Устройство для растачивания отверстий в крупногабаритной детали
Текст
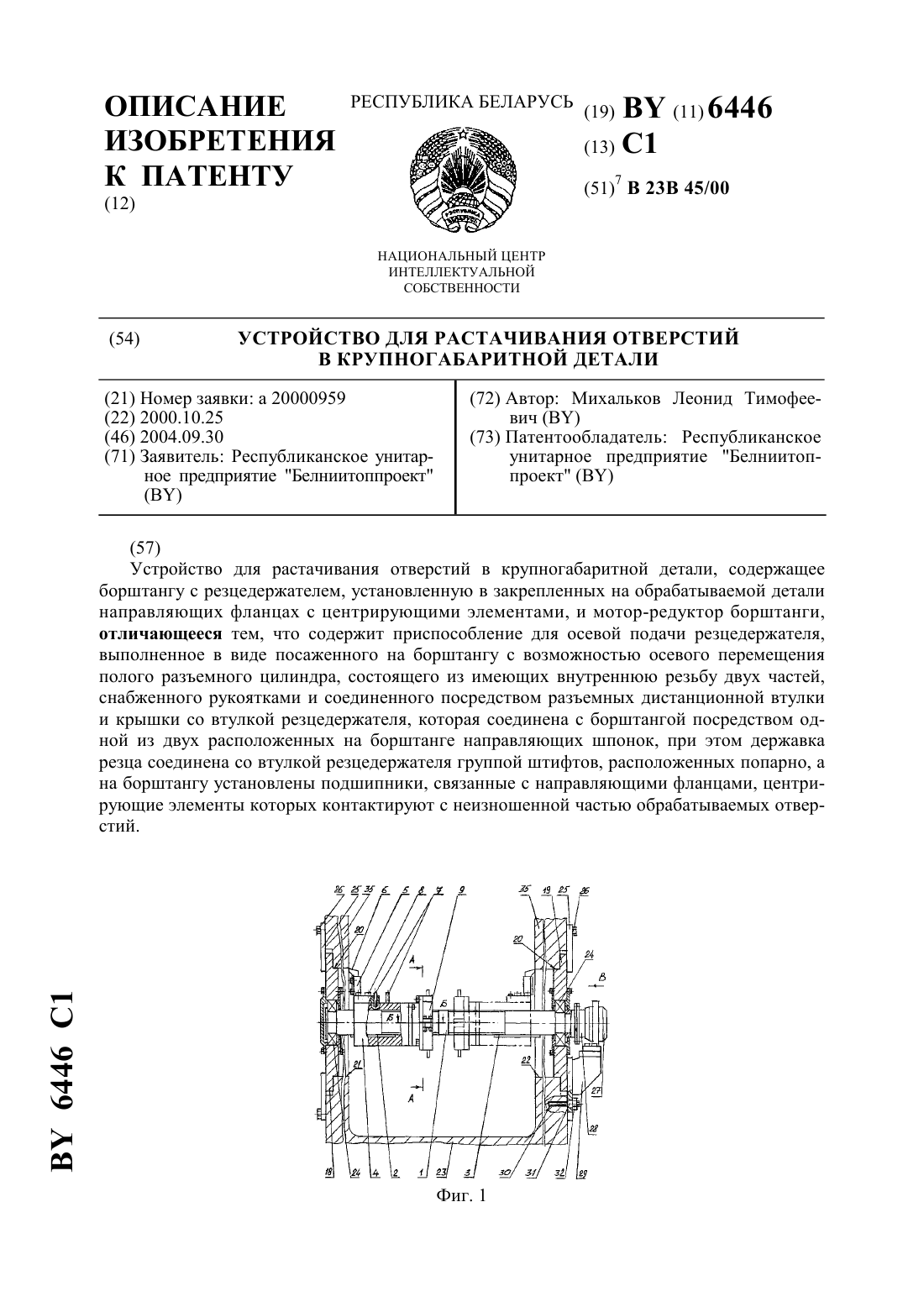
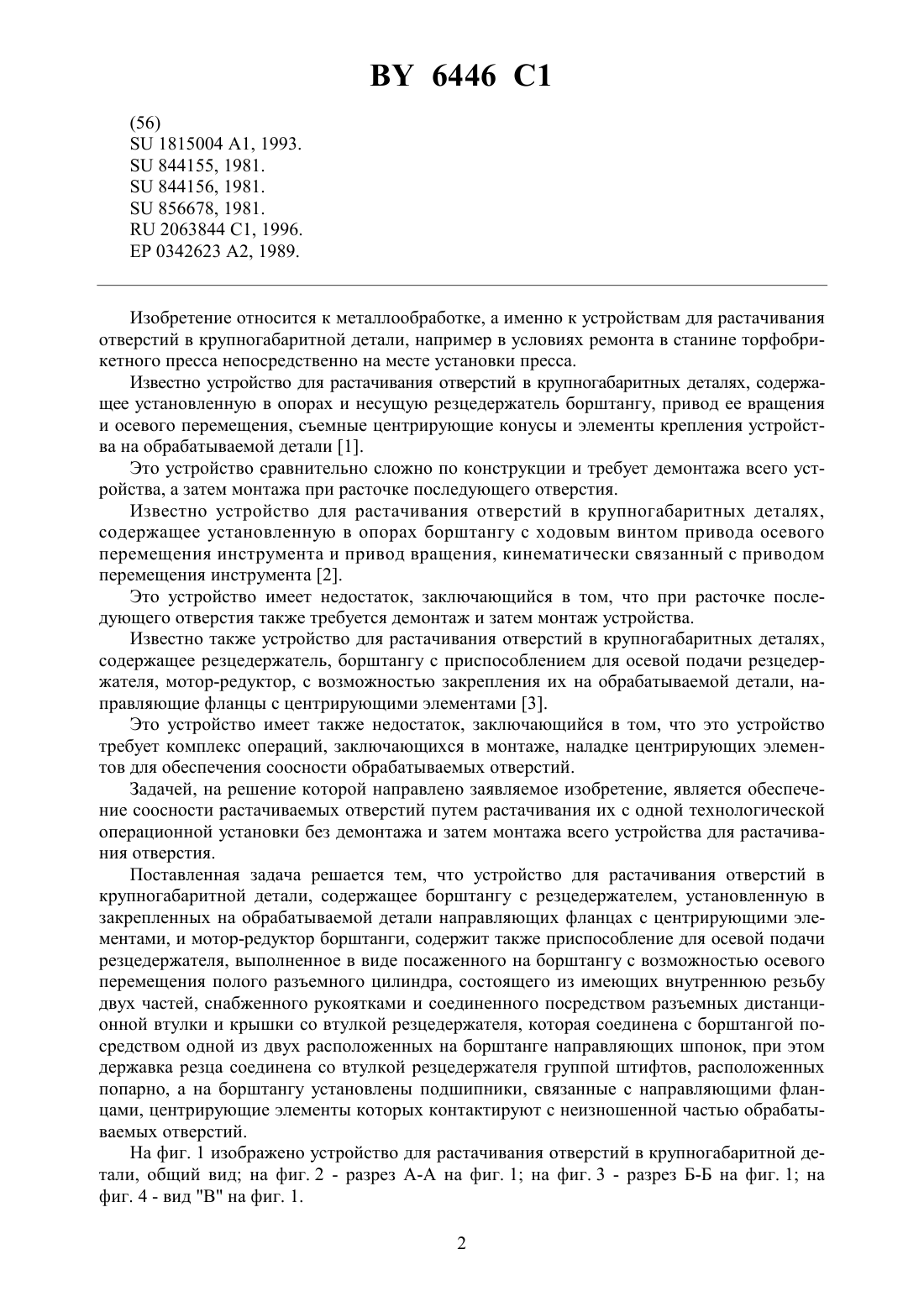
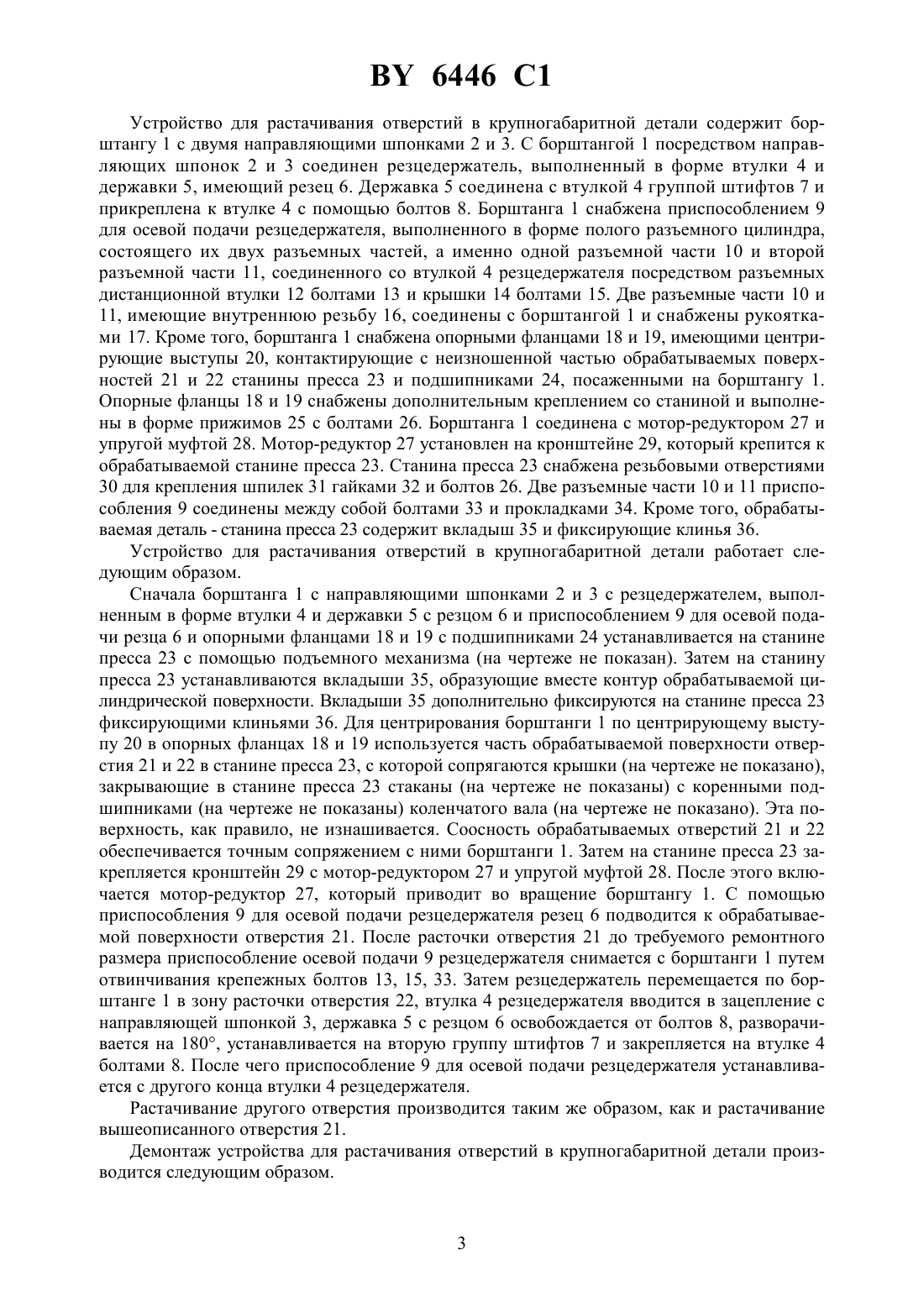
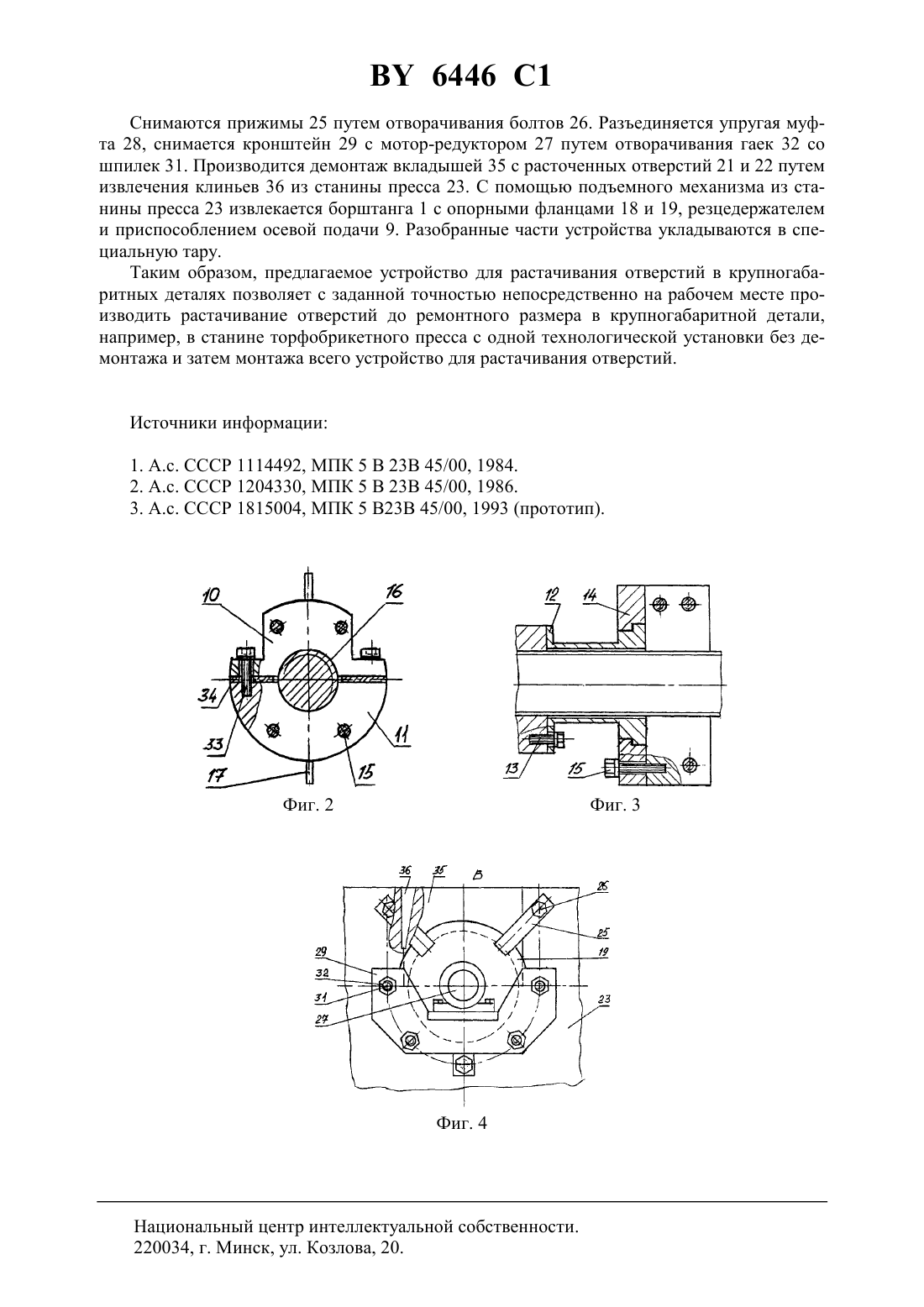
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В КРУПНОГАБАРИТНОЙ ДЕТАЛИ(71) Заявитель Республиканское унитарное предприятие Белниитоппроект(72) Автор Михальков Леонид Тимофеевич(73) Патентообладатель Республиканское унитарное предприятие Белниитоппроект(57) Устройство для растачивания отверстий в крупногабаритной детали, содержащее борштангу с резцедержателем, установленную в закрепленных на обрабатываемой детали направляющих фланцах с центрирующими элементами, и мотор-редуктор борштанги,отличающееся тем, что содержит приспособление для осевой подачи резцедержателя,выполненное в виде посаженного на борштангу с возможностью осевого перемещения полого разъемного цилиндра, состоящего из имеющих внутреннюю резьбу двух частей,снабженного рукоятками и соединенного посредством разъемных дистанционной втулки и крышки со втулкой резцедержателя, которая соединена с борштангой посредством одной из двух расположенных на борштанге направляющих шпонок, при этом державка резца соединена со втулкой резцедержателя группой штифтов, расположенных попарно, а на борштангу установлены подшипники, связанные с направляющими фланцами, центрирующие элементы которых контактируют с неизношенной частью обрабатываемых отверстий.(56)1815004 1, 1993.844155, 1981.844156, 1981.856678, 1981.2063844 1, 1996.0342623 2, 1989. Изобретение относится к металлообработке, а именно к устройствам для растачивания отверстий в крупногабаритной детали, например в условиях ремонта в станине торфобрикетного пресса непосредственно на месте установки пресса. Известно устройство для растачивания отверстий в крупногабаритных деталях, содержащее установленную в опорах и несущую резцедержатель борштангу, привод ее вращения и осевого перемещения, съемные центрирующие конусы и элементы крепления устройства на обрабатываемой детали 1. Это устройство сравнительно сложно по конструкции и требует демонтажа всего устройства, а затем монтажа при расточке последующего отверстия. Известно устройство для растачивания отверстий в крупногабаритных деталях,содержащее установленную в опорах борштангу с ходовым винтом привода осевого перемещения инструмента и привод вращения, кинематически связанный с приводом перемещения инструмента 2. Это устройство имеет недостаток, заключающийся в том, что при расточке последующего отверстия также требуется демонтаж и затем монтаж устройства. Известно также устройство для растачивания отверстий в крупногабаритных деталях,содержащее резцедержатель, борштангу с приспособлением для осевой подачи резцедержателя, мотор-редуктор, с возможностью закрепления их на обрабатываемой детали, направляющие фланцы с центрирующими элементами 3. Это устройство имеет также недостаток, заключающийся в том, что это устройство требует комплекс операций, заключающихся в монтаже, наладке центрирующих элементов для обеспечения соосности обрабатываемых отверстий. Задачей, на решение которой направлено заявляемое изобретение, является обеспечение соосности растачиваемых отверстий путем растачивания их с одной технологической операционной установки без демонтажа и затем монтажа всего устройства для растачивания отверстия. Поставленная задача решается тем, что устройство для растачивания отверстий в крупногабаритной детали, содержащее борштангу с резцедержателем, установленную в закрепленных на обрабатываемой детали направляющих фланцах с центрирующими элементами, и мотор-редуктор борштанги, содержит также приспособление для осевой подачи резцедержателя, выполненное в виде посаженного на борштангу с возможностью осевого перемещения полого разъемного цилиндра, состоящего из имеющих внутреннюю резьбу двух частей, снабженного рукоятками и соединенного посредством разъемных дистанционной втулки и крышки со втулкой резцедержателя, которая соединена с борштангой посредством одной из двух расположенных на борштанге направляющих шпонок, при этом державка резца соединена со втулкой резцедержателя группой штифтов, расположенных попарно, а на борштангу установлены подшипники, связанные с направляющими фланцами, центрирующие элементы которых контактируют с неизношенной частью обрабатываемых отверстий. На фиг. 1 изображено устройство для растачивания отверстий в крупногабаритной детали, общий вид на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - вид В на фиг. 1. 2 6446 1 Устройство для растачивания отверстий в крупногабаритной детали содержит борштангу 1 с двумя направляющими шпонками 2 и 3. С борштангой 1 посредством направляющих шпонок 2 и 3 соединен резцедержатель, выполненный в форме втулки 4 и державки 5, имеющий резец 6. Державка 5 соединена с втулкой 4 группой штифтов 7 и прикреплена к втулке 4 с помощью болтов 8. Борштанга 1 снабжена приспособлением 9 для осевой подачи резцедержателя, выполненного в форме полого разъемного цилиндра,состоящего их двух разъемных частей, а именно одной разъемной части 10 и второй разъемной части 11, соединенного со втулкой 4 резцедержателя посредством разъемных дистанционной втулки 12 болтами 13 и крышки 14 болтами 15. Две разъемные части 10 и 11, имеющие внутреннюю резьбу 16, соединены с борштангой 1 и снабжены рукоятками 17. Кроме того, борштанга 1 снабжена опорными фланцами 18 и 19, имеющими центрирующие выступы 20, контактирующие с неизношенной частью обрабатываемых поверхностей 21 и 22 станины пресса 23 и подшипниками 24, посаженными на борштангу 1. Опорные фланцы 18 и 19 снабжены дополнительным креплением со станиной и выполнены в форме прижимов 25 с болтами 26. Борштанга 1 соединена с мотор-редуктором 27 и упругой муфтой 28. Мотор-редуктор 27 установлен на кронштейне 29, который крепится к обрабатываемой станине пресса 23. Станина пресса 23 снабжена резьбовыми отверстиями 30 для крепления шпилек 31 гайками 32 и болтов 26. Две разъемные части 10 и 11 приспособления 9 соединены между собой болтами 33 и прокладками 34. Кроме того, обрабатываемая деталь - станина пресса 23 содержит вкладыш 35 и фиксирующие клинья 36. Устройство для растачивания отверстий в крупногабаритной детали работает следующим образом. Сначала борштанга 1 с направляющими шпонками 2 и 3 с резцедержателем, выполненным в форме втулки 4 и державки 5 с резцом 6 и приспособлением 9 для осевой подачи резца 6 и опорными фланцами 18 и 19 с подшипниками 24 устанавливается на станине пресса 23 с помощью подъемного механизма (на чертеже не показан). Затем на станину пресса 23 устанавливаются вкладыши 35, образующие вместе контур обрабатываемой цилиндрической поверхности. Вкладыши 35 дополнительно фиксируются на станине пресса 23 фиксирующими клиньями 36. Для центрирования борштанги 1 по центрирующему выступу 20 в опорных фланцах 18 и 19 используется часть обрабатываемой поверхности отверстия 21 и 22 в станине пресса 23, с которой сопрягаются крышки (на чертеже не показано),закрывающие в станине пресса 23 стаканы (на чертеже не показаны) с коренными подшипниками (на чертеже не показаны) коленчатого вала (на чертеже не показано). Эта поверхность, как правило, не изнашивается. Соосность обрабатываемых отверстий 21 и 22 обеспечивается точным сопряжением с ними борштанги 1. Затем на станине пресса 23 закрепляется кронштейн 29 с мотор-редуктором 27 и упругой муфтой 28. После этого включается мотор-редуктор 27, который приводит во вращение борштангу 1. С помощью приспособления 9 для осевой подачи резцедержателя резец 6 подводится к обрабатываемой поверхности отверстия 21. После расточки отверстия 21 до требуемого ремонтного размера приспособление осевой подачи 9 резцедержателя снимается с борштанги 1 путем отвинчивания крепежных болтов 13, 15, 33. Затем резцедержатель перемещается по борштанге 1 в зону расточки отверстия 22, втулка 4 резцедержателя вводится в зацепление с направляющей шпонкой 3, державка 5 с резцом 6 освобождается от болтов 8, разворачивается на 180, устанавливается на вторую группу штифтов 7 и закрепляется на втулке 4 болтами 8. После чего приспособление 9 для осевой подачи резцедержателя устанавливается с другого конца втулки 4 резцедержателя. Растачивание другого отверстия производится таким же образом, как и растачивание вышеописанного отверстия 21. Демонтаж устройства для растачивания отверстий в крупногабаритной детали производится следующим образом. 6446 1 Снимаются прижимы 25 путем отворачивания болтов 26. Разъединяется упругая муфта 28, снимается кронштейн 29 с мотор-редуктором 27 путем отворачивания гаек 32 со шпилек 31. Производится демонтаж вкладышей 35 с расточенных отверстий 21 и 22 путем извлечения клиньев 36 из станины пресса 23. С помощью подъемного механизма из станины пресса 23 извлекается борштанга 1 с опорными фланцами 18 и 19, резцедержателем и приспособлением осевой подачи 9. Разобранные части устройства укладываются в специальную тару. Таким образом, предлагаемое устройство для растачивания отверстий в крупногабаритных деталях позволяет с заданной точностью непосредственно на рабочем месте производить растачивание отверстий до ремонтного размера в крупногабаритной детали,например, в станине торфобрикетного пресса с одной технологической установки без демонтажа и затем монтажа всего устройство для растачивания отверстий. Источники информации 1. А.с. СССР 1114492, МПК 5 В 23 В 45/00, 1984. 2. А.с. СССР 1204330, МПК 5 В 23 В 45/00, 1986. 3. А.с. СССР 1815004, МПК 5 В 23 В 45/00, 1993 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23B 45/00
Метки: устройство, отверстий, крупногабаритной, детали, растачивания
Код ссылки
<a href="https://by.patents.su/4-6446-ustrojjstvo-dlya-rastachivaniya-otverstijj-v-krupnogabaritnojj-detali.html" rel="bookmark" title="База патентов Беларуси">Устройство для растачивания отверстий в крупногабаритной детали</a>
Устройство для сборки деталей запрессовкой и обработки отверстий
Номер патента: 4377
Опубликовано: 30.03.2002
Авторы: Жолобов Александр Алексеевич, Федоренко Алексей Михайлович
МПК: B23P 19/027
Метки: сборки, деталей, устройство, запрессовкой, обработки, отверстий
Текст:
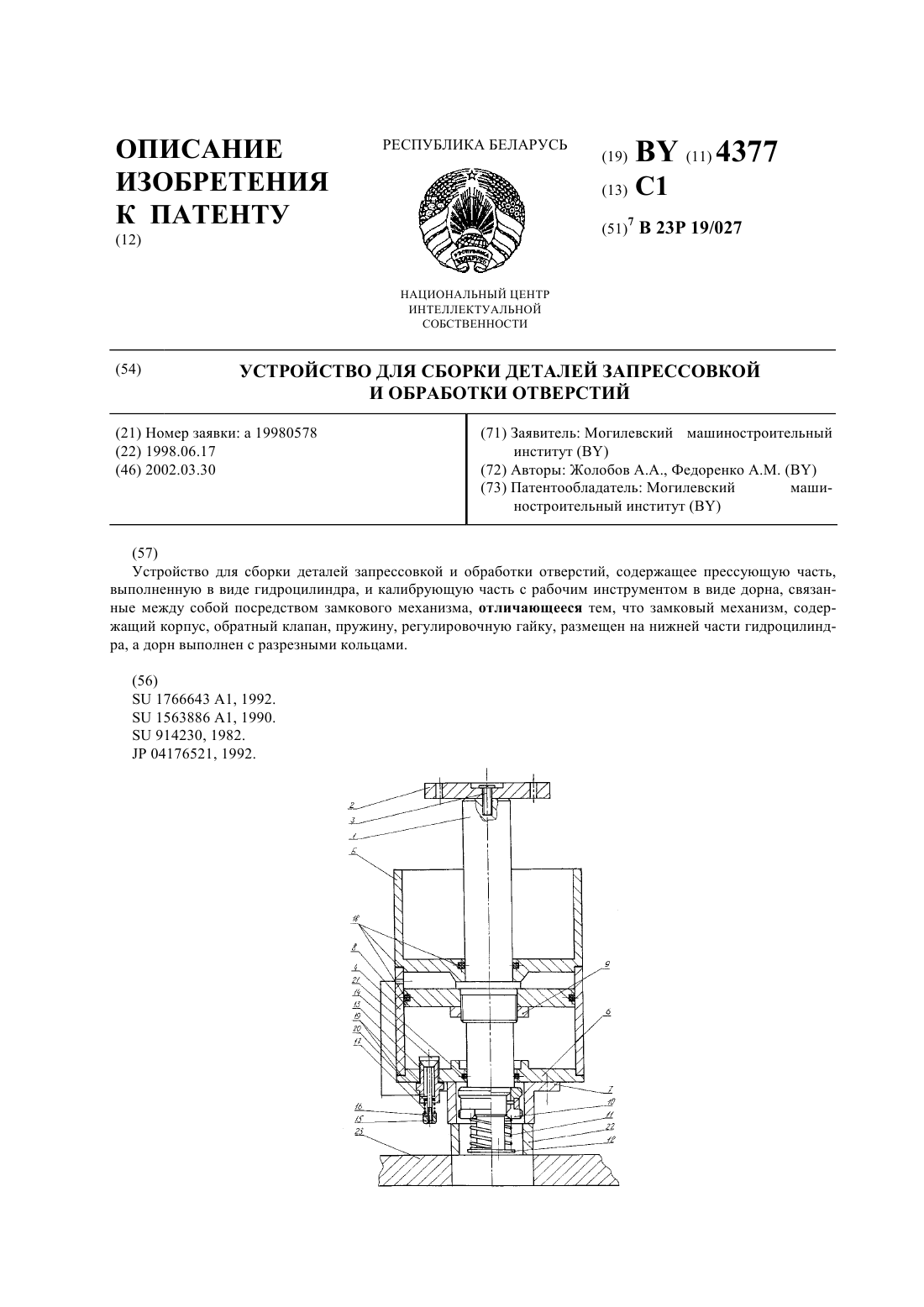
...и калибрующую часть с рабочим инструментом в виде дорна, связанные между собой посредством замкового механизма, согласно изобретению, замковый механизм, содержащий корпус, обратный клапан, пружину, регулировочную гайку, размещен на нижней части гидроцилиндра, а дорн выполнен с разрезными кольцами. На фигуре показано устройство для сборки деталей типа втулка - корпус запрессовкой и обработки отверстий во втулке. Устройство содержит...
Способ растачивания оправ под линзы объективов с расчетными воздушными промежутками
Номер патента: 13
Опубликовано: 30.05.1994
Автор: Ходосевич Владимир Михайлович
МПК: B23B 35/00
Метки: способ, расчетными, оправ, промежутками, объективов, воздушными, растачивания, линзы
Текст:
...схема объектива с расчетными воздушными промежутками на фиг,2 эскиз оправы атого объектива со схемой расположения линз.Способ осуществляется следующим образом.Проводилось растачивание за одну операцию оправы объектива под линзы с расчетными воздушными промежутками в автоматическом режиме на токарном станке с числовым программным управлением мод.1 И 611 ПФ-3.Конструкция оправы объектива не позвопяет установить линзы с одной...
Устройство для ротационной обработки отверстий
Номер патента: 3801
Опубликовано: 30.03.2001
Автор: Бурский Вячеслав Александрович
МПК: B23B 35/00
Метки: устройство, ротационной, обработки, отверстий
Текст:
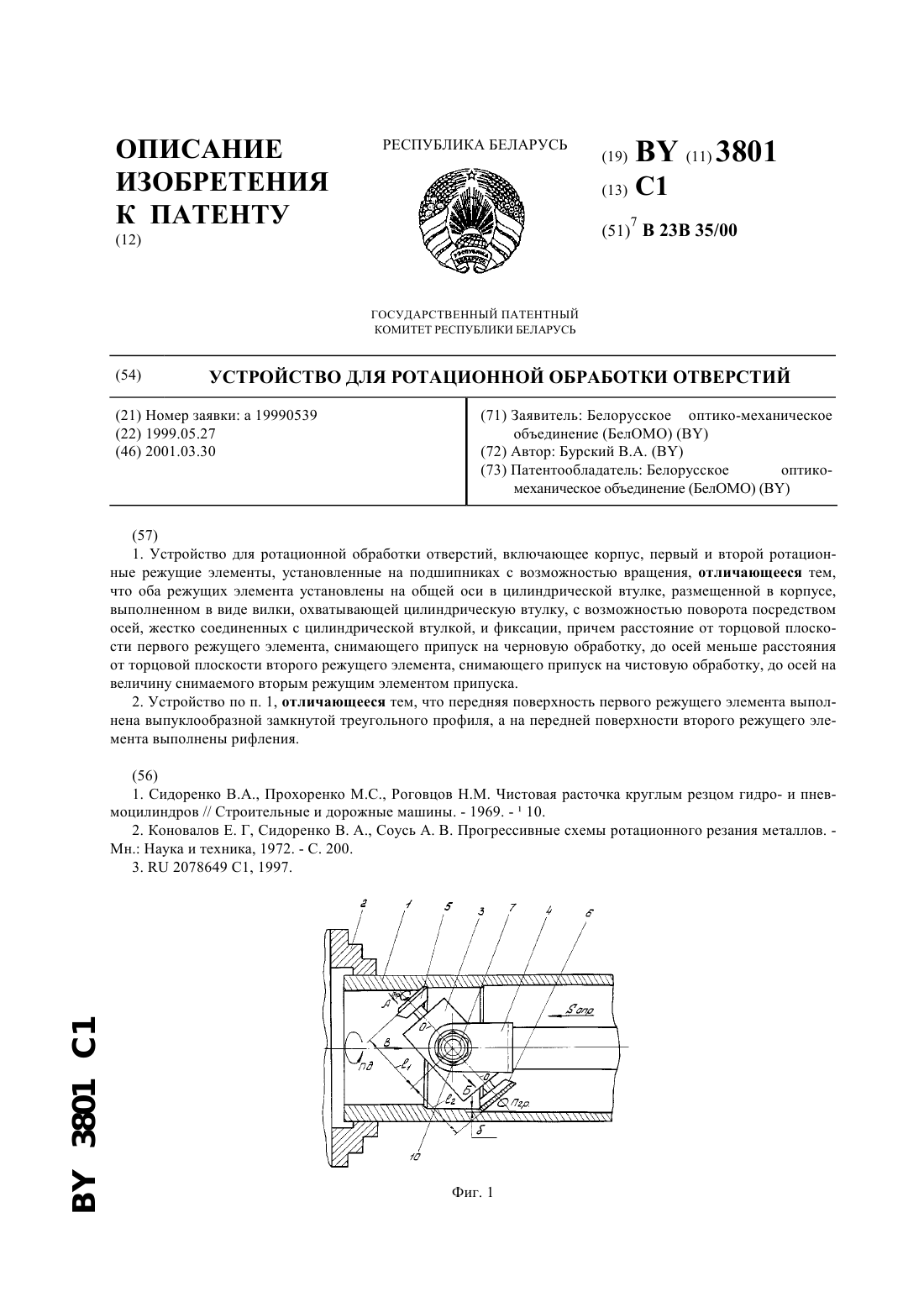
...возможность упрощения конструкции ротационного узла и повышения надежности его работы вследствие наличия малого количества деталей устройства. Выполнение корпуса устройства в виде вилки, охватывающей цилиндрическую втулку и жестко с ней соединенной посредством осей, жестко прикрепленных к цилиндрической втулке, обеспечивает возможность быстрой угловой регулировки втулки и режущих элементов относительно обрабатываемого отверстия, а также...
Устройство для сборки деталей запрессовкой и обработки в них отверстий
Номер патента: 5447
Опубликовано: 30.09.2003
Авторы: Жолобов Александр Алексеевич, Федоренко Алексей Михайлович
МПК: B23P 19/027
Метки: сборки, отверстий, устройство, них, запрессовкой, обработки, деталей
Текст:
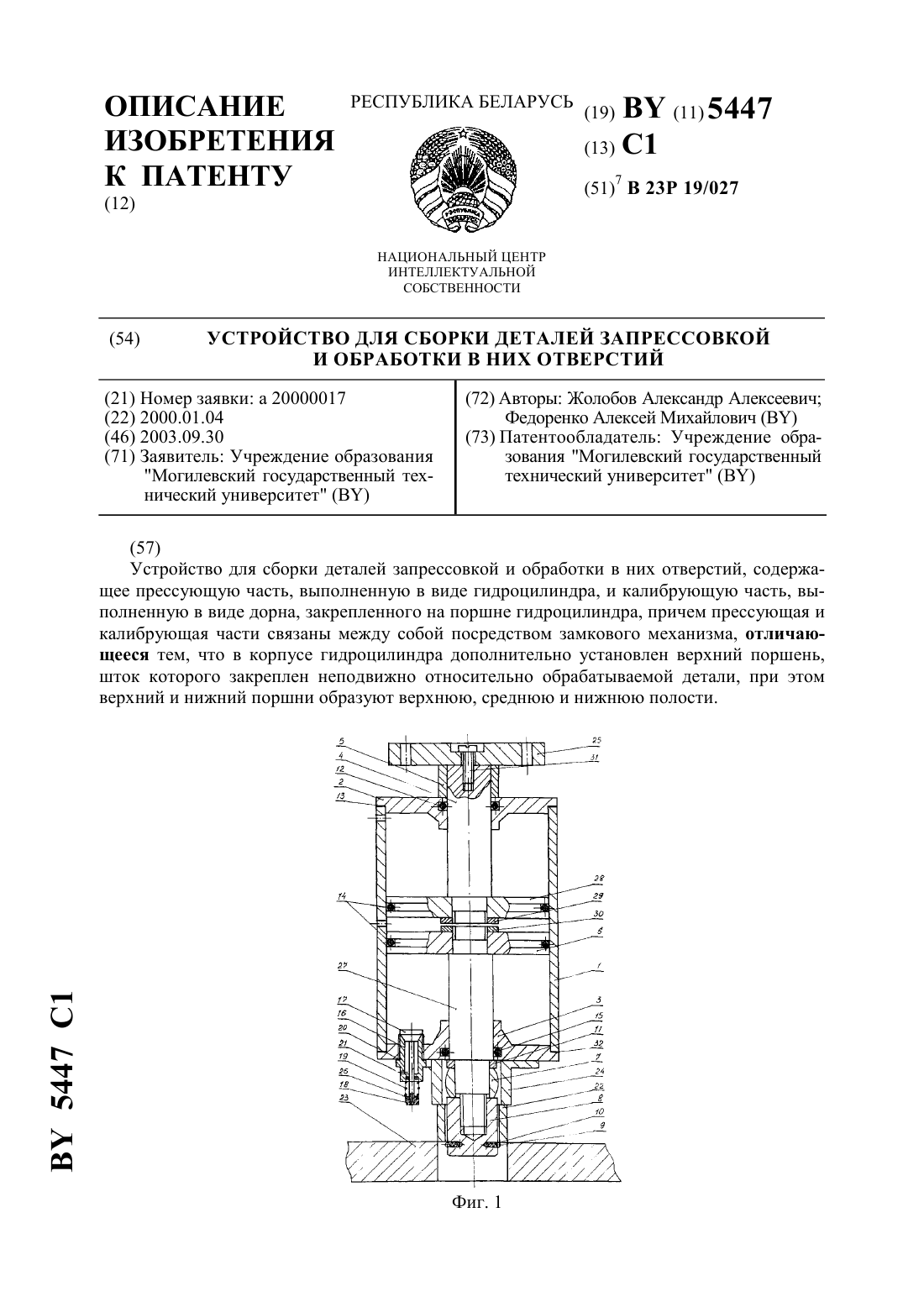
...1, верхнюю крышку 2, нижнюю крышку 3, прессующую втулку 24, верхний неподвижно закрепленный шток 4, снабженный ограничивающей втулкой 5 и поршнем 28, закрепленным при помощи гайки 29, дорнующий шток 27, снабженный поршнем 6,зафиксированным гайкой 30, а также дорном 7, закрепленным на штоке 27 при помощи направляющей втулки 8, снабженной шариками 9, поддерживаемыми пружинами 10, и 2 5447 1 ограничивающей втулки 11, уплотнителей 12, 13, 14, 15 и...
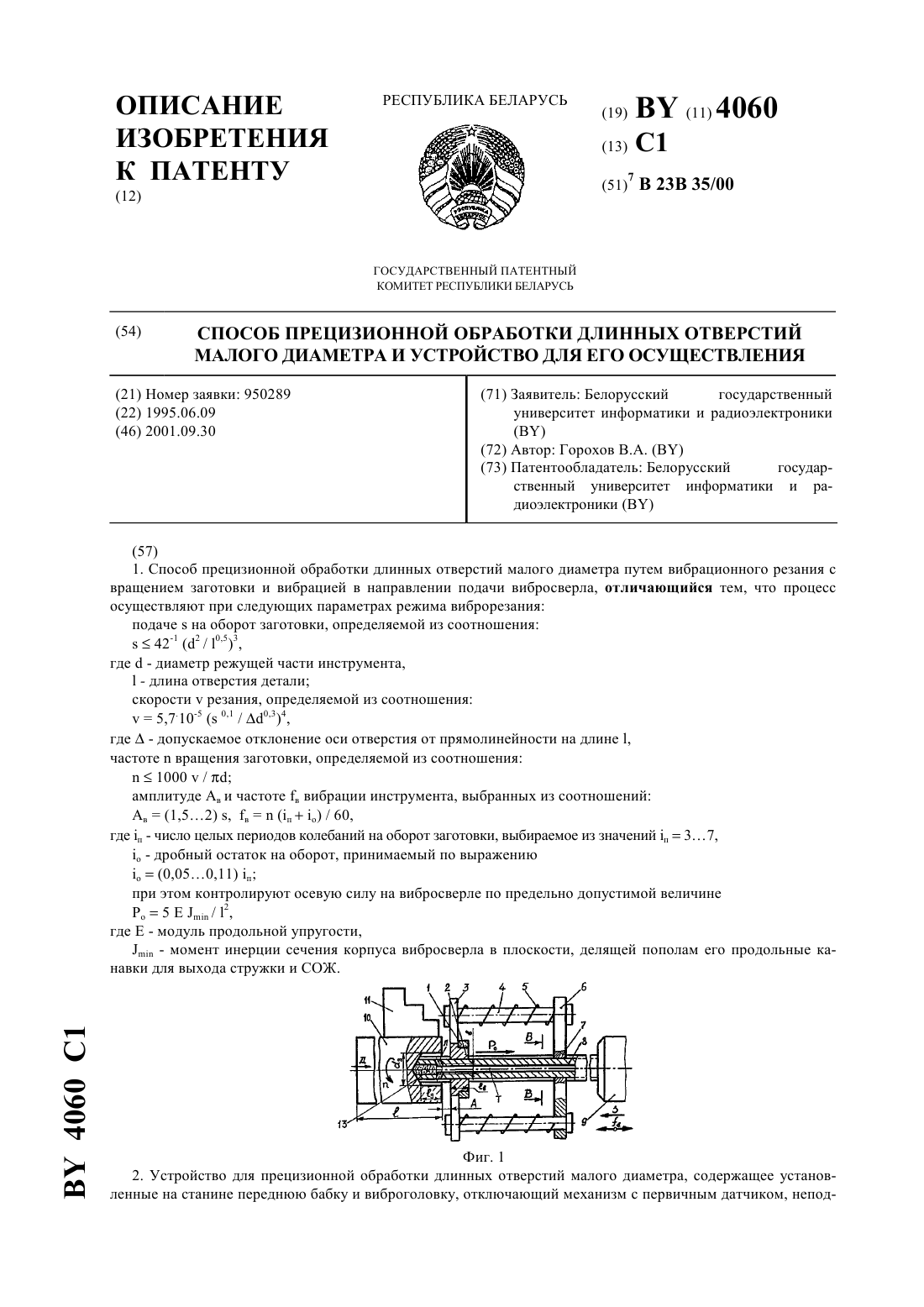
Способ прецизионной обработки длинных отверстий малого диаметра и устройство для его осуществления
Номер патента: 4060
Опубликовано: 30.09.2001
Автор: Горохов Вадим Андреевич
МПК: B23B 35/00
Метки: устройство, осуществления, диаметра, малого, обработки, отверстий, способ, прецизионной, длинных
Текст:
...втулка установлена на подвижной стенке с возможностью вращения и последующей фиксации в круговом направлении по вибросверлу центрирующим зажимом. Для повышения ресурса работы устройства за счет компенсации износа отверстия во втулках могут быть выполнены в виде сочетания цилиндрической поверхности диаметром 1- (0,10,15) мм и двух цилиндрических выступов радиусом. Отверстия могут быть выполнены также диаметром 1- (0,10,15) мм и иметь на...
Предыдущий патент: Способ освещения помещений и объектов
Следующий патент: Противовирусное средство для лечения инфекций, вызванных вирусом простого герпеса
Случайный патент: Гепатопротекторное средство