Способ ультразвуковой прошивки отверстия сложной формы в хрупком материале
Номер патента: 17728
Опубликовано: 30.12.2013
Авторы: Степаненко Дмитрий Александрович, Луговой Игорь Вячеславович, Минченя Владимир Тимофеевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УЛЬТРАЗВУКОВОЙ ПРОШИВКИ ОТВЕРСТИЯ СЛОЖНОЙ ФОРМЫ В ХРУПКОМ МАТЕРИАЛЕ(71) Заявитель Белорусский национальный технический университет(72) Авторы Минченя Владимир Тимофеевич Луговой Игорь Вячеславович Степаненко Дмитрий Александрович(73) Патентообладатель Белорусский национальный технический университет(57) 1. Способ ультразвуковой прошивки отверстия сложной формы в хрупком материале,включающий подачу в зону обработки абразивного материала, создание ультразвуковых колебаний в волноводе-инструменте, сообщение волноводу-инструменту движения подачи вдоль заданной траектории и формирование участка отверстия, форма которого совпадает с формой волновода-инструмента, а затем формирование участка отверстия требуемой формы, которую задают путем управляемой деформации волновода-инструмента. 2. Способ по п. 1, отличающийся тем, что подачу в зону обработки абразивного материала осуществляют путем введения в нее волновода-инструмента с закрепленным на нем методом шаржирования абразивным материалом. 3. Способ по п. 1 или 2, отличающийся тем, что управляемую деформацию волновода-инструмента производят путем воздействия на волновод-инструмент неоднородным магнитным полем. 4. Способ по п. 1 или 2, отличающийся тем, что управляемую деформацию волновода-инструмента производят путем инициирования в волноводе-инструменте эффекта памяти формы. Изобретение относится к обработке хрупких материалов, например камня, и, в частности,к способу ультразвуковой прошивки отверстий сложной формы в таких материалах. Ультразвуковая прошивка широко используется для формирования отверстий с произвольной формой поперечного сечения в хрупких материалах, таких как стекло, керамика, полупроводниковые материалы, природные и синтетические кристаллы, минералы,твердые сплавы. В частности, известен способ ультразвуковой прошивки отверстия, включающий подачу в зону обработки абразивного материала, создание ультразвуковых колебаний в волноводе-инструменте и формирование отверстия путем сообщения волноводуинструменту движения подачи 1. В этом способе используется жесткий волноводинструмент, то есть волновод-инструмент с малым отношением длины к поперечному размеру. Движение подачи волновода-инструмента осуществляют вдоль прямолинейной 17728 1 2013.12.30 траектории. Прошиваемое отверстие может иметь произвольную форму поперечного сечения, определяемую формой поперечного сечения волновода-инструмента. Недостатком описанного способа является невозможность прошивки отверстий сложной формы с криволинейной осью. Наиболее близким к заявляемому является способ ультразвуковой прошивки отверстия, включающий подачу в зону обработки абразивного материала, создание ультразвуковых колебаний в волноводе-инструменте и формирование отверстия путем сообщения волноводу-инструменту движения подачи вдоль заданной траектории 2. В этом способе движение подачи волновода-инструмента выполняют вдоль круговой траектории. При этом волновод-инструмент выполняют с рабочей частью, имеющей форму дуги окружности. Несмотря на то, что данный способ позволяет прошивать отверстия с криволинейной осью, форма этой оси определяется формой используемого волновода-инструмента и ограничена круговой формой и заданным радиусом кривизны. Таким образом, недостатком описанного способа является невозможность прошивки отверстий сложной формы с криволинейной осью. Задачей изобретения является обеспечение возможности формирования отверстий сложной формы с криволинейной осью. Поставленная задача решается заявляемым способом ультразвуковой прошивки отверстия сложной формы в хрупком материале, включающим подачу в зону обработки абразивного материала, создание ультразвуковых колебаний в волноводе-инструменте,сообщение волноводу-инструменту движения подачи вдоль заданной траектории и формирование участка отверстия, форма которого совпадает с формой волноводаинструмента, а затем формирование участка отверстия требуемой формы, которую задают путем управляемой деформации волновода-инструмента. В одном из предпочтительных вариантов реализации изобретения подачу в зону обработки абразивного материала осуществляют путем введения в нее волновода-инструмента с закрепленным на нем методом шаржирования абразивным материалом. В другом предпочтительном варианте реализации управляемую деформацию волновода-инструмента производят путем воздействия на волновод-инструмент неоднородным магнитным полем. В другом предпочтительном варианте реализации управляемую деформацию волновода-инструмента производят путем инициирования в волноводе-инструменте эффекта памяти формы (ЭПФ). Необходимым условием реализации заявляемого способа является использование гибкого волновода-инструмента, то есть волновода-инструмента с большим отношением длины к поперечному размеру, способного деформироваться под действием внешних управляющих воздействий, в частности внешнего магнитного поля, и воздействий, инициирующих ЭПФ, в частности изменения температуры. Использование шаржированного волновода-инструмента позволяет производить прошивку глубоких отверстий, для которых характерны затрудненные условия подачи абразивного материала в виде абразивной суспензии. Кроме того, при использовании волновода-инструмента, шаржированного на малом участке своего рабочего конца, снижается увеличение диаметра (разбивка) прошиваемого отверстия в результате поперечных колебаний волновода-инструмента, которое возникает при наличии абразивных частиц, равномерно распределенных по длине волновода-инструмента, как это имеет место при использовании абразивного материала в виде абразивной суспензии, образующей прослойку между стенкой отверстия и волноводом-инструментом, или волноводаинструмента, шаржированного по всей длине. В варианте реализации, основанном на использовании ЭПФ, предпочтительным является использование волновода-инструмента, изготовленного из нитинола (сплава никеля и титана, содержащего 50-51 атомныхникеля), который может существовать в двух фа 2 17728 1 2013.12.30 зовых состояниях низкотемпературного мартенсита и высокотемпературного аустенита. Температура фазового превращения может изменяться в широких пределах (от - 100 С до 100 С) путем незначительного изменения химического состава сплава. Предпочтительным является использование сплава с температурой фазового превращения, незначительно превышающей комнатную температуру, например, нитинола для изготовления саморасширяющихся стентов с конечной температурой превращения мартенсита в аустенитоколо 35 С. Коммерчески доступна проволока из нитинола с диаметром от 0,025 до 4,4 мм 3. По требованию заказчика возможно изготовление проволоки квадратного и прямоугольного сечения, а также с сечением произвольной формы. Нитинол широко используется в технике и технологии, в частности для механического сверления криволинейных отверстий в костной ткани 4, и обладает хорошими акустическими свойствами,позволяющими использовать его для изготовления ультразвуковых волноводов 5. Нитинол также хорошо подвергается шаржированию, что ограничивает возможность его абразивной обработки при изготовлении медицинских изделий. Использование волноводаинструмента, изготовленного из материала с ЭПФ, позволяет прошивать отверстия, состоящие из начального участка с осью прямолинейной или круговой формы и конечного участка, ось которого в общем случае может иметь форму произвольной гладкой кривой,не имеющей точек перегиба. Волноводу-инструменту придают форму, соответствующую форме конечного участка прошиваемого отверстия, при температуре, соответствующей аустенитному состоянию материала, а затем охлаждают до температуры, соответствующей переходу аустенита в мартенсит. Затем волноводу-инструменту придают новую форму, соответствующую форме начального участка прошиваемого отверстия, и производят формирование начального участка. При этом в зону обработки подают абразивный материал в виде абразивной суспензии или используют шаржированный волновод-инструмент. В волноводе-инструменте создают ультразвуковые колебания и сообщают ему движение подачи вдоль прямолинейной или круговой траектории в зависимости от формы волновода-инструмента. При формировании конечного участка отверстия волноводу-инструменту сообщают движение подачи вдоль той же траектории, что и при формировании начального участка. При этом в волноводе-инструменте инициируют ЭПФ путем его нагревания до температуры, соответствующей переходу мартенсита в аустенит. В результате фазового перехода волновод-инструмент стремится восстановить свою первоначальную форму, соответствующую форме конечного участка обрабатываемого отверстия, однако, так как волновод-инструмент находится в стесненном состоянии внутри ранее сформированной начальной части отверстия, которая выполняет функцию своеобразной направляющей, это препятствует восстановлению его формы. В результате волновод-инструмент начинает оказывать асимметричное силовое воздействие на стенку отверстия, что приводит к постепенному отклонению оси формируемой конечной части отверстия от формы, соответствующей характеру движения подачи (прямолинейная или круговая). Точное восстановление формы волновода-инструмента является невозможным вследствие его силового взаимодействия со стенкой отверстия и возможно лишь для свободного волноводаинструмента, не подверженного воздействию реактивных сил. В связи с этим первоначальная форма волновода-инструмента и форма конечного участка прошиваемого отверстия находятся между собой в определенном соответствии, зависящем от условий обработки, но не являются совпадающими. Данное соответствие может быть определено путем моделирования процесса обработки или эмпирическим путем. Нагревание волновода-инструмента до температуры, соответствующей переходу мартенсита в аустенит, может осуществляться любыми известными способами, например путем подачи в зону обработки нагретой абразивной суспензии, путем индукционного нагрева и т.п. Также возможно использование волновода-инструмента, изготовленного из ферромагнитных сплавов с ЭПФ. При этом ЭПФ будет инициироваться с помощью внешнего магнитного поля. 3 17728 1 2013.12.30 В варианте реализации, основанном на использовании неоднородного магнитного поля,при формировании конечного участка отверстия на волновод-инструмент (предпочтительно на его рабочий конец) воздействуют магнитным полем, создаваемым с помощью соленоида или постоянных магнитов с большой коэрцитивной силой. Предпочтительным является создание магнитного поля с помощью соленоидов, так как в этом случае можно управлять напряженностью поля путем изменения силы тока в обмотке соленоида. Волновод-инструмент в данном варианте реализации должен изготавливаться из ферромагнитных материалов, например углеродистых сталей типа сталь 03 - сталь 45. Магнитная система предпочтительно должна перемещаться относительно заготовки таким образом, чтобы рабочий конец волноводаинструмента находился в области пространства, соответствующей максимальной напряженности магнитного поля. Под действием магнитного поля ось волновода-инструмента будет постепенно отклоняться от формы траектории движения подачи, в результате чего будет формироваться конечный участок отверстия, форма которого будет определяться условиями обработки и может контролироваться за счет изменения этих условий. В одном из вариантов реализации заявляемый способ осуществляется следующим образом. На поверхность заготовки из стекла наносят абразивную суспензию, состоящую из воды и карбида кремния. В волноводе-инструменте прямолинейной формы с диаметром поперечного сечения 0,5 мм и длиной 20 мм, изготовленном из стали 45, создают ультразвуковые колебания и приводят его в контакт с поверхностью обрабатываемой заготовки. Путем сообщения волноводу-инструменту движения подачи вдоль прямолинейной траектории формируют в заготовке начальный участок отверстия, форма которого совпадает с формой волновода-инструмента. Затем формируют конечный участок отверстия, форму которого задают путем управляемой деформации волновода-инструмента, производимой путем воздействия на него неоднородным магнитным полем. Для создания магнитного поля используют соленоид, который перемещается относительно заготовки таким образом, что рабочий конец волновода-инструмента постоянно находится в области пространства, соответствующей максимальной напряженности магнитного поля. Индукция магнитного поля составляет не менее 50 мТ. При формировании конечного участка отверстия волноводу-инструменту сообщают движение подачи вдоль той же траектории, что и при формировании начального участка, однако под действием магнитного поля ось волновода-инструмента постепенно отклоняется от формы траектории движения подачи, в результате чего формируется конечный участок отверстия, форма которого определяется условиями обработки и может контролироваться за счет изменения этих условий, например статического усилия, прикладываемого к волноводу-инструменту, силы тока в обмотке соленоида и т.п. Источники информации 1. Справочник по электрохимическим и электрофизическим методам обработки / Под ред. Волосатова. 2. Патент США 2002/0193798. 3..///// 4.... .. - -, 2004. - . 131-136. 5.. -, 2005. - 188 . Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B28D 1/14
Метки: сложной, прошивки, ультразвуковой, способ, хрупком, материале, отверстия, формы
Код ссылки
<a href="https://by.patents.su/4-17728-sposob-ultrazvukovojj-proshivki-otverstiya-slozhnojj-formy-v-hrupkom-materiale.html" rel="bookmark" title="База патентов Беларуси">Способ ультразвуковой прошивки отверстия сложной формы в хрупком материале</a>
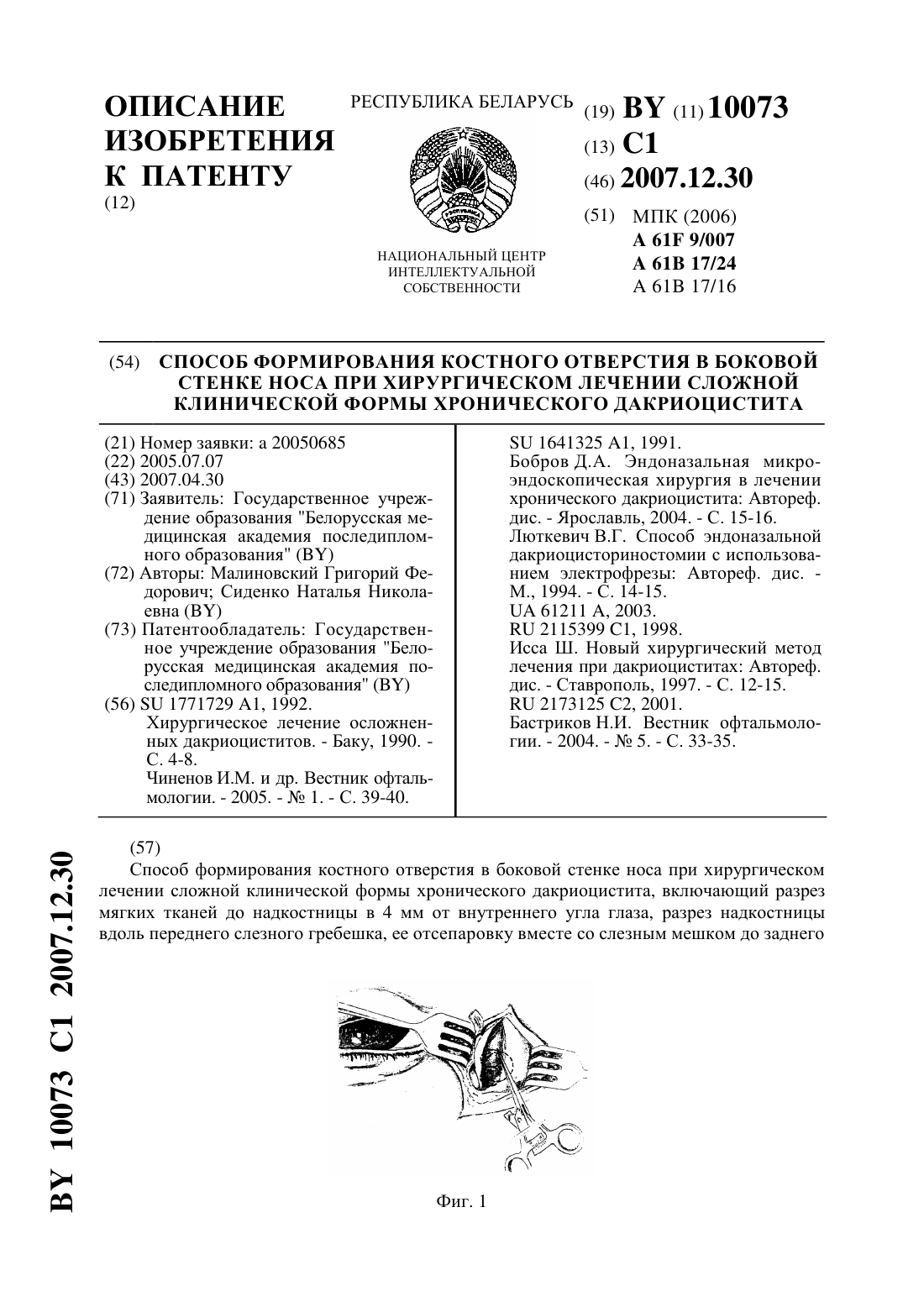
Способ формирования костного отверстия в боковой стенке носа при хирургическом лечении сложной клинической формы хронического дакриоцистита
Номер патента: 10073
Опубликовано: 30.12.2007
Авторы: Малиновский Григорий Федорович, Сиденко Наталья Николаевна
МПК: A61F 9/007, A61B 17/24, A61B 17/16...
Метки: клинической, костного, дакриоцистита, хронического, стенке, сложной, лечении, формы, отверстия, формирования, носа, способ, боковой, хирургическом
Текст:
...клинических формах дакриоцистита, достижение стабильного результата, профилактика рецидива заболевания. Поставленная задача решается следующим образом. Предложен способ формирования костного отверстия в боковой стенке носа при хирургическом лечении сложной клинической формы хронического дакриоцистита, включающий разрез мягких тканей до надкостницы в 4 мм от внутреннего угла глаза, разрез надкостницы вдоль переднего слезного гребешка, ее...
Устройство для ультразвуковой магнитно-абразивной обработки отверстия

Номер патента: U 7903
Опубликовано: 28.02.2012
Авторы: Ермаков Николай Иванович, Линник Александр Владимирович, Сергеев Леонид Ефимович, Акулович Леонид Михайлович, Ефимов Андрей Михайлович, Агейчик Валерий Александрович
МПК: B21B 45/04, B21C 43/04, B24B 31/00...
Метки: ультразвуковой, обработки, устройство, отверстия, магнитно-абразивной
Текст:
...плоскость симметрии внутреннего полюсного наконечника совпадает с общей вертикальной плоскостью симметрии наружных полюсных наконечников, причем внутренний полюсный наконечник установлен с возможностью совпадения оси вращения обрабатываемой детали с осью, проходящей через точку пересечения большой и малой осей эллипса его нижней горизонтальной поверхности и перпендикулярной к ней, где над минимальными зазорами между обрабатываемой...
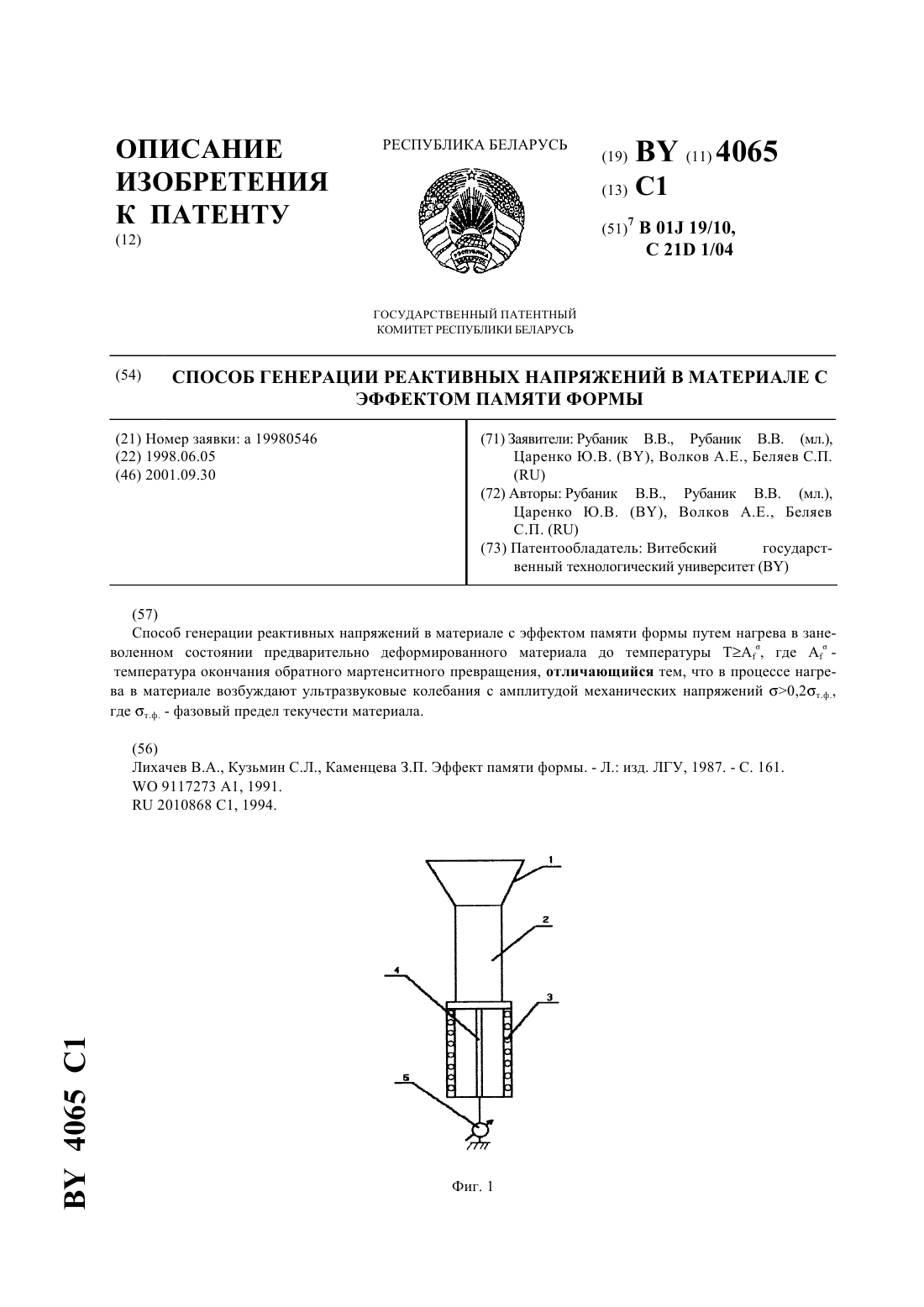
Способ генерации реактивных напряжений в материале с эффектом памяти формы
Номер патента: 4065
Опубликовано: 30.09.2001
Авторы: Беляев Сергей Павлович, Рубаник Василий Васильевич, Волков Александр Евгеньевич, Царенко Юрий Валентинович, Рубаник Василий Васильевич (мл.)
МПК: C21D 1/04, B01J 19/10
Метки: эффектом, формы, способ, напряжений, генерации, реактивных, материале, памяти
Текст:
...предел текучести материала. Техническая сущность изобретения поясняется чертежом, где на фиг. 1 показано устройство для осуществления способа, а на фиг. 2 приведена зависимость напряжения от температуры для проволоки из сплава(этап нагрева включает участки возбуждения ультразвука). Способ реализуется следующим образом. После изотермической пластической деформации материала в мартенсите или пластичности превращения, образец 4 жестко...
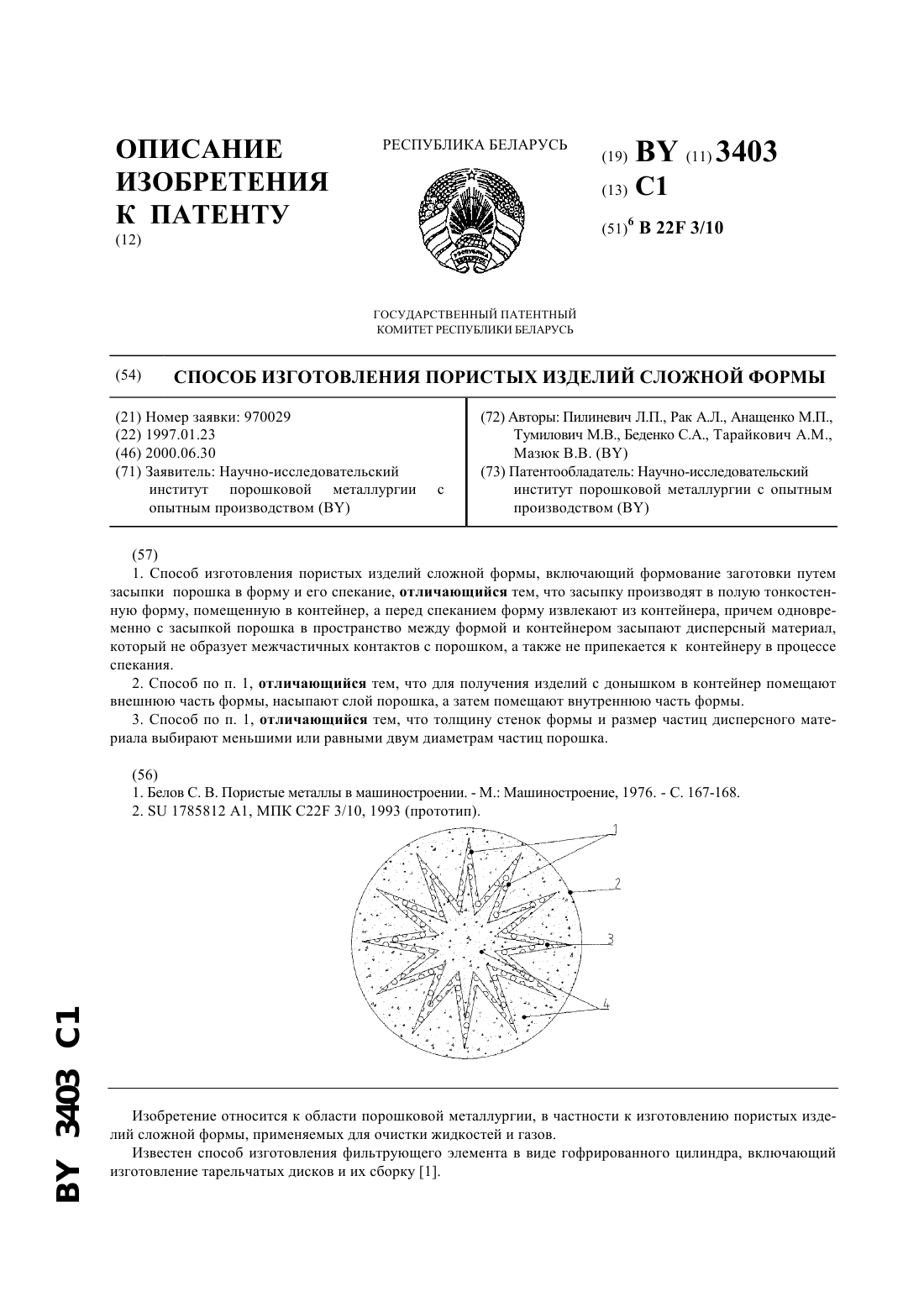
Способ изготовления пористых изделий сложной формы
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Пилиневич Леонид Петрович, Анащенко Михаил Петрович, Тарайкович Александр Михайлович, Тумилович Мирослав Викторович, Беденко Сергей Александрович, Рак Анатолий Леонидович, Мазюк Виктор Васильевич
МПК: B22F 3/10
Метки: формы, способ, пористых, сложной, изготовления, изделий
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Способ изготовления формованных элементов сложной формы из пеноматериалов (варианты)
Номер патента: 4992
Опубликовано: 30.03.2003
Авторы: Ковалев Михаил Михайлович, Ковалева Елена Николаевна
МПК: B29C 44/00
Метки: сложной, варианты, пеноматериалов, способ, формованных, элементов, изготовления, формы
Текст:
...составом. Указанный технический результат достигается также тем, что предварительно по объему формы равномерно размещают пористый, волокнисто-пористый или волокнистый материал, затем пропитывают его вспенивающимся составом. Указанный технический результат достигается также тем, что предварительно на внутреннюю поверхность формы наносят волокнистый материал путем распыления расплава полимера сжатым воздухом, затем пропитывают его вспенивающимся...