Устройство для нанесения ферромагнитных покрытий
Номер патента: 6547
Опубликовано: 30.09.2004
Авторы: Сергеев Леонид Ефимович, Миранович Алексей Валерьевич, Кожуро Лев Михайлович, Тризна Владимир Владимирович, Сидоренко Михаил Иванович, Ракомсин Александр Петрович
Текст
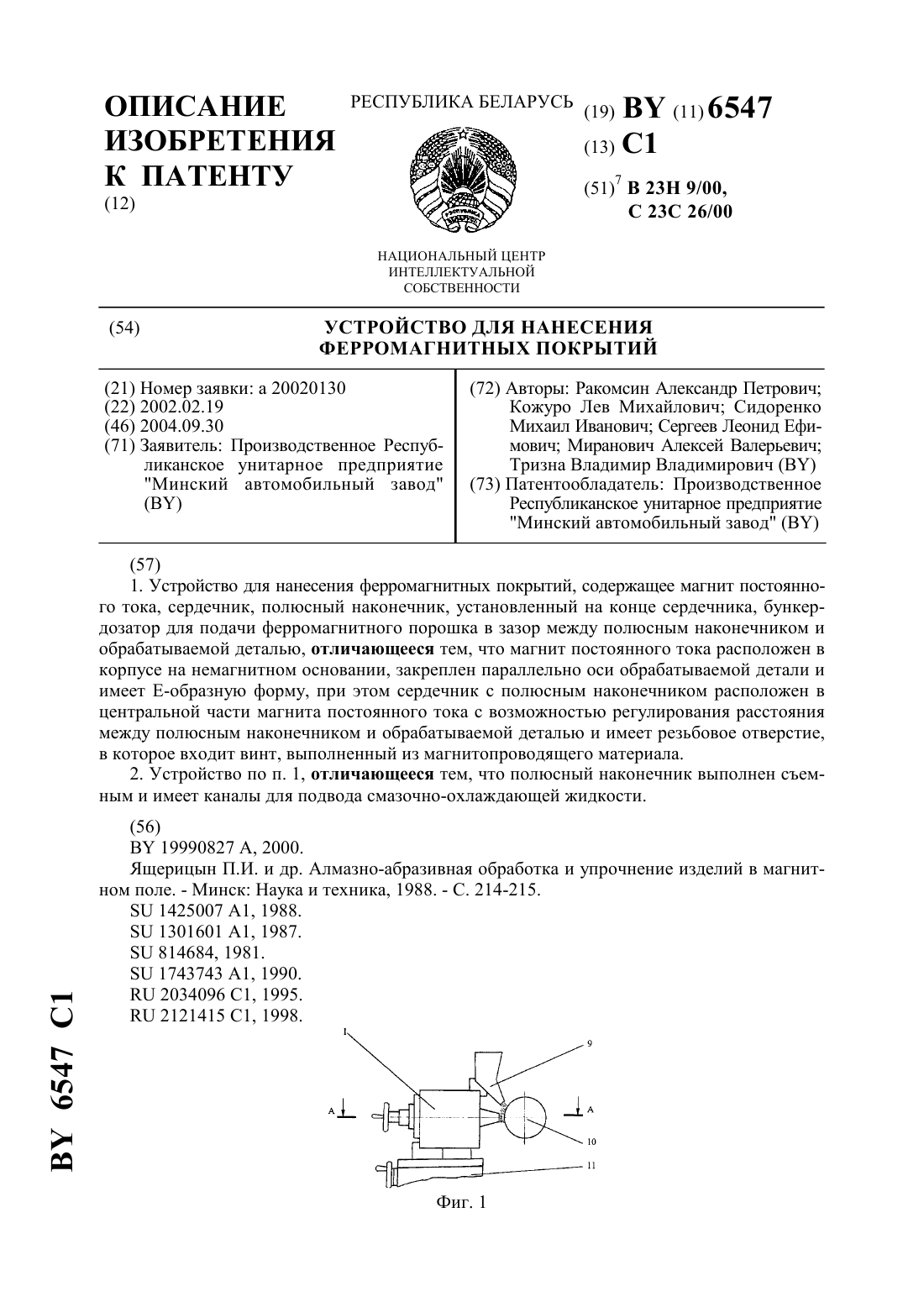
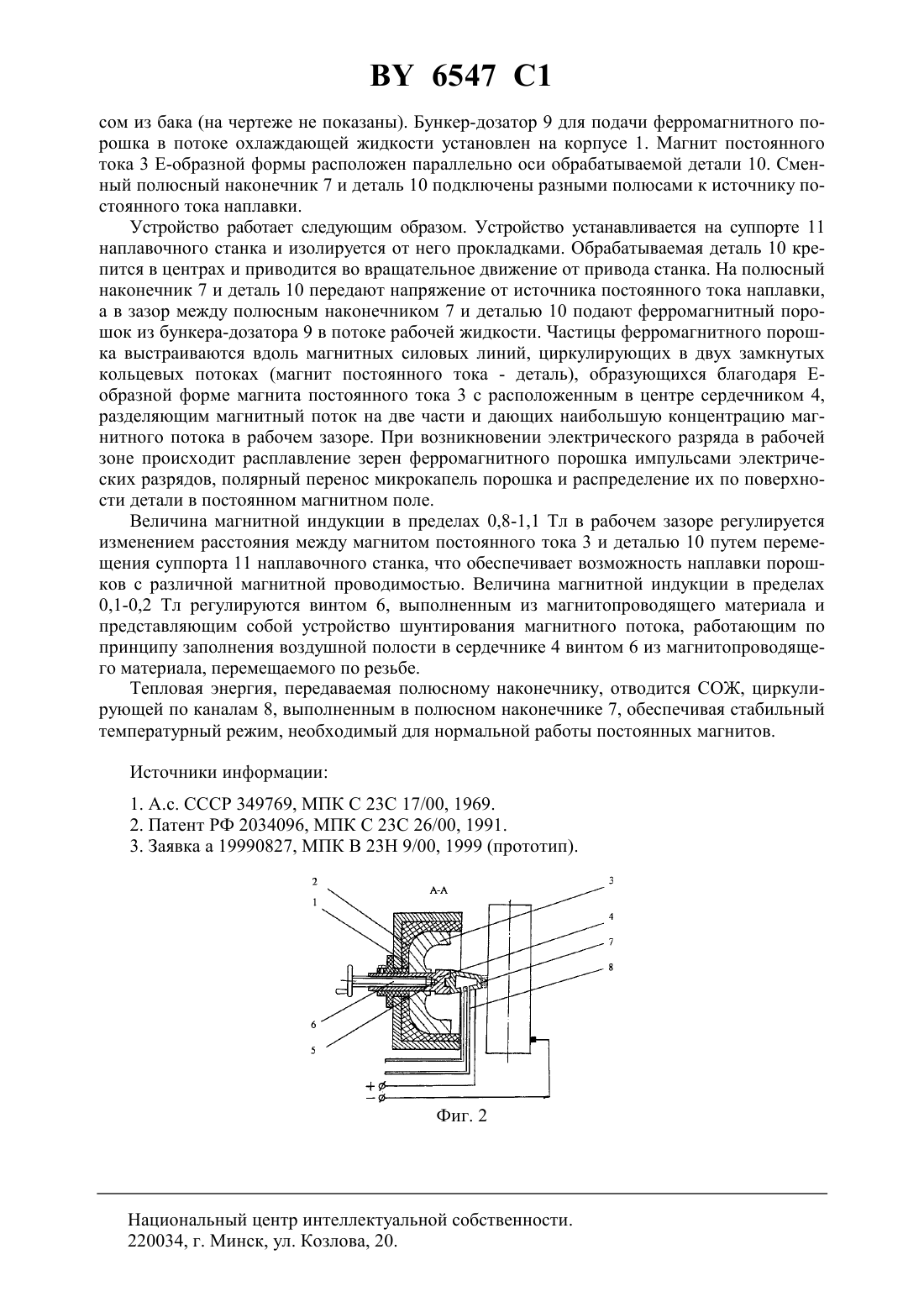
23 26/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ФЕРРОМАГНИТНЫХ ПОКРЫТИЙ(71) Заявитель Производственное Республиканское унитарное предприятие Минский автомобильный завод(72) Авторы Ракомсин Александр Петрович Кожуро Лев Михайлович Сидоренко Михаил Иванович Сергеев Леонид Ефимович Миранович Алексей Валерьевич Тризна Владимир Владимирович(73) Патентообладатель Производственное Республиканское унитарное предприятие Минский автомобильный завод(57) 1. Устройство для нанесения ферромагнитных покрытий, содержащее магнит постоянного тока, сердечник, полюсный наконечник, установленный на конце сердечника, бункердозатор для подачи ферромагнитного порошка в зазор между полюсным наконечником и обрабатываемой деталью, отличающееся тем, что магнит постоянного тока расположен в корпусе на немагнитном основании, закреплен параллельно оси обрабатываемой детали и имеет Е-образную форму, при этом сердечник с полюсным наконечником расположен в центральной части магнита постоянного тока с возможностью регулирования расстояния между полюсным наконечником и обрабатываемой деталью и имеет резьбовое отверстие,в которое входит винт, выполненный из магнитопроводящего материала. 2. Устройство по п. 1, отличающееся тем, что полюсный наконечник выполнен съемным и имеет каналы для подвода смазочно-охлаждающей жидкости. 6547 1 Изобретение относится к устройствам для нанесения ферромагнитных покрытий из ферромагнитных материалов в постоянном магнитном поле и может быть использовано в машиностроении для упрочнения и восстановления рабочих поверхностей деталей машин. Известно устройство для нанесения ферромагнитных покрытий, включающее магнитную систему, состоящую из электромагнита постоянного тока, сердечников магнита со сменными полюсными наконечниками, изготовленными по форме обрабатываемого изделия, и бункер с электромагнитным порошком 1. Охлаждение полюсного наконечника и детали осуществляется потоком охлаждающей жидкости, поступающей совместно с наплавляемым порошком из бункера-дозатора. Бесступенчатое регулирование магнитного поля осуществляют за счет изменения величины постоянного тока в катушке. Во время работы частицы ферромагнитного порошка расплавляются микротоками, генерированными частицами при их движении в магнитном поле, а также импульсами электротока, поступающего от постороннего источника. Образовавшиеся микрокапли расплава при достижении обрабатываемой поверхности диффундируют в него и одновременно разравниваются и уплотняются свободно вращающимися калибрующими роликами. В известном устройстве для эффективного процесса электромагнитной наплавки необходимы электромагнитные катушки больших размеров и массы, что усложняет конструкцию устройства. Осуществление бесступенчатого регулирования магнитной индукции в рабочем зазоре с помощью изменения величины постоянного электрического тока в катушке возможно только в пределах 0,5-1,6 Тл, что ограничивает технологические возможности устройства при использовании его для ферромагнитных порошков с различной магнитной проводимостью. Известно также устройство для нанесения упрочняющих покрытий ферромагнитными порошками в постоянном магнитном поле, состоящее из корпуса, являющегося одновременно неподвижным магнитопроводом, полюсного наконечника электромагнитной системы и двух последовательно расположенных катушек катушки индуктора, которая запитывается постоянным током и обеспечивает подвод полюсного наконечника к детали (магнитной системы), и катушкой осцилляции, через которую проходит импульсный ток наплавки и тем самым обеспечивается отвод полюсного наконечника от детали 2. Подача ферромагнитного порошка в зазор между полюсным наконечником и деталью производится из бункера, закрепленного на корпусе устройства. Известное устройство позволяет осуществлять работу в режиме самосинхронизации, которая включает в себя регулировку зазора в магнитопроводе, межполюсного зазора и настройку пружинной системы с помощью регулируемых упоров. За счет реализации режима синхронизации повышается качество наплавленного слоя и производительность наплавки. Недостатком известного устройства является сложная конструкция магнитной системы. Кроме того, наличие электромагнитов и электропроводки создают дополнительную опасность выхода из строя механизма осцилляции, например, из-за перегрева катушек при попадании на них СОЖ, обрыва проводов и т.д., что снижает надежность устройства. Наиболее близким техническим решением к заявляемому является устройство для магнитоэлектрического упрочнения деталей, которое содержит установленный на жестком электрически изолированном основании электромагнит, выполненный в виде катушки, охватывающей сердечник и имеющей контакты для ее подключения к источнику электрического тока, а также полюсный наконечник с контактом для подключения к источнику разрядного тока и установленное над полюсным наконечником дозирующее приспособление бункерного типа, полюсный наконечник жестко установлен на торцевой поверхности сердечника, который выполнен с возможностью возвратно-поступательного горизонтального перемещения в катушке посредством привода, кинематически связанного с сердечником соединительным механизмом из немагнитного материала, при этом дозирующее приспособление бункерного типа также кинематически связано с сердечником 3. Известное устройство надежно и удобно в эксплуатации. 2 6547 1 Использование в известном устройстве в качестве магнитной системы электромагнитов постоянного тока позволяет упростить конструкцию устройства за счет отсутствия необходимости в устройствах питания электрическим током (электроконтактных устройств,источника постоянного тока, пульта управления и электроизмерительной аппаратуры). Однако отсутствие возможности регулирования магнитной индукцией (магнитным потоком) не позволяет изменять толщину наносимого покрытия или использовать в качестве покрытия материала с более слабыми магнитными свойствами, а также изменять прочность сцепления покрытия с подложкой, что снижает качество наносимого покрытия и уменьшает производительность устройства. Задача, решаемая изобретением, - повышение качества наносимого покрытия и производительности устройства. Поставленная задача достигается тем, что в устройстве для нанесения ферромагнитных покрытий, содержащем магнит постоянного тока, сердечник, полюсный наконечник,установленный на конце сердечника, бункер-дозатор для подачи ферромагнитного порошка в зазор между полюсным наконечником и обрабатываемой деталью, магнит постоянного тока расположен в корпусе на немагнитном основании, закреплен параллельно оси обрабатываемой детали и имеет Е-образную форму. Сердечник с полюсным наконечником расположен в центральной части магнита постоянного тока с возможностью регулирования расстояния между полюсным наконечником и обрабатываемой деталью и имеет резьбовое отверстие, в которое входит винт, выполненный из магнитопроводящего материала. Полюсный наконечник выполнен съемным и имеет каналы для подвода смазочноохлаждающей жидкости. Выполнение постоянного магнита Е-образной формы разбивает круговой поток магнитного поля на два потока, которые суммируются, максимально концентрируя магнитный поток в рабочем зазоре. За счет этого повышается равномерность распределения выстроенных цепочек зерен ферропорошка по площади рабочего торца полюсного наконечника, что увеличивает производительность процесса наплавки и сплошность наплавленного покрытия. Выполнение отверстия в центральной части магнита постоянного тока, в которое входит сердечник с полюсным наконечником, позволяет за счет перемещения сердечника в отверстии магнита постоянного тока изменять расстояние между полюсным наконечником и обрабатываемой деталью. Наличие резьбового отверстия в сердечнике магнита постоянного тока и использование винта из магнитопроводящего материала, входящего в резьбовое отверстие, обеспечивает плавное изменение величины магнитной индукции (на величину 0,1-0,2 Тл) за счет шунтирования магнитного потока по принципу заполнения воздушной полости в сердечнике винтом из магнитопроводящего материала, перемещаемого по резьбе. Таким образом, в предлагаемом изобретении возможность регулирования магнитной индукции в широких пределах, плавно и бесступенчато, а также возможность концентрации магнитного потока в рабочем зазоре позволяют осуществить нанесение ферромагнитных покрытий порошков с различной магнитной проводимостью, повышают качество покрытий за счет повышения прочности сцепления покрытия с подложкой и увеличения сплошности покрытия, а также повышают производительность процесса наплавки. Заявленное техническое решение поясняется чертежами, где на фиг. 1 изображено предлагаемое устройство на фиг. 2 - разрез А-А фиг. 1. Устройство состоит из корпуса 1, внутри которого на немагнитном основании 2 (например, алюминиевом) расположен магнит постоянного тока 3 Е-образной формы с сердечником 4. Сердечник 4 расположен в отверстии, выполненном в центральной части магнита постоянного тока 3, закреплен зажимным устройством и имеет резьбовое отверстие 5, в которое входит винт 6, выполненный из магнитопроводящего материала. На конце сердечника 4 в пазу закреплен сменный полюсный наконечник 7, в котором имеются каналы 8 для циркуляции смазочно-охлаждающей жидкости (СОЖ). Принудительная подача СОЖ по каналам 8 для охлаждения полюсного наконечника 7 осуществляется насо 3 6547 1 сом из бака (на чертеже не показаны). Бункер-дозатор 9 для подачи ферромагнитного порошка в потоке охлаждающей жидкости установлен на корпусе 1. Магнит постоянного тока 3 Е-образной формы расположен параллельно оси обрабатываемой детали 10. Сменный полюсный наконечник 7 и деталь 10 подключены разными полюсами к источнику постоянного тока наплавки. Устройство работает следующим образом. Устройство устанавливается на суппорте 11 наплавочного станка и изолируется от него прокладками. Обрабатываемая деталь 10 крепится в центрах и приводится во вращательное движение от привода станка. На полюсный наконечник 7 и деталь 10 передают напряжение от источника постоянного тока наплавки,а в зазор между полюсным наконечником 7 и деталью 10 подают ферромагнитный порошок из бункера-дозатора 9 в потоке рабочей жидкости. Частицы ферромагнитного порошка выстраиваются вдоль магнитных силовых линий, циркулирующих в двух замкнутых кольцевых потоках (магнит постоянного тока - деталь), образующихся благодаря Еобразной форме магнита постоянного тока 3 с расположенным в центре сердечником 4,разделяющим магнитный поток на две части и дающих наибольшую концентрацию магнитного потока в рабочем зазоре. При возникновении электрического разряда в рабочей зоне происходит расплавление зерен ферромагнитного порошка импульсами электрических разрядов, полярный перенос микрокапель порошка и распределение их по поверхности детали в постоянном магнитном поле. Величина магнитной индукции в пределах 0,8-1,1 Тл в рабочем зазоре регулируется изменением расстояния между магнитом постоянного тока 3 и деталью 10 путем перемещения суппорта 11 наплавочного станка, что обеспечивает возможность наплавки порошков с различной магнитной проводимостью. Величина магнитной индукции в пределах 0,1-0,2 Тл регулируются винтом 6, выполненным из магнитопроводящего материала и представляющим собой устройство шунтирования магнитного потока, работающим по принципу заполнения воздушной полости в сердечнике 4 винтом 6 из магнитопроводящего материала, перемещаемого по резьбе. Тепловая энергия, передаваемая полюсному наконечнику, отводится СОЖ, циркулирующей по каналам 8, выполненным в полюсном наконечнике 7, обеспечивая стабильный температурный режим, необходимый для нормальной работы постоянных магнитов. Источники информации 1. А.с. СССР 349769, МПК С 23 С 17/00, 1969. 2. Патент РФ 2034096, МПК С 23 С 26/00, 1991. 3. Заявка а 19990827, МПК В 23 Н 9/00, 1999 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C23C 26/00, B23H 9/00
Метки: устройство, покрытий, нанесения, ферромагнитных
Код ссылки
<a href="https://by.patents.su/4-6547-ustrojjstvo-dlya-naneseniya-ferromagnitnyh-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Устройство для нанесения ферромагнитных покрытий</a>
Устройство для нанесения покрытий электромагнитной наплавкой
Номер патента: 1445
Опубликовано: 16.12.1996
Авторы: Кожуро Лев Михайлович, Кожуро Сергей Львович, Акулович Леонид Михайлович, Орлов Юрий Григорьевич, Краснер Марк Григорьевич, Мрочек Жорж Адамович
МПК: B23K 9/04, B22D 19/10, B23P 6/00...
Метки: устройство, покрытий, наплавкой, электромагнитной, нанесения
Текст:
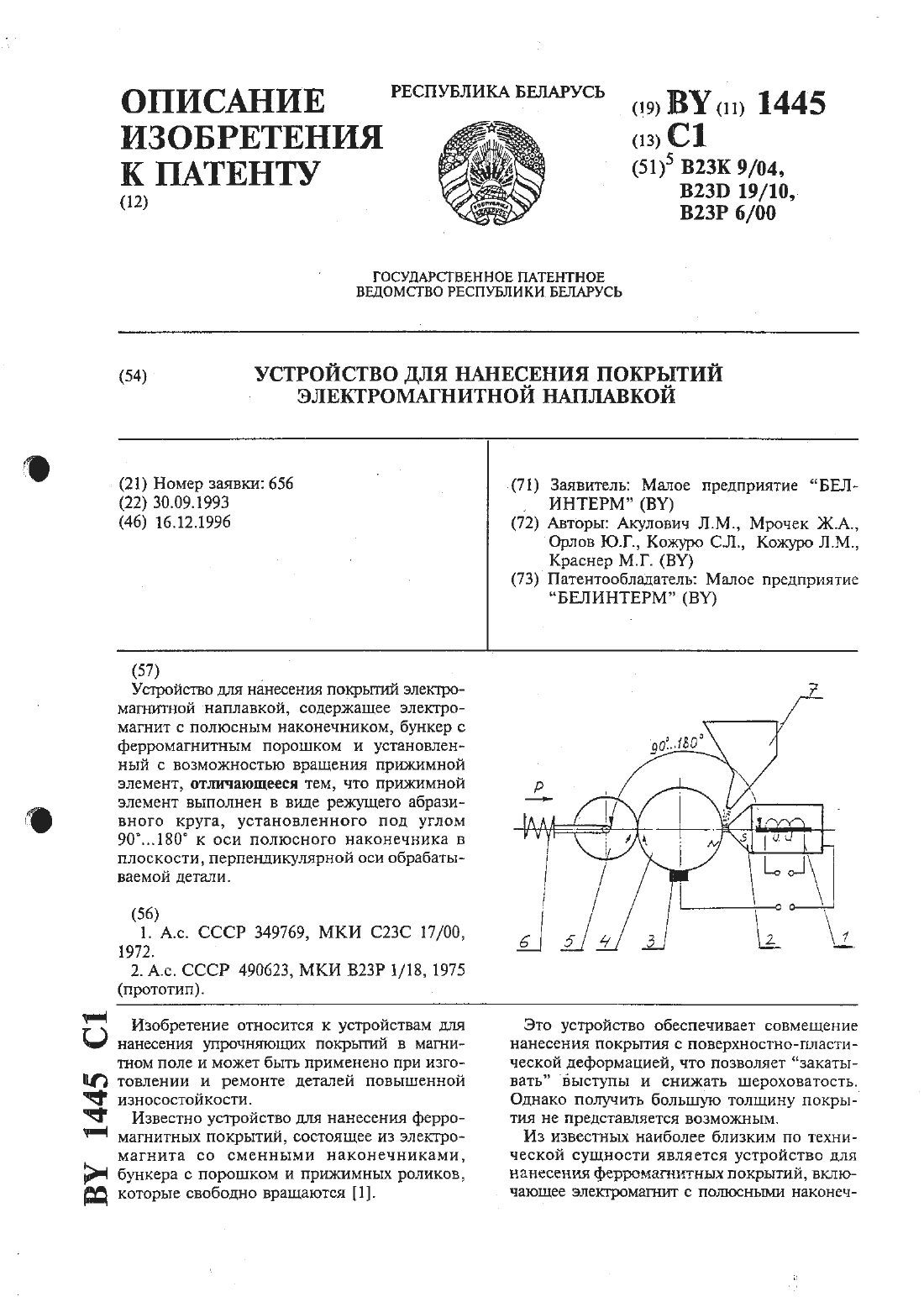
...в устройстве для нанесения покрытий электромагнитной наплавкой, содержащем электромагнит с полюсным наконечником, бункер с ферромагнитным порошком и установленный с возможностью вращения прижимной элемент, прижимной элемент выполнен в виде режущего абразивного круга, установленного под углом 9 О 180 к оси полюсного наконечника в плоскости, перпендикулярной оси обрабатываемой детали.На чертеже представлена схема заявляемого...
Устройство для нанесения металлических покрытий
Номер патента: U 1378
Опубликовано: 30.06.2004
Авторы: Ильющенко Александр Федорович, Витязь Петр Александрович, Миранович Алексей Валерьевич, Кожуро Лев Михайлович
МПК: C23C 26/00
Метки: нанесения, покрытий, устройство, металлических
Текст:
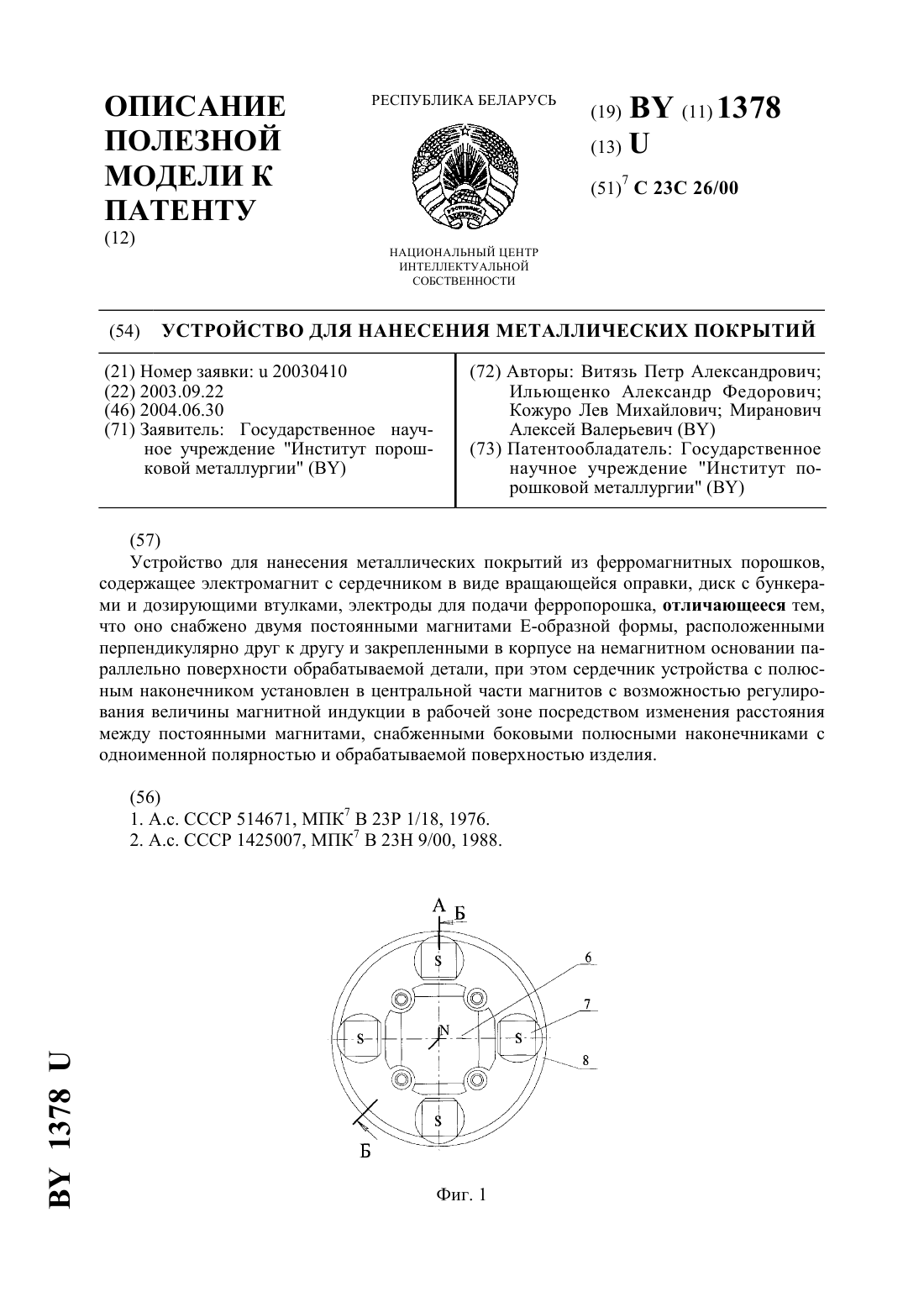
...с одноименной полярностью и обрабатываемой поверхностью изделия. Используемая конструкция магнитной системы в виде двух магнитов Е-образной формы, расположенных перпендикулярно друг к другу, создает оптимальную конфигурацию магнитных потоков, которая обеспечивает требуемую величину индукции в рабочем зазоре и приближает распределение магнитного поля по длине рабочих торцев полюсных наконечников (центрального и боковых) к...
Устройство для контроля толщины немагнитных покрытий на ферромагнитных основаниях
Номер патента: 3429
Опубликовано: 30.06.2000
Авторы: Ревяко Сергей Анатольевич, Сандомирский Сергей Григорьевич
МПК: G01B 7/06
Метки: устройство, ферромагнитных, толщины, основаниях, немагнитных, контроля, покрытий
Текст:
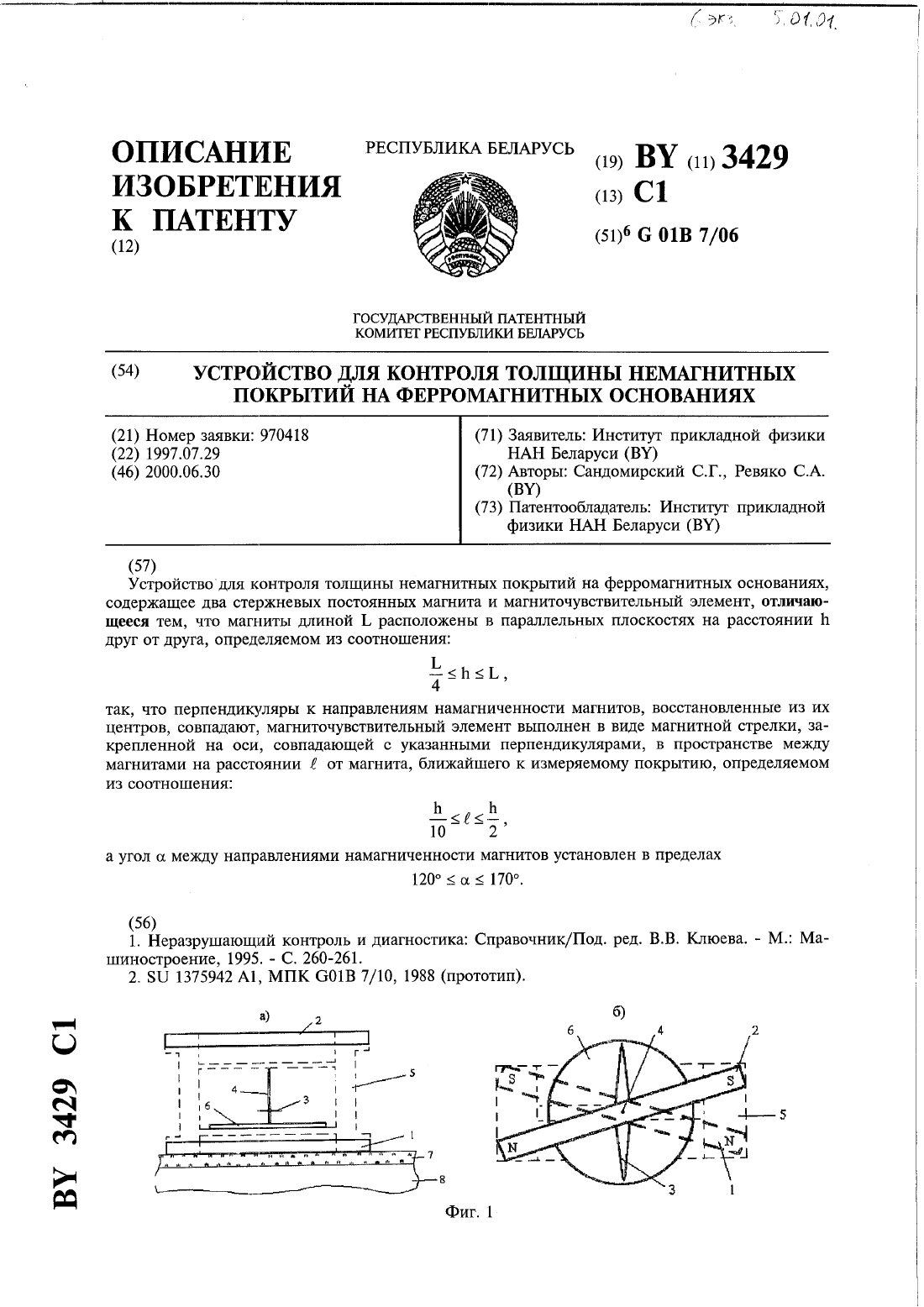
...угла поворота р индикаторной магнитной стрелки заявленного устройства от толщины х немагнитного покрытия при ос 150 для 0,211 (кривая 1) и В 0,511 (кривая 2), 11 0,51. (фиг. 2 а) и для В 0,211 (кривая 1) и В 0,511 (кривая 2),11 0,251. (фиг. 26).Устройство содержит два стержневых постоянных магнита 1 и 2, магнитную стрелку 3 на оси 4. Позицией 5 обозначен немагнитный каркас, 6 - шкала для отсчета контролируемой толщины, 7 -...
Способ нанесения металлических покрытий ферромагнитными порошками в магнитном поле импульсами разрядного тока
Номер патента: 6499
Опубликовано: 30.09.2004
Авторы: Хилько Дмитрий Николаевич, Реляво Александр Евгеньевич, Кожуро Лев Михайлович, Гальго Валерий Иванович, Тризно Владимир Владимирович, Сидоренко Михаил Иванович, Сергеев Леонид Ефимович, Ракомсин Александр Петрович
Метки: способ, импульсами, тока, порошками, поле, ферромагнитными, разрядного, металлических, покрытий, нанесения, магнитном
Текст:
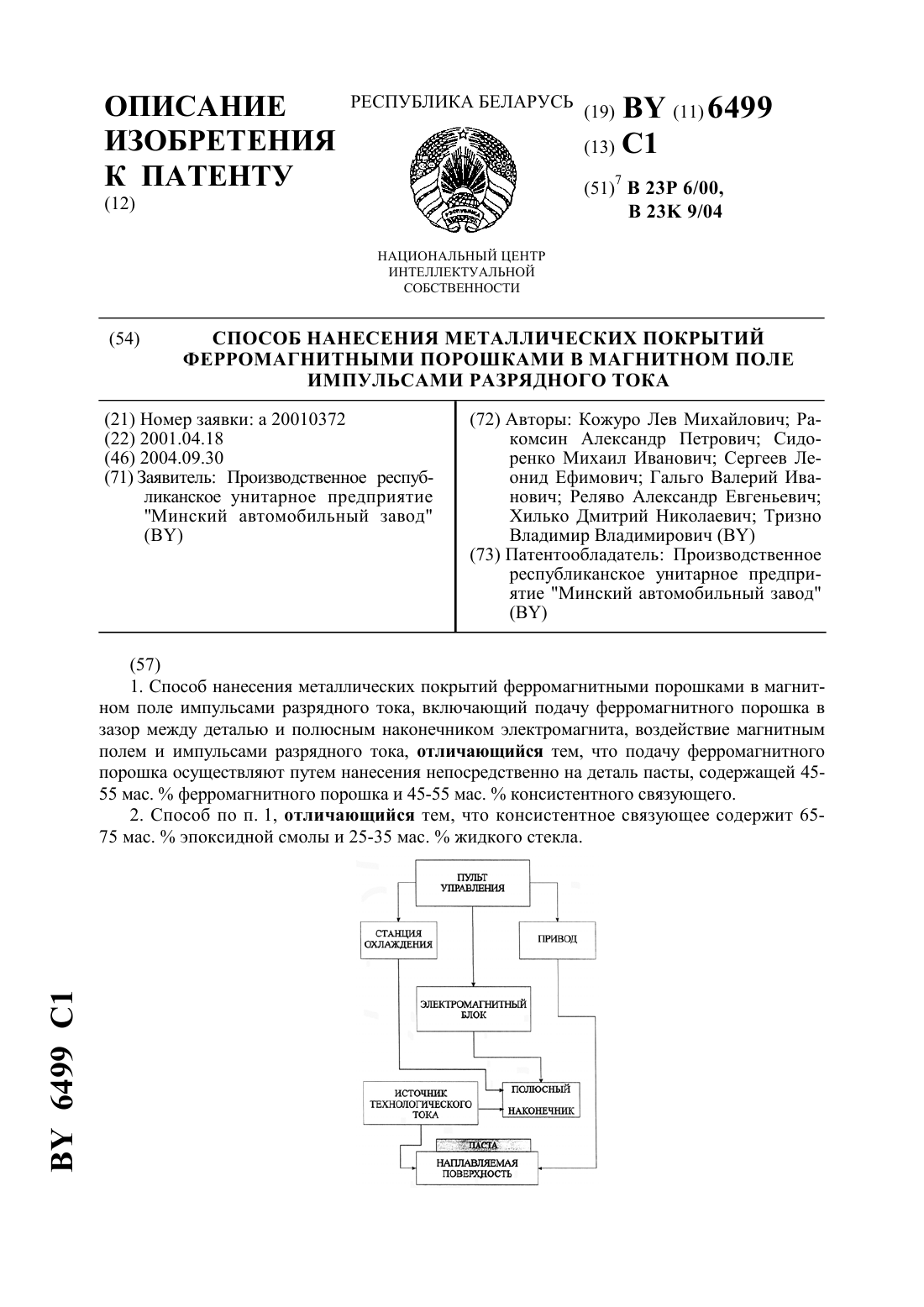
...порошками в магнитном поле импульсами разрядного тока, включающем подачу ферромагнитного порошка в зазор между деталью и полюсным наконечником электромагнита, воздействие магнитным полем и импульсами разрядного тока, подачу ферромагнитного порошка осуществляют путем нанесения непосредственно на деталь пасты, содержащей 45-55 мас.ферромагнитного порошка и 45-55 мас.консистентного связующего. Консистентное связующее берут в соотношении 65-75...
Устройство для электромагнитной наплавки
Номер патента: 3676
Опубликовано: 30.12.2000
Авторы: Гальго Сергей Иванович, Кожуро Сергей Львович, Акулович Леонид Михайлович, Гальго Валерий Иванович, Мрочек Жорж Адамович, Кожуро Лев Михайлович
Метки: устройство, наплавки, электромагнитной
Текст:
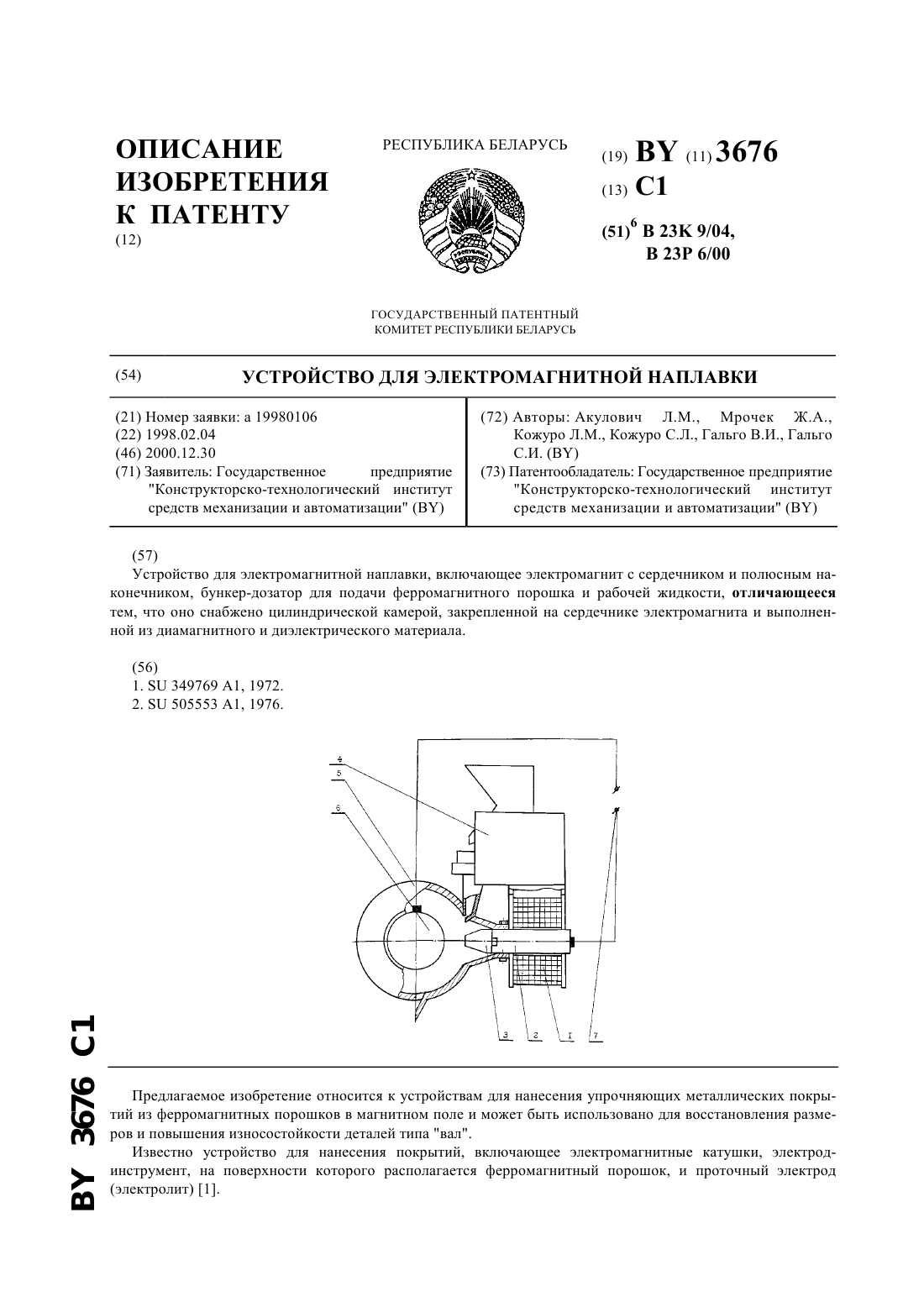
...состоит из электромагнита 1 с сердечником 2 и сменным полюсным наконечником 3, бункера-дозатора 4 для подачи ферромагнитного порошка и рабочей жидкости, цилиндрической камеры 5, охватывающей наплавляемую поверхность детали 6 и закрепленной на сердечнике 2, источника тока 7. Устройство работает следующим образом. Обрабатываемая деталь 6 приводится во вращение. В зазор между полюсным наконечником 3 и деталью 6 подают ферропорошок из...
Предыдущий патент: Обогреватель
Следующий патент: Станок для непрерывного оребрения плоских теплообменных элементов
Случайный патент: Крыша