Способ изготовления формованных элементов сложной формы из пеноматериалов (варианты)
Номер патента: 4992
Опубликовано: 30.03.2003
Авторы: Ковалева Елена Николаевна, Ковалев Михаил Михайлович
Текст
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ЭЛЕМЕНТОВ СЛОЖНОЙ ФОРМЫ ИЗ ПЕНОМАТЕРИАЛОВ (ВАРИАНТЫ)(71) Заявитель Государственное научное учреждение Институт механики металлополимерных систем им. В.А.Белого Национальной академии наук Беларуси(72) Авторы Ковалев Михаил Михайлович Ковалева Елена Николаевна(73) Патентообладатель Государственное научное учреждение Институт механики металлополимерных систем им. В. А. Белого Национальной академии наук Беларуси(57) 1. Способ изготовления формованных элементов сложной формы из пеноматериалов,включающий размещение в форме вспенивающегося состава, его вспенивание и последующее отверждение, отличающийся тем, что предварительно вспенивающимся составом пропитывают пористый, волокнисто-пористый или волокнистый материал, который равномерно размещают по объему формы. 2. Способ изготовления формованных элементов сложной формы из пеноматериалов,включающий размещение в форме вспенивающегося состава, его вспенивание и последующее отверждение, отличающийся тем, что предварительно по объему формы равномерно размещают пористый, волокнисто-пористый или волокнистый материал, затем пропитывают его вспенивающимся составом. 3. Способ изготовления формованных элементов сложной формы из пеноматериалов,включающий размещение в форме вспенивающегося состава, его вспенивание и последующее отверждение, отличающийся тем, что предварительно на внутреннюю поверхность формы наносят волокнистый материал путем распыления расплава полимера сжатым воздухом, затем пропитывают его вспенивающимся составом. Изобретение относится к технологии получения конструкционных и звуко-вибропоглощающих формованных элементов сложной формы из пеноматериалов. 4992 1 Известен способ изготовления формованных элементов из пеноматериалов, основанный на введении в полость детали или формы реакционной массы (вспенивающего состава) и последующем ее вспенивании 1. В связи с тем, что объем вспененной массы значительно превышает объем исходной реакционной массы, образующаяся пена заполняет вышеупомянутую полость и затвердевает в ней. Недостаток прототипа состоит в отсутствии в нем операций, позволяющих регулировать распределение плотности пеноматериала сформованного элемента по объему формы,что обусловлено локальностью пенообразования. Задача изобретения - возможность изготовления формованных элементов из пеноматериалов сложной формы и практически любых размеров, повышение прочности формованных элементов сложной формы из пеноматериалов за счет армирующего эффекта применяемого удерживающего материала, а также снижение трудоемкости изготовления формованных элементов сложной формы из пеноматериалов и повышения их качества благодаря возможности формирования слоя удерживающего материала путем распыления расплава полимера сжатым воздухом, непосредственно на внутренней поверхности формы. Указанный технический результат достигается тем, что вспенивающийся состав равномерно размещают по объему формы в виде пористого, волокнисто-пористого либо волокнистого материала, предварительно пропитанного вспенивающимся составом. Указанный технический результат достигается также тем, что предварительно по объему формы равномерно размещают пористый, волокнисто-пористый или волокнистый материал, затем пропитывают его вспенивающимся составом. Указанный технический результат достигается также тем, что предварительно на внутреннюю поверхность формы наносят волокнистый материал путем распыления расплава полимера сжатым воздухом, затем пропитывают его вспенивающимся составом. Формованные элементы сложной формы из пеноматериалов изготавливали путем пропитки удерживающего материала вспенивающимся составом с содержанием компонентов, мас.эпоксидная смола марки ЭД-20, ГОСТ 10587 68 пудра алюминиевая пигментная ГОСТ 5494 20 полиэтиленполиамин технический ТУ 6-02-594-85 9 вспениватель марки ЧХЗ-21, ТУ 6-03-408-76 3. В процессе смешивания компонентов или после него вспенивающийся состав можно доводить до нужной вязкости применением растворителей - например, бензина Б 70. Форма представляет собой разъемный в осевом сечении пустотелый цилиндр с отношением высоты к диаметру 5/1 и объемом 1 л, стоящий вертикально на одном из своих торцов. Формованные элементы по заявляемому способу (вариант 1) получали следующим образом. По объему вышеописанной вертикально стоящей формы равномерно размещались порции удерживающего материала, предварительно пропитанного вспенивающимся составом. Порции размещались по объему формы путем подвешивания на упругих проволочных распорках, которые удерживались в заданном положении в форме за счет силы трения распорок о внутреннюю поверхность формы. В качестве удерживающего применялся волокнистый материал, полученный путем распыления расплава полиамида марки ПА 6 120/321 сжатым воздухом толщиной 9 мм. Пористость удерживающего материала выбиралась такой, чтобы обеспечить удерживание вспенивающего состава в нем за счет капиллярного эффекта. Затем в форме создавались условия для вспенивания и последующего отверждения пеноматериала. Формованные элементы по варианту 2 заявляемого способа получали аналогично варианту 1 с той лишь разницей, что в форме размещались порции непропитанного удерживающего материала, с последующей пропиткой его вспенивающимся составом. Пропитка производилась распылением вспенивающего состава при помощи стандартного покрасочного оборудования. 2 4992 1 Формованные элементы по варианту 3 заявляемого способа получали следующим образом. На внутреннюю поверхность разъемной формы наносили удерживающий материал путем распыления расплава полиамида марки ПА 6 120/321 сжатым воздухом толщиной 2 мм. Затем на этот слой наносился вспенивающийся состав с вышеприведенным содержанием компонентов путем намазывания. Затем форма закрывалась и в ней создавались условия для вспенивания и последующего отверждения полученной пены. Суть изобретения состоит в том, что уже на этапе помещения вспенивающегося состава в форму достигается равномерное распределение вспенивающего состава по объему формы, обеспечиваемое применением новых операций - пропитки удерживающего материала вспенивающимся составом и равномерного его размещения по объему формы, что обеспечивает возможность формования элементов сложной формы и любых размеров при одновременном улучшении качества формовки, увеличении прочности формованных элементов за счет армирующего эффекта удерживающего материала. Способ найдет применение в машиностроении при изготовлении конструкционных,шумо- и вибро-поглощающих элементов машин и оборудования. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B29C 44/00
Метки: формы, изготовления, элементов, пеноматериалов, сложной, варианты, способ, формованных
Код ссылки
<a href="https://by.patents.su/3-4992-sposob-izgotovleniya-formovannyh-elementov-slozhnojj-formy-iz-penomaterialov-varianty.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления формованных элементов сложной формы из пеноматериалов (варианты)</a>
Способ изготовления пористых изделий сложной формы
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Мазюк Виктор Васильевич, Рак Анатолий Леонидович, Анащенко Михаил Петрович, Тарайкович Александр Михайлович, Тумилович Мирослав Викторович, Пилиневич Леонид Петрович, Беденко Сергей Александрович
МПК: B22F 3/10
Метки: формы, изделий, изготовления, сложной, пористых, способ
Текст:
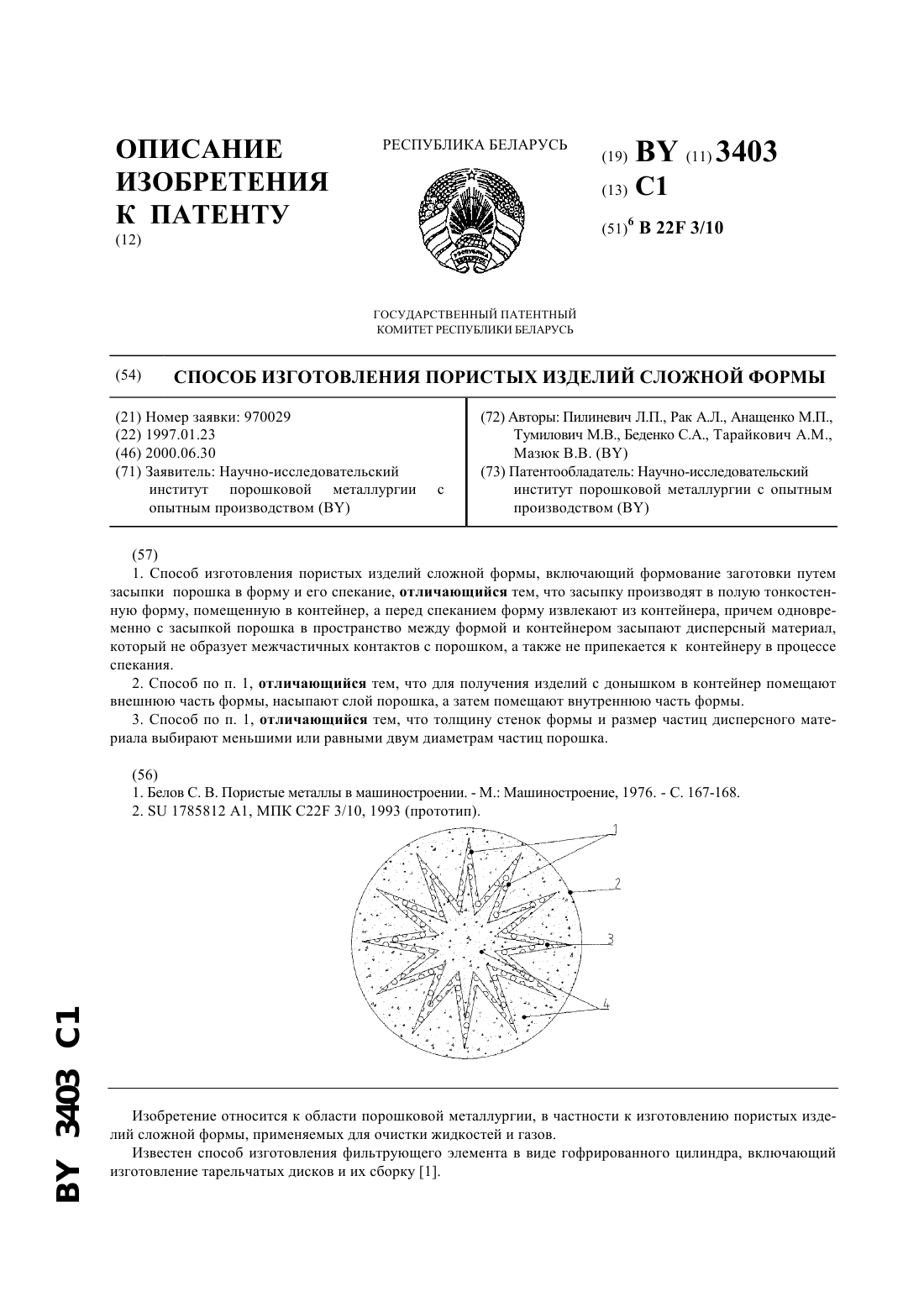
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Рельсовый переезд через железнодорожный путь с настилом и способ изготовления формованных блоков для него
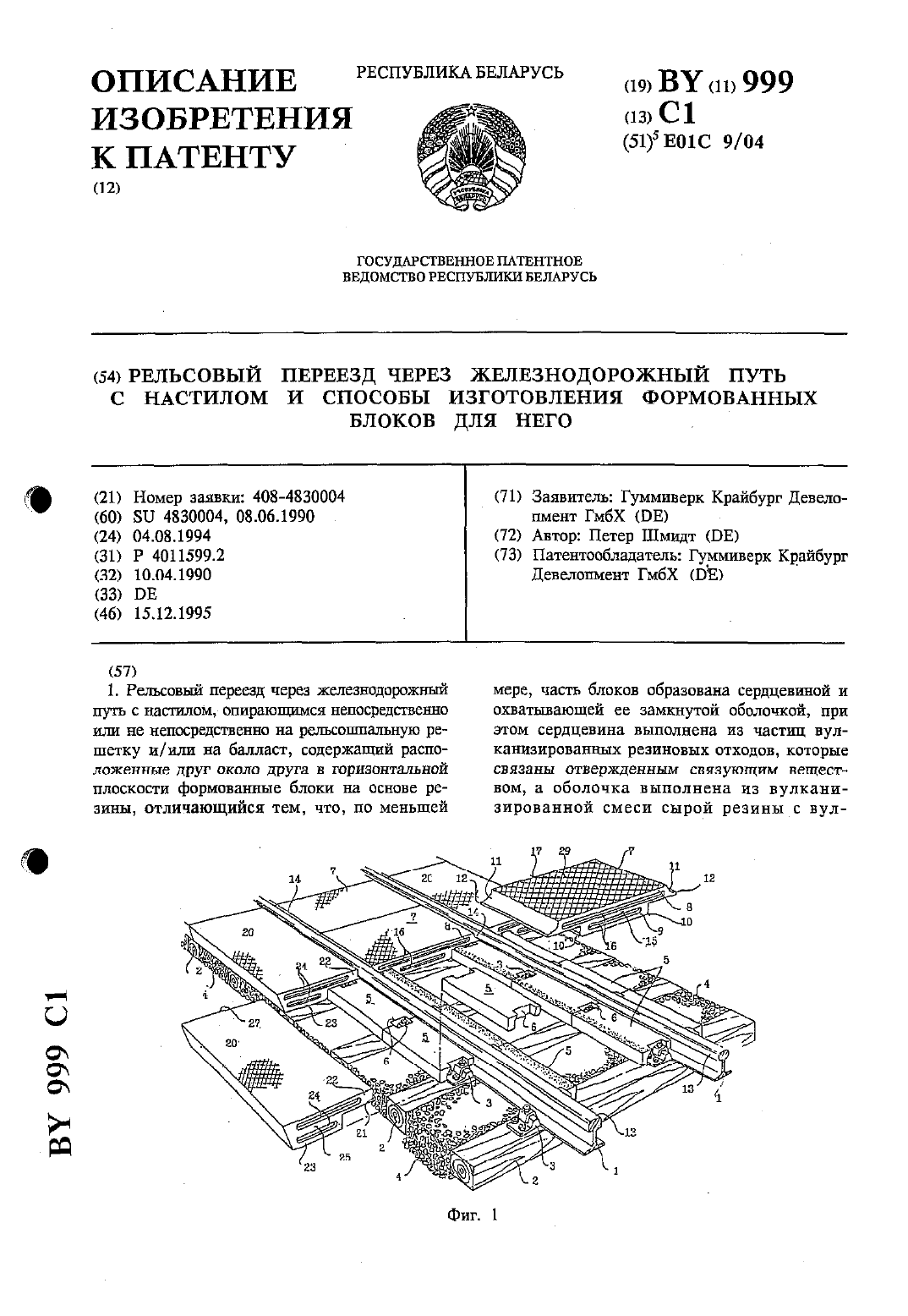
Номер патента: 999
Опубликовано: 15.12.1995
Автор: Петер Шмидт
МПК: E01C 9/04
Метки: путь, изготовления, формованных, переезд, настилом, рельсовый, блоков, него, железнодорожный, способ
Текст:
...со всех сторон.Для сцепления частиц вулканизованных реЗРПОВЫХ ОТХОДОВ МОЖНО ИСПОЛЬЗОВИТЬ РИЗНЫ связующие. Предпочтительно применение в качестве связующего невулканизованной, сырой резиновой смеси, которую можно вулканизовать обычным способом. В эту сырую рЕЗИНОЕуЮ СМЕСЬ ВБОДЯТ ИЗВЕСТНЫЕ ДООЗВКИ И вулканизующие агенты, особенно серу, благодаря чему вулканизация проводится как обычно, воздействием температуры и давления.Связь оболочки с...
Пресс-форма для прессования длинномерных изделий сложной формы из порошков
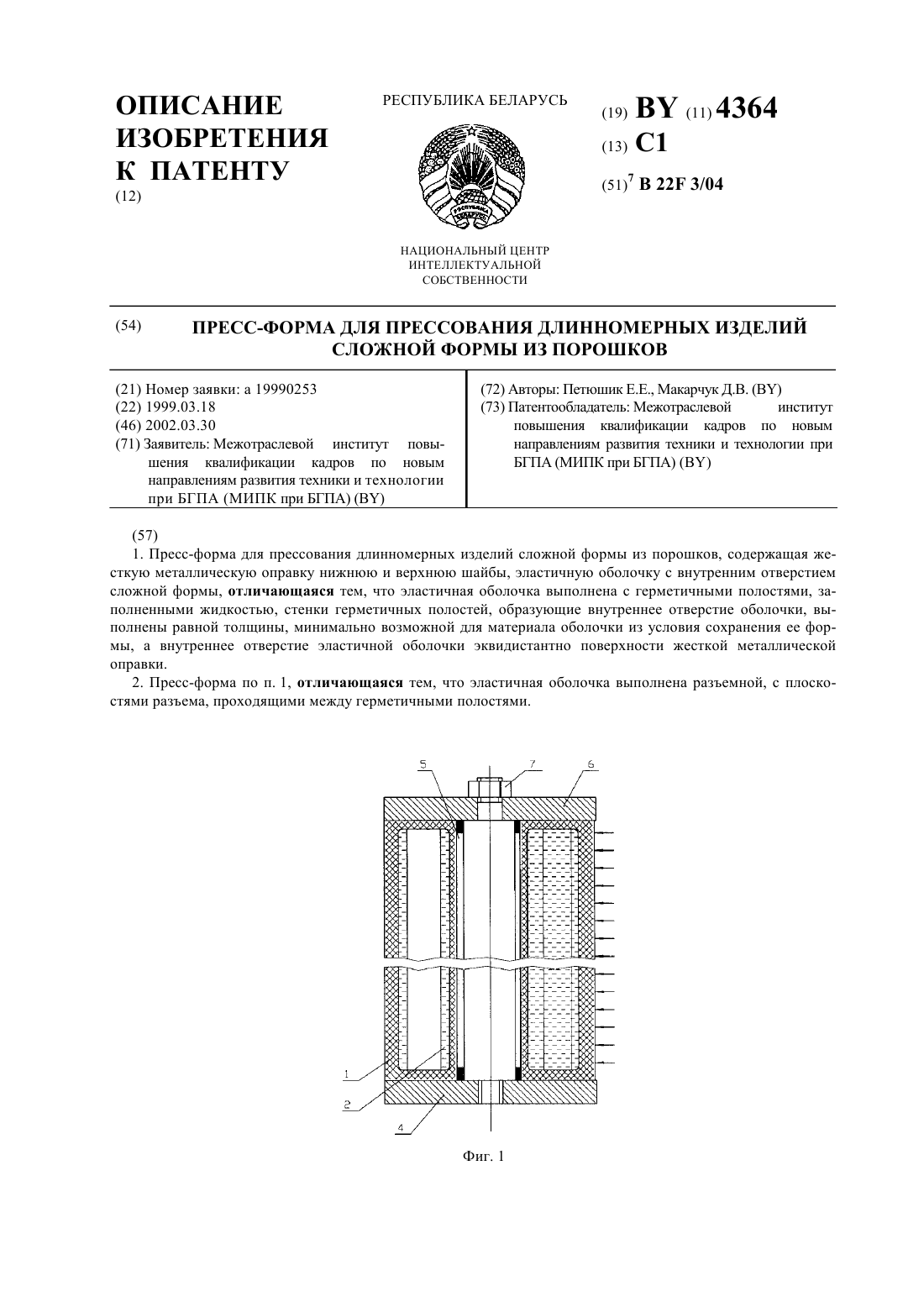
Номер патента: 4364
Опубликовано: 30.03.2002
Авторы: Макарчук Дмитрий Владимирович, Петюшик Евгений Евгеньевич
МПК: B22F 3/04
Метки: длинномерных, сложной, изделий, порошков, пресс-форма, прессования, формы
Текст:
...между эластичной оболочкой 1 и жесткой металлической оправкой 3 предусмотрен зазор 5 для засыпки порошка, верхней шайбы 6 и гайки 7. Стенки герметичной полости, соприкасающиеся с прессуемым изделием, имеют равную толщину, минимально воз 2 4364 1 можную для используемого эластичного материала из условия сохранения ее формы. Форма поверхности внутреннего отверстия эластичной оболочки 1 определяется формой и размерами наружной поверхности...
Устройство для электролитно-плазменной обработки изделий сложной формы
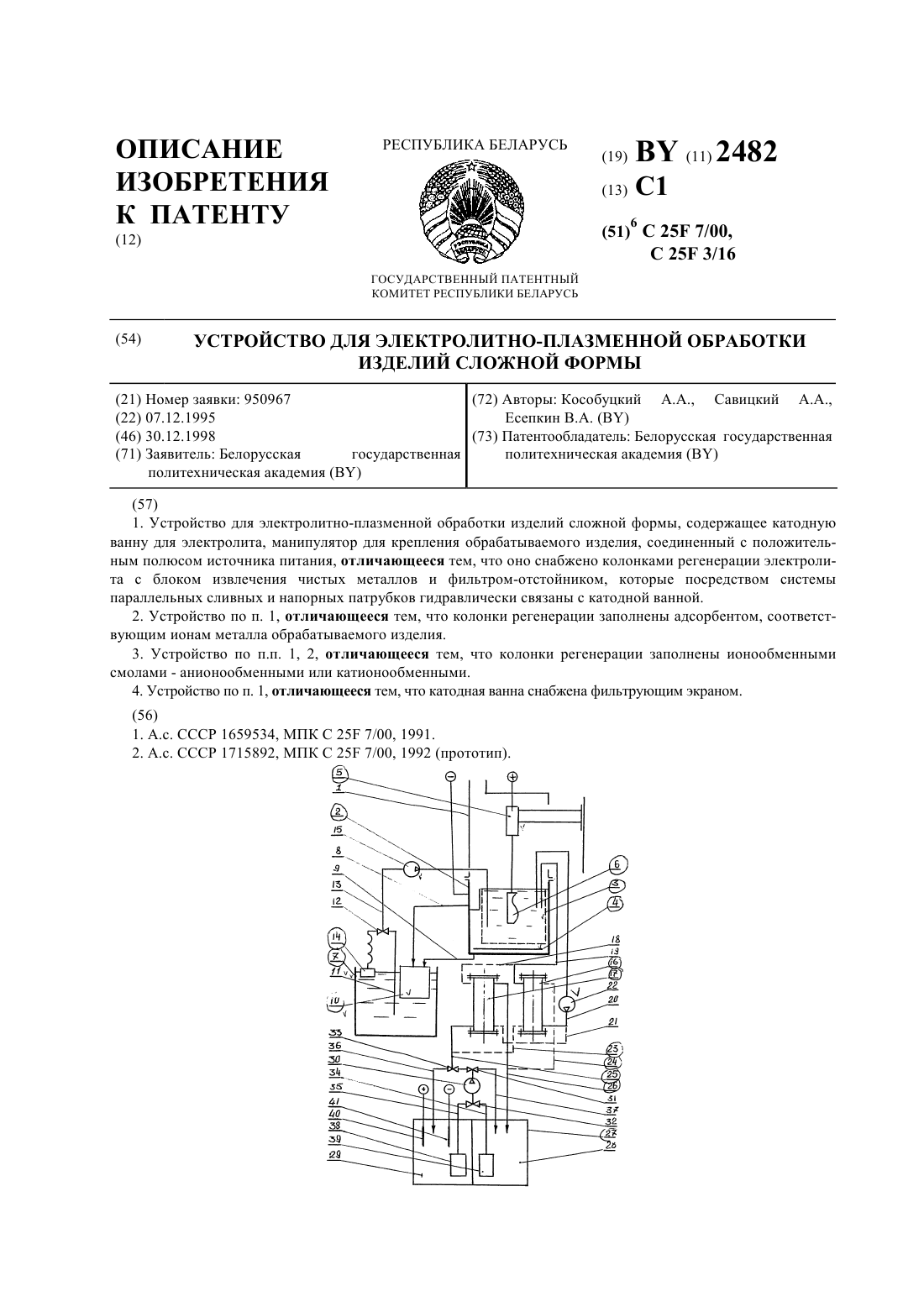
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Кособуцкий Александр Антонович, Савицкий Александр Александрович, Есепкин Владимир Александрович
Метки: сложной, изделий, формы, электролитно-плазменной, обработки, устройство
Текст:
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Способ изготовления погонажных изделий с объемным рисунком сложной конфигурации на вулканизаторах непрерывного действия
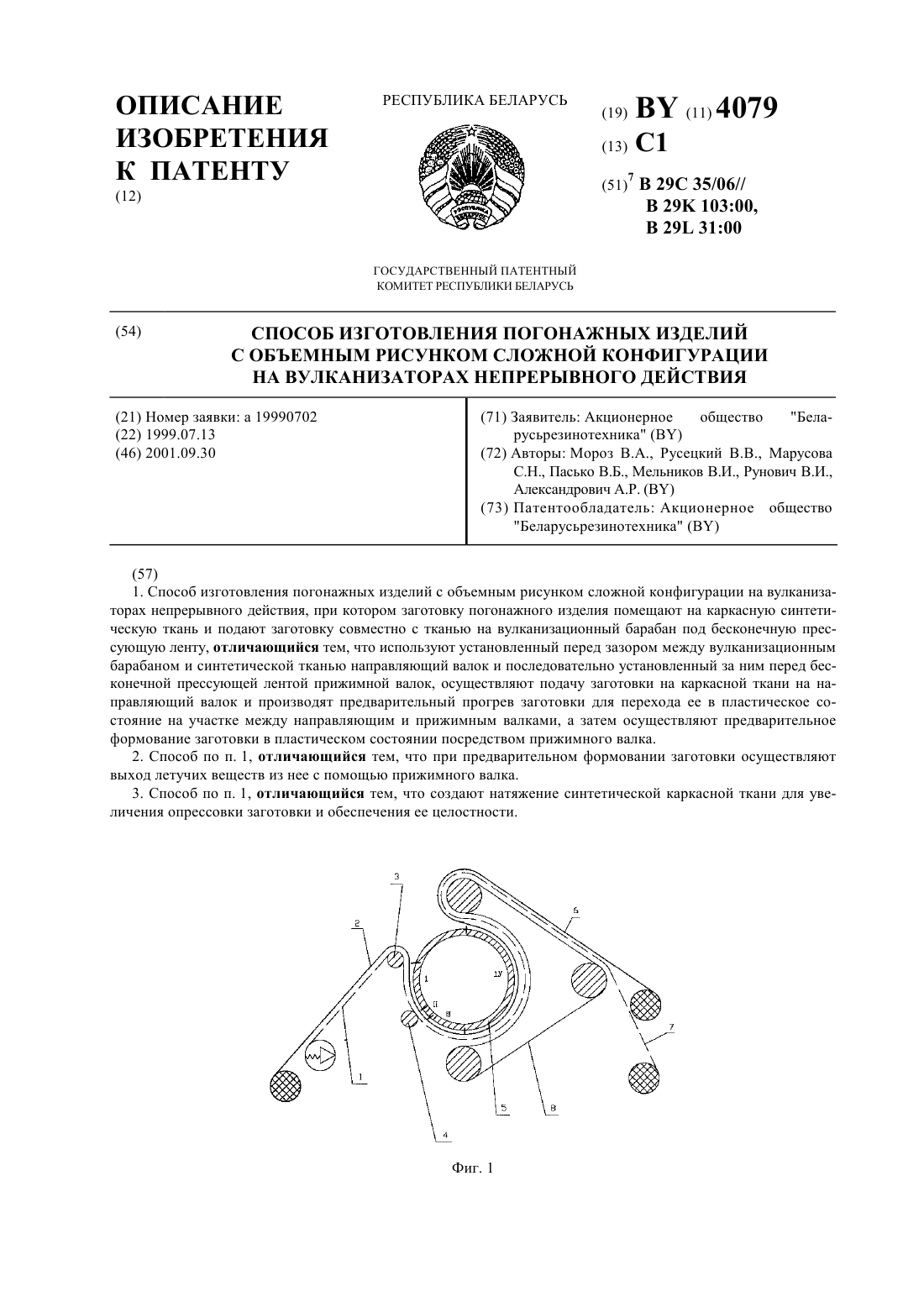
Номер патента: 4079
Опубликовано: 30.09.2001
Авторы: Мельников Вячеслав Иванович, Русецкий Валерий Викторович, Мороз Виктор Аркадьевич, Александрович Александр Романович, Марусова Софья Николаевна, Рунович Валентина Илларионовна, Пасько Вера Борисовна
МПК: B29C 35/06
Метки: рисунком, непрерывного, вулканизаторах, изделий, изготовления, действия, сложной, конфигурации, погонажных, способ, объемным
Текст:
...барабан обжимается шестью внешними сегментами формы с обогревом и гидравлическим усилием сжатия 3,5 МПа. Благодаря высокому гидравлическому давлению на ротационных вулканизаторах фирмы Патекс обеспечивается выпуск качественных погонажных изделий. В то же время непрерывные вулканизаторы фирмы Патекс имеют сложное конструктивно-аппаратурное оформление, пароэнергоемки. Наиболее близким к заявленному по технической сущности и достигаемому...
Предыдущий патент: Транспортное средство
Следующий патент: Полимерная фрикционная композиция
Случайный патент: Водонагреватель