Способ термозвуковой микросварки
Номер патента: 4216
Опубликовано: 30.12.2001
Авторы: Ланин Владимир Леонидович, Кожух Екатерина Ивановна, Емельянов Виктор Андреевич
Текст
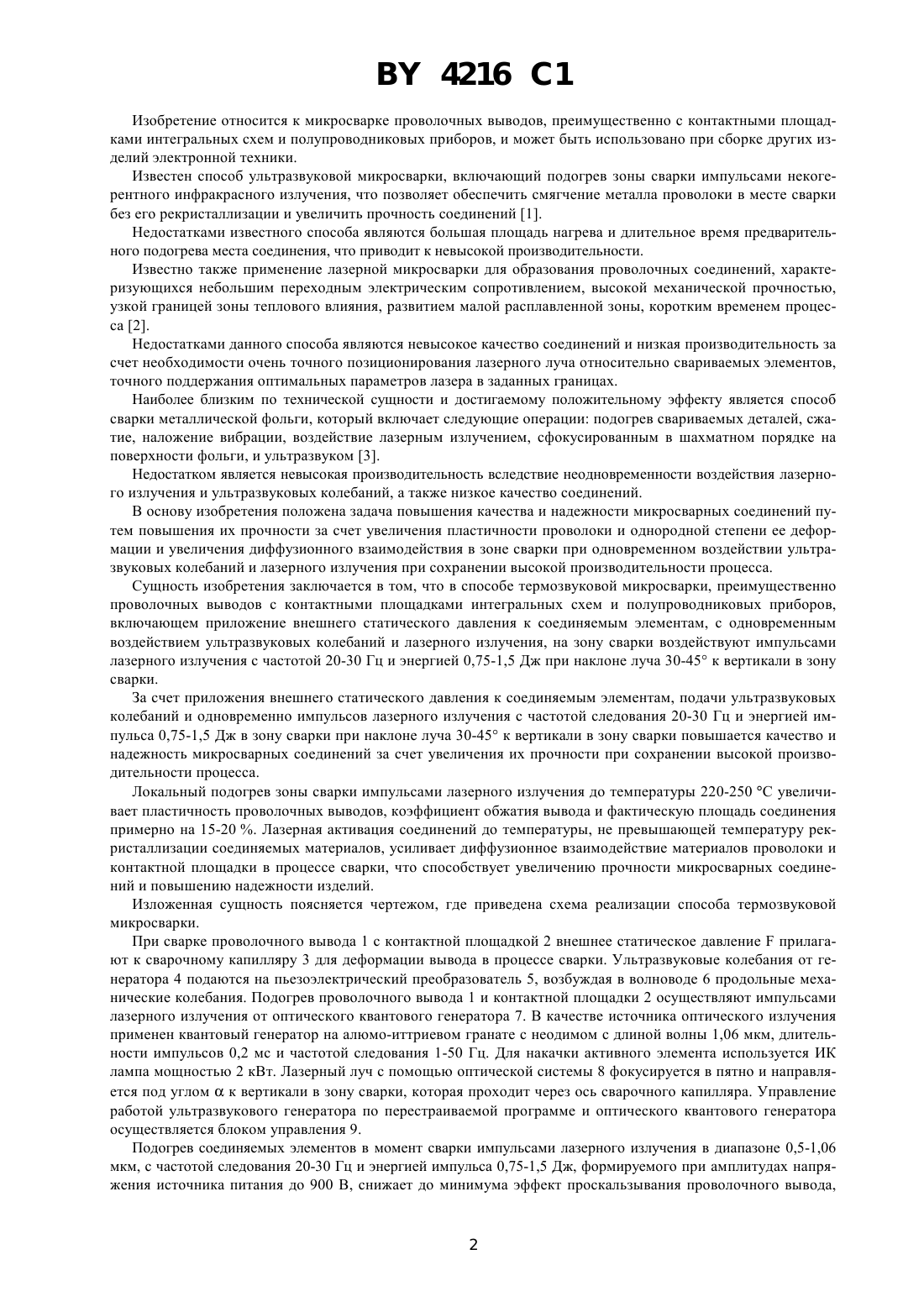
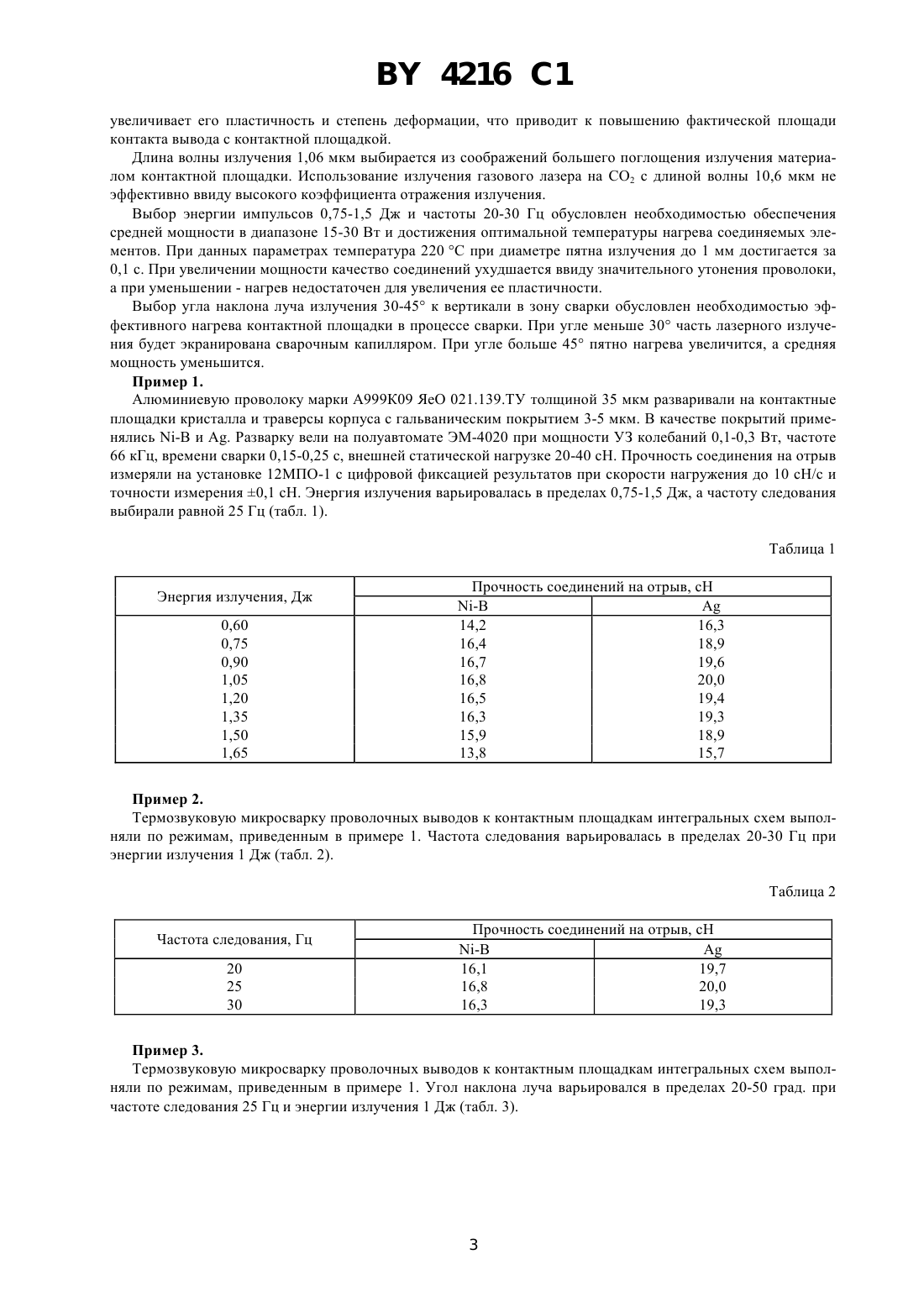
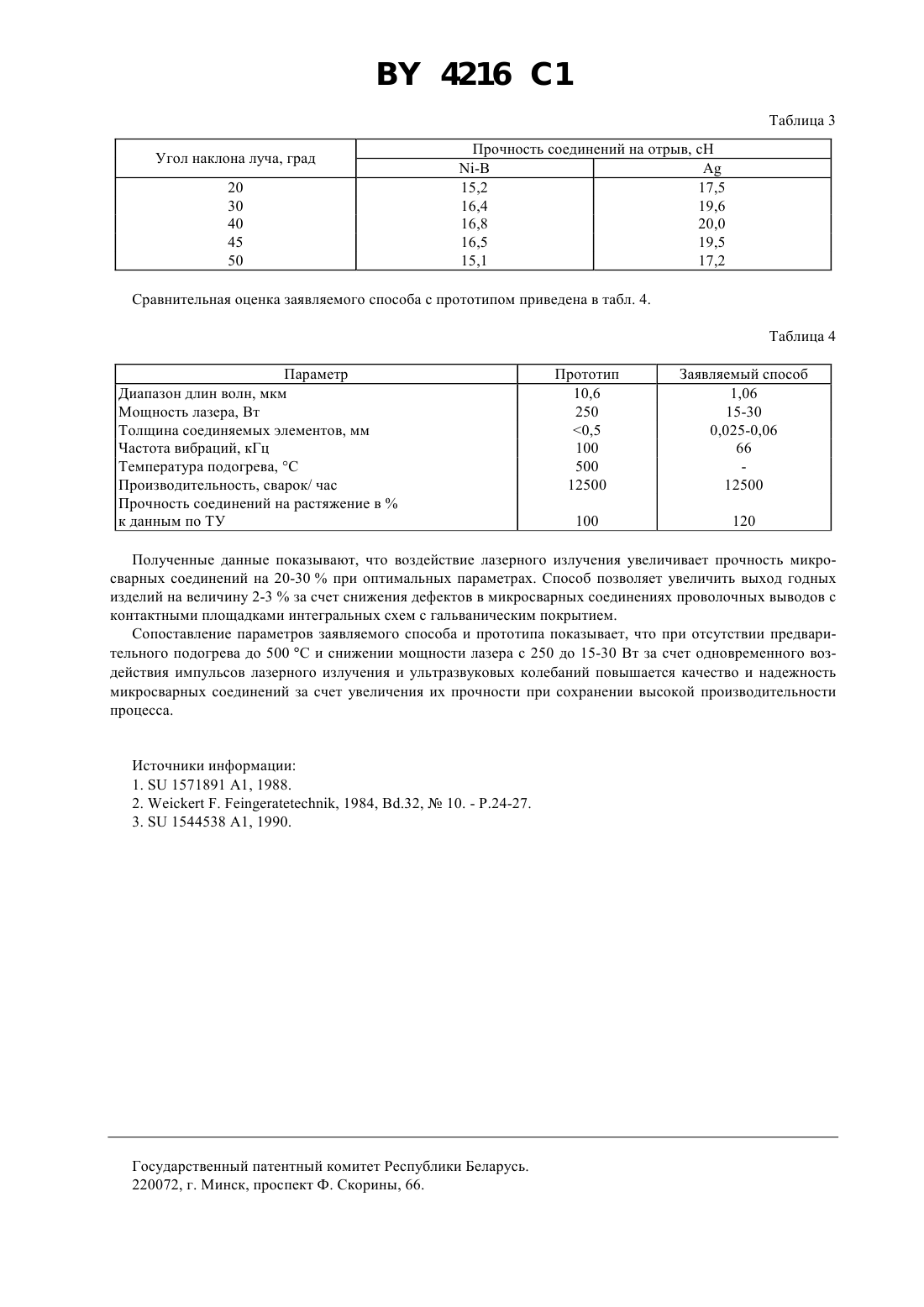
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Завод полупроводниковых приборов им. Ф.Э.Дзержинского НПО Интеграл(73) Патентообладатель Завод полупроводниковых приборов им. Ф.Э.Дзержинского НПО Интеграл(57) Способ термозвуковой микросварки, преимущественно проволочных выводов с контактными площадками интегральных схем и полупроводниковых приборов, включающий приложение внешнего статического давления к соединяемым элементам с одновременным воздействием на зону сварки ультразвуковых колебаний и лазерного излучения, отличающийся тем, что на зону сварки воздействуют импульсами лазерного излучения с частотой 20-30 Гц и энергией 0,75-1,5 Дж при наклоне луча 30-45 к вертикали в зону сварки. 4216 1 Изобретение относится к микросварке проволочных выводов, преимущественно с контактными площадками интегральных схем и полупроводниковых приборов, и может быть использовано при сборке других изделий электронной техники. Известен способ ультразвуковой микросварки, включающий подогрев зоны сварки импульсами некогерентного инфракрасного излучения, что позволяет обеспечить смягчение металла проволоки в месте сварки без его рекристаллизации и увеличить прочность соединений 1. Недостатками известного способа являются большая площадь нагрева и длительное время предварительного подогрева места соединения, что приводит к невысокой производительности. Известно также применение лазерной микросварки для образования проволочных соединений, характеризующихся небольшим переходным электрическим сопротивлением, высокой механической прочностью,узкой границей зоны теплового влияния, развитием малой расплавленной зоны, коротким временем процесса 2. Недостатками данного способа являются невысокое качество соединений и низкая производительность за счет необходимости очень точного позиционирования лазерного луча относительно свариваемых элементов,точного поддержания оптимальных параметров лазера в заданных границах. Наиболее близким по технической сущности и достигаемому положительному эффекту является способ сварки металлической фольги, который включает следующие операции подогрев свариваемых деталей, сжатие, наложение вибрации, воздействие лазерным излучением, сфокусированным в шахматном порядке на поверхности фольги, и ультразвуком 3. Недостатком является невысокая производительность вследствие неодновременности воздействия лазерного излучения и ультразвуковых колебаний, а также низкое качество соединений. В основу изобретения положена задача повышения качества и надежности микросварных соединений путем повышения их прочности за счет увеличения пластичности проволоки и однородной степени ее деформации и увеличения диффузионного взаимодействия в зоне сварки при одновременном воздействии ультразвуковых колебаний и лазерного излучения при сохранении высокой производительности процесса. Сущность изобретения заключается в том, что в способе термозвуковой микросварки, преимущественно проволочных выводов с контактными площадками интегральных схем и полупроводниковых приборов,включающем приложение внешнего статического давления к соединяемым элементам, с одновременным воздействием ультразвуковых колебаний и лазерного излучения, на зону сварки воздействуют импульсами лазерного излучения с частотой 20-30 Гц и энергией 0,75-1,5 Дж при наклоне луча 30-45 к вертикали в зону сварки. За счет приложения внешнего статического давления к соединяемым элементам, подачи ультразвуковых колебаний и одновременно импульсов лазерного излучения с частотой следования 20-30 Гц и энергией импульса 0,75-1,5 Дж в зону сварки при наклоне луча 30-45 к вертикали в зону сварки повышается качество и надежность микросварных соединений за счет увеличения их прочности при сохранении высокой производительности процесса. Локальный подогрев зоны сварки импульсами лазерного излучения до температуры 220-250 увеличивает пластичность проволочных выводов, коэффициент обжатия вывода и фактическую площадь соединения примерно на 15-20 . Лазерная активация соединений до температуры, не превышающей температуру рекристаллизации соединяемых материалов, усиливает диффузионное взаимодействие материалов проволоки и контактной площадки в процессе сварки, что способствует увеличению прочности микросварных соединений и повышению надежности изделий. Изложенная сущность поясняется чертежом, где приведена схема реализации способа термозвуковой микросварки. При сварке проволочного вывода 1 с контактной площадкой 2 внешнее статическое давлениеприлагают к сварочному капилляру 3 для деформации вывода в процессе сварки. Ультразвуковые колебания от генератора 4 подаются на пьезоэлектрический преобразователь 5, возбуждая в волноводе 6 продольные механические колебания. Подогрев проволочного вывода 1 и контактной площадки 2 осуществляют импульсами лазерного излучения от оптического квантового генератора 7. В качестве источника оптического излучения применен квантовый генератор на алюмо-иттриевом гранате с неодимом с длиной волны 1,06 мкм, длительности импульсов 0,2 мс и частотой следования 1-50 Гц. Для накачки активного элемента используется ИК лампа мощностью 2 кВт. Лазерный луч с помощью оптической системы 8 фокусируется в пятно и направляется под угломк вертикали в зону сварки, которая проходит через ось сварочного капилляра. Управление работой ультразвукового генератора по перестраиваемой программе и оптического квантового генератора осуществляется блоком управления 9. Подогрев соединяемых элементов в момент сварки импульсами лазерного излучения в диапазоне 0,5-1,06 мкм, с частотой следования 20-30 Гц и энергией импульса 0,75-1,5 Дж, формируемого при амплитудах напряжения источника питания до 900 В, снижает до минимума эффект проскальзывания проволочного вывода, 2 4216 1 увеличивает его пластичность и степень деформации, что приводит к повышению фактической площади контакта вывода с контактной площадкой. Длина волны излучения 1,06 мкм выбирается из соображений большего поглощения излучения материалом контактной площадки. Использование излучения газового лазера на 2 с длиной волны 10,6 мкм не эффективно ввиду высокого коэффициента отражения излучения. Выбор энергии импульсов 0,75-1,5 Дж и частоты 20-30 Гц обусловлен необходимостью обеспечения средней мощности в диапазоне 15-30 Вт и достижения оптимальной температуры нагрева соединяемых элементов. При данных параметрах температура 220 С при диаметре пятна излучения до 1 мм достигается за 0,1 с. При увеличении мощности качество соединений ухудшается ввиду значительного утонения проволоки,а при уменьшении - нагрев недостаточен для увеличения ее пластичности. Выбор угла наклона луча излучения 30-45 к вертикали в зону сварки обусловлен необходимостью эффективного нагрева контактной площадки в процессе сварки. При угле меньше 30 часть лазерного излучения будет экранирована сварочным капилляром. При угле больше 45 пятно нагрева увеличится, а средняя мощность уменьшится. Пример 1. Алюминиевую проволоку марки А 999 К 09 ЯеО 021.139.ТУ толщиной 35 мкм разваривали на контактные площадки кристалла и траверсы корпуса с гальваническим покрытием 3-5 мкм. В качестве покрытий применялись - и . Разварку вели на полуавтомате ЭМ-4020 при мощности УЗ колебаний 0,1-0,3 Вт, частоте 66 кГц, времени сварки 0,15-0,25 с, внешней статической нагрузке 20-40 сН. Прочность соединения на отрыв измеряли на установке 12 МПО-1 с цифровой фиксацией результатов при скорости нагружения до 10 сН/с и точности измерения 0,1 сН. Энергия излучения варьировалась в пределах 0,75-1,5 Дж, а частоту следования выбирали равной 25 Гц (табл. 1). Таблица 1 Энергия излучения, Дж 0,60 0,75 0,90 1,05 1,20 1,35 1,50 1,65 Прочность соединений на отрыв, сН Пример 2. Термозвуковую микросварку проволочных выводов к контактным площадкам интегральных схем выполняли по режимам, приведенным в примере 1. Частота следования варьировалась в пределах 20-30 Гц при энергии излучения 1 Дж (табл. 2). Таблица 2 Частота следования, Гц 20 25 30 Прочность соединений на отрыв, сН Пример 3. Термозвуковую микросварку проволочных выводов к контактным площадкам интегральных схем выполняли по режимам, приведенным в примере 1. Угол наклона луча варьировался в пределах 20-50 град. при частоте следования 25 Гц и энергии излучения 1 Дж (табл. 3). Прочность соединений на отрыв, сН Сравнительная оценка заявляемого способа с прототипом приведена в табл. 4. Таблица 4 Параметр Диапазон длин волн, мкм Мощность лазера, Вт Толщина соединяемых элементов, мм Частота вибраций, кГц Температура подогрева, С Производительность, сварок/ час Прочность соединений на растяжение вк данным по ТУ Полученные данные показывают, что воздействие лазерного излучения увеличивает прочность микросварных соединений на 20-30 при оптимальных параметрах. Способ позволяет увеличить выход годных изделий на величину 2-3 за счет снижения дефектов в микросварных соединениях проволочных выводов с контактными площадками интегральных схем с гальваническим покрытием. Сопоставление параметров заявляемого способа и прототипа показывает, что при отсутствии предварительного подогрева до 500 С и снижении мощности лазера с 250 до 15-30 Вт за счет одновременного воздействия импульсов лазерного излучения и ультразвуковых колебаний повышается качество и надежность микросварных соединений за счет увеличения их прочности при сохранении высокой производительности процесса. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23K 28/02
Метки: термозвуковой, микросварки, способ
Код ссылки
<a href="https://by.patents.su/4-4216-sposob-termozvukovojj-mikrosvarki.html" rel="bookmark" title="База патентов Беларуси">Способ термозвуковой микросварки</a>
Способ ультразвуковой сварки
Номер патента: 2339
Опубликовано: 30.09.1998
Авторы: Хмыль Александр Александрович, Ларин Владимир Леонидович, Достанко Анатолий Павлович, Седаев Владимир Павлович, Емельянов Виктор Андреевич
МПК: B23K 20/10
Метки: способ, сварки, ультразвуковой
Текст:
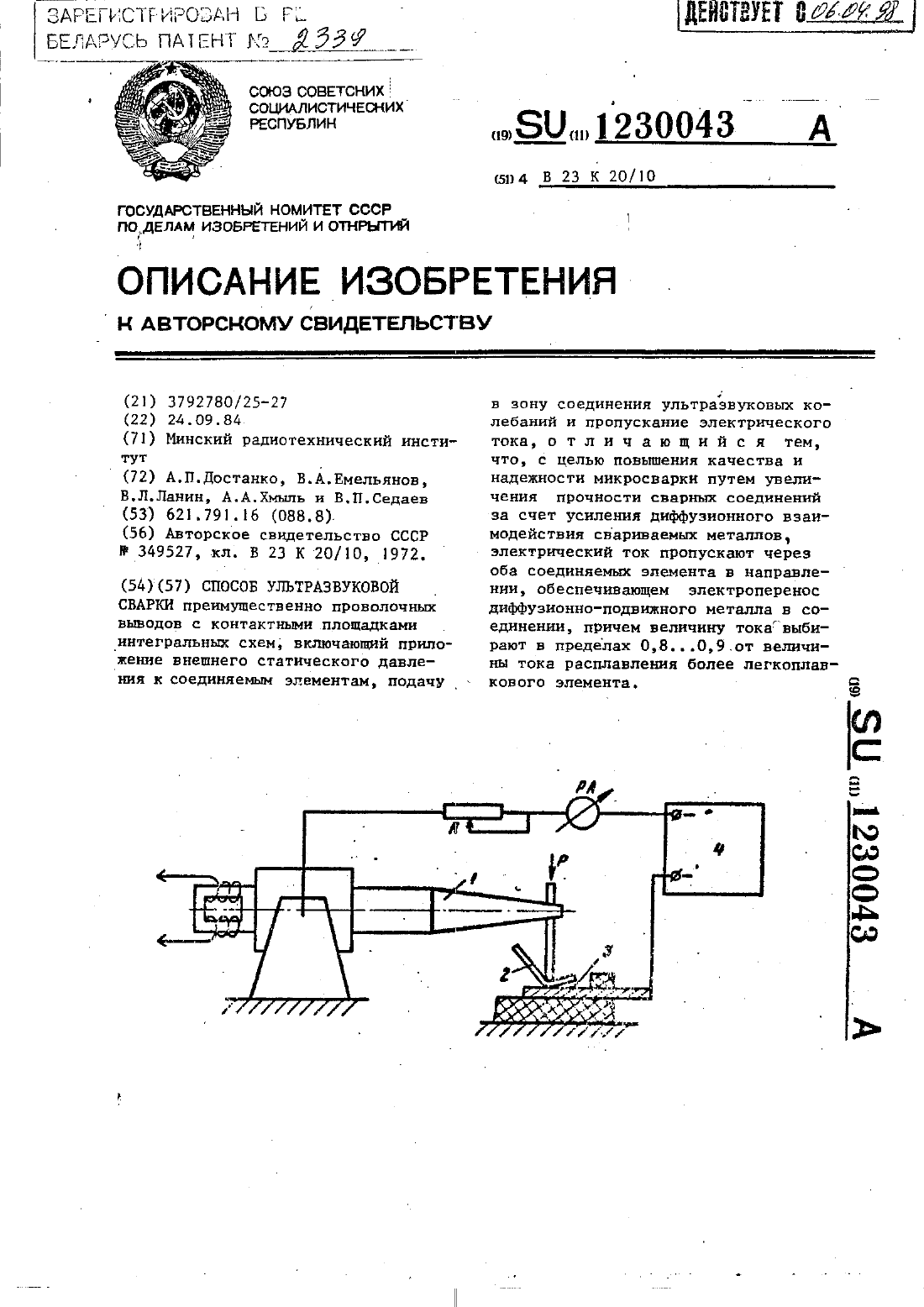
...этом опреде- 35ЛЯТЬСЯ ИЗ ВЫРЗЖЕННЯ Пгде В коэффидиент диффузии металла ос 403 градиент КОНЦЕНТРЗЦНН металла П подвижность атомов металла под действием электрического тока 1 величина тока г УДЕЛЬНОЗ ЭЛЕКТРИческое сопротивление металла С 45КОНЦЕНТРЗЦНН ИОНОВ металла В ЗОНЕ СОЕДИНЕНИЯ.//диффуэионноподвнжного металла в сое динении приводит к увеличению прочное-50 ти микросварных соединений, посколь Редактор П.Зубкова Заказ 389/ДСПку...
Способ прерывания беременности
Номер патента: 1048
Опубликовано: 14.03.1996
Авторы: Виноградова Лилия Евгеньевна, Лис Руслан Евгеньевич
МПК: A61N 5/06, A61B 17/42
Метки: беременности, способ, прерывания
Текст:
...остальных 9 животных плодов в матке нет, но есть желтые тела в яичниках. Следовательно,оплодотворение яйцеклеток произошло, но бе 10ременность была прервана. Таким образом, беременность была прервана в 90 случаев.Пример 2. В контрольной группе 9 животным вводили зонд во влагалище и оставляли сгона время, равное 128 с, на 2, 3, 4-й дни беременности, но облучение не производили. На 20-й день беременности произвели забой животных. У всех...
Способ резки неметаллов
Номер патента: 3051
Опубликовано: 30.09.1999
Авторы: Сухиненко Борис Николаевич, Кучинский Сергей Павлович, Свирский Дмитрий Николаевич
МПК: B23K 26/18, B26F 3/00, B23K 26/00...
Метки: неметаллов, резки, способ
Текст:
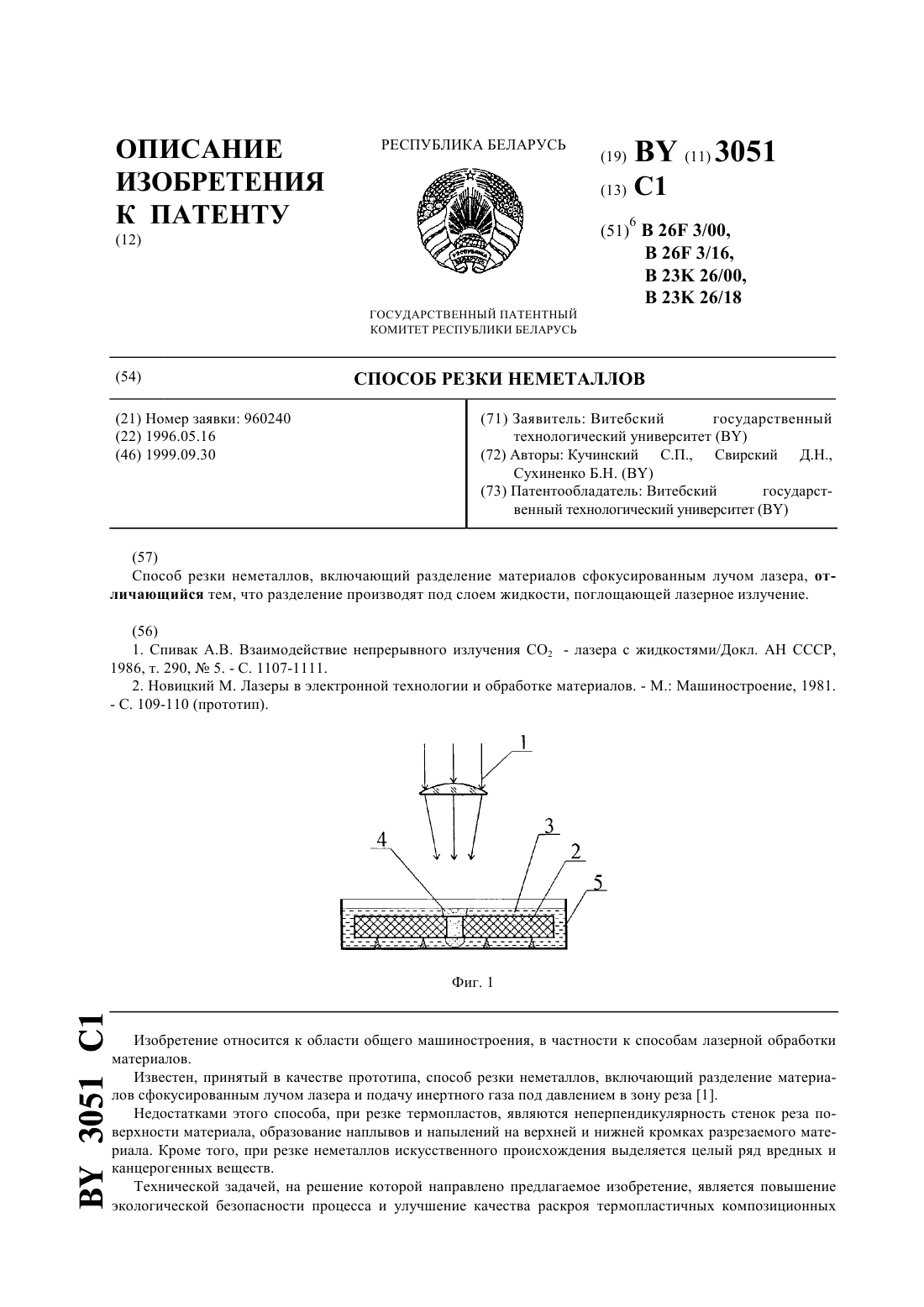
...цикл технологической жидкости. На фиг. 1, 2 и 3 схематически изображены варианты устройств для осуществления способа. Предлагаемый способ осуществляют следующим образом. Лазерное излучение 1 фокусируют на неметаллическую деталь 2 через слой жидкости 3. Под воздействием лазерного излучения в жидкости, поглощающей это излучение, образуется парогазовый канал 4. При перемещении лазерного луча относительно материала происходит его резка. Жидкость...
Способ удаления внутреннего грата
Номер патента: 1165
Опубликовано: 14.06.1996
Авторы: ГИНЗБУРГ МАРАТ ЛЬВОВИЧ, Тхорев Валерий Васильевич, Лавров Валентин Константинович
МПК: B23K 11/00
Метки: грата, удаления, внутреннего, способ
Текст:
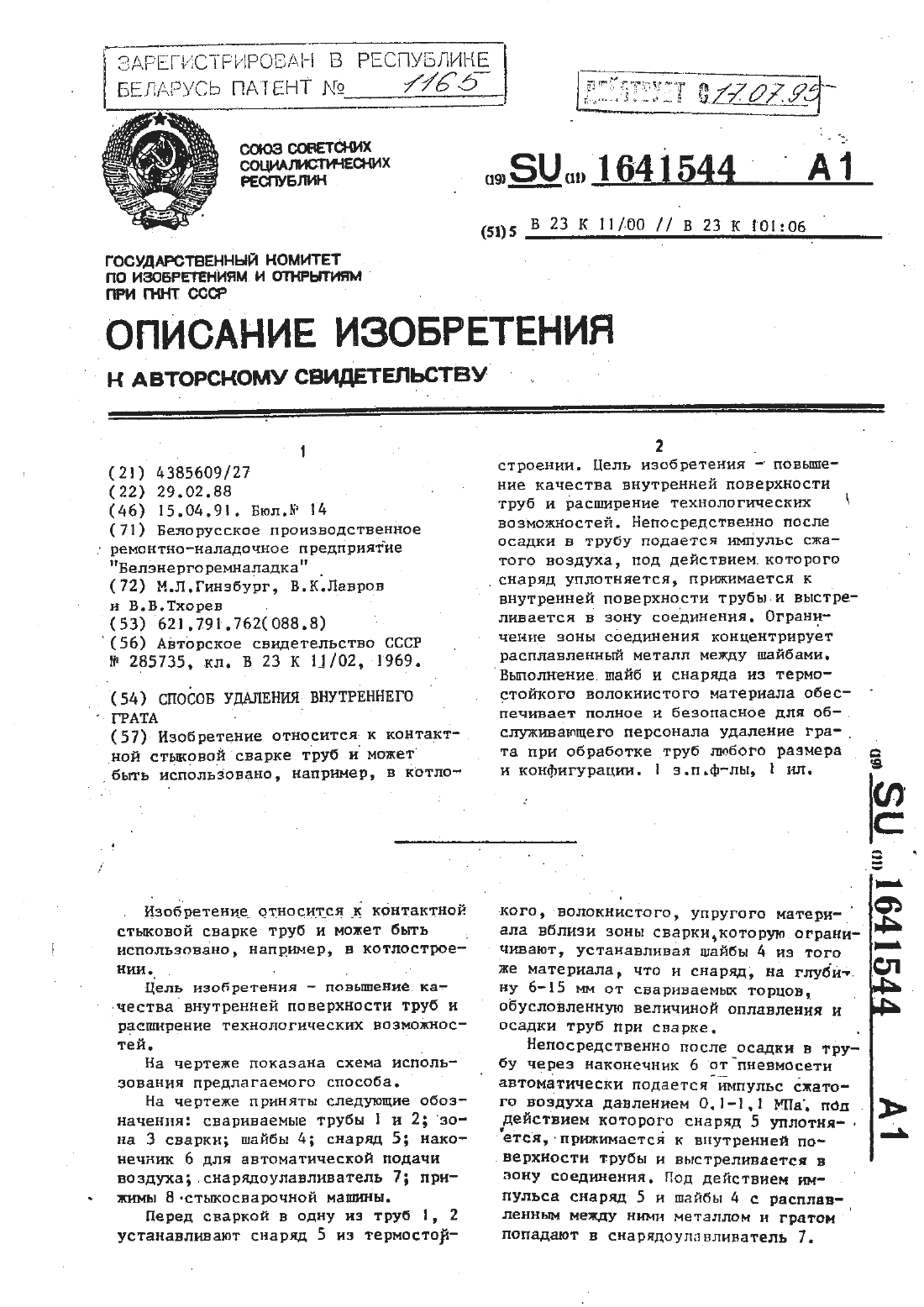
...и безопасное для об-. служишающего персонала удаление грата при обработке труб юбого размера и конфигурации. з.п.ф-лы 1 ил.кого,-волокнистого, упругого материала вблизи зоны сварки,которую ограниже материала, что и снаряд, на глубдт Ну 6-15 мм от сварнваемьш торцов,Обусловленную величиной оплавления и Осадки труб при сварке.Непосредственно после осадки в трубу через наконечник ботпневмосетиЕВТОМЗТНЧЕСКН ПОДЭЕТСЯ ИМПУЛЬС ЖаТОго воздуха...
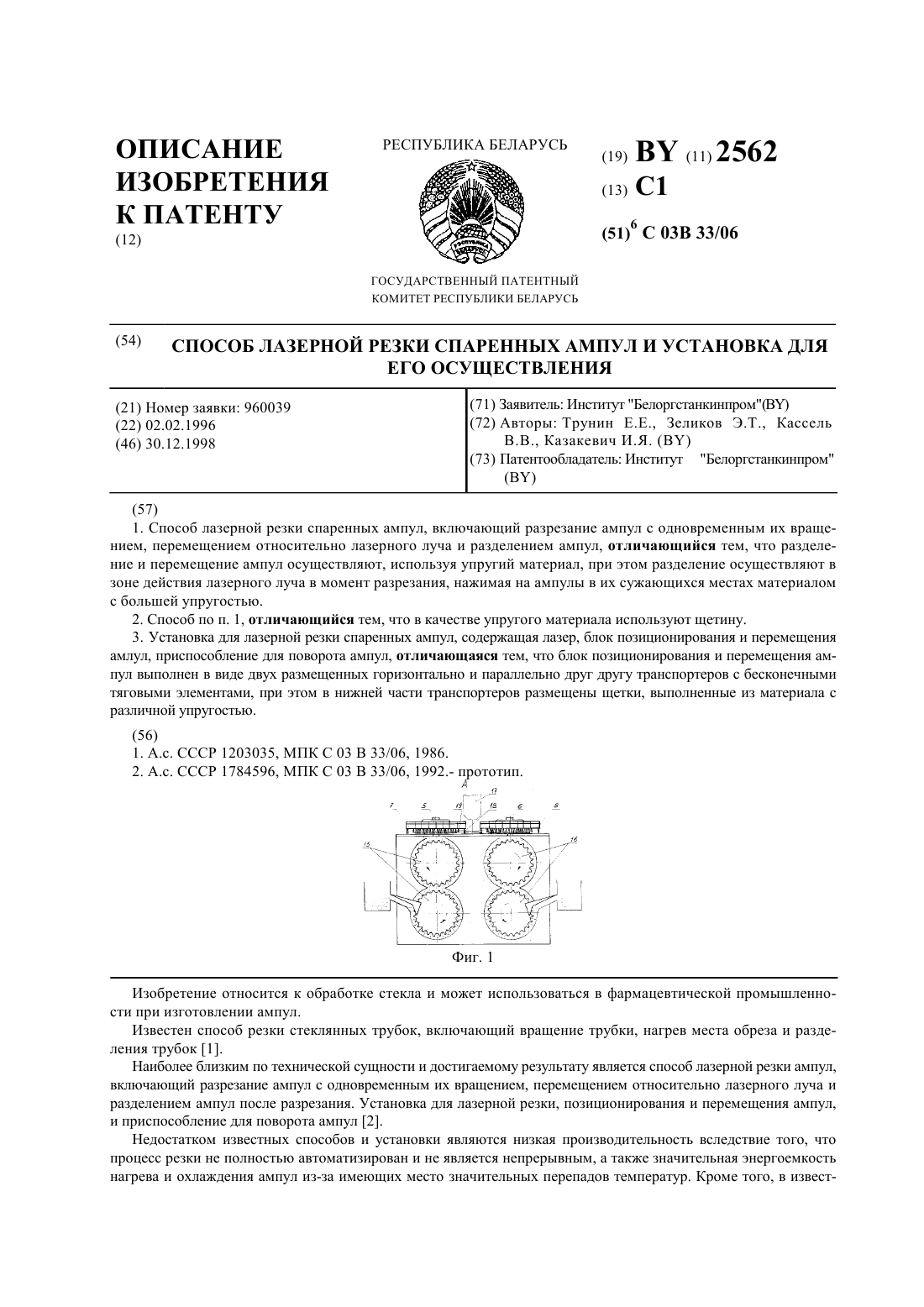
Способ лазерной резки спаренных ампул и установка для его осуществления
Номер патента: 2562
Опубликовано: 30.12.1998
Авторы: Казакевич Иван Яковлевич, Кассель Владимир Валентинович, Трунин Евгений Егорович, Зеликов Эдуард Тимофеевич
МПК: C03B 33/06
Метки: лазерной, ампул, резки, способ, спаренных, осуществления, установка
Текст:
...нажатием на ампулы в их сужающихся местах материалом с большей упругостью. В установке для лазерной резки спаренных ампул, содержащей лазер, блок позиционирования и перемещения ампул, приспособление для поворота ампул, блок позиционирования и перемещения ампул выполнен в виде двух размещенных горизонтально и параллельно друг другу транспортеров с бесконечными тяговыми элементами, в нижней части которых размещены разноупругие щетки,...
Предыдущий патент: Шихтовой материал
Следующий патент: Способ получения комплексонов и комплексонатов металлов-микроэлементов из технического лигнина
Случайный патент: Велосипед