Состав для борирования металлических порошков преимущественно на железной основе
Номер патента: 4255
Опубликовано: 30.12.2001
Авторы: Штемпель Олег Петрович, Пантелеенко Федор Иванович, Константинов Валерий Михайлович
Текст
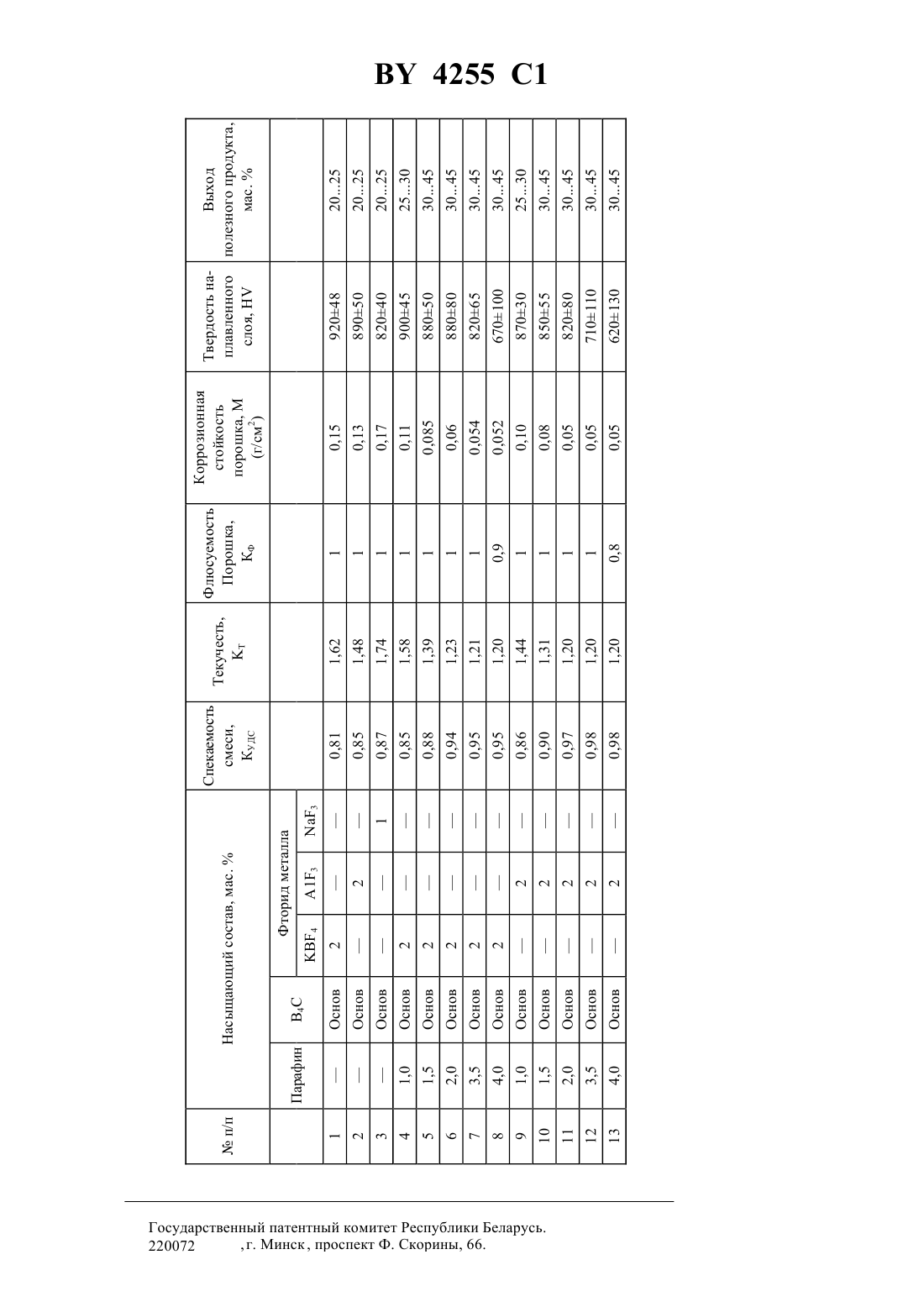
22 1/00 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СОСТАВ ДЛЯ БОРИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ПРЕИМУЩЕСТВЕННО НА ЖЕЛЕЗНОЙ ОСНОВЕ(71) Заявитель Полоцкий государственный университет(73) Патентообладатель Полоцкий государственный университет(57) Состав для борирования металлических порошков преимущественно на железной основе, содержащий карбид бора, фторид или тетрафторборат металла и парафин при следующем соотношении компонентов,мас.фторид или тетрафторборат металла парафин карбид бора(56) Пантелеенко Ф.И., Любецкий С.Н. Самофлюсующиеся порошки и износостойкие покрытия из них. Обзор. инф. Сер. 55.22.19. Металлические покрытия. - Мн. БЕЛНИИНТИ, 1991. - С. 27.2029660 С 1, 1995. Изобретение относится к порошковой металлургии, частности к химико-термической обработке металлических порошков, и может быть использовано при получении диффузионно-легированных самофлюсующихся порошков (ДЛС порошков) для нанесения износостойких и защитных покрытий на детали машин. Известен состав для борирования 1, содержащий, мас. Борирование металлических порошков в известном составе позволяет получать порошки с достаточным содержанием бора, однако наличие в насыщающем составе буры, температура плавления которой ниже температур борирования, приводит к спеканию смеси обрабатываемого порошка и насыщающего состава. Это предопределяет введение дополнительных операций размола и очистки получаемых ДЛС порошков и, следовательно, ухудшение их качества вследствие ухудшения текучести и атмосферной коррозионной стойкости. Наиболее близким к изобретению по технической сущности и положительному эффекту является состав для борирования 2, содержащий, мас.фтористый натрий 1 карбид бора 99. Металлические порошки, борированные в этом составе при температурах диффузионного насыщения в течение 1,5-10 ч, обладают необходимым содержанием бора, о чем свидетельствует их хорошая флюсуемость и высокая твердость наплавленных слоев, но характеризуются при этом высоким коэффициентом текучести и низкой коррозионной стойкостью в атмосферных условиях, то есть низким качеством. Кроме того,из-за частичного спекания смеси и низкого разрыхляющего воздействия фторидов химико-термическая об 4255 1 работка металлических порошков на железной основе характеризуется низким выходом полезного продукта- 10-25 от общей массы смеси. Задачей данного изобретения является разработка состава для борирования металлических порошков преимущественно на железной основе, позволяющего получать ДЛС порошки на железной основе более высокого качества с меньшим коэффициентом текучести и лучшей коррозионной стойкостью в атмосферных условиях, и, кроме того, увеличить выход полезного продукта при химико-термической обработке порошков. Решение задачи состоит в том, что состав, содержащий карбид бора, фторид или тетрафтороборат металла, дополнительно содержит парафин при следующем соотношении компонентов, мас.фторид или тетрафтороборат металла 1,53,5 парафин 1,53,5 карбид бора остальное. Введение в насыщающий состав парафина позволяет обеспечить улучшение качества порошка за счет улучшения текучести порошка и повышения коррозионной стойкости в атмосферных условиях, а также увеличить производительность химико-термической обработки металлических порошков. Сущность заявляемого изобретения поясняется примерами 113. Борирование в известных и предлагаемых составах осуществлялось при 920 С в течение 2 ч в контейнерах из жаростойкой стали с плавким герметизирующим затвором, нагрев осуществлялся в печи СНОЛ 1.6.2.0.0. 8/9-М 1. В качестве насыщаемого использовался порошок ПР-сталь 45 (ТУ 14-1-3551-84) фракции 63-160 мкм. Составы получали следующим образом на дно контейнера помещали фторид или тетрафтороборат металла и парафин, а затем перемешанные карбид бора и насыщаемый порошок. Для оценки спекаемости смеси применялась специальная методика 3, оценивалась устойчивость дисперсионного состава (УДС). В качестве граничного использовалось сито с размером ячейки 200 мкм. Коэффициент УДС рассчитывался по формуле где 1 масса смеси, прошедшей через граничное сито, г М 0 - общая масса смеси в контейнере, г. Флюсуемость порошков оценивалась посредством оплавления в лабораторной печи СУОЛ-0,25.1/12,5 М 1 УХЛ 42 при температуре 1350 С в течение 3 мин. В случае качественного оплавления порошка с появлением характерной стекловидной корочки флюса результату опыта присваивалось значение - 1, в противном случае - 0. Коэффициент флюсуемости оценивался по формуле, где К - результат единичной оценки флюсуемости- число опытов в серии. Для всех опытов -,10. Коррозионные испытания обработанных порошков проводились в условиях, имитирующих атмосферные в замкнутом объеме при температуре 35-40 С, относительной влажности 85-90 , но без конденсации влаги. Время испытаний для всех опытов составляло 720 ч. Оценка коррозионной стойкости производилась по изменению массы порошка 4. Увеличение массы порошка определялось на аналитических весах АДВ-200 М с точностью 0,1 г и по формулам где 0 - первоначальная масса порошка, г 1 - масса порошка после испытания, г- суммарная условная поверхность порошка, мм 2., где- площадь поверхности усредненной частицы порошка, мм 2- число частиц в порошке массой . 4255 1 где- масса усредненной частицы порошка, г. Для сферических частиц справедливы формулы 213, 6 где- условный средний диаметр частиц порошка, мм- плотность материала порошка, г/мм 3- объем усредненной частицы порошка, мм 3. Перед испытанием порошок насыпали в алундовые лодочки, просушивали, взвешивали и помещали в гидростат. После лодочки просушивали и взвешивали. Коэффициент текучести определялся методом Холлома 5 по формуле где- время истечения порошка, с- радиус выходного отверстия (2,5 мм)- навеска порошка (50 г)2,58. Коэффициентявляется величиной, обратной собственно текучести порошка, и, следовательно, чем он больше, тем хуже текучесть порошка, и, напротив, чем последняя выше, тем меньше значение . Твердость наплавленных покрытий измеряли на приборе ИТ 5015-01 в соответствии с ГОСТ 2999-75. Микроструктуры полученных ДЛС порошков изучались на металлографическом микроскопе МИМ-7. Из данных, приведенных в примерах 113 таблицы, следует, что введение парафина в насыщающий состав для борирования металлических порошков преимущественно на железной основе позволяет снизить коэффициент текучести в 1,151,33 и повысить коррозионную стойкость в атмосферных условиях в 1,762,78,а также повысить выход полезного продукта при химико-термической обработке порошков в 1,22,0. Введение парафина в насыщающий состав является наиболее эффективным в диапазоне 1,53,5 массы. При введении парафина менее 1,5 не наблюдается значительного улучшения качества обработанного порошка и увеличения производительности химико-термической обработки порошка, а при введении более 3,5 к указанному недостатку добавляется снижение насыщающей способности состава вследствие замедляющего воздействия кокса, образующегося при сгорании относительно большого количества парафина. Источники информации 1. Глухов В.П. Боридные покрытия на железе и стали. - Киев Наукова думка, 1970. - С. 210. 2. А. с. СССР 1600152, МПК 5 В 229/16, 1/00. 3. Галин .Г., Ворошнин Л.Г., Востряков В.В. и др. Устойчивость гранулометрического состава насыщающей смеси при химико-термической обработке // Сб. Металлургий. Вып. 23, Мн., 1989. - С. 97-101. 4. Фокин М.Н., Шигалова К.А. Методы коррозионных испытаний металлов. - М. Металлургия, 1986. - С. 80. 5. Диагностика металлических порошков / В.Я. Буланов, Т.В. Долгаль и др. - М. Наука, 1983. - С. 277. Государственный патентный комитет Республики Беларусь. Твердость наВыход плавленного полезного продукта,слоя,мас.
МПК / Метки
Метки: состав, железной, преимущественно, борирования, основе, порошков, металлических
Код ссылки
<a href="https://by.patents.su/4-4255-sostav-dlya-borirovaniya-metallicheskih-poroshkov-preimushhestvenno-na-zheleznojj-osnove.html" rel="bookmark" title="База патентов Беларуси">Состав для борирования металлических порошков преимущественно на железной основе</a>
Способ изготовления изделий из твердосплавных металлических порошков
Номер патента: 3212
Опубликовано: 30.12.1999
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич, Матвеев Константин Сергеевич
Метки: твердосплавных, изделий, способ, изготовления, порошков, металлических
Текст:
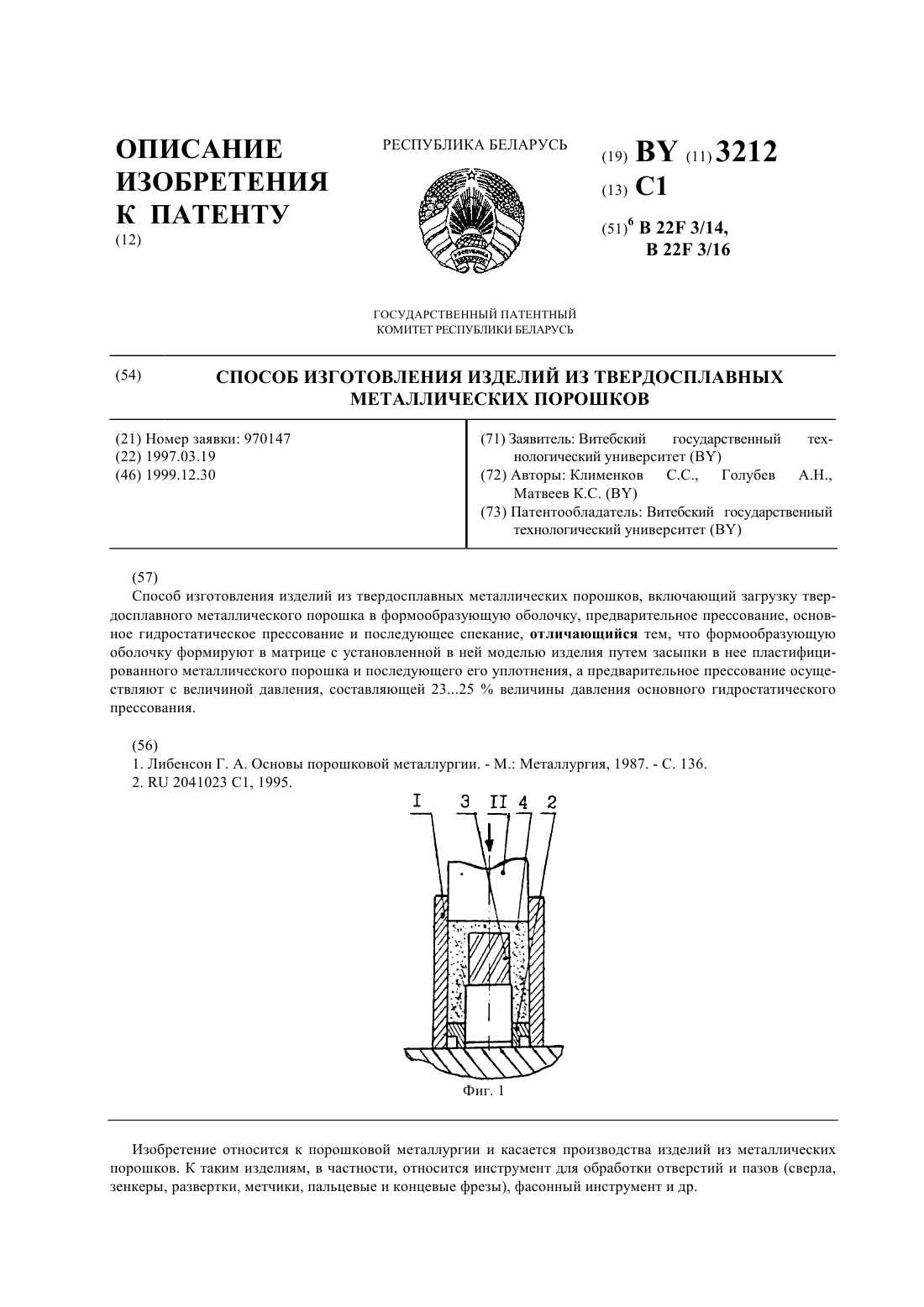
...канавок выполняется совмещением вращательного и поступательного движений модели в соответствии с шагом винтовой спирали, как показывает фиг. 2. В полученную полость загружают смесь карбидов 6 в пропорциях, необходимых для получения твердосплавного изделия требуемой марки, сверху полость закрывают засыпкой пластифицированного порошка, после чего выполняют этап предварительного прессования, причем давление прессования составляет 2325 от...
Способ изготовления изделий из металлических порошков
Номер патента: 4091
Опубликовано: 30.09.2001
Авторы: Клименков Степан Степанович, Голубев Алексей Николаевич
МПК: B22F 3/02
Метки: металлических, порошков, способ, изготовления, изделий
Текст:
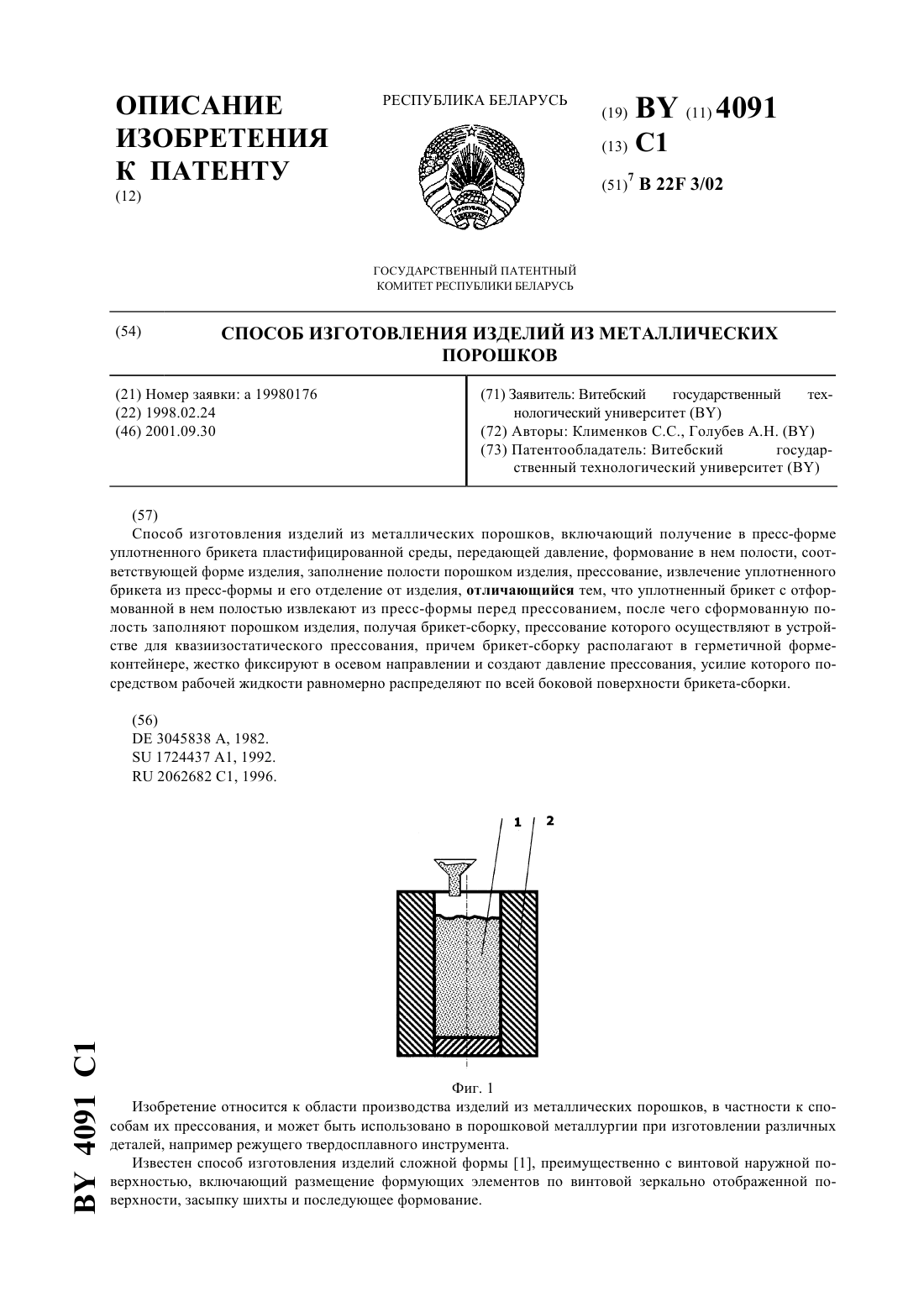
...брикета-сборки. Повышение качества спрессованных изделий и расширение технологических возможностей объясняется тем, что равномерное распределение давления прессования по боковой поверхности брикета-сборки повышает равноплотность изделий, а жесткое крепление брикета-сборки в осевом направлении снижает упругое последействие передающей среды, что уменьшает вероятность появления расслойных трещин при изготовлении длинномерных изделий из...
Способ нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических деталей (его варианты)

Номер патента: 2399
Опубликовано: 30.09.1998
Авторы: Кирпиченко Инесса Анатольевна, Худолей Андрей Леонидович, Жорник Александр Иванович, Кашицин Леонид Павлович
МПК: B22F 7/04
Метки: внутренние, порошков, покрытий, поверхности, способ, деталей, его, нанесения, варианты, цилиндрических, металлических
Текст:
...разрыв или растрескивание детали от действия центробежных сил. Усилие зажима при такой схеме базирования детали приходится на защитную оболочку. Помещением детали в защитной оболочке и нагревом материала покрытия через нее, достигается более равномерный нагрев как материала покрытия, так и материала детали, за счет сглаживания материалом оболочки краевого эффекта при нагреве. Нагрев материала покрытия производят не превышая температуры...
Способ изготовления проволоки из металлических порошков
Номер патента: 2520
Опубликовано: 30.12.1998
Авторы: Чумак Геннадий Андреевич, Бобруйко Юрий Петрович, Исаевич Леонид Александрович
МПК: B22F 5/12
Метки: способ, проволоки, порошков, металлических, изготовления
Текст:
...наполнителя порошка ниобия марки ПНП-1 с размером частиц меньше 40 мкм, коэффициент трения которого по меди равен 410,869. Оболочку с загерметизированным заостренным концом устанавливали под различными углами к горизонтали, к открытому концу оболочки перемещали бункер с порошком в количестве, необходимом для заполнения оболочки заданной длины, осуществляли вакуумирование полостей оболочки и бункера с порошком до различных степеней вакуума,...
Состав для изготовления абразивного инструмента на гибкой основе
Номер патента: 1336
Опубликовано: 16.09.1996
Авторы: Еремеев А. С., Кишишев Б. М., Клубович В. В., Амбразевич Н. М., Валендо А. Я., Луцко В. Ф., Журавлев М. М., Ермоленко И. Н., Дубкова В. И., Солдатов В. С., Козловский Г. В.
МПК: B24D 3/34
Метки: гибкой, инструмента, основе, состав, изготовления, абразивного
Текст:
...порошкообразных компонентов, мас.ч. сажа 10,оксид цинка 3,сера 1 аэросил 1 сульфенамид Ц 1 ,тиурам Д 0,2.Приготовление смеси осуществляется следующим образом. В синтетический латекс вводят при комнатной температуре указанное количество сажи, перемешивание осуществляютпри воздействии ультразвука с использованием диспергатора УЗГ 1-1 до получения однородного состава. В полученную смесь последовательно вводят остальные наполнители и...
Предыдущий патент: Сухая смесь для получения цементной суспензии, способ приготовления сухой смеси и установка для приготовления сухой смеси
Следующий патент: О-Ацил-4-фенилциклоалканолы, их цис/транс-изомеры или их соли и фармацевтический препарат
Случайный патент: Способ приготовления производственных дрожжей при производстве этилового спирта