Способ резки неметаллов
Номер патента: 3051
Опубликовано: 30.09.1999
Авторы: Сухиненко Борис Николаевич, Свирский Дмитрий Николаевич, Кучинский Сергей Павлович
Текст
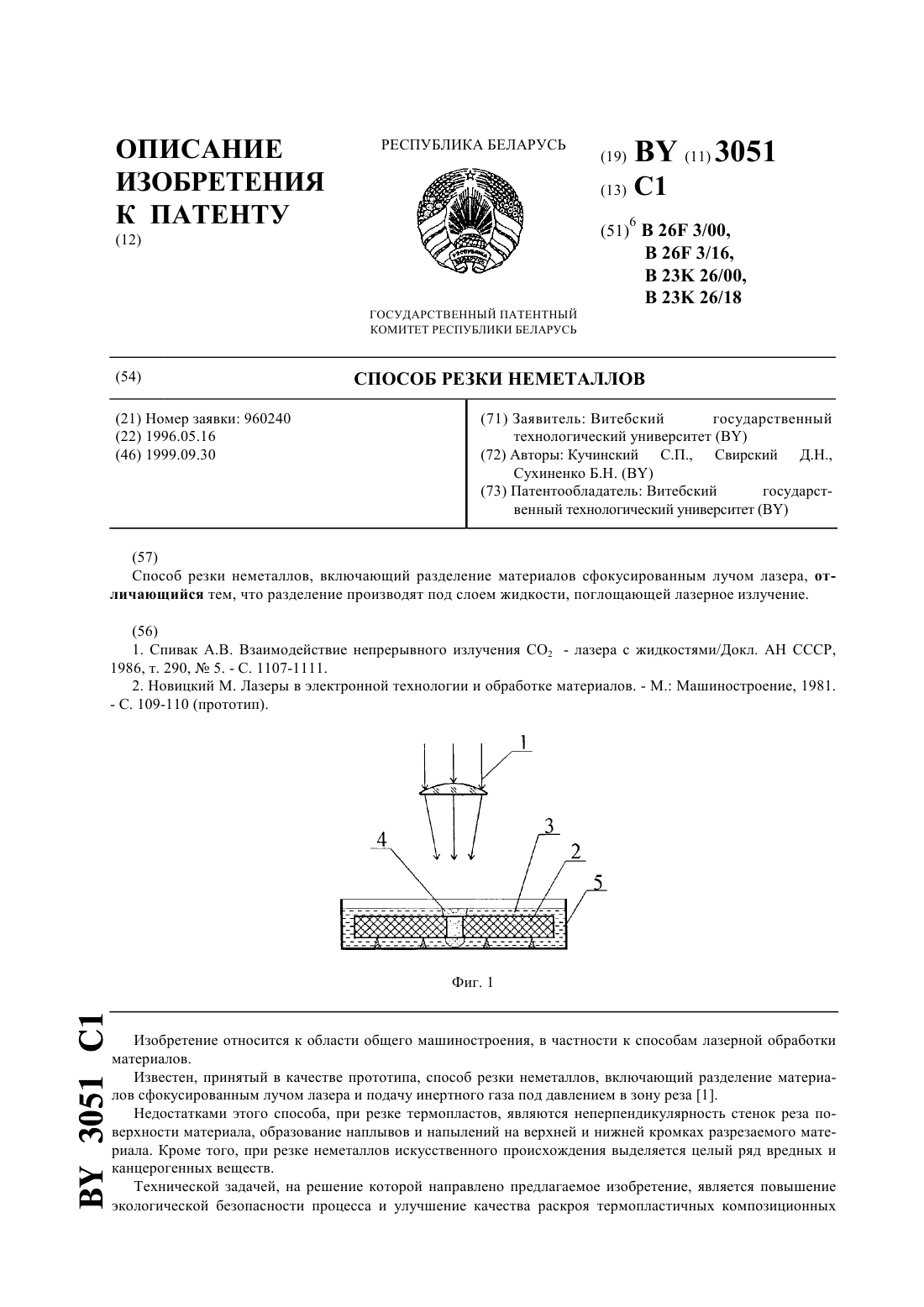
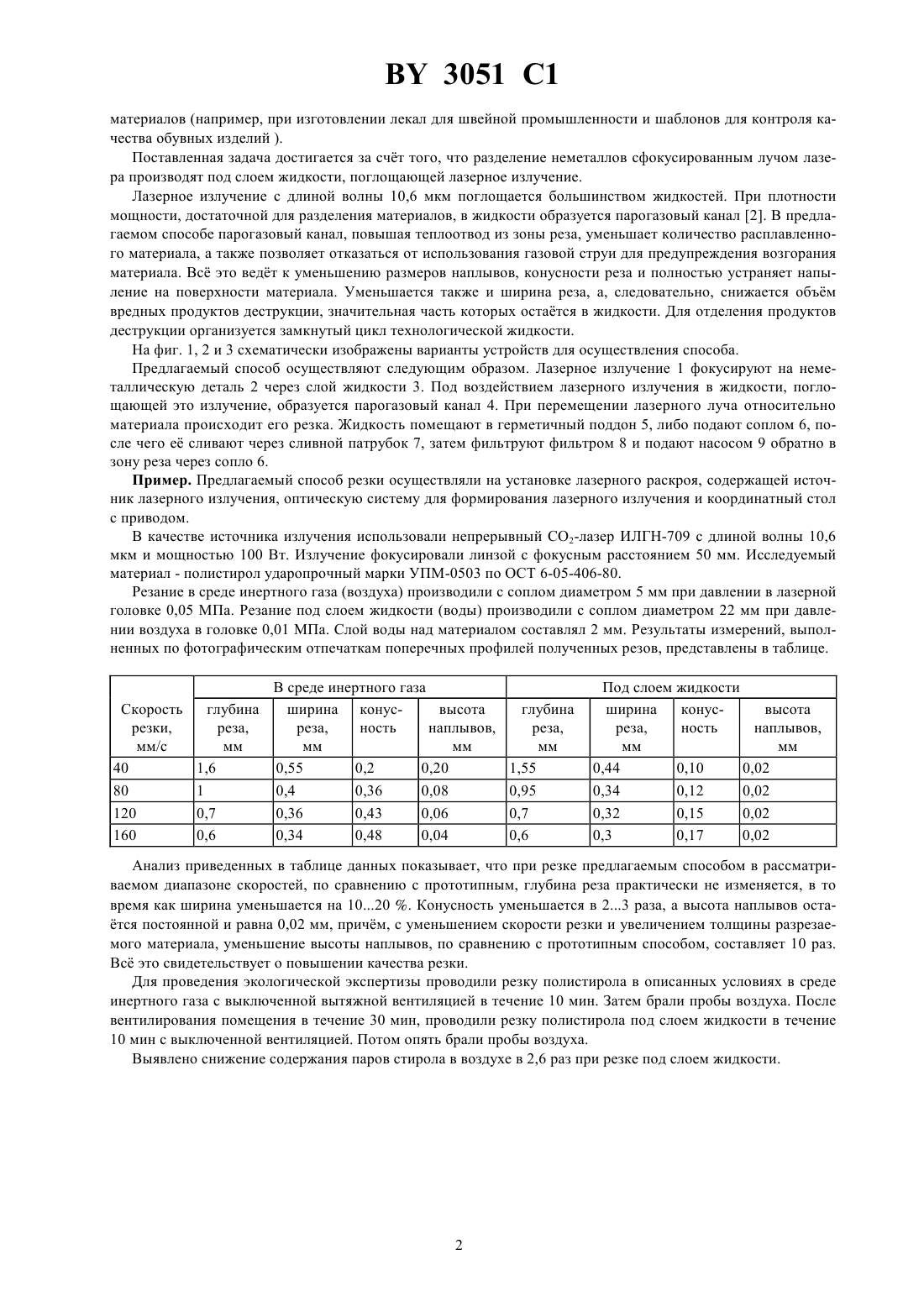
26 3/16, 23 26/00, 23 26/18 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(71) Заявитель Витебский государственный технологический университет(73) Патентообладатель Витебский государственный технологический университет(57) Способ резки неметаллов, включающий разделение материалов сфокусированным лучом лазера, отличающийся тем, что разделение производят под слоем жидкости, поглощающей лазерное излучение.(56) 1. Спивак А.В. Взаимодействие непрерывного излучения СО 2 - лазера с жидкостями/Докл. АН СССР,1986, т. 290,5. - С. 1107-1111. 2. Новицкий М. Лазеры в электронной технологии и обработке материалов. - М. Машиностроение, 1981. Изобретение относится к области общего машиностроения, в частности к способам лазерной обработки материалов. Известен, принятый в качестве прототипа, способ резки неметаллов, включающий разделение материалов сфокусированным лучом лазера и подачу инертного газа под давлением в зону реза 1. Недостатками этого способа, при резке термопластов, являются неперпендикулярность стенок реза поверхности материала, образование наплывов и напылений на верхней и нижней кромках разрезаемого материала. Кроме того, при резке неметаллов искусственного происхождения выделяется целый ряд вредных и канцерогенных веществ. Технической задачей, на решение которой направлено предлагаемое изобретение, является повышение экологической безопасности процесса и улучшение качества раскроя термопластичных композиционных 3051 1 материалов (например, при изготовлении лекал для швейной промышленности и шаблонов для контроля качества обувных изделий ). Поставленная задача достигается за счт того, что разделение неметаллов сфокусированным лучом лазера производят под слоем жидкости, поглощающей лазерное излучение. Лазерное излучение с длиной волны 10,6 мкм поглощается большинством жидкостей. При плотности мощности, достаточной для разделения материалов, в жидкости образуется парогазовый канал 2. В предлагаемом способе парогазовый канал, повышая теплоотвод из зоны реза, уменьшает количество расплавленного материала, а также позволяет отказаться от использования газовой струи для предупреждения возгорания материала. Вс это ведт к уменьшению размеров наплывов, конусности реза и полностью устраняет напыление на поверхности материала. Уменьшается также и ширина реза, а, следовательно, снижается объм вредных продуктов деструкции, значительная часть которых остатся в жидкости. Для отделения продуктов деструкции организуется замкнутый цикл технологической жидкости. На фиг. 1, 2 и 3 схематически изображены варианты устройств для осуществления способа. Предлагаемый способ осуществляют следующим образом. Лазерное излучение 1 фокусируют на неметаллическую деталь 2 через слой жидкости 3. Под воздействием лазерного излучения в жидкости, поглощающей это излучение, образуется парогазовый канал 4. При перемещении лазерного луча относительно материала происходит его резка. Жидкость помещают в герметичный поддон 5, либо подают соплом 6, после чего е сливают через сливной патрубок 7, затем фильтруют фильтром 8 и подают насосом 9 обратно в зону реза через сопло 6. Пример. Предлагаемый способ резки осуществляли на установке лазерного раскроя, содержащей источник лазерного излучения, оптическую систему для формирования лазерного излучения и координатный стол с приводом. В качестве источника излучения использовали непрерывный СО 2-лазер ИЛГН-709 с длиной волны 10,6 мкм и мощностью 100 Вт. Излучение фокусировали линзой с фокусным расстоянием 50 мм. Исследуемый материал - полистирол ударопрочный марки УПМ-0503 по ОСТ 6-05-406-80. Резание в среде инертного газа (воздуха) производили с соплом диаметром 5 мм при давлении в лазерной головке 0,05 МПа. Резание под слоем жидкости (воды) производили с соплом диаметром 22 мм при давлении воздуха в головке 0,01 МПа. Слой воды над материалом составлял 2 мм. Результаты измерений, выполненных по фотографическим отпечаткам поперечных профилей полученных резов, представлены в таблице. В среде инертного газа корость глубина ширина конусвысота резки,реза,реза,ность наплывов,мм/с мм мм мм 40 1,6 0,55 0,2 0,20 80 1 0,4 0,36 0,08 120 0,7 0,36 0,43 0,06 160 0,6 0,34 0,48 0,04 Под слоем жидкости ширина конусвысота реза,ность наплывов,мм мм 0,44 0,10 0,02 0,34 0,12 0,02 0,32 0,15 0,02 0,3 0,17 0,02 Анализ приведенных в таблице данных показывает, что при резке предлагаемым способом в рассматриваемом диапазоне скоростей, по сравнению с прототипным, глубина реза практически не изменяется, в то время как ширина уменьшается на 1020 . Конусность уменьшается в 23 раза, а высота наплывов остатся постоянной и равна 0,02 мм, причм, с уменьшением скорости резки и увеличением толщины разрезаемого материала, уменьшение высоты наплывов, по сравнению с прототипным способом, составляет 10 раз. Вс это свидетельствует о повышении качества резки. Для проведения экологической экспертизы проводили резку полистирола в описанных условиях в среде инертного газа с выключенной вытяжной вентиляцией в течение 10 мин. Затем брали пробы воздуха. После вентилирования помещения в течение 30 мин, проводили резку полистирола под слоем жидкости в течение 10 мин с выключенной вентиляцией. Потом опять брали пробы воздуха. Выявлено снижение содержания паров стирола в воздухе в 2,6 раз при резке под слоем жидкости. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 3
МПК / Метки
МПК: B26F 3/16, B23K 26/00, B23K 26/18, B26F 3/00
Метки: способ, неметаллов, резки
Код ссылки
<a href="https://by.patents.su/3-3051-sposob-rezki-nemetallov.html" rel="bookmark" title="База патентов Беларуси">Способ резки неметаллов</a>
Способ газолазерной резки
Номер патента: 720
Опубликовано: 30.06.1995
Авторы: Науменко Н. Ф., Лубочкин В. А., Карпенко А. Д., Трунин Е. Е.
МПК: B23K 26/00
Метки: способ, газолазерной, резки
Текст:
...состояла в том, чтобы разработать эффективный способ газолазерной резки, обесначинающий улучшение качества реза при раскрое органосодержащих материалов.Поставленная задача решена Следующим образом. В способе газолазерной резки, включающем подачу в зону реза струи кислородсодержащего рабочего газа и дополнительного газа, согласно изобретению, в качестве дополнитедшиого газа используют аэрозоль жидкого топлива, которую вводят в струю...
Способ резки неметаллических материалов
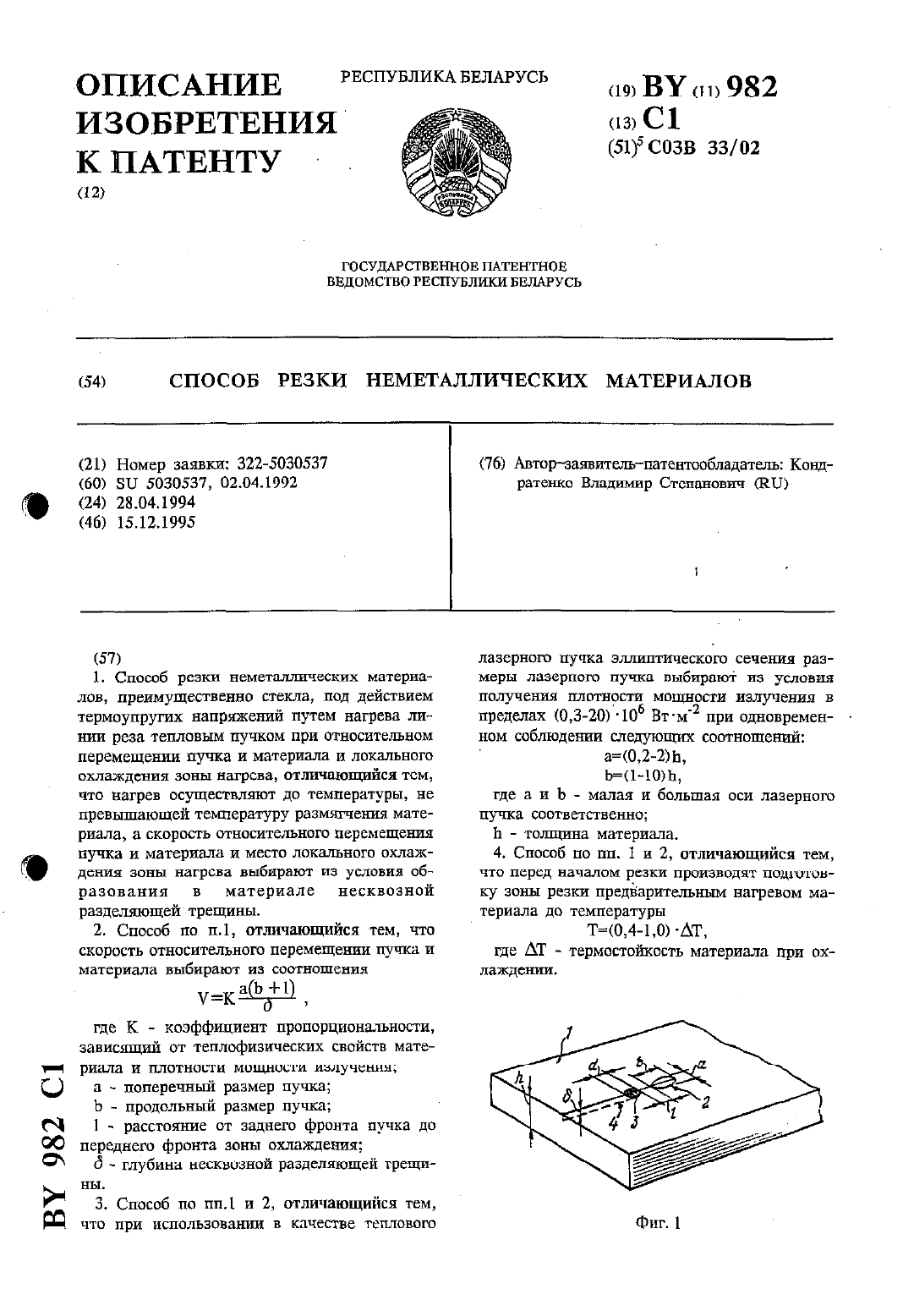
Номер патента: 982
Опубликовано: 15.12.1995
Автор: Кондратенко Владимир Степанович
МПК: C03B 33/02
Метки: неметаллических, материалов, способ, резки
Текст:
...уже действуют напряжения растяжения. Известно, что предел прочности стекла на растяжение гораздо ниже предела прочности на сжатие. Поэтому применение описанного способа резки стеклянных трубок позволяет значительно повысить производительностьтермораскалывания по сравнению с традиционным методом термораскалывания без применения локального охлаждения зоны нагрева.Однако этот способ резки стеклянных трубок малоэффективен для раскроя листовых...
Способ лазерной резки спаренных ампул и установка для его осуществления
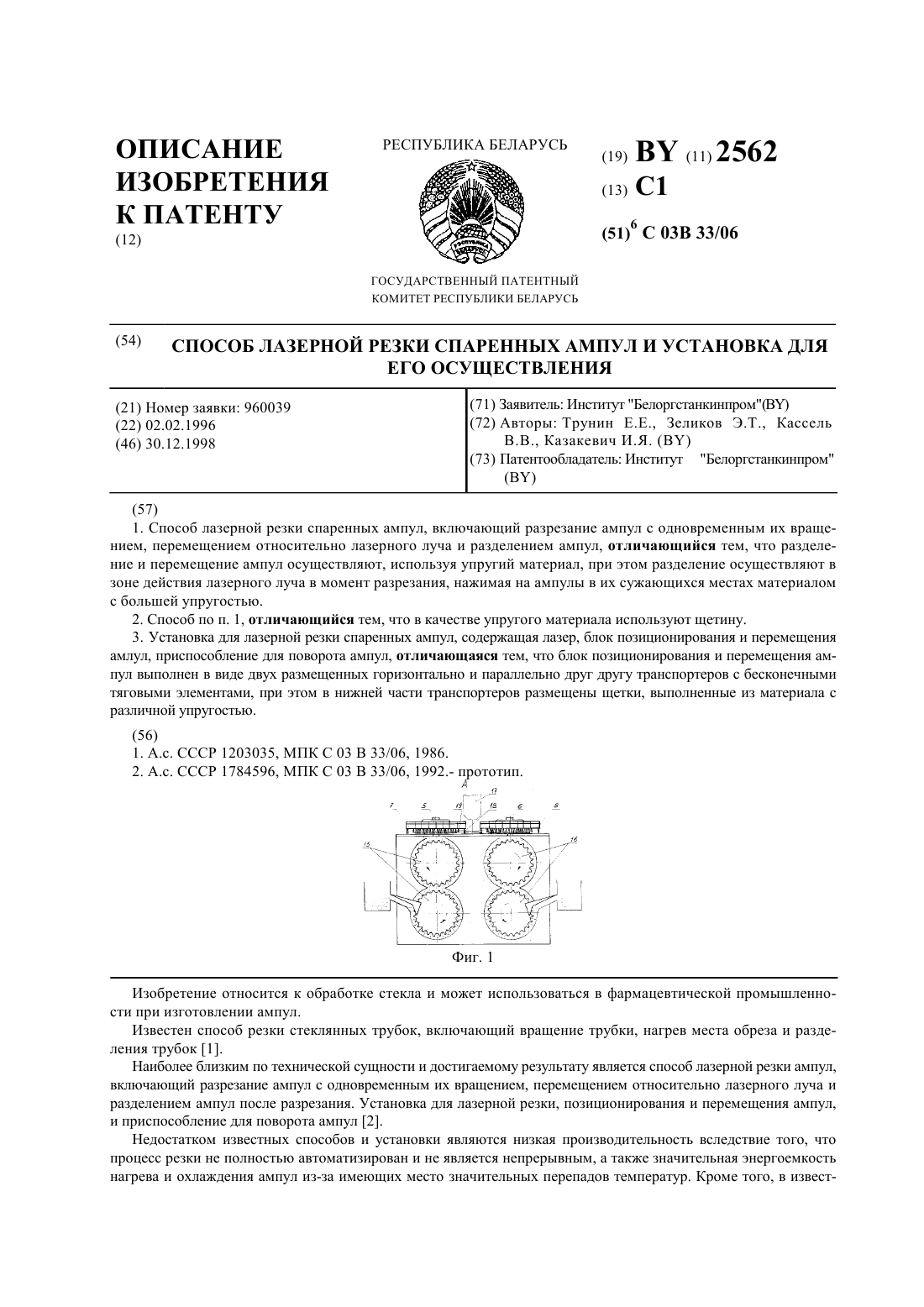
Номер патента: 2562
Опубликовано: 30.12.1998
Авторы: Кассель Владимир Валентинович, Трунин Евгений Егорович, Казакевич Иван Яковлевич, Зеликов Эдуард Тимофеевич
МПК: C03B 33/06
Метки: способ, установка, резки, ампул, осуществления, лазерной, спаренных
Текст:
...нажатием на ампулы в их сужающихся местах материалом с большей упругостью. В установке для лазерной резки спаренных ампул, содержащей лазер, блок позиционирования и перемещения ампул, приспособление для поворота ампул, блок позиционирования и перемещения ампул выполнен в виде двух размещенных горизонтально и параллельно друг другу транспортеров с бесконечными тяговыми элементами, в нижней части которых размещены разноупругие щетки,...
Блок ножей для резки рулонного материала
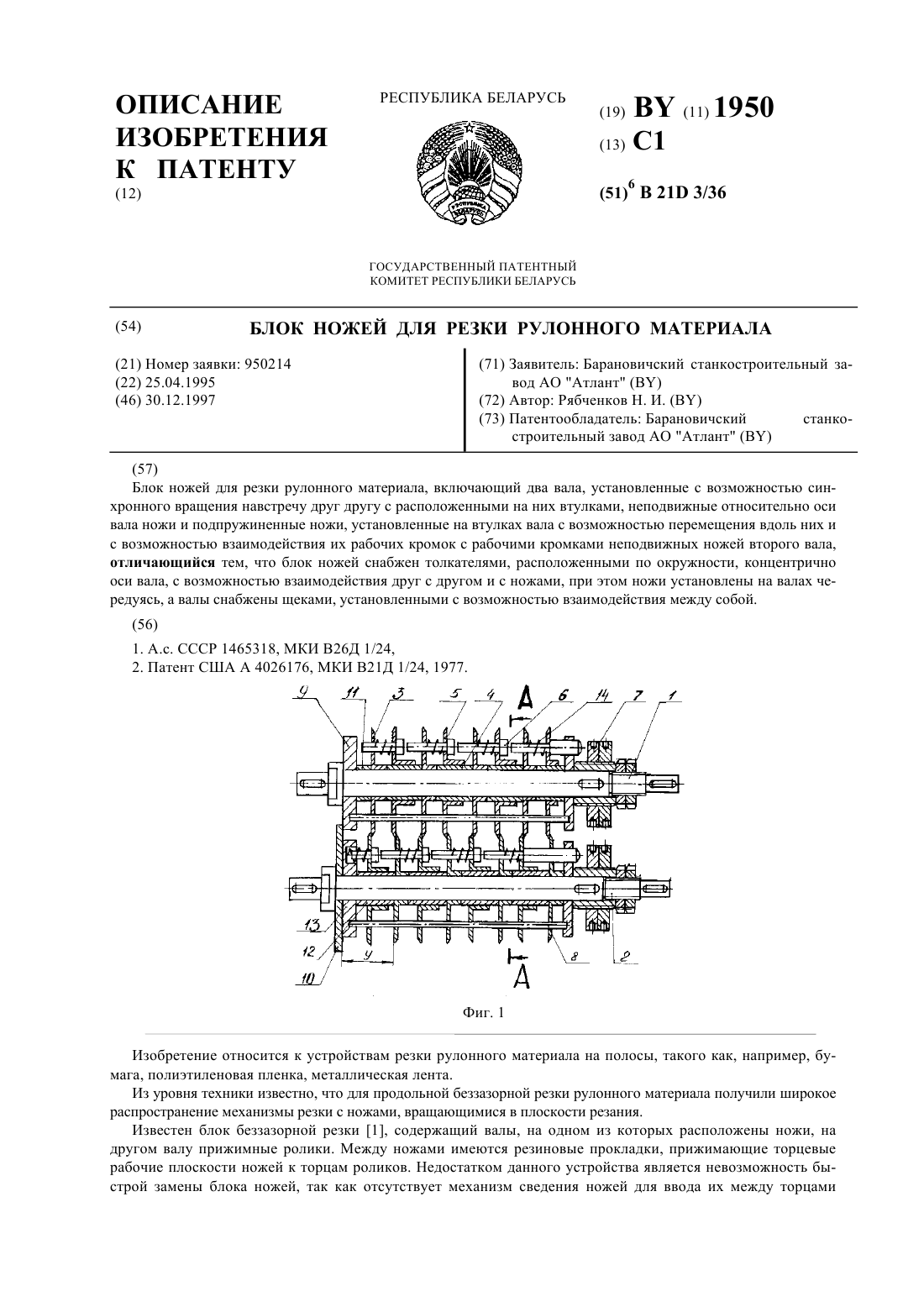
Номер патента: 1950
Опубликовано: 30.12.1997
Автор: Рябченков Николай Иванович
МПК: B21D 3/36
Метки: рулонного, ножей, резки, блок, материала
Текст:
...возможностью синхронного вращения навстречу друг другу, с расположенными на них втулками и неподвижными относительно оси вала ножами, подпружиненные ножи установлены на втулках вала с возможностью взаимодействия их рабочих кромок с рабочими кромками неподвижных ножей второго вала, блок ножей снабжен толкателями расположенными по окружности, концентрично оси вала, толкатели выполнены с возможностью взаимодействия друг с другом и с ножами, и...
Устройство для продольной резки ленточного кабеля
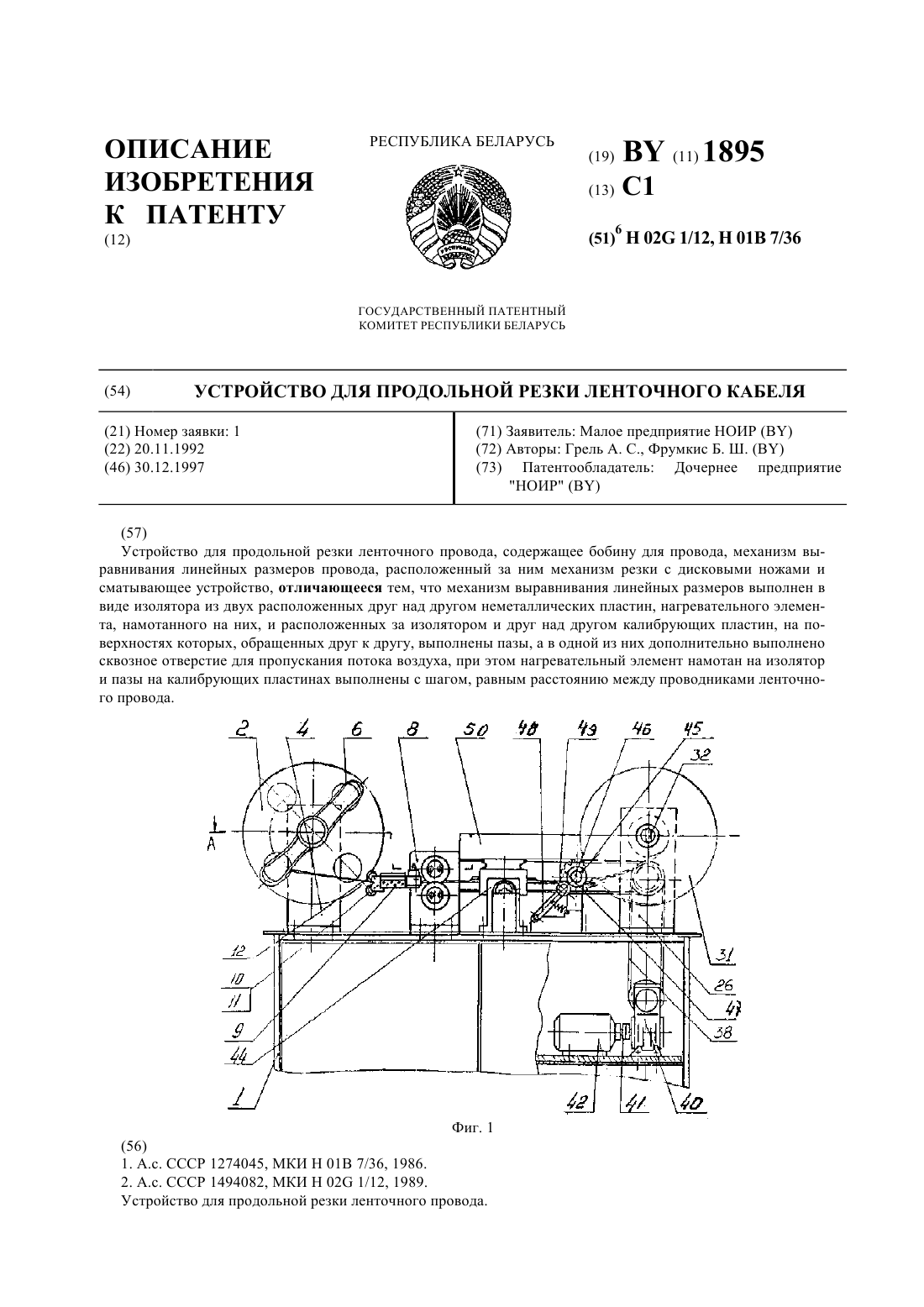
Номер патента: 1895
Опубликовано: 30.12.1997
Авторы: Грель Анатолий Сергеевич, Фрумкис Борис Шоломович
Метки: кабеля, ленточного, резки, продольной, устройство
Текст:
...с шагом, равным расстоянию между проводниками ленточного провода. На фиг.1 показан пример реализации предлагаемого устройства, общий вид на фиг.2 - разрез А-А на фиг.1 на фиг.3 - разрез Б-Б на фиг.2 на фиг.4 - разрез В-В на фиг.2 на фиг.5 - увеличенный фрагмент Г на фиг.4 на фиг.6 - механизм выравнивания линейных размеров. Устройство для продольной резки ленточного провода содержит станину 1, на которой установлена бобина 2 с возможностью...
Предыдущий патент: Способ пылеподавления калийных удобрений
Следующий патент: Способ цифровой связи
Случайный патент: Устройство для защиты электрооборудования от коммутационных перенапряжений