Ферромагнитный абразивный материал
Номер патента: 16981
Опубликовано: 30.04.2013
Авторы: Петришин Григорий Валентинович, Быстренков Владимир Михайлович, Пантелеенко Федор Иванович, Пантелеенко Алексей Федорович, Демиденко Евгений Николаевич
Текст
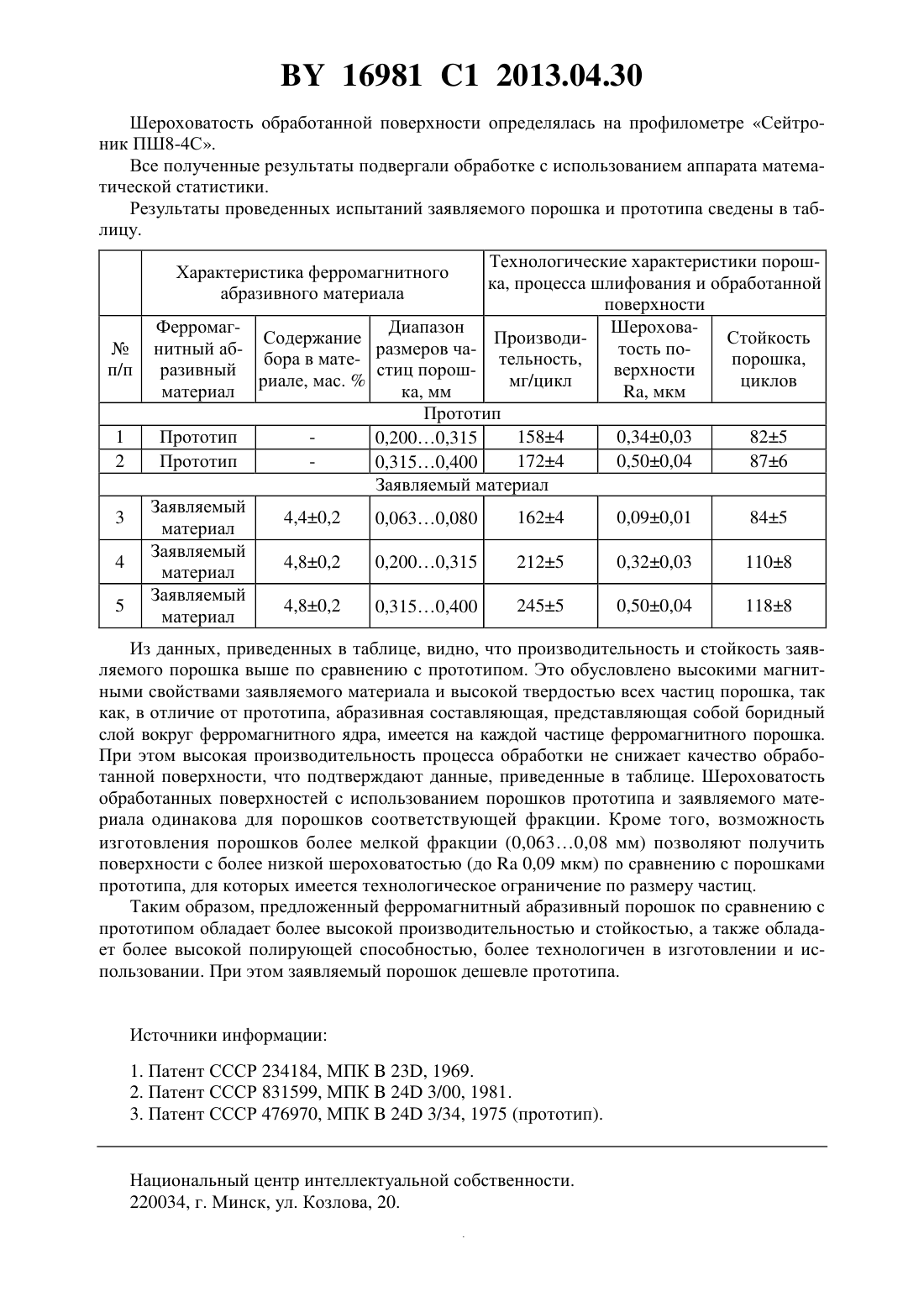
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(72) Авторы Пантелеенко Федор Иванович Петришин Григорий Валентинович Быстренков Владимир Михайлович Демиденко Евгений Николаевич Пантелеенко Алексей Федорович(73) Патентообладатель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(57) Ферромагнитный абразивный материал, содержащий ферромагнитную и абразивную составляющие, отличающийся тем, что ферромагнитная составляющая представляет собой ядра на железной основе сферической или неправильной формы размером от 0,005 до 0,640 мм, а абразивная составляющая представляет собой борсодержащую диффузионную оболочку ядер, состоящую из боридов железаи 2, с количеством бора в материале от 1 до 9 мас. . Изобретение относится к порошковой металлургии, в частности к абразивным порошковым материалам для магнитно-абразивной обработки, и может быть использовано на предприятиях при производстве магнитно-абразивных порошков. Известен материал 1, используемый для магнитно-абразивной обработки, который состоит из магнитной и абразивной составляющих. Он содержит (мас. ) электрокорунд 2030 и техническое железо 8070. Данный материал надежно удерживается силами магнитного поля и оказывает абразивное действие на металл, в том числе на термообработанные стали, улучшая процесс обработки и обеспечивая получение шероховатости поверхности стальных деталей 0,080,16 мкм. Недостатком данного материала является сложность технологии его получения и связанная с ней высокая стоимость. При этом материал, полученный спеканием электрокорунда и технического железа, недостаточно стоек и при длительном использовании теряет свои абразивные свойства, что вызвано непрочным взаимодействием электрокорунда и железа. Кроме того, использование технически чистого железа при производстве такого порошка приводит к его высокой стоимости. 16981 1 2013.04.30 Известен также материал 2, который в качестве абразивной компоненты содержит нитрид кремния и нитрид алюминия в следующем соотношении, мас.нитрид кремния 918, нитрид алюминия 512, железо - остальное. Данный материал отличается повышенной производительностью и улучшенными полирующими свойствами. Нитрид кремния и нитрид алюминия, располагаясь в частицах порошка, придают им высокую твердость, вследствие чего абразивный материал обладает хорошей режущей способностью. Однако данный магнитно-абразивный материал слишком сложен в производстве, а следовательно, имеет высокую стоимость. Кроме того, особенности технологии его изготовления определяют его энергоемкость, так как помимо получения сплава с требуемым химическим составом, его перемола в порошок, необходимы дополнительные операции по его двукратной термообработке исходный порошок подвергают азотированию при температуре 9001200 С в течение 36 ч, затем термообработке в восстановительной атмосфере при температуре 500600 С в течение 12 ч. Наиболее близок по технической сущности к заявляемому материалу материал для магнитно-абразивной обработки, содержащий магнитную и абразивную составляющие,абразивная составляющая выполнена металлизированной, а компоненты взяты в следующем соотношении, мас.металлизированная абразивная составляющая 4060, техническое железо - остальное 3. Данный материал, благодаря большому содержанию технического железа, обладает высокими магнитными свойствами, что не требует дополнительных энергозатрат при магнитно-абразивной обработке. Однако данный материал достаточно сложен в изготовлении, при его производстве необходима операция металлизации неметаллической абразивной составляющей, что требует применения специального технологического оборудования и дорогостоящего сырья(никель, кальций). Это приводит к удорожанию ферромагнитного абразивного материала и ограничивает область его применения. Кроме того, металлизация абразивной составляющей снижает ее режущие свойства, так как поверхность частиц покрыта тонким слоем металла, имеющего невысокую твердость. Дополнительное введение в состав порошка технического железа еще больше снижает производительность процесса магнитноабразивной обработки, так как железо в данном случае играет роль ферромагнитной связки, повышающей магнитные свойства материала, и не участвует в процессе резания. Кроме того, данный порошок обладает невысокой полирующей способностью, в связи с невозможностью изготовления данного ферромагнитного абразивного порошка с частицами размером менее 50 мкм. К недостаткам данного материала следует отнести и его неспособность к регенерации, так как при затуплении кромок абразивной составляющей невозможно провести сепарацию и отделить изношенный абразив от технического железа,играющего роль связки. В этом случае возможно только добавление нового металлизированного абразива, что изменит состав порошка и снизит его магнитные свойства. Задачей настоящего изобретения является создание недорогого ферромагнитного абразивного материала, обладающего высокой производительностью и повышенной полирующей способностью для обработки современных конструкционных и инструментальных материалов. Поставленная задача решается тем, что разработан ферромагнитный абразивный материал, содержащий ферромагнитную и абразивную составляющие, ферромагнитная составляющая которого представляет собой ядра на железной основе сферической или неправильной формы размером от 0,005 до 0,640 мм, а абразивная составляющая представляет собой борсодержащую диффузионную оболочку ядер, состоящую из боридов железаи 2, с количеством бора в материале от 1 до 9 мас. . Данный ферромагнитный материал обладает высокими магнитными свойствами, так,ядро его частиц состоит из стали либо чугуна, и содержит большое количество железа. При этом боридная оболочка данных частиц представляет собой бориды железаи 2, обладающие высокой твердостью. Вследствие этого заявляемый ферромагнитный 2 16981 1 2013.04.30 материал обладает высокими режущими свойствами и тем самым обеспечивает высокую производительность процесса магнитно-абразивной обработки. Сферическая форма частиц порошка определяет его хорошую полирующую и выглаживающую способность, что позволяет применять его при финишной обработке деталей с высокими требованиями по шероховатости. Ферромагнитный материал с частицами неправильной формы обеспечивает высокую производительность процесса и, в зависимости от размера частиц, может успешно применяться как при черновом шлифовании, так и при тонком шлифовании или полировании. Порошки с размером частиц менее 0,005 мм слишком дорогостоящи в изготовлении, а порошки с фракцией более 0,640 мм не обеспечивают высокой точности обработки вследствие хаотичного их расположения в магнитном поле и поэтому нестабильности геометрических размеров абразивного инструмента. Указанный интервал размера частиц разбивается на несколько узких диапазонов в зависимости от вида финишной магнитноабразивной обработки. Порошок с более мелкой фракцией (0,0050,200 мм) может использоваться для полирования и тонкого шлифования ответственных деталей с высокими требованиями по точности и шероховатости. Порошки крупной фракции (0,200,640 мм) могут применяться при черновой магнитно-абразивной обработке деталей, в том числе имеющих сложный профиль. В этом случае обеспечивается высокая производительность процесса обработки. Содержание бора в материале обусловлено минимальной и максимальной толщиной борсодержащей диффузионной абразивной оболочки ферромагнитных ядер. При превышении количества бора в материале 9,0 мас.существенно снижаются магнитные свойства порошка, так как в этом случае в материале преобладает фазаи 2, имеющая слабые магнитные свойства, а также происходит графитизация растворенного в железе углерода, который также снижает магнитные свойства материала. При содержании бора менее 1,0 мас.толщина боридного слоя столь незначительна, что не оказывает существенного влияния на абразивные свойства материала вследствие быстрого изнашивания этого слоя в процессе обработки. В результате из таких порошков формируются стабильные качественные ферромагнитные абразивные инструменты, позволяющие производить управляемый размерный съем металла при финишной отделочной обработке либо полировании. Сущность заявляемого изобретения поясняется примерами, результаты которых приведены в таблице. Порошки заявляемого состава получали методом диффузионной металлизации, а именно диффузионного легирования бором. В качестве исходного сырья использовалась колотая чугунная дробь с размером частиц 0,0630,080 мм, 0,2000,315 мм и 0,3150,400 мм. Порошок фракции 0,0630,080 мм предварительно измельчался на планетарной мельнице Пульверизетте-5. Исходный порошок в соотношении 17 перемешивали с насыщающей средой из карбида бора 4. Полученную смесь помещали в контейнер из стали 12 Х 18 Н 10 Т с плавким герметизирующим затвором. Нагрев осуществляли в лабораторной камерной печи марки СНОЛ-1.62.0.08/9-141 до температуры 900950 С. Продолжительность химико-термической обработки составляла 15 ч в зависимости от требуемого количества бора в частицах порошка. Магнитно-абразивную обработку образцов цилиндрической формы из стали 45 ГОСТ 1050-88, подвергнутой закалке и высокому отпуску, производили на лабораторной установке при одинаковых технологических режимах с использованием прототипа 3 и заявляемого порошка. Время одного цикла обработки - 30 секунд. Для определения влияния порошка на производительность процесса магнитноабразивной обработки использовался гравиметрический метод по потере массы . Взвешивание производили на аналитических весах марки ВСЛ-200/0,1 А с точностью до 110-7 кг. Перед взвешиванием образцы промывались в ацетоне (ГОСТ 2603-71). 3 16981 1 2013.04.30 Шероховатость обработанной поверхности определялась на профилометре Сейтроник ПШ 8-4 С. Все полученные результаты подвергали обработке с использованием аппарата математической статистики. Результаты проведенных испытаний заявляемого порошка и прототипа сведены в таблицу. Технологические характеристики порошка, процесса шлифования и обработанной поверхности ФерромагДиапазон ШероховаСодержание ПроизводиСтойкостьнитный абразмеров чатость побора в матетельность,порошка,п/п разивный стиц порошверхности риале, мас.мг/цикл циклов материал ка, мм, мкм Прототип 1 Прототип 1584 0,340,03 825 0,2000,315 2 Прототип 1724 0,500,04 876 0,3150,400 Заявляемый материал Заявляемый 3 4,40,2 1624 0,090,01 845 0,0630,080 материал Заявляемый 4 4,80,2 2125 0,320,03 1108 0,2000,315 материал Заявляемый 5 4,80,2 2455 0,500,04 1188 0,3150,400 материал Характеристика ферромагнитного абразивного материала Из данных, приведенных в таблице, видно, что производительность и стойкость заявляемого порошка выше по сравнению с прототипом. Это обусловлено высокими магнитными свойствами заявляемого материала и высокой твердостью всех частиц порошка, так как, в отличие от прототипа, абразивная составляющая, представляющая собой боридный слой вокруг ферромагнитного ядра, имеется на каждой частице ферромагнитного порошка. При этом высокая производительность процесса обработки не снижает качество обработанной поверхности, что подтверждают данные, приведенные в таблице. Шероховатость обработанных поверхностей с использованием порошков прототипа и заявляемого материала одинакова для порошков соответствующей фракции. Кроме того, возможность изготовления порошков более мелкой фракции (0,0630,08 мм) позволяют получить поверхности с более низкой шероховатостью (до 0,09 мкм) по сравнению с порошками прототипа, для которых имеется технологическое ограничение по размеру частиц. Таким образом, предложенный ферромагнитный абразивный порошок по сравнению с прототипом обладает более высокой производительностью и стойкостью, а также обладает более высокой полирующей способностью, более технологичен в изготовлении и использовании. При этом заявляемый порошок дешевле прототипа. Источники информации 1. Патент СССР 234184, МПК 23, 1969. 2. Патент СССР 831599, МПК 24 3/00, 1981. 3. Патент СССР 476970, МПК 24 3/34, 1975 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24D 3/34, C09K 3/14, C23C 8/68
Метки: абразивный, материал, ферромагнитный
Код ссылки
<a href="https://by.patents.su/4-16981-ferromagnitnyjj-abrazivnyjj-material.html" rel="bookmark" title="База патентов Беларуси">Ферромагнитный абразивный материал</a>
Ферромагнитный абразивный материал и способ его получения
Номер патента: 6028
Опубликовано: 30.03.2004
Авторы: Дудецкая Лариса Романовна, Сергеев Леонид Ефимович, Соколова Юлия Владимировна, Орлов Юрий Григорьевич
МПК: C22C 29/02, B24D 3/34, B22F 9/04...
Метки: материал, получения, способ, ферромагнитный, абразивный
Текст:
...магнитные свойства. Аналогичная ситуация наблюдается с боридами железа. При их содержании менее 1 и более 6 падают, соответственно, абразивные и магнитные свойства материала. В качестве примера осуществлено изготовление ферромагнитного абразивного материала, химический состав которого представлен в табл. 1. В табл. 2 приведены результаты испытаний эксплуатационных свойств предлагаемого материала при обработке поверхности образцов на...
Магнитно-абразивный материал в виде гранул и способ его получения
Номер патента: 7136
Опубликовано: 30.06.2005
Авторы: Ящерицын Петр Иванович, Сергеев Леонид Ефимович, Воробьева Светлана Александровна, Ракомсин Александр Петрович, Лесникович Анатолий Иванович, Сидоренко Михаил Иванович
МПК: B24D 3/34
Метки: получения, магнитно-абразивный, гранул, способ, материал, виде
Текст:
...полимер, а гранулы полученного магнитноабразивного материала дополнительно обрабатывают модифицирующим полимером.Использование в качестве абразивной составляющей карбида кремния или титана, а в качестве ферромагнитной составляющей магнетита позволяет значительно удешевить стоимость предложенного МАМ.Введение в магнетит олеиновой кислоты позволяет стабилизировать коллоидный раствор магнетита. При этом модифицирующий полимер препятствует...
Абразивный материал для прецизионной обработки поверхности
Номер патента: 809
Опубликовано: 15.08.1995
Авторы: Селифанов О. В., Точицкий Э. И., Акулич В. В.
МПК: C30B 29/04, C23C 14/32, B24D 3/00...
Метки: материал, абразивный, поверхности, обработки, прецизионной
Текст:
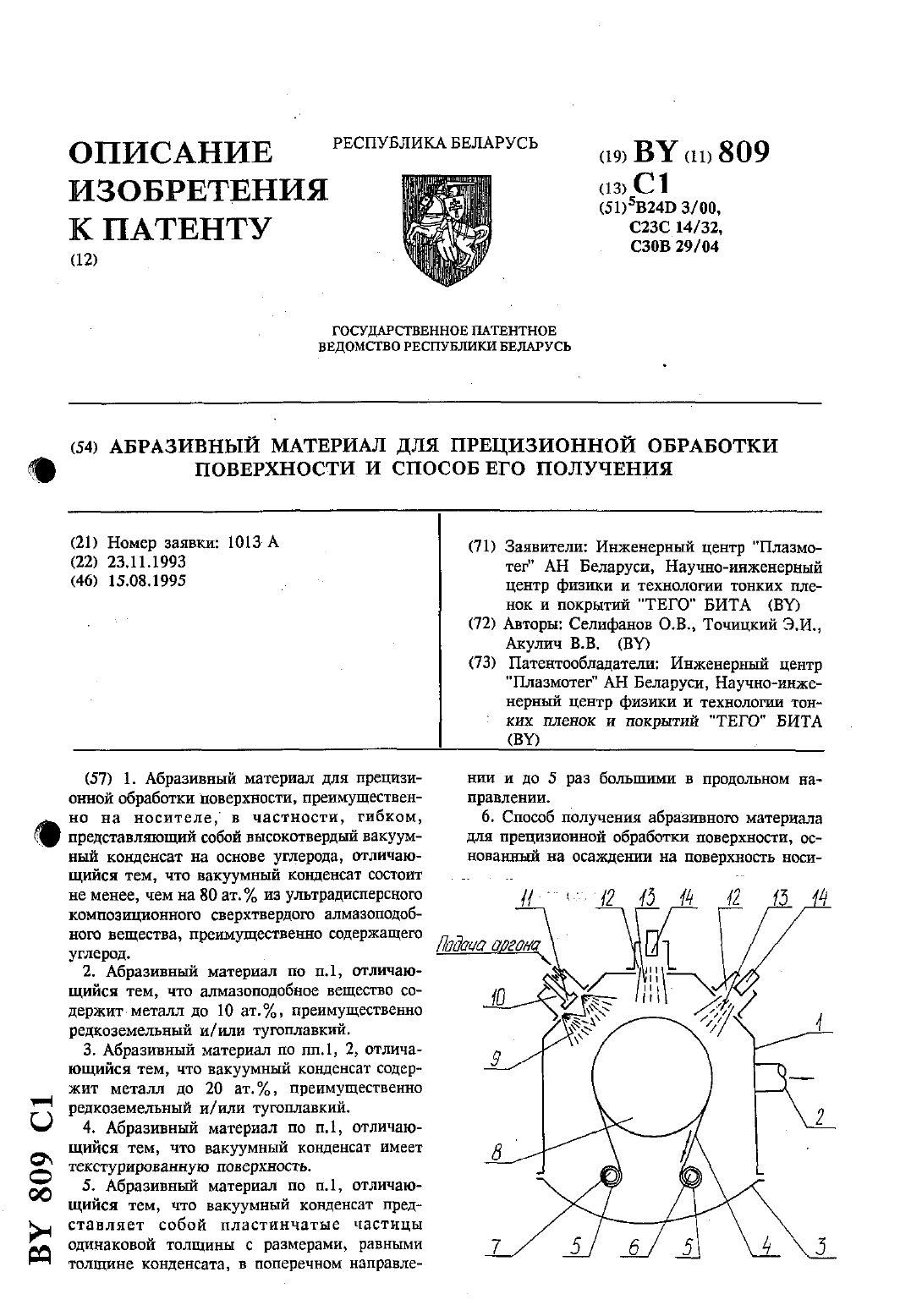
...СОДВВШЭЩИЙ МНОГО водорода, материала, НИЗКОЙ ВЛЭЖНОСТЬЮ.НЭЛИЧИЭ препятствует ДОСТИЖВНИЮ ОЧЗНЬ ВЫСОКИХ ЗНЭЧЗНИЙ твердости, ХаракТЭРНЫХ ДЛЯ алмазов, И ЯБЛЯЭТСН ПРЫЧИНОЙ РЭЗЛОМОБ И ОТСЛОВНИН ПЛЕНОК.В источнике информации 4 описан абразивный материал в виде абразивной ленты, содержащей пластиковый носитель и тонкопленочный абразивный слои. Этот абразивный материал, твыбранный в обладает твердостью по Виккерсу более 500 иповерхностным...
Материал для магнитно-абразивной обработки
Номер патента: 11082
Опубликовано: 30.08.2008
Авторы: Бабич Виталий Евгеньевич, Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ракомсин Александр Петрович, Акулович Леонид Михайлович
МПК: C22C 45/00, B24D 3/00
Метки: магнитно-абразивной, обработки, материал
Текст:
...режущую способность в течение продолжительного периода контактирования инструмента и поверхности изделий, при этом обеспечивается доставка материала в трудно доступные обрабатываемые места. Это позволяет получать изделия с высоким классом чистоты поверхности. 2 11082 1 2008.08.30 Предложенное соотношение масс позволяет получить материал для магнитно - абразивной обработки с высокими магнитными, абразивными, режущими и экологическими...
Композиционный материал
Номер патента: 643
Опубликовано: 30.06.1995
Авторы: Волочко А. Т., Равин А. Н., Маркаров Ю. В., Жданович О. Е., Ласковнев А. П., Муханько А. В.
МПК: C22C 21/00, C22C 1/03, B22F 1/00...
Метки: композиционный, материал
Текст:
...около 500 МПа, экструдировали при 512-550 С И давлении 100 МПа в пруток о 14 мм с коэффициентом вытяжки 4. Экструдирование проводили на кривошипном прессе со скоростью102 - 103 С . Полученный композиционный материал имел следующий состав в мас. графит - 3-20 окись алюминия - 0,005-1,00 медь 40-55 кремний - 06-15 алюминий - остальное.Композиционный материал использовали для обработки алюминиевого литейного сплава АКМ 5. Композиционный...