Способ ударного формообразования заготовки из тонколистового материала
Номер патента: 16740
Опубликовано: 28.02.2013
Авторы: Батурицкий Михаил Антонович, Здор Геннадий Николаевич, Петраковский Владимир Степанович, Журавский Александр Юльянович
Текст
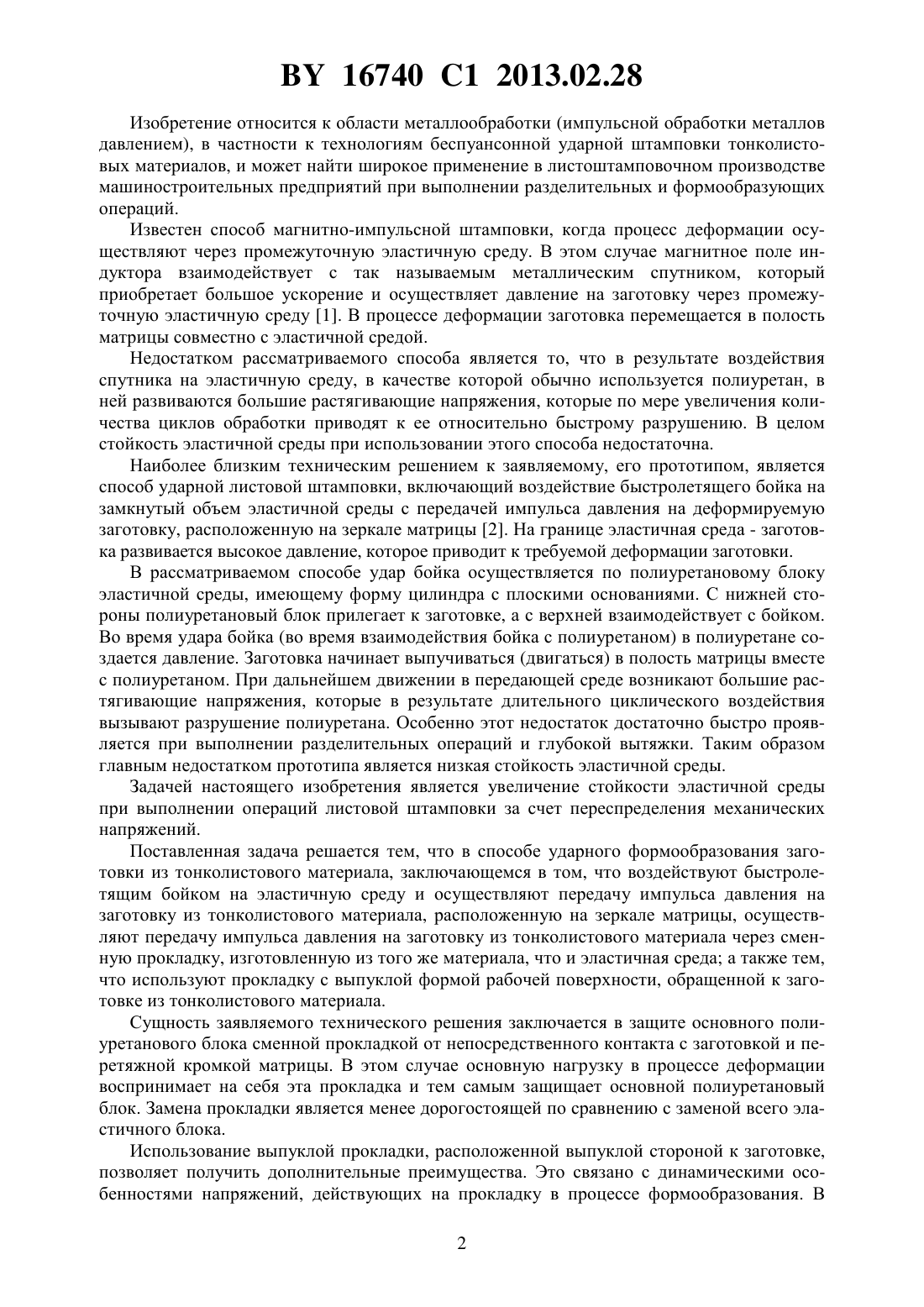
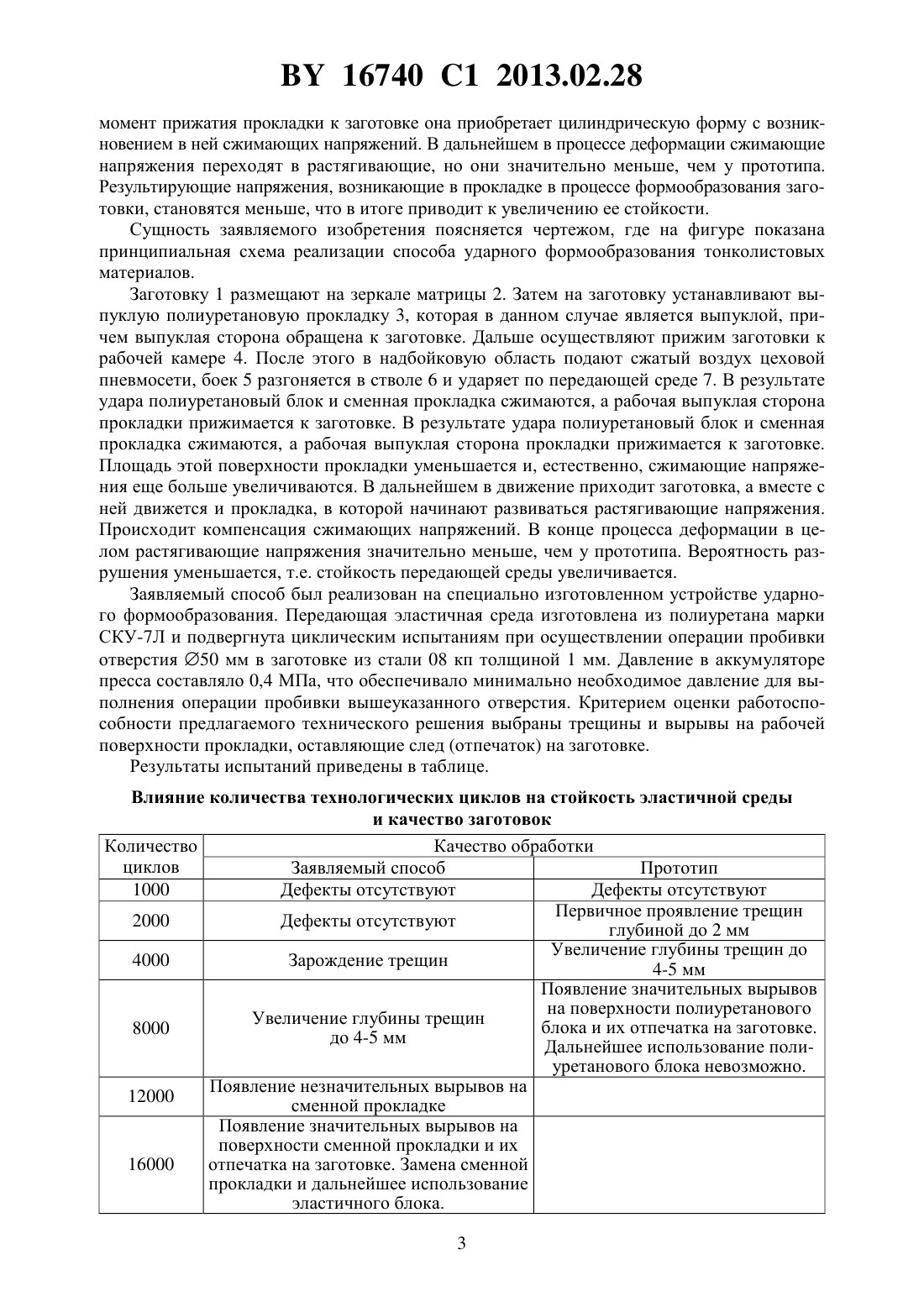
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ УДАРНОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВКИ ИЗ ТОНКОЛИСТОВОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Журавский Александр Юльянович Петраковский Владимир Степанович Здор Геннадий Николаевич Батурицкий Михаил Антонович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) 1. Способ ударного формообразования заготовки из тонколистового материала, заключающийся в том, что воздействуют быстролетящим бойком на эластичную среду и осуществляют передачу импульса давления на заготовку из тонколистового материала,расположенную на зеркале матрицы, отличающийся тем, что осуществляют передачу импульса давления на заготовку из тонколистового материала через сменную прокладку,изготовленную из того же материала, что и эластичная среда. 2. Способ по п. 1, отличающийся тем, что используют прокладку с выпуклой формой рабочей поверхности, обращенной к заготовке из тонколистового материала. 16740 1 2013.02.28 Изобретение относится к области металлообработки (импульсной обработки металлов давлением), в частности к технологиям беспуансонной ударной штамповки тонколистовых материалов, и может найти широкое применение в листоштамповочном производстве машиностроительных предприятий при выполнении разделительных и формообразующих операций. Известен способ магнитно-импульсной штамповки, когда процесс деформации осуществляют через промежуточную эластичную среду. В этом случае магнитное поле индуктора взаимодействует с так называемым металлическим спутником, который приобретает большое ускорение и осуществляет давление на заготовку через промежуточную эластичную среду 1. В процессе деформации заготовка перемещается в полость матрицы совместно с эластичной средой. Недостатком рассматриваемого способа является то, что в результате воздействия спутника на эластичную среду, в качестве которой обычно используется полиуретан, в ней развиваются большие растягивающие напряжения, которые по мере увеличения количества циклов обработки приводят к ее относительно быстрому разрушению. В целом стойкость эластичной среды при использовании этого способа недостаточна. Наиболее близким техническим решением к заявляемому, его прототипом, является способ ударной листовой штамповки, включающий воздействие быстролетящего бойка на замкнутый объем эластичной среды с передачей импульса давления на деформируемую заготовку, расположенную на зеркале матрицы 2. На границе эластичная среда - заготовка развивается высокое давление, которое приводит к требуемой деформации заготовки. В рассматриваемом способе удар бойка осуществляется по полиуретановому блоку эластичной среды, имеющему форму цилиндра с плоскими основаниями. С нижней стороны полиуретановый блок прилегает к заготовке, а с верхней взаимодействует с бойком. Во время удара бойка (во время взаимодействия бойка с полиуретаном) в полиуретане создается давление. Заготовка начинает выпучиваться (двигаться) в полость матрицы вместе с полиуретаном. При дальнейшем движении в передающей среде возникают большие растягивающие напряжения, которые в результате длительного циклического воздействия вызывают разрушение полиуретана. Особенно этот недостаток достаточно быстро проявляется при выполнении разделительных операций и глубокой вытяжки. Таким образом главным недостатком прототипа является низкая стойкость эластичной среды. Задачей настоящего изобретения является увеличение стойкости эластичной среды при выполнении операций листовой штамповки за счет переспределения механических напряжений. Поставленная задача решается тем, что в способе ударного формообразования заготовки из тонколистового материала, заключающемся в том, что воздействуют быстролетящим бойком на эластичную среду и осуществляют передачу импульса давления на заготовку из тонколистового материала, расположенную на зеркале матрицы, осуществляют передачу импульса давления на заготовку из тонколистового материала через сменную прокладку, изготовленную из того же материала, что и эластичная среда а также тем,что используют прокладку с выпуклой формой рабочей поверхности, обращенной к заготовке из тонколистового материала. Сущность заявляемого технического решения заключается в защите основного полиуретанового блока сменной прокладкой от непосредственного контакта с заготовкой и перетяжной кромкой матрицы. В этом случае основную нагрузку в процессе деформации воспринимает на себя эта прокладка и тем самым защищает основной полиуретановый блок. Замена прокладки является менее дорогостоящей по сравнению с заменой всего эластичного блока. Использование выпуклой прокладки, расположенной выпуклой стороной к заготовке,позволяет получить дополнительные преимущества. Это связано с динамическими особенностями напряжений, действующих на прокладку в процессе формообразования. В 2 16740 1 2013.02.28 момент прижатия прокладки к заготовке она приобретает цилиндрическую форму с возникновением в ней сжимающих напряжений. В дальнейшем в процессе деформации сжимающие напряжения переходят в растягивающие, но они значительно меньше, чем у прототипа. Результирующие напряжения, возникающие в прокладке в процессе формообразования заготовки, становятся меньше, что в итоге приводит к увеличению ее стойкости. Сущность заявляемого изобретения поясняется чертежом, где на фигуре показана принципиальная схема реализации способа ударного формообразования тонколистовых материалов. Заготовку 1 размещают на зеркале матрицы 2. Затем на заготовку устанавливают выпуклую полиуретановую прокладку 3, которая в данном случае является выпуклой, причем выпуклая сторона обращена к заготовке. Дальше осуществляют прижим заготовки к рабочей камере 4. После этого в надбойковую область подают сжатый воздух цеховой пневмосети, боек 5 разгоняется в стволе 6 и ударяет по передающей среде 7. В результате удара полиуретановый блок и сменная прокладка сжимаются, а рабочая выпуклая сторона прокладки прижимается к заготовке. В результате удара полиуретановый блок и сменная прокладка сжимаются, а рабочая выпуклая сторона прокладки прижимается к заготовке. Площадь этой поверхности прокладки уменьшается и, естественно, сжимающие напряжения еще больше увеличиваются. В дальнейшем в движение приходит заготовка, а вместе с ней движется и прокладка, в которой начинают развиваться растягивающие напряжения. Происходит компенсация сжимающих напряжений. В конце процесса деформации в целом растягивающие напряжения значительно меньше, чем у прототипа. Вероятность разрушения уменьшается, т.е. стойкость передающей среды увеличивается. Заявляемый способ был реализован на специально изготовленном устройстве ударного формообразования. Передающая эластичная среда изготовлена из полиуретана марки СКУ-7 Л и подвергнута циклическим испытаниям при осуществлении операции пробивки отверстия 50 мм в заготовке из стали 08 кп толщиной 1 мм. Давление в аккумуляторе пресса составляло 0,4 МПа, что обеспечивало минимально необходимое давление для выполнения операции пробивки вышеуказанного отверстия. Критерием оценки работоспособности предлагаемого технического решения выбраны трещины и вырывы на рабочей поверхности прокладки, оставляющие след (отпечаток) на заготовке. Результаты испытаний приведены в таблице. Влияние количества технологических циклов на стойкость эластичной среды и качество заготовок Качество обработки Количество циклов Заявляемый способ Прототип 1000 Дефекты отсутствуют Дефекты отсутствуют Первичное проявление трещин 2000 Дефекты отсутствуют глубиной до 2 мм Увеличение глубины трещин до 4000 Зарождение трещин 4-5 мм Появление значительных вырывов на поверхности полиуретанового Увеличение глубины трещин блока и их отпечатка на заготовке. 8000 до 4-5 мм Дальнейшее использование полиуретанового блока невозможно. Появление незначительных вырывов на 12000 сменной прокладке Появление значительных вырывов на поверхности сменной прокладки и их отпечатка на заготовке. Замена сменной 16000 прокладки и дальнейшее использование эластичного блока. 3 16740 1 2013.02.28 Из приведенных данных видно, что использование заявляемого способа ударного формообразования обеспечивает увеличение стойкости передающей среды примерно в 2 раза. Источники информации 1. Орешенков А.И., Вагин В.А., Мамутов В.С. Высокоскоростные методы листовой штамповки Учебное пособие. - Л. ЛПИ, 1984. - С. 80. 2. Мовшович И.Я. и др. Обеспечение точностных параметров высокоточных деталей,получаемых вытяжкой из листа методом пневмоударной штамповки // Кузнечно-штамповочное производство. - 2009. -12. - С. 12-18. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B21D 22/12, B21D 22/10
Метки: материала, ударного, тонколистового, заготовки, способ, формообразования
Код ссылки
<a href="https://by.patents.su/4-16740-sposob-udarnogo-formoobrazovaniya-zagotovki-iz-tonkolistovogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ ударного формообразования заготовки из тонколистового материала</a>
Способ обработки тонколистового материала гидроимпульсной штамповкой
Номер патента: 15586
Опубликовано: 30.04.2012
Авторы: Петраковский Владимир Степанович, Здор Геннадий Николаевич, Журавский Александр Юльянович
МПК: B21D 26/08
Метки: тонколистового, способ, материала, гидроимпульсной, обработки, штамповкой
Текст:
...разрыв заготовки неизбежен. Задачей настоящего изобретения является обеспечение возможности получения высококачественных деталей из тонколистовых материалов при выполнении формообразующих операций. Поставленная задача достигается за счет того, что в способе обработки тонколистового материала гидроимпульсной штамповкой, согласно изобретению, на заготовку из тонколистового материала воздействуют усилиями гидравлического удара посредством...
Устройство для ударного формообразования эластичной средой
Номер патента: U 8757
Опубликовано: 30.12.2012
Авторы: Петраковский Владимир Степанович, Журавский Александр Юльянович, Покровский Артур Игоревич, Гутько Наталья Юрьевна, Батурицкий Михаил Антонович, Здор Геннадий Николаевич
МПК: B21D 26/02
Метки: формообразования, эластичной, устройство, средой, ударного
Текст:
...предлагаемой полезной модели является снижение энергозатрат и увеличение стойкости эластичной среды при выполнении операций листовой штамповки. Поставленная задача решается тем, что в устройстве для ударного формообразования эластичной средой, включающем матрицу, размещенную в технологической зоне пресса,передающую эластичную среду, выполняющую роль пуансона и расположенную в рабочей камере пресса над матрицей, и воздействующий на упомянутую...
Способ формообразования фланца в трубной заготовке
Номер патента: 11051
Опубликовано: 30.08.2008
Авторы: Гуринович Валентин Аркадьевич, Шиманский Артем Викторович, Исаевич Леонид Александрович, Сидоренко Михаил Иванович
МПК: B21D 41/00, B21D 19/00
Метки: заготовке, способ, фланца, формообразования, трубной
Текст:
...фасонирования 0 - толщина стенки трубной заготовки- радиус между цилиндрической частью и фланцем заготовки. Предлагаемый способ за счет введения операции фасонирования с заранее рассчитанными параметрами с последующей раздачей трубной заготовки позволяет получить постоянную толщину фланца по всему диаметру. В результате повышается точность изготовления деталей из трубной заготовки (получение детали с заранее заданными параметрами)...
Машина для продольной и поперечной резки тонколистового пористого материала
Номер патента: U 4109
Опубликовано: 30.12.2007
Авторы: Гавриленко Олег Олегович, Ревяков Денис Евгеньевич, Хатенко Александр Сергеевич, Выдумчик Сергей Васильевич, Ксенофонтов Михаил Александрович
МПК: B02C 18/00, B26D 1/00
Метки: тонколистового, резки, пористого, материала, продольной, машина, поперечной
Текст:
...ножами, при этом наружный диаметр указанных роликов больше диаметра дисковых ножей, а ширина каждой распорной втулки больше толщины входящего в соответствующий промежуток ножа. В устройстве для резки блок ножей может быть выполнен съемным, а ножи и распорные втулки или те или другие могут быть выполнены составными 2. Недостатком данного устройства для резки рулонного или листового материала является сложность конструкции, кроме того, на...
Способ формообразования фланца в трубной заготовке

Номер патента: 11069
Опубликовано: 30.08.2008
Авторы: Гуринович Валентин Аркадьевич, Сидоренко Михаил Иванович, Исаевич Леонид Александрович, Шиманский Артем Викторович
МПК: B21D 19/00, B21D 41/00
Метки: способ, формообразования, фланца, заготовке, трубной
Текст:
...пластического деформирования полученной заготовки цилиндрическим ступенчатым пуансоном путем осадки ее цилиндрической части позволило получить острую кромку между цилиндрическим отверстием и фланцем заготовки за счет течения металла из цилиндрической части заготовки в направлении фланца. Сущность изобретения поясняется графическими материалами, где на фиг. 1 изображен штамп для отбортовки, в левой части которого показана установка трубной...
Предыдущий патент: Устройство для ударной штамповки эластичной средой
Следующий патент: Комбикорм для сеголеток карпа
Случайный патент: Выключатель автоматический