Способ котроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки
Номер патента: 3619
Опубликовано: 30.12.2000
Авторы: Мельгуй Михаил Александрович, Матюк Владимир Федорович, Кратиров Валерий Борисович
Текст
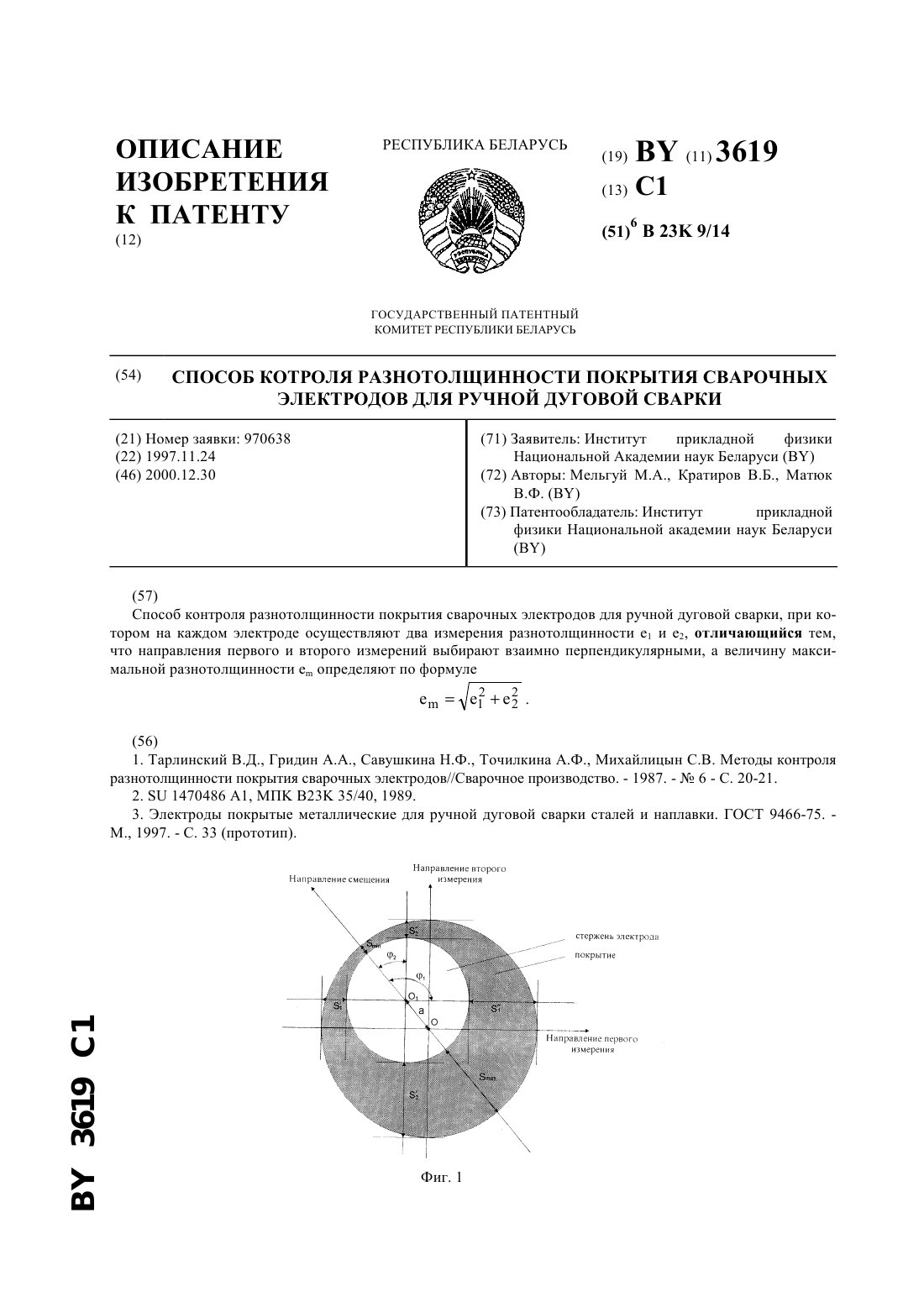
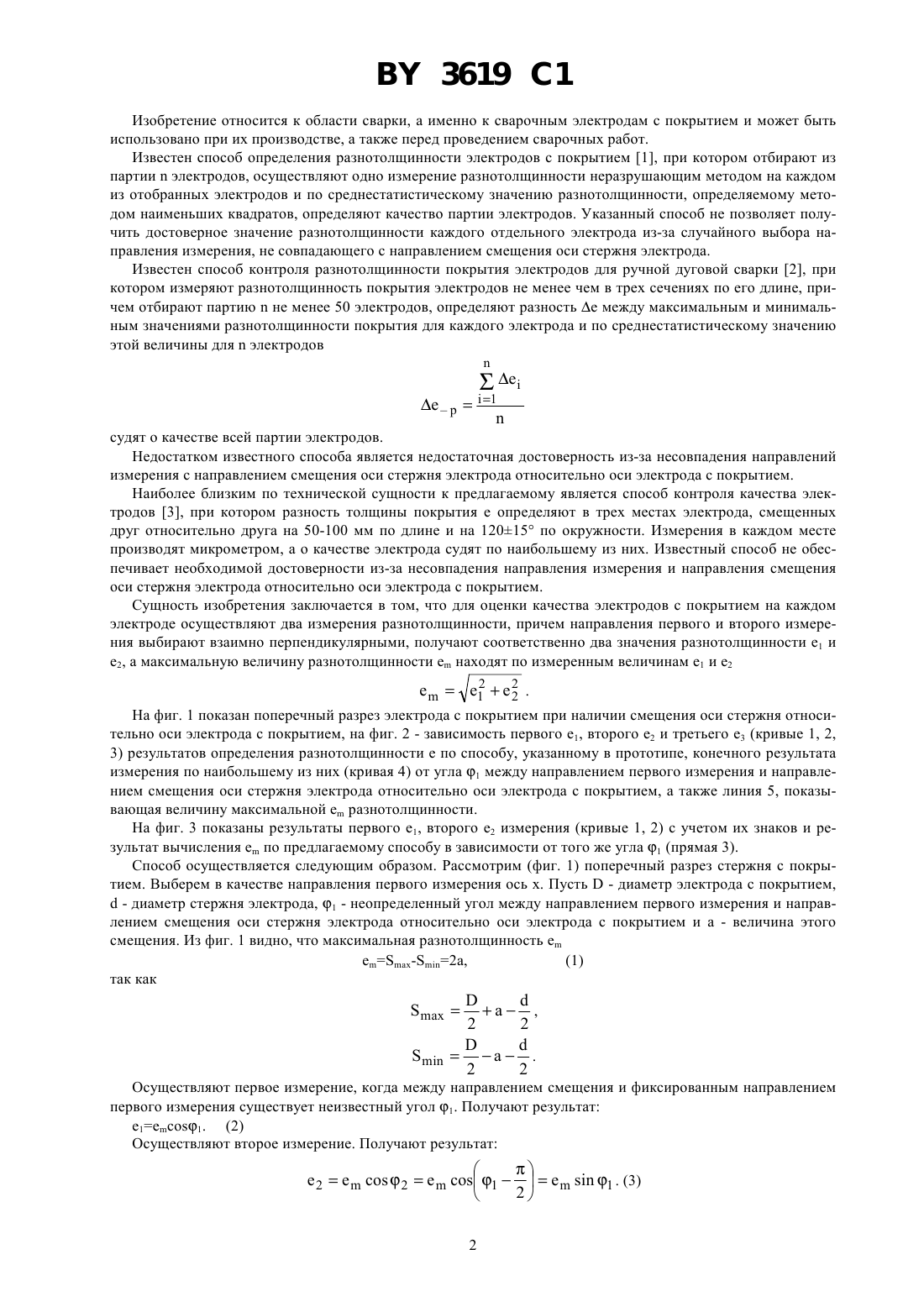
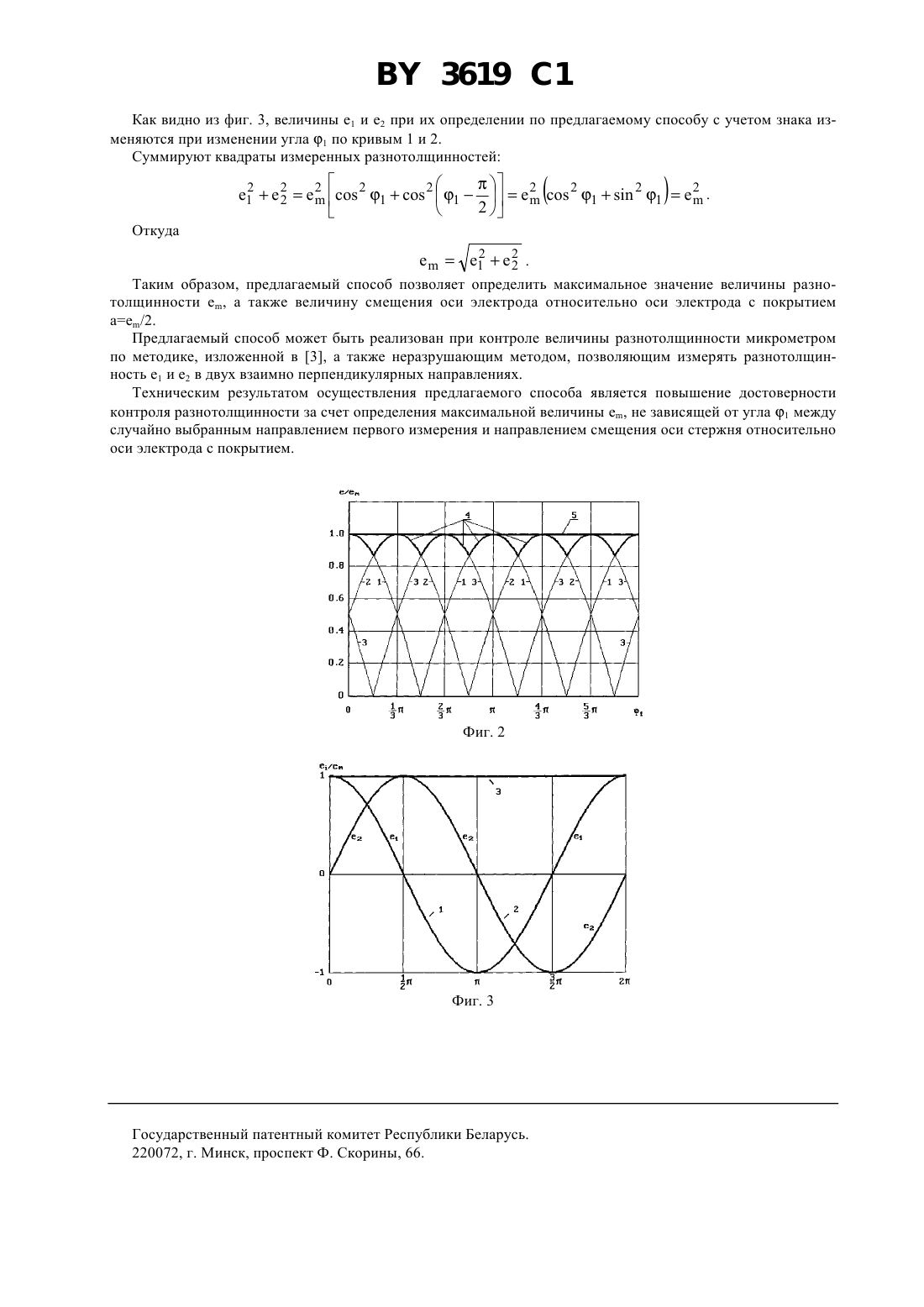
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ КОТРОЛЯ РАЗНОТОЛЩИННОСТИ ПОКРЫТИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ(71) Заявитель Институт прикладной физики Национальной Академии наук Беларуси(73) Патентообладатель Институт прикладной физики Национальной академии наук Беларуси(57) Способ контроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки, при котором на каждом электроде осуществляют два измерения разнотолщинности 1 и 2, отличающийся тем,что направления первого и второго измерений выбирают взаимно перпендикулярными, а величину максимальной разнотолщинностиопределяют по формуле 212 . 2(56) 1. Тарлинский В.Д., Гридин А.А., Савушкина Н.Ф., Точилкина А.Ф., Михайлицын С.В. Методы контроля разнотолщинности покрытия сварочных электродов//Сварочное производство. - 1987. -6 - С. 20-21. 2.1470486 1, П 23 35/40, 1989. 3. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. ГОСТ 9466-75. М., 1997. - С. 33 (прототип). 3619 1 Изобретение относится к области сварки, а именно к сварочным электродам с покрытием и может быть использовано при их производстве, а также перед проведением сварочных работ. Известен способ определения разнотолщинности электродов с покрытием 1, при котором отбирают из партииэлектродов, осуществляют одно измерение разнотолщинности неразрушающим методом на каждом из отобранных электродов и по среднестатистическому значению разнотолщинности, определяемому методом наименьших квадратов, определяют качество партии электродов. Указанный способ не позволяет получить достоверное значение разнотолщинности каждого отдельного электрода из-за случайного выбора направления измерения, не совпадающего с направлением смещения оси стержня электрода. Известен способ контроля разнотолщинности покрытия электродов для ручной дуговой сварки 2, при котором измеряют разнотолщинность покрытия электродов не менее чем в трех сечениях по его длине, причем отбирают партиюне менее 50 электродов, определяют разность е между максимальным и минимальным значениями разнотолщинности покрытия для каждого электрода и по среднестатистическому значению этой величины дляэлектродов судят о качестве всей партии электродов. Недостатком известного способа является недостаточная достоверность из-за несовпадения направлений измерения с направлением смещения оси стержня электрода относительно оси электрода с покрытием. Наиболее близким по технической сущности к предлагаемому является способ контроля качества электродов 3, при котором разность толщины покрытия е определяют в трех местах электрода, смещенных друг относительно друга на 50-100 мм по длине и на 12015 по окружности. Измерения в каждом месте производят микрометром, а о качестве электрода судят по наибольшему из них. Известный способ не обеспечивает необходимой достоверности из-за несовпадения направления измерения и направления смещения оси стержня электрода относительно оси электрода с покрытием. Сущность изобретения заключается в том, что для оценки качества электродов с покрытием на каждом электроде осуществляют два измерения разнотолщинности, причем направления первого и второго измерения выбирают взаимно перпендикулярными, получают соответственно два значения разнотолщинности 1 и 2, а максимальную величину разнотолщинности е находят по измеренным величинам е 1 и 2 212 . 2 На фиг. 1 показан поперечный разрез электрода с покрытием при наличии смещения оси стержня относительно оси электрода с покрытием, на фиг. 2 - зависимость первого 1, второго 2 и третьего е 3 (кривые 1, 2,3) результатов определения разнотолщинности е по способу, указанному в прототипе, конечного результата измерения по наибольшему из них (кривая 4) от угла 1 между направлением первого измерения и направлением смещения оси стержня электрода относительно оси электрода с покрытием, а также линия 5, показывающая величину максимальной е разнотолщинности. На фиг. 3 показаны результаты первого 1, второго 2 измерения (кривые 1, 2) с учетом их знаков и результат вычисления е по предлагаемому способу в зависимости от того же угла 1 (прямая 3). Способ осуществляется следующим образом. Рассмотрим (фиг. 1) поперечный разрез стержня с покрытием. Выберем в качестве направления первого измерения ось х. Пусть- диаметр электрода с покрытием, - диаметр стержня электрода, 1 - неопределенный угол между направлением первого измерения и направлением смещения оси стержня электрода относительно оси электрода с покрытием и а - величина этого смещения. Из фиг. 1 видно, что максимальная разнотолщинность е Осуществляют первое измерение, когда между направлением смещения и фиксированным направлением первого измерения существует неизвестный угол 1. Получают результат 11. (2) Осуществляют второе измерение. Получают результат 3619 1 Как видно из фиг. 3, величины 1 и 2 при их определении по предлагаемому способу с учетом знака изменяются при изменении угла 1 по кривым 1 и 2. Суммируют квадраты измеренных разнотолщинностей Таким образом, предлагаемый способ позволяет определить максимальное значение величины разнотолщинности е, а также величину смещения оси электрода относительно оси электрода с покрытием ае/2. Предлагаемый способ может быть реализован при контроле величины разнотолщинности микрометром по методике, изложенной в 3, а также неразрушающим методом, позволяющим измерять разнотолщинность 1 и 2 в двух взаимно перпендикулярных направлениях. Техническим результатом осуществления предлагаемого способа является повышение достоверности контроля разнотолщинности за счет определения максимальной величины , не зависящей от угла 1 между случайно выбранным направлением первого измерения и направлением смещения оси стержня относительно оси электрода с покрытием. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 9/14
Метки: покрытия, ручной, котроля, сварочных, разнотолщинности, сварки, способ, дуговой, электродов
Код ссылки
<a href="https://by.patents.su/3-3619-sposob-kotrolya-raznotolshhinnosti-pokrytiya-svarochnyh-elektrodov-dlya-ruchnojj-dugovojj-svarki.html" rel="bookmark" title="База патентов Беларуси">Способ котроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки</a>
Способ контроля разнотолщинности покрытия сварочных электродов для ручной дуговой сварки
Номер патента: 3342
Опубликовано: 30.06.2000
Авторы: Шелег Валерий Константинович, Мельгуй Михаил Александрович, Матюк Владимир Федорович, Денисов Леонид Сергеевич
МПК: B23K 31/12, B23K 35/40, G01B 21/08...
Метки: электродов, способ, разнотолщинности, контроля, сварочных, ручной, сварки, покрытия, дуговой
Текст:
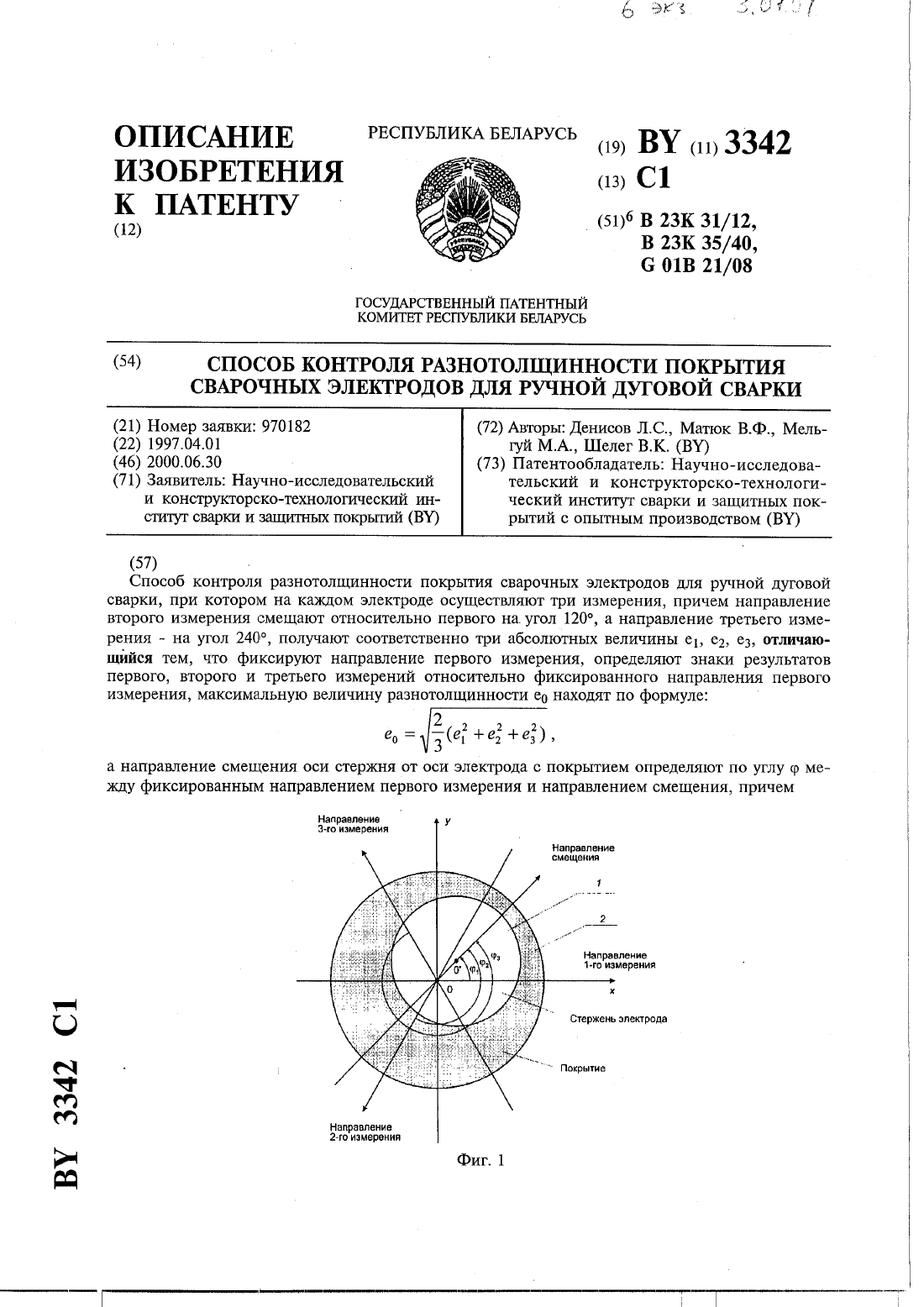
...смещено относительно направления первого измерения на угол 120, а направление третьего измерения - на 240, получают соответственно три абсолютных значения е 1, е 2, е 3, определяют знаки этих величинотносительно фиксированного направления первого измерения, максимальную величину разнотолщинности со находят по формулеа направление СМСЦЕСНИЯ ОСИ СТВРИСНЯ ОТНОСИТЕЛЬНО ОСИ электрода С ПОКРЫТИСМ НЗХОДЯТ ПО УГ лу (р между фиксированным направлением...
Электрододержатель для ручной дуговой сварки
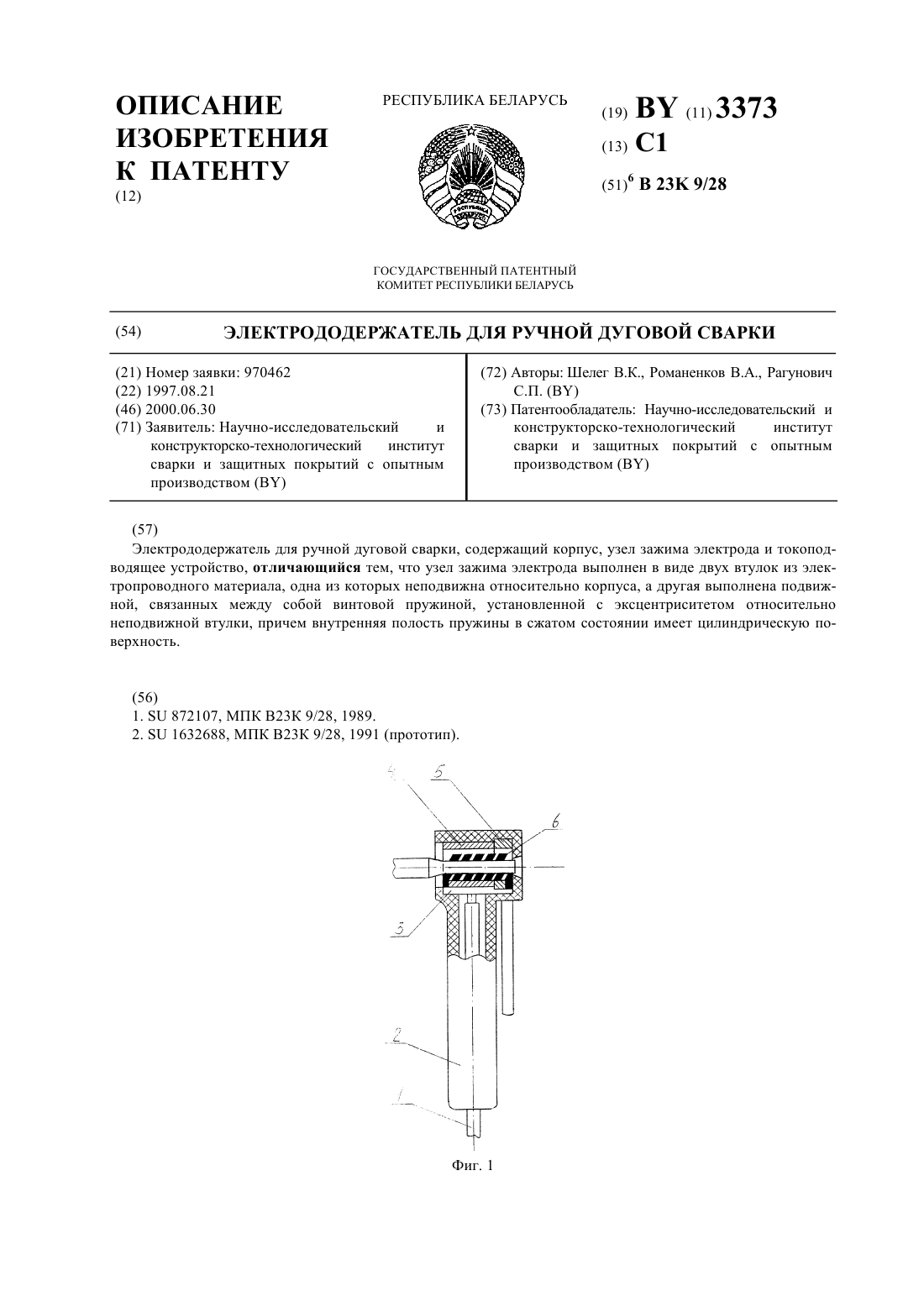
Номер патента: 3373
Опубликовано: 30.06.2000
Авторы: Рагунович Сергей Петрович, Романенков Владимир Андреевич, Шелег Валерий Константинович
МПК: B23K 9/28
Метки: дуговой, ручной, электрододержатель, сварки
Текст:
...использования, например, проволоки прямоугольного сечения, механической обработки и т.д., обеспечивается максимально возможная площадь охвата оголенного участка. При этом раздельная работа витков пружины обеспечивает надежный контакт независимо от чистоты поверхности проволоки, что снижает температуру нагрева при прохождении электрического тока от пружины к электроду и эрозионное разрушение узла зажима электрода. Снижение рабочей...
Электрододержатель для ручной дуговой сварки
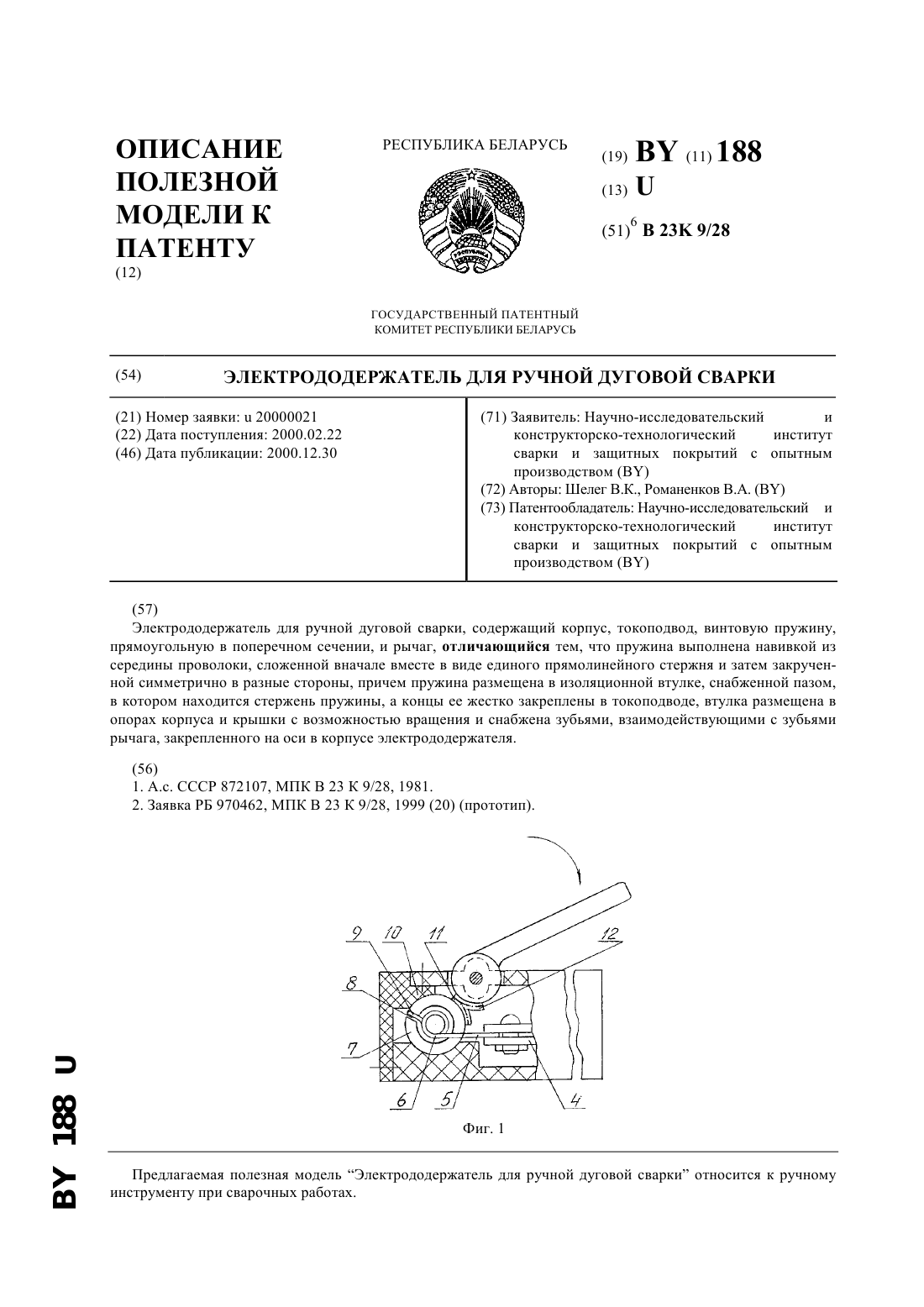
Номер патента: U 188
Опубликовано: 30.12.2000
Авторы: Шелег Валерий Константинович, Романенков Владимир Андреевич
МПК: B23K 9/28
Метки: электрододержатель, сварки, ручной, дуговой
Текст:
...прямоугольная в поперечном сечении, навитая из середины проволоки с оставлением прямоугольного сдвоенного стержня в пазу втулки и закрученной симметрично в разные стороны с закреплением концов жестко в токоподводе втулка размещается в опорах корпуса и крышки с возможностью вращения вместе с рычагом, для чего и втулка, и рычаг снабжены на периферийных участках зубьями, рычаг крепится в стенках корпуса на металлической оси. На фиг. 1...
Электропроводящая паста для формирования внешних электродов многослойных керамических конденсаторов
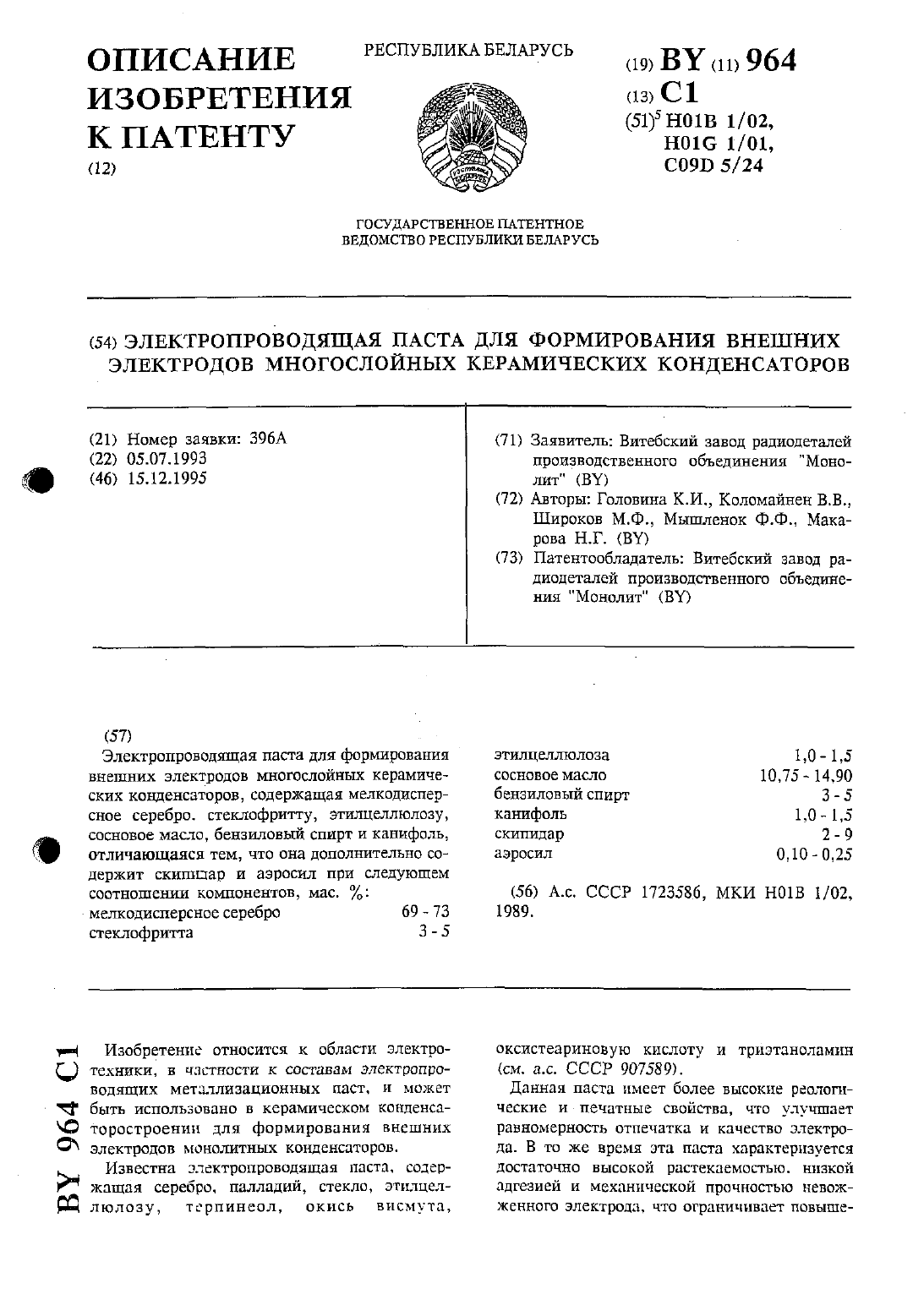
Номер патента: 964
Опубликовано: 15.12.1995
Авторы: Широков Михаил Федорович, Макарова Нина Григорьевна, Мышленок Федор Федорович, Головина Клавдия Ивановна, Коломайнен Валерий Вяйнович
МПК: H01G 1/01, C09D 5/24, H01B 1/02...
Метки: конденсаторов, керамических, электропроводящая, электродов, многослойных, внешних, формирования, паста
Текст:
...на их углах и ребрах. Кроме того, оставаясь после зажигания электрода на ребрах металлизируемой поверхности, аэросил способствует снижению скорости растворения серебра в припое. Присутствие в составе пасты скипидара обеспечивает ей оптимальную растекаемость, необходимую для получения равномерного Невожжснного покрытия по всей поверхности. Экспериментально подтверждено, что предлагаемые компонентные особенности пасты обеспечивают снижение...
Электропроводящая паста для формирования внешних электродов конденсаторов монолитного типа
Номер патента: 278
Опубликовано: 30.12.1994
Авторы: Лычковский И. А., Головина К. И., Чернякова Т. М.
МПК: H01B 1/02
Метки: конденсаторов, электродов, типа, внешних, электропроводящая, монолитного, паста, формирования
Текст:
...ВВЕДЕНЫ СОСНОвое масло, бензиловый спирт и канифоль при следующем соотношении компонентов, мас. Мелкодисперсное серебро 50-70 Папладиевая чернь 2.5 П.5Положительный эффект, обеспечиваетСЯ тем. ЧТО В результате ХОООШЕГО СОЧБТЗНИЯ бензилового спирта. соснового масла и канифоли другсдругом и сдругими компонентами пасты достигается снижение текучести пасты. повышение адгезии и механической прочности невожженного электрода. а также упучшение...
Предыдущий патент: Способ приготовления солевых ванн для оздоровительных водолечебных процедур
Следующий патент: Способ инжекции жидкости непосредственно в псевдоожиженный слой и форсунка для его осуществления
Случайный патент: Ингибиторы 5-липоксигеназы