие поджатия ведомых роликов 12 обеспечивает плавность хода и равномерность подачи плоского теплообменного элемента 4. Привод подач 10 плоского теплообменного элемента 4 включает тормозное устройство 17-20 плоского теплообменного элемента, выполненное в виде жестко закрепленного поддерживающего ножа 17 и прижимного ножа 18, с механизмами 19 регулирования их установки и механизмом 20 регулирования усилия прижима прижимного ножа 18. При этом поддерживающий нож 17 и прижимной нож 18 имеют рабочие поверхности, копирующие базовые поверхности плоского теплообменного элемента 4. Ввиду того, что процесс оребрения происходит по принципу попутного фрезерования, наличие минимальных зазоров в зацеплениях зубчатых колес 14, передающих вращение на ведущие ролики 11, может привести к подаче рывками плоского теплообменного элемента 4 и, как минимум, отрыву ребер от основы плоского теплообменного элемента 4. Наличие тормозного устройства 17-20, непосредственно расположенного в зоне резания, позволяет стабилизировать процесс оребрения и компенсировать имеющиеся в зацеплениях зубчатых колес 14 зазоры. Тормозное устройство 17-20, выполненное в виде поддерживающего ножа 17 и прижимного ножа 18, расположенных непосредственно в зоне резания между резцовыми головками 2, обеспечивает не только простоту тормозного устройства 17-20, но и улучшает базирование плоского теплообменного элемента 4 в процессе оребрения. Процесс получения оребрения на заявленном станке заключается в подрезании тонких слоев материала (ребер) и отгибе их при сохранении прочной связи с основой. Подача плоского теплообменного элемента 4 в зону резания осуществляется под действием фрикционных сил от насечек на ведущих роликах 11, синхронно и непрерывно вращающихся от электродвигателя 13 постоянного тока через ряд зубчатых колес 14, и ведомых роликов 12, поджимаемых к подаваемому плоскому теплообменному элементу 4 механизмами 15 и принудительно вращающихся от него. При этом в начале и в конце обработки плоский теплообменный элемент 4 перемещают две пары роликов 11, 12. Поэтому для обеспечения стабильности процесса оребрения в приводе подачи 10 предусмотрено тормозное устройство 17-20. Поддерживающий нож 17 и прижимной нож 18 зажимают плоский теплообменный элемент 4 в зоне резания с такой силой, чтобы он мог скользить между ними,обеспечивая при этом необходимую жесткость. Усилие прижима прижимного ножа 18 регулирует механизм 20. Оребрение осуществляется по всей длине плоского теплообменного элемента 4 непрерывно. Шаг оребрения обеспечивается согласованием скорости вращения режущих инструментов 7 и подачи плоского теплообменного элемента 4. 6560 1 Источники информации 1. Двухшпиндельный фрезерный станок фирмы. -. - 1980. -19, 4 (Нем.). 2. СССР 1683869, МПК В 23 В 3/00, В 21 Д 53/02, 1991. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 53/02
Метки: станок, оребрения, непрерывного, теплообменных, элементов, плоских
Код ссылки
<a href="https://by.patents.su/4-6560-stanok-dlya-nepreryvnogo-orebreniya-ploskih-teploobmennyh-elementov.html" rel="bookmark" title="База патентов Беларуси">Станок для непрерывного оребрения плоских теплообменных элементов</a>
Станок для двусторонней обработки плоских поверхностей
Номер патента: 3523
Опубликовано: 30.09.2000
Авторы: Губаревич Виктор Юрьевич, Филонов Игорь Павлович, Козерук Альбин Степанович, Харкевич Владимир Иванович, Крысин Олег Григорьевич, Кашко Николай Валерьянович
МПК: B24B 37/04, B24B 7/17
Метки: станок, обработки, поверхностей, двусторонней, плоских
Текст:
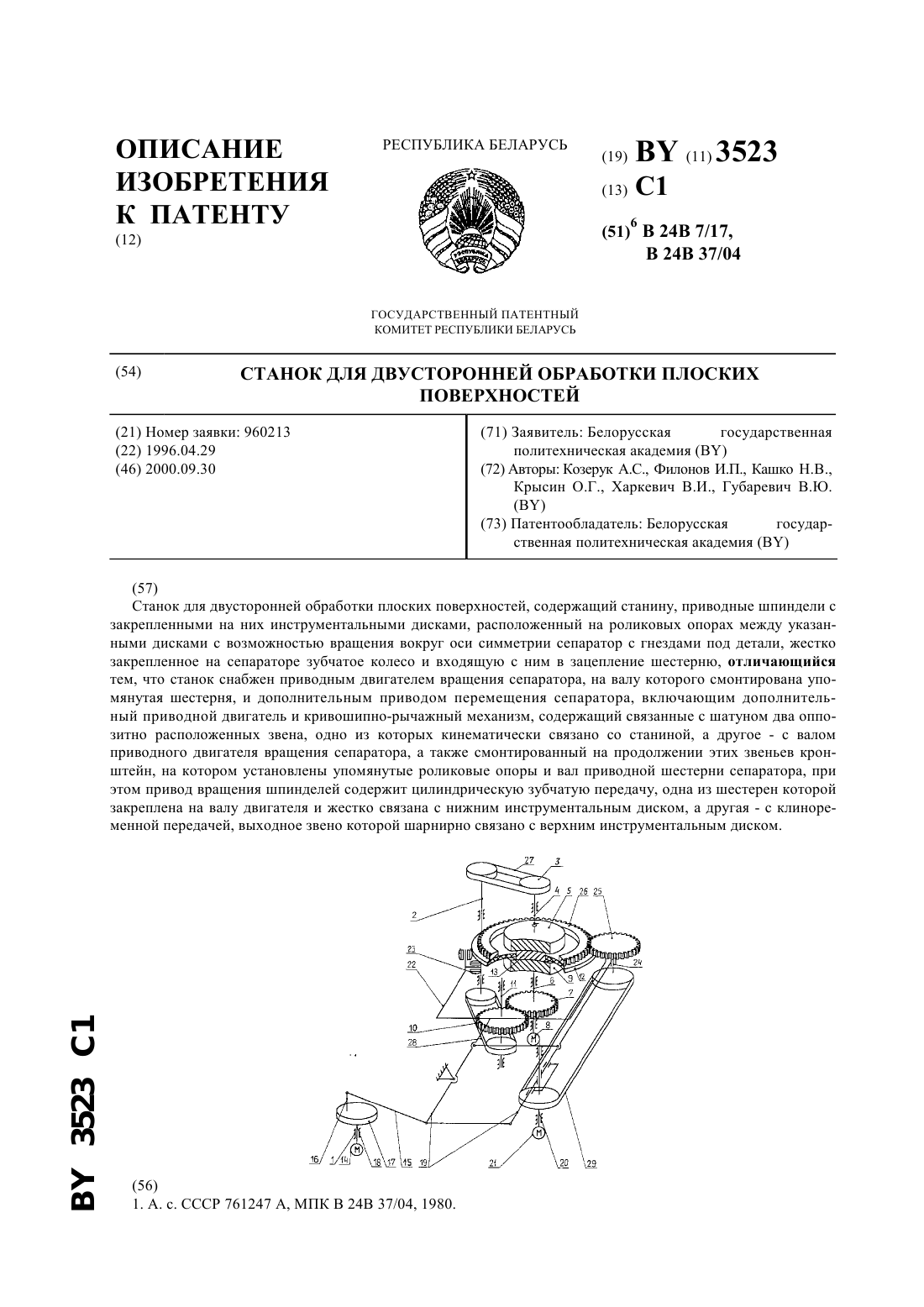
...двигатель и кривошипно-рычажный механизм, содержащий связанные с шатуном два оппозитно расположенных звена, одно из которых кинематически связано со станиной, а другое - с валом приводного двигателя вращения сепаратора, а также смонтированный на продолжении этих звеньев кронштейн, на котором установлены упомянутые роликовые опоры и вал приводной шестерни сепаратора, при этом привод вращения шпинделей содержит цилиндрическую зубчатую...
Станок для образования пазов на кромке полосы
Номер патента: U 21
Опубликовано: 30.03.1999
Авторы: Нурсеитов Адам Нуржигитович, Юркевич Владимир Евгеньевич, Тишин Юрий Дмитриевич, Жерносек Олег Иванович
МПК: B27F 1/02, B27G 13/14
Метки: кромке, образования, полосы, пазов, станок
Текст:
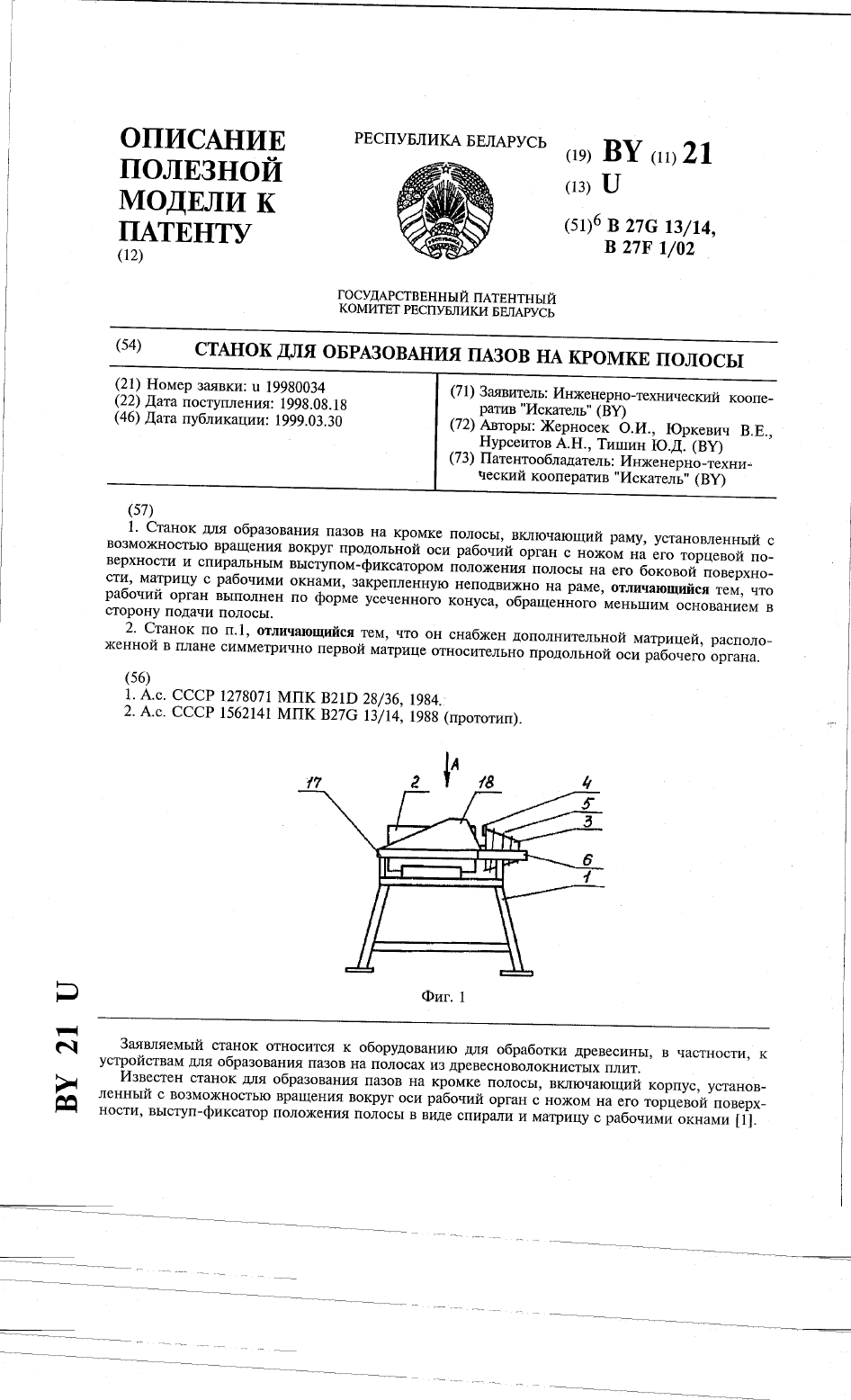
...органа.Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый станок отличается тем, что его рабочий орган выполнен по форме усеченного конуса, обращенного меньшим основанием в сторону подачи полосы, а также тем, что станок снабжен дополнительной матрицей, расположенной в плане симметрично первой матрице относительно продольной оси рабочего органа.В результате предложенного выполнения рабочего органа (в виде...
Станок для заточки ножей
Номер патента: 1976
Опубликовано: 30.12.1997
Авторы: Бондарев Анатолий Федорович, Хаги Григорий Яковлевич, Коновалов Геннадий Иосифович, Симаков Виктор Васильевич, Давгилов Николай Иванович
Текст:
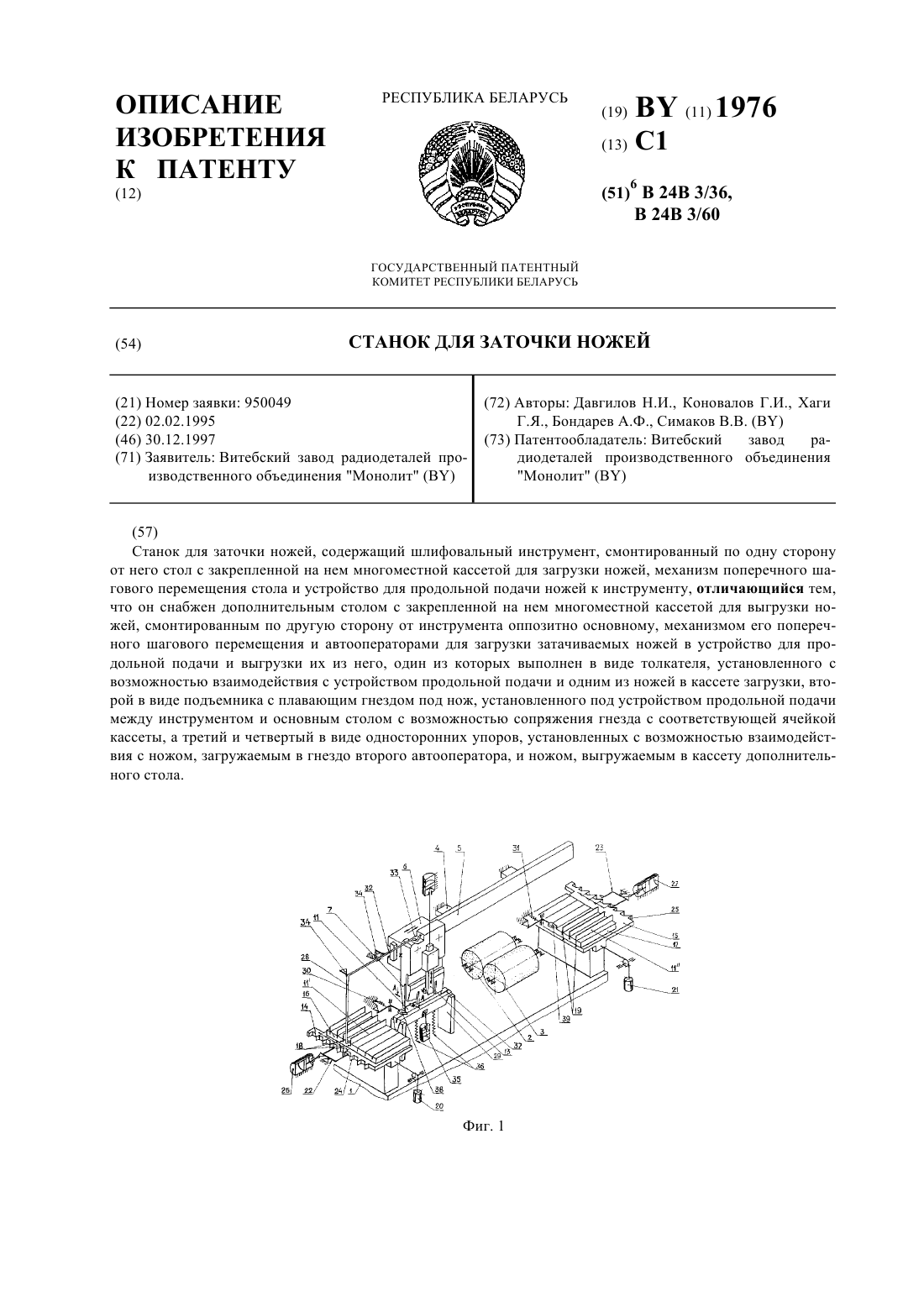
...на станке 1 оппозитно установленные шлифовальные головки 2, 3 и устройство 4 продольной подачи ножей. Устройство 4 содержит установленную на траверсе 5 подвижную каретку 6, несущую зажим 7, губки 8 и 9 которого образуют щелеобразный паз 10 для размещения затачиваемого ножа 11. Нож 11 в пазу 10 уста 2 1976 1 навливается до упора в опоры 12 и зажимается губкой 9 под воздействием клинового механизма 13, для чего губка 9 выполнена в виде...
Деревообрабатывающий станок для изготовления профилей
Номер патента: 3040
Опубликовано: 30.09.1999
Автор: ЛЕВИН Ким Ефимович
Метки: деревообрабатывающий, профилей, изготовления, станок
Текст:
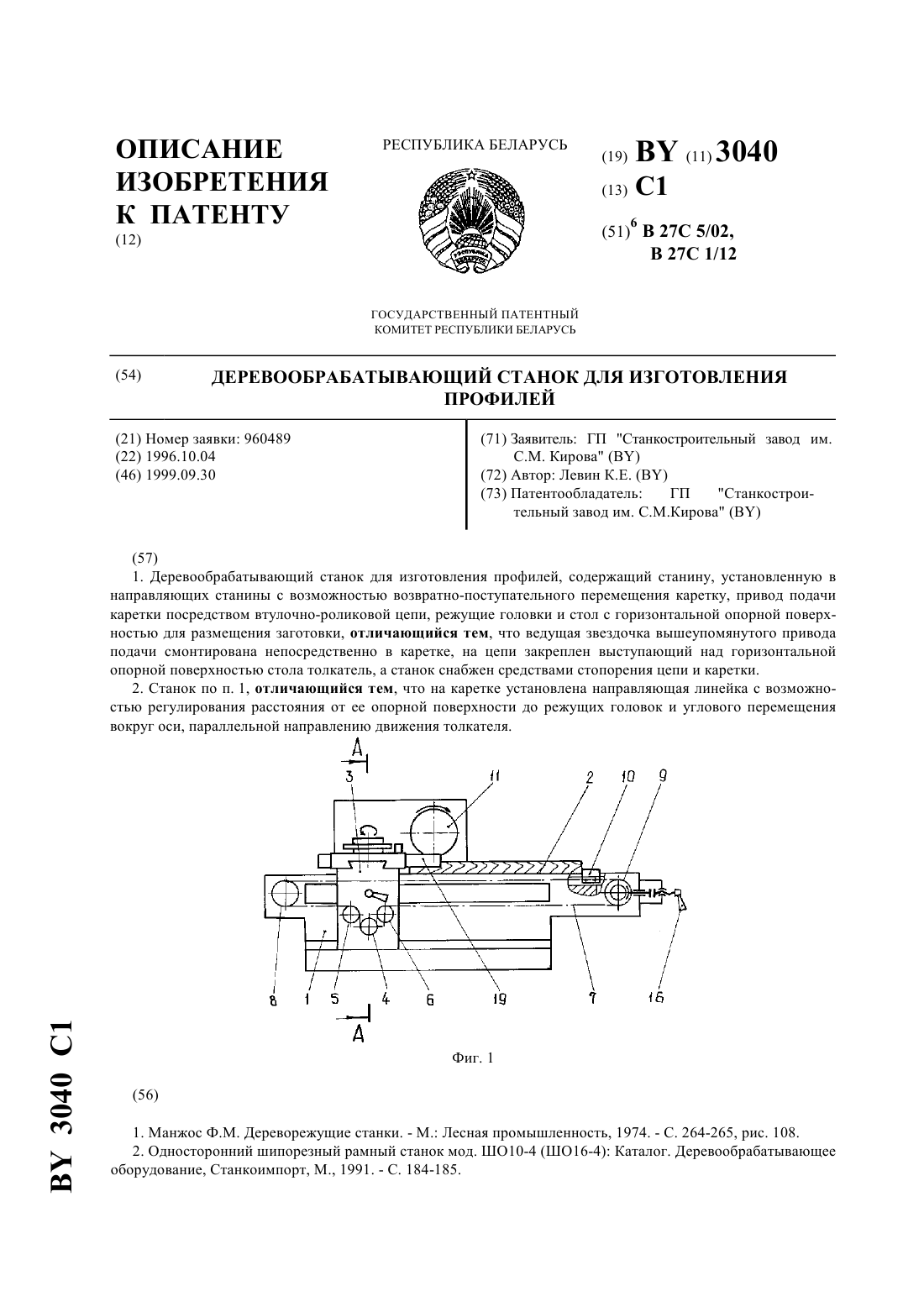
...и тем же приводом. Кроме того, на каретке установлена направляющая линейка с возможностью регулирования расстояния от е опорной поверхности до режущих головок, а также углового перемещения вокруг оси, параллельной направлению движения толкателя. Благодаря этому обеспечивается фрезерование продольного профиля методом реймусования, а, следовательно, и одинаковый настроенный размер по ширине обработки детали независимо от вариаций припуска на...
Устройство для изготовления ребристых трубчатых радиаторов из плоских труб
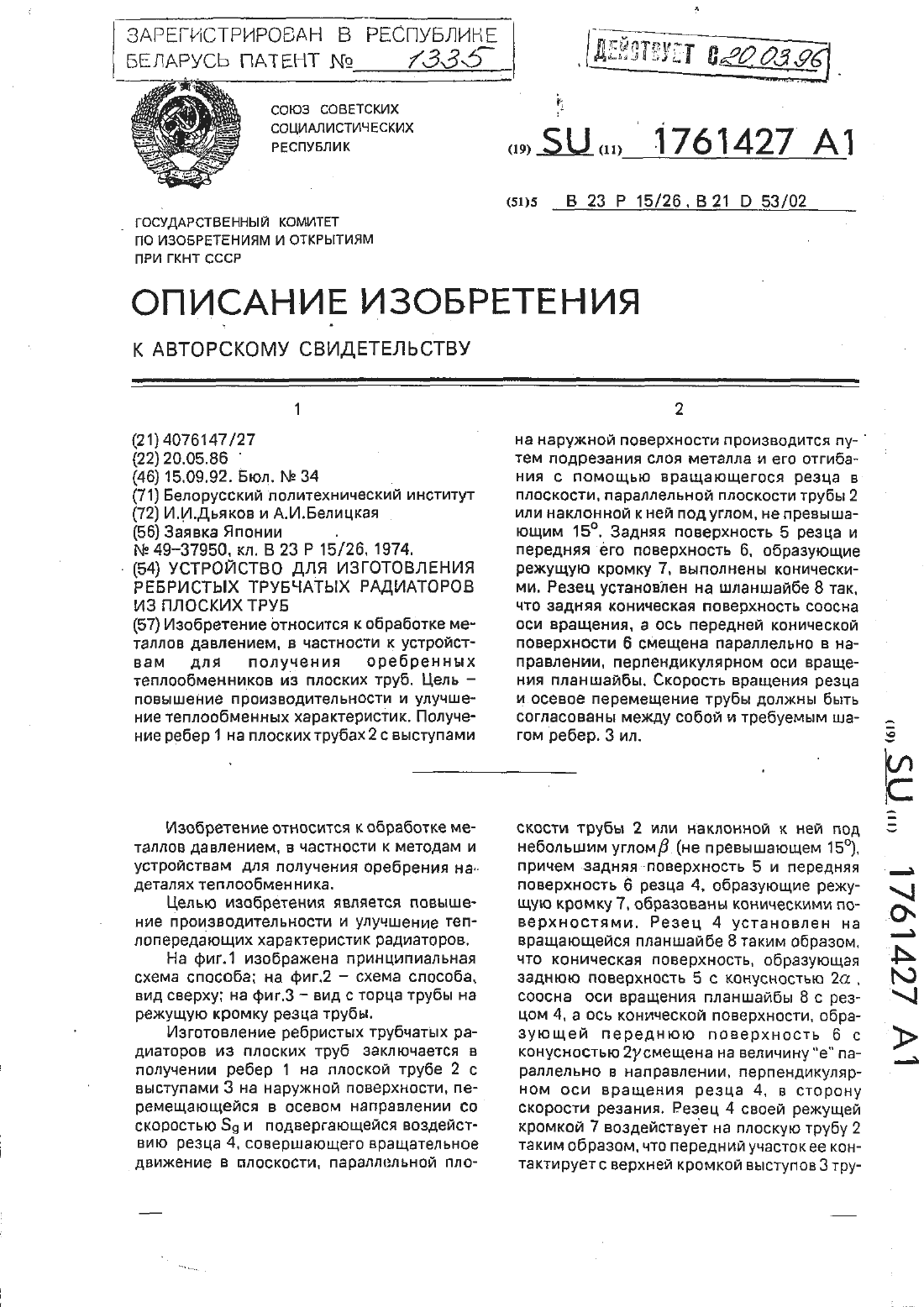
Номер патента: 1335
Опубликовано: 16.09.1996
Авторы: Дьяков Игорь Иванович, Белицкая Анна Ивановна
МПК: B23P 15/26, B21D 53/02
Метки: плоских, труб, изготовления, устройство, радиаторов, трубчатых, ребристых
Текст:
...( в случае расположения на планшайбе одного резца) плоская труба перемещается на шаг ребер и затем инструмент срезает следующее ребро. данное устройство позволяет нарезать ребра при постоянной подаче трубы. при этом частоту вращения резца п необходимо согласовать со скоростью осевого перемещения(подачи) трубы следующим образом Е вы где 59 скорость осевого перемещения трубы. мм/мин т шаг ребер ммМ число резцов. равномерно расположенных...
Предыдущий патент: Устройство для нанесения ферромагнитных покрытий
Следующий патент: Способ формирования защитного покрытия
Случайный патент: Способ стабилизации эритроцитов для постановки реакции задержки гемагглютинации